Назначение и маркировка сварочных электродов. Рутиловые электроды маркировка
Рутиловые электроды - состав, характеристики, область применения
Покрытием сварочного электрода называется специальная обмазка, нанесенная на металлический стрежень. В зависимости от химического состава этой смеси производятся разновидности электродов, предназначенных для определенных целей.
Рутиловые электроды, речь о которых пойдет в данной статье, можно считать «любимыми» в среде сварщиков, давайте выясним почему. 
Общие понятия, состав и характеристики
Прежде всего стоит разобраться с названием покрытия. Рутил — это природный минерал на основе диоксида титана ( TiO2). В покрытии электродов этой разновидности используют также другие компоненты, конечный состав которого определяется в следующих пропорциях:
- рутил — 45-48%;
- декстрин — 3%;
- полевой шпат — 25%;
- магнезит — 10%;
- ферромарганец — 15%.
Химический состав обмазки наносится на низколегированную сварочную проволоку марок СВ-08 или СВ-08А. Сталь спокойная, при затвердевании не дает горячих трещин и излишних напряжений в сварочном шве.

Буква «Р» в маркировке электрода АНО-21
В маркировке электродов данной группы проставляется литера «Р», обозначающая рутиловое покрытие. Иногда, для создания большей производительности, вводят дополнительные элементы в виде целлюлозы, покрытие называетя рутилово-целлюлозным ( обозначается RC). Встречаются комбинации с кислым или основным покрытиями ( RA и RB соответветственно).
Рутил дает кислый шлак, обеспечивая газовую защиту из окислов азота, водорода и углерода.
Область применения
Электроды с рутиловым покрытием используются для низкоуглеродистых сталей в любых пространственных положениях. Важно отметить прекрасные сварочные качества как на переменном, так и на постоянном токе.Ввиду того, что основой служит низкоуглеродистая сталь, сварка высоколегированных и коррозионно-стойких сталей будет недопустима. Углеродистые же и конструкционные материалы свариваются прекрасно, показывая хорошие результаты.
Достоинства
Можно выделить следующие положительные моменты использования:
- Шов получается стойким к трещинам, в отличии от электродов с кислым покрытием, дают стабильное и сильное горение сварочной дуги на переменном токе;
- Металл шва имеет достаточно высокие прочностные и пластические свойства по своему качеству занимает промежуточное положение между металлом швов, полученных электродами с кислым и основным покрытием.Легкий поджиг дуги и ее повторное зажигание в случае обрыва. Актуально на участках с короткими швами;
- Вести сварку можно на неподготовленных поверхностях, не восприимчивы к ржавчине, влаге, окислениям;
- Хорошая отделяемость шлака при сварке;
- Низкое содержание ферромарганца дает меньше дыма и пыли, улучшая санитарно-гигиенические условия.
Слабые стороны
- Узкий диапазон свариваемых сталей ввиду особенностей используемой проволоки СВ-08;
- При увлажнении требуется просушка и прокалка. Использовать прокаленные электроды можно только на следующие сутки.
- Требуется строгое соблюдение рекомендуемых значений тока. При увеличении наблюдается повышенное разбрызгивание металла, ухудшается качество сварочного шва.
Марки рутиловых электродов
Среди популярных марок, применяемых в быту, можно отметить следующие:
Выводы
Рутиловые электроды по праву можно считать универсальными для применения в домашних условиях. Их замечательные свойства, описанные выше, позволяют работать с ними даже начинающим сварщикам без особых усилий. Варить можно различные конструкции, не испытывающие особые нагрузки.
Важно подбирать правильные режимы сварки, а также знать технику выполнения сварочных швов в различных пространственных положениях.
svarkagid.ru
Сварочные электроды: их маркировка и назначение
Общее назначение сварочных электродов
Для качественного прочного соединения металлических конструкций и сплавов применяются сварочные работы. При этом важно правильно подобрать марку электрода. Для этого необходимо знать классификацию электродов, их способы маркировки, области, в которых их рекомендуется применять.
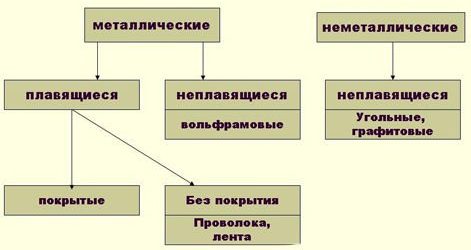
Две большие группы электродов составляют плавящиеся и неплавящиеся, в свою очередь плавящиеся электроды делятся на некоторые подвиды, такие как покрытые или непокрытые (проволока).
Плавящиеся электроды
По типу свариваемых или наплавляемых сталей предусмотрено несколько видов электродов:
-
для сварки углеродистых сталей (маркировка – «У»). Это электроды Э38, Э42, Э46, Э50.
-
легированных (маркировка – «Л»). Это электроды Э70, Э85, Э100, Э125, Э150.
-
теплоустойчивых (маркировка – «Т»). Сварка таких сталей проводится с предварительным подогревом и окончательной термической обработкой швов. Обычно используют электроды, которые не описаны в ГОСТ (например АНЖР-2).
-
для сталей, с особыми свойствами, таких как коррозионностойкие, жаропрочные, жаростойкие (маркировка – «В»). Список типов электродов регламентирован ГОСТ 10052-75.
-
для наплавки поверхностных слоев металла (маркировка – «Н»). Это электроды Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
Плавящиеся покрытые (обмазанные) электроды
Покрытие или обмазку на сварочные электроды наносят с целью обеспечить хорошее поджигание и устойчивое горение дуги, защиту сварочной ванны от окружающей среды, получить нужные свойства шва, снизить потери при разбрызгивании, увеличить скорость сварочных работ, снизить токсичность газов, выделяемых при сварке, исключить потерю свойств покрытия при хранении.
По толщине обмазки (покрытия), путем вычисления отношения диаметров D (покрытый электрод) и d (стержень) электроды делятся на:
- тонкопокрытые, с соотношением D/d до 1.2, обозначаются буквой «М»;
- электроды с покрытием средней толщины, D/d до 1.45, обозначаются буквой «С»;
- толстопокрытые (иначе, качественные), D/d от 1.45 до 1.8, обозначены буквой «Д»;
- с особо толстым слоем обмазки, D/d больше 1.8, маркированы буквой «Г».
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит. Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
- Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
|
Индекс: |
Используемая полярность |
Uхх |
|
|
Прямая |
Обратная |
||
|
0 |
Нет |
Да |
н/и |
|
1 |
Да |
Да |
50V |
|
2 |
Да |
Нет |
50V |
|
3 |
Нет |
Да |
50V |
|
4 |
Да |
Да |
70V |
|
5 |
Да |
Нет |
70V |
|
6 |
|
Да |
70V |
|
7 |
Да |
Да |
90V |
|
8 |
Да |
Нет |
90V |
|
9 |
Нет |
Да |
90V |
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
- - -
Е - -
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.
Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Непокрытые плавящиеся электроды
В настоящее время широко используются электроды без покрытия (или сварочная проволока). Техническими условиями и ГОСТом (2246-70) определены около 80 ее видов. Однако в бытовых нуждах для сварки металлических конструкций из обычного проката или нержавейки используются единицы. Проволока подразделяется на легированную (представлена в ГОСТ 30 марками, содержит до 10% легирующих элементов), низко- (6 типов, с содержанием легирующих добавок до 2,5%) и высоколегированную (41 марка в ГОСТ, содержание легирующих примесей превышает 10%), в зависимости от процента содержания легирующего вещества.
Сварочная проволока обозначается буквами «СВ» в начале маркировки. Затем идет обозначение сотых долей процента углерода, после указывается наименование и процентное содержание легирующего(-их) элементов. Если процентное соотношение не указано явно, то оно находится в пределах от 0.5 до 1%.
Легирующие примеси в составе проволоки обозначаются следующим образом:
|
Литера |
Обозначение в таблице Менделеева (номер) |
Элемент |
|
«А» |
N (7) |
Азот |
|
«Б» |
Nb (41) |
Ниобий |
|
«В» |
W (74) |
Вольфрам |
|
«Г» |
Mn (25) |
Марганец |
|
«Д» |
Cu (29) |
Медь |
|
«М» |
Mo (42) |
Молибден |
|
«С» |
Si (14) |
Кремний |
|
«Т» |
Ti (22) |
Титан |
|
«Х» |
Cr (24) |
Хром* |
|
«Н» |
Ni (28) |
Никель* |
|
«Ю» |
Al (13) |
Алюминий |
|
«Ф» |
V (23) |
Ванадий |
|
«Ц» |
Zr (40) |
Цирконий |
Также в самом конце маркировки могут присутствовать одна или две буквы «А», что означает высокую и очень высокую степень очистки применяемой стали.
Таким образом, маркировка «Проволока 3 СВ04Х19Н9» означает 3-х миллиметровый плавящийся электрод с содержанием углерода – 0.04%, хрома – 19% и никеля – 9%. Проволока с хромом и никелем в составе (в таблице обозначены звездочкой) используется для сварки легированных сталей, устойчивых к коррозии (нержавейка).
Неплавящиеся электроды
Вольфрамовые
Вольфрамовые электроды предназначены для сварки, резки преимущественно в среде защитных газов, таких как аргон, гелий, азот или их смеси. Помимо вольфрама, электрод может содержать различные примеси, которые повышают его износостойкость. Такой вид электродов обеспечивает высокую устойчивость сварочной дуги и позволяет работать с любыми металлами и сплавами.
|
Обозначение |
Режим сварки |
Металл |
Цвет |
|
|
Постоянный ток |
Переменный ток |
|||
|
WP |
Нет |
Да |
Магний, алюминий, сплавы |
Зеленый |
|
WT-20 |
Да |
Нет |
Низколегированная сталь, нержавейка, углеродистая сталь |
Красный |
|
WC-20 |
Да |
Да |
Универсальный. Все виды стали |
Серый |
|
WL-15 |
Да |
Да |
Нержавейка, легированная сталь |
Золотой |
|
WL-20 |
Да |
Да |
Нержавейка и ламинированная сталь |
Синий |
|
WY-20 |
Да |
Нет |
Титан, низколегированная сталь, нержавейка, углеродистая сталь, медь |
Темно-синий |
|
WZ-8 |
Нет |
Да |
Алюминий и магний |
Белый |
Угольные
На рынке присутствуют также другие виды неплавящихся электродов, в том числе угольные и графитовые. Учитывая, что уголь – мягкий материал, для повышения качества и сохранности покрытия в них применяют омеднение. Они применяются преимущественно для работы с тонкими металлами, а также для поверхностной резки , обработки кромок, строжки и т.д.
Изготавливают несколько видов графитовых или угольных электродов, в том числе круглые, соединяемые (бесконечные, с ниппелем), плоские и полукруглые. Круглые и бесконечные электроды содержат в маркировке диаметр электрода от 3 мм до 25 мм, плоские могут быть представлены квадратными или прямоугольными, с различным сечением. В полукруглых (самые универсальные) указывают размеры плоской стороны, радиус окружности и длину электрода.
Существуют также полые электроды, применяющиеся исключительно для строжки, они выпускаются в основном зарубежными компаниями.
Инстаграм
superarch.ru
Электроды типа Э50А: марки, маркировки, расшифровка, аналоги
Тип Э50А стандартизован ГОСТ 9467-75 для использования в ответственных изделиях из углеродистой и низколегированной стали, которым предстоит проходить эксплуатацию в условиях низких и высоких температур, таких как 10ХНДП, 15ХСНД и 10ХСНД.
Швы с таким материалом имеют большую пластичность и вязкость при действии ударов. Сертифицированными электродами такого типа работают в судостроении, энергетике и атомной промышленности.

Все указанные здесь марки электродов российского производства взаимозаменяемы. При их изготовлении применяется сварочная проволока Св-08 или Св-08А. Покрытие – в большинстве случаев, основное. Таким образом, химический состав при сварке образуется одинаковый.
Разница в названиях марок объясняется тем, что электроды выпускаются разными предприятиями и могут иметь некоторые отличия, связанные с областями применения (напр. для труб или устойчивость к трещинам на холоде и т.д.).
Они, конечно, имеют небольшие различия в своем составе и толщине покрытия, но, так как состав сварочной проволоки и обмазки регулируются стандартами (ГОСТ 2246-70 на проволоку), то результат сварки будет очень близким при прочих равных условиях. Состав обмазки больше влияет на технологию сварки, чем на химию шва.
Аналоги, чем заменить
 SE-08-00 (ЭСАБ-Тюмень, Россия), ОК 48.04 (ESAB, Швеция), ОК 53.70 (ESAB), Fox EV 50 (Böhler, Германия), Phoenix К50 R (Thyssen, Германия), Garant (Kjellberg, Германия), LB-52U (Kobe Steel, Япония).
SE-08-00 (ЭСАБ-Тюмень, Россия), ОК 48.04 (ESAB, Швеция), ОК 53.70 (ESAB), Fox EV 50 (Böhler, Германия), Phoenix К50 R (Thyssen, Германия), Garant (Kjellberg, Германия), LB-52U (Kobe Steel, Япония).
Все эти электроды имеют очень близкий состав к маркам типа Э50А. Покрытие у всех основное. Материал Fox EV 50 имеет специальные добавки к покрытию, которые препятствуют сильному поглощению влаги, что облегчает поддержание электродов в сухом виде.
Сертификация качества
Сертификаты на электроды требуются в случае ответственных работ. Если потребитель варит себе гараж, то крайне маловероятно, что с ним что-нибудь случится, слишком уж ничтожны нагрузки на швы. Если и случится, то последствия будут незначительными, по крайней мере, по сравнению с другими возможными областями использования. Если сварочный материал используется для работ в промышленности, в судостроении, по газо- или нефтепроводам, в атомной энергетике, то последствия плохой сварки могут принять и катастрофические масштабы.
 Сертификат – это документ, который подтверждает качество электродов и ответственность выдающей стороны за все, что может случиться. Например, в случае морской катастрофы суд может установить, что она произошла из-за плохой сварки, связанной с низким качеством электродов. При этом, на электроды был выдан сертификат Ллойда (Lloyd’s Register of Shipping). В этом случае, Ллойд и будет платить владельцам судна, груза или родственникам пассажиров.
Сертификат – это документ, который подтверждает качество электродов и ответственность выдающей стороны за все, что может случиться. Например, в случае морской катастрофы суд может установить, что она произошла из-за плохой сварки, связанной с низким качеством электродов. При этом, на электроды был выдан сертификат Ллойда (Lloyd’s Register of Shipping). В этом случае, Ллойд и будет платить владельцам судна, груза или родственникам пассажиров.
Другое дело, что зная об этом, Регистр Ллойда так просто не выдаст свой сертификат, а потребует подтверждения качества продукции от авторитетнейших экспертов. Сертификат может иметь ограниченный срок действия и требовать подтверждения. Поэтому ответственный потребитель, независимо от того, о российском или международном сертификате идет речь, должен обращать внимание на сроки его действия.
Все предприятия, выпускающие электроды типа Э50А, выдают на них сертификаты, так как область применения материала захватывает ответственные металлоконструкции и, в основном, для этих целей данные электроды и используются.
Популярные производители
СпецЭлектрод (Москва), ЛЭЗ (Москва), ГрафитЭл (Москва), ММК-Метиз (Магнитогорск), Электрод Бор (Нижний Н.), СЗСМ (Судиславль Костром. обл.), ЗАО «КОМЗ-Экспорт» (Ростов).
Расшифровка обозначения типа Э50А
- Буква Э в обозначении означает, что материал относится к ручным сварочным электродам.
- Число 50 означает предел прочности на разрыв для шва, округленно в килограммах, на квадратный миллиметр сечения наплавленного металла. Это позволяет рассчитывать нагрузку для швов, работающих на разрыв, что является очень важным при расчете ферм.
- Буква А означает, что пластичность шва и его вязкость имеет повышенные значения.
Для каких сталей
Электроды любой из марок, соответствующей типу Э50А варят углеродистые и низколегированные стали с содержанием углерода до 0.25%. Временное сопротивление разрыву ограничено величиной 490 МПа.
Можно сваривать сталь 10ХНДП и ей подобные коррозионно-стойкие, работающие при обычных и пониженных до -40°C температур. Некоторые марки, например, ТМУ-21У, предназначены для сварки трубопроводов.
Ограничения по применению
Нельзя варить легированные стали и нержавеющие.
Особенности
Некоторые особенности Э50А могут зависеть от марки. Например, ОЗС-28 допускает любое положение шва, а остальные исключают вертикальный в направлении сверху вниз. Часть марок может работать на переменном и постоянном токах: УОНИ-13/55Т, ОЗС-28, ОЗС-33; а другие только на постоянном, обратной полярности: УОНИ-13/55, УОНИ-13/55Г, ОЗС-18, ОЗС-25, ОЗС-29, ТМУ-21У.
Материал типа Э50А имеют в подавляющем большинстве основное покрытие. Оно состоит из карбонатов кальция и магния, с добавлением плавикового шпата. Карбонаты при разложении выделяют окислы углерода, которые отчасти являются восстановителем, за счет CO, а в остальном создают защитную среду из двуокиси углерода. Эти же процессы продолжаются до застывания шлака.
Электроды должны работать на короткой дуге – фтор очень трудно ионизируется. Полярность на электроде должна быть плюсовой, а ток постоянным, все это делается для улучшения горения дуги. Кроме того, покрытие очень гигроскопично, поглощает влагу и это никак не способствует хорошей дуге.
ПРИМЕЧАНИЕ: Перед использованием обязательно следует просушить электроды в печи при температуре 350-400°C в течении часа. После такой прокалки электроды годны не более 3-5 дней. Всего допускается до 3 прокаливаний, после чего качество обмазки снижается и она может обваливаться.
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
weldelec.com
Рутиловые электроды: что это такое, особенности
В промышленности большое распространение получила электро- и газовая сварка. Каждый вид обладает конкретными преимуществами, но имеет и некоторые отрицательные качества. Для сварочного процесса используются разные расходные материалы. Рутиловые электроды — не исключение.

Рутиловые электроды обычно применяются при ручной дуговой сварке и наплавке.
Особенности материала
Технологический процесс сварки не может происходить без сварочного электрода. Для каждого вида сварки разработан определенный вид электродов.
Сам сварочный электрод сделан из двух частей. Это его сердцевина и соответствующее покрытие. Сердцевина делается из металла и покрывается особым порошком, который наносится равномерно. Состав покрытия во многом влияет на качественные показатели сварочного процесса, от него зависит, какой материал можно сваривать данным электродом.

Преимуществами рутиловых электродов являются: способность легко зажигаться, создавать дугу и склонность к созданию пор.
В последнее время большую популярность у сварщиков имеет электрод с особым покрытием, называемым рутилом. Что такое рутиловые электроды? В основном покрытие сделано из оксида титана и обладает большими преимуществами в сравнении с другими. Это связано с несколькими причинами.
Прежде всего, покрытие не выделяет токсичных газов. Это очень важно, так как это напрямую связано со здоровьем рабочего. Такие электроды дают возможность серьезно сократить время сварочного процесса. Материалы, имеющие рутиловое покрытие, можно применять для проведения работ в вертикальной плоскости.
При сварке различных видов стали требуется учитывать уровень технологических показателей электродов:
- сварка в пространстве;
- род сварочного тока;
- производительность;
- возможность появления пор;
- наличие водорода;
- появление трещин.

Рутиловые электроды не стоит использовать в работе при слишком высоких температурах.
Все указанные выше характеристики обязательно нужно учитывать, когда делается выбор марки электрода. Это сильно зависит от используемого покрытия. Они могут быть:
- целлюлозными;
- кислыми;
- смешанными;
- рутиловыми.
Рассмотрим сварочные электроды, которые имеют рутиловое покрытие. Основой такого покрытия является рутиловый концентрат, которого больше 50%. Шов, который получается после сварочных работ рутиловым электродом, состоит из низкоуглеродистой стали. Полученный металлический шов имеет высокую стойкость к возникновению трещин, если проводить сравнение с подобными электродами, оснащенными кислым покрытием.
Главные параметры сварочного шва, полученного рутиловыми электродами, напоминают сварку, проводимую электродами марки Э42. Этот вид наделен малой чувствительностью к возникновению пор, когда происходит изменение величины длины дуги. Электроды не обладают чувствительностью, когда проводится сварка водянистой поверхности или требуется сварить кислую поверхность.
Вернуться к оглавлению
Положительные качества рутиловых электродов
Если сравнивать их с аналогичными видами, то можно выделить различные положительные качества:
- Газовые выделения нетоксичны. Наносят минимальный вред здоровью сварщика.
- При работе переменным током поддерживается стабильное и сильное горение дуги.
- В случае разбрызгивания наблюдаются небольшие потери металла.
- Без труда отделяется шлаковая корка.
- Качественное формирование шва.

В состав рутиловых электродов входят алюмосиликаты, карбонаты и минерал рутил.
Когда покрытие имеет много карбонатов, увеличивается щелочность шлака. В результате наплавленный металл получает малое количество кремния, обнаруживается низкое содержание кислорода. Происходит увеличение показателей ударной вязкости, увеличивается стойкость металла, сводится к нулю образование трещин.
В случае большой влажности покрытий наблюдается малое количество водорода в металлическом шве, практически минимизируется образование пор.
За счет присутствия TiO2 в электродах, имеющих рутиловое покрытие, они способны с легкостью повторно зажечь дугу. Причем этот процесс не требует удаления пленки с кратера электрода, так как при большом количестве TiO2 он имеет свойства полупроводниковой проводимости. Он способен зажечь дугу, не входя в соприкосновение своим стержнем со свариваемым металлом. Такое положительно качество рутилового покрытия позволяет выполнять работу короткими швами, при которой приходится очень часто прерывать горение дуги.
Чтобы проводить сварочные работы, можно использовать только рутиловые качественные электроды, которые прошли сушку более 24 часов. Если они были прокалены при большой температуре, возможно появление пор. Их появление может быть связано с увеличением силы тока, когда выполняется сварка тавровыми швами, когда варится тонкий металл и требуется использование электродов большого размера.
Когда проводится сварка стали, имеющей окалину, такие электроды не образуют поры. Они наделены высокой стойкостью в случае образования трещин, если сравнивать их с аналогичными электродами, отличающимися кислым покрытием.

Схема электрода.
В основном данный тип имеет технологические показатели, которые намного лучше показателей электродов, имеющих другое покрытие. Использование рутила обеспечивает великолепное постоянство работы дуги, когда проводится сварка постоянным электрическим током.
Электроды отличает низкий показатель разбрызгивания, простота отделяемости шлаковых образований. Этот вид считается самым лучшим для проведения сварочных работ на потолке, а также в вертикальной плоскости. Такая простота возникает вследствие того, что этот тип покрытия во время плавления начинает образовывать соединения титана, которые мгновенно появляются на поверхности, выплывая из расплавленной ванны.
Кроме того, такие титановые покрытия сильно увеличивают вязкость шлака, особенно в моменты понижения температуры. Эти шлаки получили название «короткие».
Технологические свойства рутиловых электродов:
- простота зажигания дуги;
- минимальное образование пор в момент розжига;
- высокая сопротивляемость усталостным характеристикам сварочных соединений.
Благодаря высокому содержанию металлического порошка в рутиловых покрытиях происходит уменьшение количества углерода в сварочном шве, сера распределяется более однородно.
https://youtu.be/dlS8VKAGMOk
Вернуться к оглавлению
Состав и технологические характеристики
Подобные электроды изготавливаются из разных типов сварочной проволоки, чаще всего производители используют марку СВ-08А. Данную проволоку покрывают твердым флюсом, состоящим в основном из натуральной двуокиси титана (рутиловый естественный минерал).
Флюс имеет в своем составе газозащитную составляющую, сделанную из органики.
Поэтому данный тип используется только после просушки. Влажное покрытие не в состоянии справиться с возникновением наводороживания шва.
Стандартом регламентируются размеры и форма этих электродов. Маркировка изделий должна иметь обозначение «Р», сообщающее марку флюса. Ориентируясь на эту букву, можно легко найти рутиловые изделия и не перепутать с другими разновидностями продукции.
Вернуться к оглавлению
Немного о применении

Функции электродного покрытия.
Основным назначением считается дуговая сварка различных типов стали, проводимая вручную. Такими электродами вполне доступно проводить на поверхности деталей наплавку металла.
Проводятся сварочные работы с любыми типами малоуглеродистых сталей. Не стоит пользоваться рутиловыми электродами, когда требуется сварить приспособления, которые будут эксплуатироваться при высоких температурах.
Вернуться к оглавлению
Основные режимы и их нюансы
Электроды, имеющие рутиловый флюс, могут работать совместно с любым видом электродуговых сварочных агрегатов. Величина сварочного тока соответствует стандартным показателям.
Данные электроды не имеют никаких ограничений, касающихся типа шва. Такими деталями можно получать потолочные швы, с успехом проводятся сварочные работы в вертикальной плоскости. Соединения делаются встык, применяется способ соединения внахлест. Для работы с таким типом электродов не требуется специальная подготовка торцов. Известно, что они прекрасно варят поверхности, покрытые краской.
Отменное качество наблюдается при угловой или стыковочной сварке. Благодаря рутиловому покрытию стало возможно получить высочайшее качество шва, когда проводятся стыковочные работы основного металла и материала после наплавления. В данном случае появление остаточных напряжений практически минимально.
https://youtu.be/7vjDO-iSb4Q
Несколько сложнее выполнять сварочные работы такими электродами, когда требуется провести тавровую стыковку, а детали должны иметь солидный зазор между торцами.
Для такого случая требуется использовать электроды большого размера с толстым покрывающим слоем. Подобный присадочный материал всегда вызывает сложности. Приходится увеличивать сварочный ток, а это ведет к увеличению риска получения пористого шва.
moiinstrumenty.ru
Маркировка и классификация электродов
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
|
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ |
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э- электрод для ручной дуговой сварки и наплавки;
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм2;
индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
индекса Э- электрод для ручной дуговой сварки и наплавки;
дефиса;
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
Обозначение металлов
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм2) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм2) до 588 МПа (60 кгс/мм2) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм2) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей - 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами - 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами - 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2) - маркируется буквойУ;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) - маркируется буквойЛ;
Для сварки теплоустойчивых сталей - маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами - обозначается буквой В;
Для наплавки поверхностных слоев с особыми свойствами - маркируется буквой Н.
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода Dк диаметру металлического стержняd, электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) - маркируется буквой М;
со средним покрытием (1,2<D/d≤1,45) - С;
с толстым покрытием (1,45<D/d≤1,8) - Д;
с особо толстым покрытием (D/d>1,8) - Г.
Обозначение плавящегося покрытого электрода
Буква Е- международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом.Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правиламГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. СоответствуетГОСТ 9466-75,ГОСТ 9467-75,ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С.Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока - обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды: ВДК ВДП СК.Самые популярные маркивольфрамовых неплавящихся электродов, которые соответствуютГОСТ23949-80: ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2Комсомолец 100АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла.Электродув процессе сварки, независимо от применяемого способа, сообщается движение втрёх разных направлениях.
Первое движениеназывают поступательным, при котором движение идёт по оси электрода. Зависимо от скоростиплавления, поступательное движение поддерживает постоянную длинудуги, которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит отмарки электродаи условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движениемявляется смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постояннымилипеременным) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сваркетонкихметаллических листов.
Последним движениемявляется смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщиквыполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода, к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали , изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом, предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой» характеризуетсядвижением электрода вверх, затем вправо, после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях - содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин. Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Покрытие может быть:
- кислым,
- рутиловым,
- основным,
- целлюлозным,
- смешанным.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-420 0С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды.
В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
studfiles.net
Расшифровка электродов

И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова "Государственный стандарт". Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться "синим" , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.

Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.

- Оранжевым цветом у нас отмечен тип электрода.
- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э - Электрод.
- 46 - Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр . кгс - это килограмм силы. мм2 - квадратик 1мм -1мм - 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
- В марке у нас содержится краткое название завода производителя это - лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У - Обозначается как - Электрод для сварки углеродистой и низколегированной стали.
- Д - Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.
И так теперь вид покрытия.
- В данной марке электродов стоят две буквы РЦ и означает это - Рутиловое и Целлюлозное. Подробнее о видах покрытия конечно напишу.
Положение при сварке и рекомендуемый сварочный ток.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Назначение электродов

Обозначения электродов по толщине покрытия.
- М - Тонкое покрытие
- С - Среднее покрытие
- Д - Толстое покрытие
- Г - С особо толстым покрытием.
Виды покрытия.

Обозначения положения при сварке.

Рекомендуемый сварочный ток.

Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
elektrod-3g.ru
коэффициент наплавки, температура прокалки, диаметры и проч.
Главная страница » О сварке » Характеристики электродов
 Электрод представляет собой металлический или неметаллический стержень с обмазочным покрытием. Данный материал является важной составляющей для проведения сварочных работ. Наиболее актуальной классификацией является разделение расходников на марки. Благодаря наличию схожих свойств существует разграничение на типы, каждый из которых имеет собственное назначение использования. В этой статье мы рассмотрим подробности про сварочные электроды: описание и характеристики, которые напрямую влияют на проведение сварочных работ.
Электрод представляет собой металлический или неметаллический стержень с обмазочным покрытием. Данный материал является важной составляющей для проведения сварочных работ. Наиболее актуальной классификацией является разделение расходников на марки. Благодаря наличию схожих свойств существует разграничение на типы, каждый из которых имеет собственное назначение использования. В этой статье мы рассмотрим подробности про сварочные электроды: описание и характеристики, которые напрямую влияют на проведение сварочных работ.
Технические характеристики электродов
Электроды и их характеристики представляют собой перечень параметров, каждый из которых напрямую влияет на выбор сварочных материалов. Ниже представлены наиболее весомые свойства.
Химический состав металла
Одним из определяющих факторов при выборе сварочных материалов является химический состав свариваемого металла или сплава. Потому как в зависимости от состава разнятся механические свойства: временное сопротивление разрыву, ударная вязкость, относительное удлинение, угол изгиба. Данные черты определяют «поведение» металла во время сварочных работ. Поэтому перечисленные характеристики необходимо учитывать при выборе конкретной марки электрода, а определяются они в значительной степени видом покрытия.
Химический состав покрытия электродов
 Выделяют четыре основных вида покрытия, в зависимости от химического состава:
Выделяют четыре основных вида покрытия, в зависимости от химического состава:
1. Основой для рутиловых электродов служит минерал рутил, остальными компонентами являются кремнезем, карбонат магния или кальция, а также ферромарганец.
2. Целлюлозное покрытие может включать в состав органические смолы, тальк, целлюлозу и разные ферросплавы.
3. В состав электродов с основным видом обмазки входят карбонаты магния и кальция.
4. Кислое покрытие включает оксиды железа и марганца.
Химический состав оказывает влияние на следующие важные факторы:
- стабильность электрической дуги;
- вязкость расплавленного металла и шлака;
- особенности поведения металла во время проведения работ.
Коэффициент наплавки при ручной дуговой сварке
Одной из основных характеристик является коэффициент наплавки электродов. Данный параметр выражается в виде величины расплавленного металла электрода, которая пошла на формирование сварного шва, без потерь. Фактически, отвечая на вопрос «что называется коэффициентом наплавки», можно сказать — это величина производительности или эффективности работ.
К сведению! Данная характеристика помогает грамотному сварщику выбрать оптимальное пространственное положение для сварки; определить, какое количество материалов понадобиться для осуществления сварочного процесса, а также заранее знать приблизительное время выполнения определенного объема работ.
Говоря о коэффициенте наплавки невозможно не упомянуть другую индивидуальную характеристику электродов — коэффициент расплавления. Это та часть массы прутка, которая под воздействием тока переходит в расплавленный металл за интервал горения дуги в один час. При этом следует учитывать, что не вся масса идет на формирование соединения. Во время сварки происходят такие явления, как разбрызгивание, испарение и выгорание металла. Данный параметр зависит от состава обмазки и проволоки, полярности и плотности тока сварного соединения.

Сварочные электроды «УОНИ-13/55» в упаковке.
Чаще всего сварщиков интересует коэффициент наплавки сварочных материалов УОНИ-13/55. Данная марка является одной из самых востребованных благодаря наличию целого спектра достоинств и оптимальным характеристикам. Также распространенными среди мастеров сварочного дела являются электроды типа Э42. С их помощью можно проводить сварку во всех положениях, что значительно упрощает работу специалиста.
Диаметр
Важной характеристикой при выборе сварочных материалов является диаметр стержня электрода. При определении данного значения нужно, прежде всего, учитывать толщину свариваемых деталей, марку металла и его состав, разновидность сварного соединения, форму кромок и т.д.
Проанализировав предложения производителей и продавцов, можно понять какого диаметра бывают электроды. Здесь также важна величина длины прутка. Каждый изготовитель разрабатывает и предлагает свой выбор размеров. Несмотря на общую схожесть, в сетке величин каждого бренда имеются свои нюансы в соотношении. Более того, для избежания возможных проблем во время выполнения работ, следует точно знать какого диаметра бывают сварочные электроды определенной марки.

В процессе выбора можно ориентироваться на следующие данные:
- Расходники диаметром 1 мм. применяются для сваривания изделий толщиной 1,5 мм.; сила тока не более 25А.
- Диаметр 1,6 мм. и длина 20-25 см. предназначены для работы с деталями не более 2 мм.; сила тока — 20-25А.
- Прутки диаметром 2 мм. выпускаются длиной 25 или 30 см. используются для сварки конструкций толщиной 2 мм.; сила тока — 70А.
- Изделия диаметром 2,5 мм. могут иметь длину 25-30 см. С их помощью варят металл до 3 мм.; сила тока — 70-100А.
- Наиболее востребованы расходники диаметром в 3 мм., их длина может составлять 30, 35 и 45 см. Применяются для работы со сталями толщиной до 50 мм.; сила тока — до 140А.
- Электроды диаметром 4 мм. подходят как для бытовых сварочных аппаратов, так и для профессионального оборудования; длина — 35 и 45 см. Толщина изделий не должна превышать 1 см.; сила тока — 220А.
- Сварочные материалы диаметром от 5 до 12 мм. применяются исключительно при работе с мощным специализированным оснащением.
Ознакомившись с вышеперечисленными сведениями, специалист любого уровня легко сможет определить какие бывают электроды для сварки и при каких условиях они применяются.
Температура прокалки
 Процедура прокаливания представляет собой процесс, главной целью которого является уменьшение количества влаги в обмазке электрода. Прокалка важна для комфортного проведения сварочного процесса и для получения качественного изделия. Проводить её можно несколькими способами.
Процедура прокаливания представляет собой процесс, главной целью которого является уменьшение количества влаги в обмазке электрода. Прокалка важна для комфортного проведения сварочного процесса и для получения качественного изделия. Проводить её можно несколькими способами.
Большинство мастеров предпочитают использовать печи. В данном случае качество просушки не вызывает нареканий. С помощью термостата, которым оборудована печь, устанавливается точная температура прокалки электродов.
Некоторые специалисты в области сварки выбирают «народные» методы прокаливания. Такие способы используются, когда сварка носит бытовой характер. Потому как при обработке в домашних условиях, сложно настраивается необходимая температура сушки электродов.
Два основных параметра: продолжительность и температура прокаливания электродов — могут значительно различаться, но они всегда указываются на упаковке сварочных материалов.
Масса наплавленного металла при сварке
Масса наплавленного металла — это величина, помогающая определить расход материалов на один метр сварного шва. Рассчитывается данный параметр по следующей формуле:
N = G * K,гдеN — норма расхода сварочных материалов на один метр сварного шва;G — масса наплавленного металла сварного шва, длина которого равна 1 метру;K — коэффициент перехода от массы наплавленного металла к расходу материалов для сварки.
Временное сопротивление разрыву
 Временное сопротивление разрыву или предел прочности является одним из механических свойств металла шва, определяется следующим образом — сопротивление материала деформации и разрушению. Воспринимая данное понятие в рамках сварочного процесса, можно сказать, что это свойство металлов воспринимать воздействие электрического тока, не разрушаясь.
Временное сопротивление разрыву или предел прочности является одним из механических свойств металла шва, определяется следующим образом — сопротивление материала деформации и разрушению. Воспринимая данное понятие в рамках сварочного процесса, можно сказать, что это свойство металлов воспринимать воздействие электрического тока, не разрушаясь.
Каждый вид материала имеет собственно значение предела прочности, которое прописано в государственных стандартах. Однако, на практике реальные величины могут иметь другие значения из-за множества факторов. При выборе электродов данный параметр играет немаловажную роль.
Каждый тип расходников предназначен для работы с определенными сталями, которые обладают конкретными величинами прочности. В качестве примера рассмотрим маркировку электродов типа Э42. Две стоящие следом за буквой «Э» цифры обозначают минимальное временное сопротивление разрыву, измеряемое в кгс/мм2.
Ударная вязкость электродов
Ударная вязкость  является ещё одним из механических свойств металла сварного соединения. Ударной вязкостью принято считать способность металлов (или других материалов) поглощать энергию нагрузки, которая на него оказывается. Данная характеристика должна учитываться при выборе сварочных расходников, потому как именно она является одним из показателей прочности всего сваренного изделия. То есть параметр показывает надежность готового изделия.
является ещё одним из механических свойств металла сварного соединения. Ударной вязкостью принято считать способность металлов (или других материалов) поглощать энергию нагрузки, которая на него оказывается. Данная характеристика должна учитываться при выборе сварочных расходников, потому как именно она является одним из показателей прочности всего сваренного изделия. То есть параметр показывает надежность готового изделия.
Относительное удлинение
Относительное удлинение является третьим механическим свойством и характеризует пластические свойства металла при статических нагрузках. При сваривании некоторых типов сталей: Э42А, Э46А и Э50А — к металлу шва предъявляются повышенные требования по данному параметру. При выборе электрода следует учитывать все перечисленные нюансы.
Материал стержня электрода
 Стержень электрода является его основным элементом, на производство которого идет сварочная проволока диаметром от 1,6 мм. до 12 мм. Стержень расплавляется от дуги и заполняет ванну, в результате чего и получается сварной шов.
Стержень электрода является его основным элементом, на производство которого идет сварочная проволока диаметром от 1,6 мм. до 12 мм. Стержень расплавляется от дуги и заполняет ванну, в результате чего и получается сварной шов.
Марки проволоки делятся на три основные группы:
- углеродистая содержит не более 0,12% углерода, предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
- легированные используются для сварки низколегированных, конструкционных, теплостойких сталей; проволока изготавливается из соответствующих марок легированной стали;
- высоколегированные применяются для сварки хромистых, хромоникелевых, нержавеющих и других легированных сталей.
Химический состав сварочной проволоки должен соответствовать составу свариваемого металла.
Плотность
Физические свойства шлаков, образующихся во время сварочных работ, оказывают значительное влияние как на сам процесс сварки, так и на формирование соединения. Во всех электродных покрытиях при их плавлении плотность шлака должна быть ниже плотности металла, что обеспечит его всплывание из сварочной ванны.
Фасовка
 В качестве тары для упаковки могут использоваться:
В качестве тары для упаковки могут использоваться:
- пластмассовые коробки;
- коробки из металлических сплавов с функцией герметизации;
- картонные коробки; для сохранности стержней данный вид тары упаковывается в полиэтиленовую или термоусадочную пленку;
- коробки или пачки из картона также оборачиваются упаковочной или мешочной влагопрочной бумагой;
- для повышенной герметичности возможно упаковывание материалов в пачки, завернутые в бумагу, а затем упаковывающиеся в полиэтилен.
Пачки и коробки имеют следующие формы фасовки: 1 кг.; 5 кг. Для них существует несколько вариантов упаковки:
- ящики из тарного или гофрированного картона;
- ящики из древесноволокнистых плит;
- деревянные ящики;
- многооборотные ящичные металлические поддоны закрытого типа;
- крупногабаритные деревянные ящики.
Каждый параметр расходников влияет на размеры упаковки и на ее вместительность. Также все это зависит ещё и от производителя, который самостоятельно занимается формированием тары.
Важно! При покупке сварочных электродов необходимо точно рассчитывать то количество прутков, которое понадобится для осуществления определенного объема работ. В случае значительного превышения необходимой величины, некоторое количество электродов останется невостребованным. Их придется долго хранить и, они могут впитать влагу. Тогда придется проводить процедуры прокаливания, количество прокалок ограничено. Срок годности зависит от условий хранения.Упаковка
Каждая коробка или пачка должна быть снабжена этикеткой или маркировкой, на которой указана следующая обязательная информация:
- изображение Государственного знака качества;
- наименование (товарный знак) предприятия-производителя;
- номер партии и дата изготовления;
- тип, марка и диаметр электродов;
- масса нетто партии;
- марка сварочной проволоки электродных стержней;
- рекомендуемые режимы сварочного тока;
- фактический химический состав наплавленного металла;
- фактические значения показателей механических и специальных свойств металла шва, наплавленного металла или сварного соединения, являющихся приемо-сдаточными характеристиками электродов конкретной марки.
Данный перечень может включать другие дополнительные сведения.

Внешний вид упаковки может помочь покупателю распознать контрафактные сварочные материалы. Рассмотрим пример упаковки настоящих и поддельных электродов LB-52U.
QR-код оригинальных расходников имеет мелкие элементы, бело-песочного оттенка. В коде содержится техническая информация о данной партии, которая должна совпадать со стоящей на пачке маркировкой.
QR-код поддельных прутков крупный, ярко-белого цвета. В коде нет технических сведений, только ссылка на сайт.

Под QR-кодом расположен логотип, рядом с которым расположена надпись: на оригинальных материалах здесь указано «MADE IN JAPAN»; на поддельных — китайские иероглифы.

После осмотра коробки, открываем упаковку и изучаем внешний вид электродов.
На оригинальных сварочных прутках печать марки хорошо различима, легко читаема и нанесена строго поперек.
Поддельные стержни имеют нечеткие надписи на обмазке, со смещением по окружности.

Маркировка краской находится на одном уровне и выполнена без наплывов, что характеризует оригинальные электроды.
Наплывы и разный уровень маркировки означает, что перед мастером подделка.
Качественная и герметичная упаковка позволяет сохранять электроды от попадания влаги и других отрицательных влияний. При содержании сварочных материалов в оптимальных условиях, срок их годности практически неограничен. Если сварочные материалы подверглись воздействию неблагоприятных факторов, то следует провести необходимую процедуру прокаливания.
weldelec.com