







Классификация и маркировка электродов. Электроды по чугуну маркировка
Электроды по чугуну: маркировка, сварка, особенности
Как известно, чугун представляет собой сплав железа и углерода с незначительными добавками марганца, кремния серы и фосфора. Также, химический состав некоторых марок чугуна отличается наличием легирующих компонентов, таких как ванадий, магний, хром, никель, алюминий и т.д. Марки этого сплава, не подверженные легированию или специальной термической обработке, характеризуются низкой прочностью и достаточно высокой хрупкостью. В отличие от стали, чугун отличается более низкими показателями технологической свариваемости, что обусловлено наличием следующих факторов:
- Возникновением в месте сварки тугоплавких оксидов, в частности оксида кремния. Оксиды возникают в ходе окисления химических элементов, входящих в состав сплава, они являются причиной возникновения участков, которые невозможно сварить между собой.
- Очень быстрое охлаждение сплава в области сварного шва. Подобное явление приводит к тому, что на поверхности сплава возникают обладающие повышенной твердостью зоны, называемые отбеленными участками. В дальнейшем, наличие подобных участков существенно затрудняет механическую обработку изделий из чугуна.
- Жидкий чугун отличается очень высокой текучестью, что затрудняет формирование шва и удерживание металла в области контакта свариваемых деталей.
- Высокая вероятность возникновения трещин в области шва или же непосредственно в самом сварочном шве, что происходит в результате неравномерного прогрева или охлаждения сплава.
- Риск появления пор в теле сварочного шва. Поры могут возникнуть в результате интенсивного выделения газов из места сварки.
Методы сварки чугунных изделий электродами
В настоящее время существуют три основных способа сваривания чугунных изделий:
- сварка, в ходе которой в теле сварочного шва образуются цветные металлы;
- сварка, в ходе которой в теле сварочного шва образуется низкоуглеродистая сталь;
- сварка, в ходе которой в теле сварочного шва образуется чугун.
По способу реализации технологии сварка чугуна подразделяется также на три разновидности:
- холодная сварка, в которой отсутствует предварительный нагрев свариваемых изделий;
- сварка с подогревом, при которой свариваемые детали нагревают до температуры 450°С;
- сварка с предварительным подогревом до температуры 650°С.
Холодную сварку используют в тех случаях, когда технология соединения двух изделий не подразумевает между ними наличия чугунного сварочного шва. Предварительный разогрев свариваемых деталей используют с целью предотвращения появления отбеленных и закаленных участков, а также трещин в теле свариваемых изделий. Горячие, так же как и полугорячие, способы сварки незаменимы в ситуациях, когда в теле сварного шва необходимо получить такой же по химическому составу чугун, из которого состоят две свариваемые между собой детали.
В ходе сварки чугунных изделий электродуговым способом в соответствии с требованиями горячей технологии применяют чугунные, а в некоторых случаях угольные, электроды. Подобные стержни производят на основе чугуна разновидностей «А» и «Б». При этом, до начала процесса сваривания двух чугунных изделий очень важно точно выбрать метод, максимально подходящий для каждой конкретной ситуации. Главная особенность горячего метода заключается в том, что в ходе его реализации сваривание проводят с использованием больших токов без каких-либо перерывов, до полного завершения сварочного процесса. Если объем сварочных работ очень велик, сварку выполняют одновременно несколько специалистов, которые время от времени сменяют друг друга, не позволяя сварочному процессу прерваться ни на секунду. В том случае, когда сваривание деталей из чугуна производится специальными угольными электродами сечением от 8 мм до 20 мм, используют постоянный ток необходимой величины с соблюдением прямой полярности. Держатель сварочного стержня должен обладать специальным защитным экраном, который будет эффективно предохранять руки сварщика от возникающего в ходе процесса мощного инфракрасного излучения. Несмотря на то, что горячий метод сваривания чугунных изделий имеет неоспоримые достоинства, следует отметить, что он не лишен некоторых недостатков, основными из которых являются следующие факторы:- весьма высокая продолжительность и дороговизна операции;
- трудоемкость сварочного процесса, которая обусловлена необходимостью преодоления ряда трудностей, связанных с равномерным разогревом свариваемых деталей и необходимостью формовки сварочного места.
Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.
Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.
Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой - Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.
- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна. В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
- Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера. Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
- ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
Инстаграм
- 0,0799 s
- ©2018 Все права защищены
superarch.ru
Маркировка электродов для сварки по нержавейке, чугуну
Работа с электродуговой сваркой сопряжена с постоянным подбором и заменой электродов, несмотря на всеобщее заблуждение, что выбор электрода – это наиболее простая часть всего процесса электросварки. Но на самом деле на сегодняшний день существует большое количество типов сварочных электродов, каждый из которых соответствует определенной марке. Маркировка электродов зависит от материала, из которого он произведен, и сферы его применения. На сегодняшний день можно подобрать изделия под абсолютно любые нужды, независимо от свариваемого металла, желаемых характеристик готового шва и других свойств.

Маркировка электродов
Классификация электродов по свариваемому материалу
На сегодняшний день существует множество типов, каждый из которых имеет определенную маркировку. Основные виды различают по типу свариваемого материала, и типу тока. В зависимости от типа тока выделяют условное обозначение электродов для постоянного тока и электродов для переменного тока.
В зависимости от типа свариваемого материала, можно выделить электроды для стали различного уровня легирования, чугуна и цветных металлов, таких как медь, алюминий и другие.
Электроды по чугуну имеют особую маркировку, так как чугун представляет собой сплав, который плохо поддается сварке, достаточно хрупок, тверд и непластичен.
При сварочных работах очень важно нанести правильный шов. Так как он, быстро остывая, создает на поверхности чугуна твердые, плохо обрабатываемые зоны, которые очень часто трескаются и крошатся из-за неправильной техники выполнения и неправильного подбора изделия.
Следует отметить, что чугун очень легко плавится и переходит в жидкое состояние. При выполнении сварочных работ важно соблюдать соответствующий температурный режим, позволяющий создать качественный шов без физических изменений чугуна.
Также важно соблюдать точность сварки, чтобы не оставалось проваров, образованных при выделении газообразных веществ из сварочной ванны. При соблюдении вышеуказанных рекомендаций и правильном подборе электродов, вполне можно проводить качественный ремонт чугунных изделий.

Классификация сварочных электродов
Наиболее распространенными и универсальными являются ванадийсодержащие электроды. Они маркируются таким образом – ЦЧ-4. Ванадий, который содержится в покрытии, обладает особыми свойствами, которые позволяют ему связывать углерод и препятствовать возникновению твердых, хрупких участков, так называемых цементитов.
Перед использованием ЦЧ-4 нужно тщательно подготовить рабочую поверхность. Чугун нужно очистить от загрязнений, пыли и окислений. Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Если же при выполнении сварочных работ важно получить легко обрабатываемый шов, который можно без особых усилий очистить, разровнять и добиться желаемого вида, лучше использовать электроды, содержащие никель. Наиболее распространенными можно считать медно-никелевые, с маркировкой МНЧ-2. Получаемый с помощью них шов довольно прочный, при этом легко поддается обработке. На рынке существуют изделия от множества производителей, но лучше всего отдать предпочтение немецким.
Выполнение сварочных работ с МНЧ-2 следует проводить короткими движениями с одновременной проковкой с помощью молотка. Это позволит добиться повышенной прочности и препятствовать появлению трещин.
Следующий тип – железоникелевые электроды. Они применяются чаще всего для создания крупных швов при выполнении большого объема работ. При этом они сочетаются с МНЧ-2, с которыми можно выполнять совместную работу. Сначала наносят небольшое покрытие на кромки чугунных изделий с помощью медно-никелевых электродов, а затем проводят основную сварочную работу железно никелевыми.
Для упрощения работы был разработан особый тип, ОЗЧ-2, который отличается тем, что изделие выполнено на основе медного стержня. Их использование позволяет создать довольно качественный шов, но их применяют чаще в домашних условиях, так как для большого объема работ и получения высокой прочности соединений лучше использовать комбинацию двух типов электродов, указанных выше.
Никелевые электроды наиболее дорогостоящие, но они используются редко и обычно в промышленных условиях, там, где необходимо исправить дефекты ответственных изделий. Например, для ремонта двигателей или деталей, работающих при повышенных ударных нагрузках и износе, связанном с трением в процессе эксплуатации.

Особенности покрытий электродов
Маркировка электродов по нержавейке также зависит от типа используемых при их производстве материалов. Подбор необходимых электродов нужно выполнять строго исходя из типа свариваемой стали. При этом лучше проконсультироваться со специалистами, представляющими производителя изделий. Это важно, так как подбор марки напрямую влияет на качество сварочных работ и простоту их выполнения.
Покрытие сварочных электродов
Большинство электродов производится на железной основе, главное отличие заключается в покрытии. Среди покрытий можно выделить следующие:
- Рудно-кислое покрытие. Покрытие содержит обычно окислы марганца. При этом в состав покрытия дополнительно вводиться органическое вещество, необходимое для защиты сварочной зоны. Чаще всего для этих целей используют целлюлозу, крахмал или древесную муку. Органика во время нагрева разлагается, испаряясь, создает защитное облако в виде газа.
- Рутиловое покрытие. Производство электродов в данном случае сопровождается созданием покрытия из минерала – рутила, основой которого является двуокись титана. Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
- Фтористо-кальциевое покрытие. Его основу составляют карбонат кальция и магния. Защитное газовое облако при использовании образуется из углекислого газа. В отличие от предыдущих типов, работу которыми можно выполнять при различном типе тока, электроды с таким покрытием можно использовать только для сварки постоянным током. Также следует отметить, что их чаще всего используют в промышленных условиях для ремонта ответственных стальных изделий и деталей.
- Органическое покрытие. Основой для покрытия в данном случае выступает какие-либо органические вещества, чаще всего оксид целлюлозы. Также в покрытия добавляют шлакообразующие вещества на основе титана, марганца или силикатов. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.

Виды покрытий электродов
Следует выделить особый тип электродов, применяющихся для работы с тугоплавкими сталями, предназначенными для эксплуатации при температуре до 600 градусов. При изготовлении электродов, предназначенных для сварки таких сталей, применяют специальные материалы для создания покрытия, способного качественно работать при высоких температурах. Чаще всего применяют рутиловое покрытие.
При работе с тугоплавкими сталями следует придерживаться нескольких рекомендаций, к которым можно отнести выбор электрода исходя из характеристик стали, а также предварительный подогрев рабочего места, и постобработка готового шва дополнительным нагревом.
Виды электродов по типу сварки
Маркировка сварочных электродов также зависит от типа сварки, для которой они предназначены. В первую очередь сварочные аппараты различаются в зависимости от типа используемого тока, будь он постоянным или переменным. Наиболее распространенным сварочным аппаратом является электродуговая сварка.
Среди электродов для ручной дуговой сварки выделяют металлические, основой которого является проволока, из какого-либо металла, со специальным покрытием, и неметаллические, которые являются неплавящимися электродами.
Другие разновидности электродов
Наиболее распространенными являются рутиловые электроды. Электроды с рутиловым покрытием предназначены для работы со стальными изделиями. Они наиболее распространенные и имеют ряд преимуществ, выделяющих их среди других типов. Главное преимущество – это выделение защитного газа, безвредного для здоровья сварщика. При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
Сварочные электроды классифицируются не только исходя из назначения или типа покрытия, но и толщины. На сегодняшний день выделяют тонкие, средние, толстые и особо толстые. Такая классификация зависит не от толщины электрода, а от коэффициента, который рассчитывается ка отношение толщины покрытия к толщине основы, то есть стержня.
Тонкие соответствуют коэффициенту 1,2, средние – до 1,45, толстые – до 1,8, а особо толстые – от 1,8 и больше.
Принципы маркировки
Для того чтобы подбор электродов не вызывал больших трудностей, была разработана специальная маркировка, расшифровка которой позволяет узнать назначение и тип изделия. Расшифровка маркировки электродов для сварки может вызвать небольшое замешательство у новичка, но изучив основные ее принципы, можно научиться быстро разбираться в примудростях выбора сварочных материалов.

Маркировка электродов в зависимости от типа покрытия
Маркировка состоит из определенных букв и цифр, каждая из которых указывает на определенные свойства. На сегодняшний день такую маркировку проводят исходя из установленных правил, утвержденных ГОСТом, в котором подробно описаны принципы и правила обозначения различных типов электродов.
Скачать ГОСТ 9466-75
Любое название состоит из нескольких блоков:
- Тип. Обозначается буквой «Э», которая указывает на название изделия, то есть электрод. Далее следует цифра, обозначающая степень временного сопротивления разрыва.
- Марка. Это блок указывает на производителя и собственно марку изделия
- Диаметр. Указывает на толщину электрода.
- Сфера применения. Обозначает с каким типом сварочного аппарата изделие можно использовать, для соединения какого металла электрод подходи и какие у него особенности.

Расшифровка маркировки электродов
Сфера применения обозначается большой буквой, указывающей на тип свариваемого металла (У-углеродистые стали, Л-легированные стали, Т-теплоустойчивые стали, В-высоколегированные марки стали, Н-для формирования наплавки).
- Толщина покрывающего слоя. Обозначение этой характеристики также производят с помощью больших букв (М-тонкий слой, С-средний, Д-толстый, Г-особо толстый слой).
- Индекс. Он указывает на особые свойства свариваемого металла. Для расшифровки этого индекса нужно воспользоваться ГОСТом, где подробно описано каждое значение.
- Тип покрытия (А-кислое, Б-основное, Р-рутиловое, Ц-целлюлозное, П-прочие).
- Возможное положение выполнения сварочных работ в пространстве (1-любое положение, 2-любое, кроме вертикального, сверху вниз, 3-нельзя выполнять вертикальный и потолочный шов любого типа, 4 – только нижний шов).
- Показатель рекомендуемого типа тока, номинального значения и полярности.
- Указание ГОСТа, согласно которого проводилась маркировка.
- Указание сертификатов качества и нормативов, согласно которых изделия производилось.
Также маркировка может дополнительно дополняться другими значениями, указывающими на особые свойства электрода.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Электроды для сварки чугуна со сталью:маркировка, характеристики
При большой твердости чугун обладает одним большим недостатком, который проявляется в его хрупкости. Это вызвано большим содержание углерода в составе, что делает сварку данного металла достаточно сложным процессом. Электроды по чугуну должны компенсировать многие негативные моменты благодаря специально подобранному составу, но их имеется достаточно большое количество разновидностей, так что для каждого случая приходится подбирать отдельную марку. С учетом того, что в самом металле может находиться до 6% углерода, в электродах присутствует примерно то же самое соотношение.

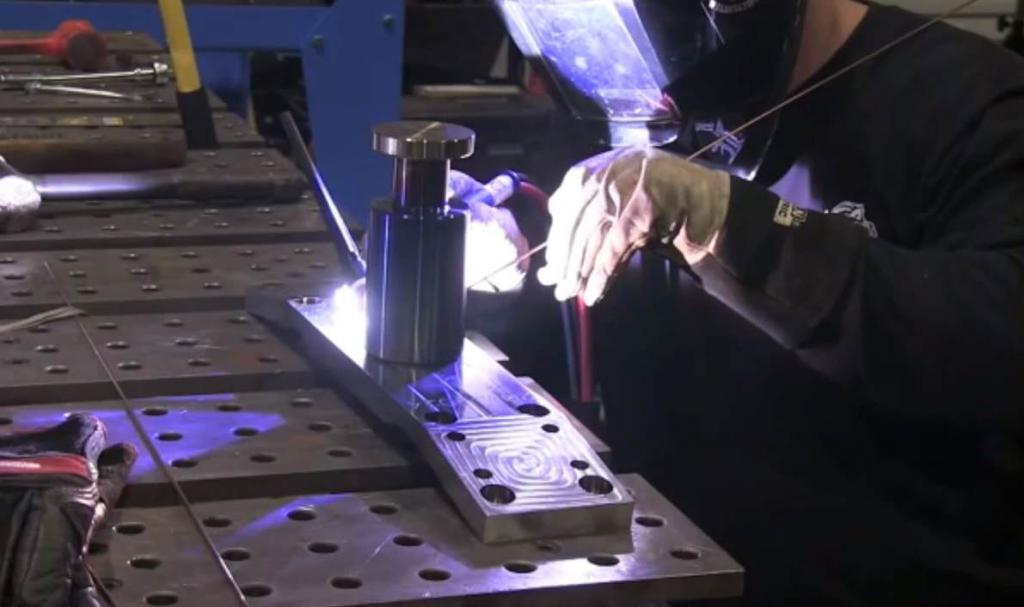
Электроды для сварки чугуна
Одним из самых качественных способов является сварка чугуна аргоном, но это достаточно дорого и не всегда доступно. Сварка чугуна электродом в домашних условиях также возможна и весьма распространена, благодаря своей простоте и дешевизне. Главное правильно подобрать расходный материал и подготовить металл под сварку. Очень важно, чтобы сварочные электроды по чугуну имели одинаковое время остывания с основным металлом, так как у него оно зачастую достаточно низкое. Это помогает избежать перенапряжения, что очень важно, так как у чугуна очень низкие пластичные свойства. При повышенных температурных режимах может происходить выгорание углерода, так что если в присадочном материала будет содержаться больше данного элемента, чем в основном.

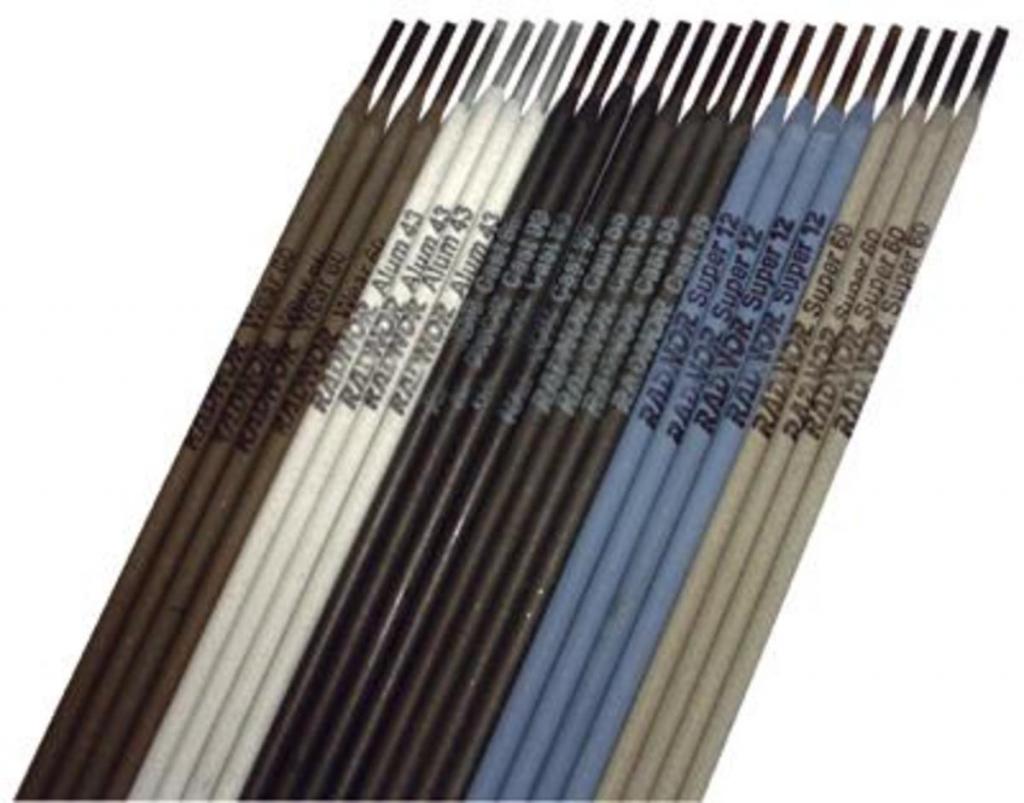
Набор электродов для сварки металла
Электроды для сварки чугуна используются как в промышленности, так и в частной сфере. Естественно, что у каждой марки свои особенности применения, поэтому, некоторые из них принадлежат только к определенным областям. В целом же чугун достаточно распространенный металл. К нему в большинстве случаев выпускают материалы с большим диаметром, так как из него делаются массивные изделия. Это могут быть детали к машинам, станочному оборудованию и прочей тяжелой технике. Возникает необходимость, как в самой сварке, так и в наплавке, причем электроды для наплавки чугуна мало чем отличаются от других типов. Практически у всех них основное покрытие, но встречаются и модели с кислым, что обеспечивает стабильность дуги и возможность проводить процедуры во всех пространственных положениях. Все они изготавливаются согласно ГОСТ 7293-85.
Физико-химический состав 
Химический состав определяет, какими свойствами будет обладать наплавленный металл. Во все марки в основу входит железо, а остальные элементы служат для улучшения свойств сваривания и поддержания состава основного металла, который может меняться от температурного воздействия. На примере одной из марок можно рассмотреть химический состав:
- Углерод — 0,13%;
- Марганец — 0,9%;
- Кремний — 0,5%;
- Железо – остальное;
- Ванадий — 8,6%;
- Сера — 0,014%;
- Фосфор — 0,023%.
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
- МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Электрод для сварки чугуна МНЧ-2
- ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
- ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
- ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
- ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия. Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Производители
Существует много марок от различных производителей, каждый из которых старается предложить свой вариант решения проблема сварки данного металла путем изменения состава. Можно встретить изделия таких компаний как:
- ASPIK;
- Гранит;
- Фрунзе-Электрод;
- Патон;
- Монолит;
- UTP.
svarkaipayka.ru
Сварочные марки электродов по чугуну
Появление металла в жизни людей позволило значительно продвинуть вперед технический прогресс человечества. Но для того чтобы иметь возможность создавать прочные и надежные металлические конструкции, необходимо было разработать процесс соединения отдельных частей. Именно изобретение сварки и позволило добиться этого результата.
Характерные особенности чугуна обуславливают необходимость знания многих факторов, влияющих на получение качественного сварного шва. Наиболее распространенным в настоящее время считается применение электродов различных сварочных марок по чугуну, стали и различных сплавов.
Особенности сварки чугунных деталей
Содержание более 2% углерода в составе чугуна обуславливает очень низкую свариваемость поверхностей этого металла. Поэтому для получения качественного соединения требуется приложить много усилий, чтобы компенсировать это отрицательное свойства материала.
Основной особенностью процесса сварки чугунных изделий является создание равномерного нагрева и охлаждения места контакта деталей, в противном случае возможно появление характерных трещин поверхности стыка. Из-за активного выделения газов при плавлении чугунных сплавов возникает пористость сварного шва.

Конечно, самым лучшим способом является соединение этого капризного металла под защитой аргона. Но это достаточно дорогая технология. Поэтому более распространенной является сварка чугуна электродом в домашних условиях, которую дешевле и проще осуществить. Главное - качественно подготовить металл и соответственно выбрать расходный материал. Необходимо, чтобы время охлаждения основного металла и электрода совпадало.
Правильный подбор электродов для сварки чугуна необходимо осуществлять в соответствии с их химическим составом.
Проблемы сварки чугуна
Для получения прочного и надежного соединения металлических изделий из чугуна необходимо преодолеть множество проблем, которые обуславливаются следующими факторами:
- формирование качественного сварочного шва затруднено высокой текучестью жидкого материала;
- образование тугоплавких оксидов существенно затрудняет ведение сварочных работ;
- резкое снижение температуры в зоне сварки вызывает образование отбеленных участков, которые намного увеличивают твердость материала, что затрудняет процесс механической обработки;
- причиной появления трещин служит неравномерный нагрев зоны сварки, а также ее дальнейшее остывание;
- интенсивное выделение газов из жидкого металла приводит к отрицательному появлению внутренних пор.
Устранение многих негативных факторов сварки невозможно без правильного применения специальных электродов по чугуну. Рассмотрим этот момент подробнее.
Электроды для сварки
Электроды представляют собой кусочки металлопроката по форме прутка. Основным их назначением служит доставка к месту соединения компонентов, необходимых для правильного течения метода сварки, а также создания электрической замкнутой цепи.
По материалу, из которого изготовлены стержни, они могут быть:
- из меди;
- из легированной стали;
- из прутков чугуна.
Все стальные изделия обрабатываются составом содержащий ферросилиций. Такие электроды применяются в основном для стыковки простых изделий, которые в процессе эксплуатации не подвергаются большой нагрузке. Этот материал отлично подходит для сварки чугуна электродом в домашних мастерских.
Типы электродов
Соединение металла производится при изготовлении специальных конструкций, а также удалении некоторых дефектов литья. Подбор марок электродов осуществляется в зависимости от решения определенных задач:
- толщины и вида изделия;
- холодной или горячей сварки;
- желаемого качества работы;
- технологии соединения.
Маркировка электродов
Выбор электродов осуществляется в соответствии с нанесенной маркировкой, которая указывается на стержне и дает полную информацию о компонентах, входящих в изделие.
Для правильного выполнения поставленной задачи достаточно только расшифровать надпись на стержне. Например, марка электрода МНЧ-2 указывает, что в составе изделия содержится:
- М – около 30% меди;
- Н – 66% никеля;
- Ч – указывает, что стержень для сварки чугуна;
- 2 – номер, т. е. соотношение компонентов.
Электроды для холодного соединения
Для этой сварки подходят электроды, содержащие медь или никель. Благодаря тому, что медь не растворяется в чугуне, то образуется однородный шов. А вот никель прекрасно растворяется в металле, при этом почти не вступает в контакт с углеродом. Поэтому сварной шов прекрасно обрабатывается, причем получается без пор и трещин.
Эту разновидность электродов по чугуну можно условно разделить на три подвида:
- 1. МНЧ-2. Эта марка имеет в составе никель, железо и медь. Применение ее возможно для заварки дефектов литья и плавки металла. С использованием обратного тока такими изделиями можно производить сварку любого чугуна. Шов легко обрабатывается и имеет высокую чистоту поверхности. Конструкции, сделанные этой маркой электродов для чугуна, отлично работают в агрессивной среде.
- Электроды марки ОЗЧ-2 и ОЗЧ-6 содержат в своем составе медь и железо. ОЗЧ-6 используется для сварки тонких деталей. Соединение осуществляется обратным постоянным током. ОЗЧ-2 аналогичны предыдущей марке, но имеют кислотную обвязку.
- ОЗЖН-1 или 2, а также ОЗЧ-3 или 4 имеют в составе никель и железо. Повышенные требования качества соединения достигаются электродами марки ОЗЧ-3 для сварки высокопрочного или серого чугуна. ОЗЧ-4 применяют для стыковки деталей на которые воздействует ударная нагрузка. Для соединения в вертикальном положении частей механизма подходят электроды по чугуну с маркировкой ОЗЖН-1 или 2.
Электроды сталь чугун марки ЦЧ-4 считаются самой распространенной маркой. Прекрасно подходит для соединения любого вида чугуна (серый, ковкий, прочный). Стыковка производится в нижнем положении, можно с нагревом, а можно и без. Если имеется аппарат высокого тока, то можно работу осуществлять переменным напряжением. Но лучших показателей качества сварного шва можно добиться на постоянном токе.
Горячая сварка чугуна
Используя способ горячего соединения чугуна, можно получить шов одинаковый по составу и плотности с основным металлом изделия. Свойства сварного шва почти ничем не отличаются от чугуна, поэтому он легко обрабатывается. Конечно, существуют и проблемы с организацией самого процесса стыковки, особенно возникает сложность с равномерным нагревом места стыка. А также неудобство вызывает большая продолжительность процесса сварки.
Применение горячей сварки компенсирует все недостатки холодного способа. Различают три основных вида нагрева сварочной зоны:
- 150-200℃ – теплый разогрев;
- 300-400℃ – полугорячий нагрев;
- 500-600℃ – сварка горячего типа.
Перегрев места стыковки деталей может привести к изменению структуры металла. Поэтому нагрев должен осуществляться медленно и не более 650℃. Также медленно нужно производить и охлаждение поверхности.

Электроды для горячей стыковки чугуна
Горячая сварка производиться следующими электродами по чугуну:
- Широко распространены стальные электроды марок УОНИ или АНО.
- Серый чугун хорошо сваривается электродами марки ОМЧ-1. Диаметр этих электродов может быт от 3 мм до 6 мм. Конструктивно они представляют собой чугунные прутки, покрытые специальной обмазкой.
- Для дуговой сварки хорошо подходят электроды по чугуну с маркировкой «А». Марка «Б» считается универсальной, и хорошо подходит как для любой сварки. Диаметр их может быть в пределах от 4 мм до 16мм. Качественные характеристики сварного шва повышаются за счет специальной добавки «термит», которая замедляет процесс остывания чугуна.
Сварка неплавящимися электродами
Еще одним видом стыковки чугунных заготовок является процесс стыковки неплавящимися электродами. В этом случае используются электроды из вольфрама, графита или угольные стержни. Очень важно произвести правильно подбор присадочного материала и строго соблюдать технологию соединения.
Хорошего качества стыковки чугуна можно добиться, применяя стальные стержни с никелем, алюминием и медью.
Сварку стержнями из угля или графита делают на постоянном прямом токе. Причем сила тока устанавливается в зависимости от диаметра электрода.
Наиболее часто используется при соединении стержнем из вольфрама аргонодуговая сварка. При такой сварке диаметр электрода выбирается в соответствии с толщиной заготовок.
Сварка толстостенного чугуна
Если заготовки имеют толщину более 20 мм, то для качественного соединения используют несколько электродов, которые включают следующие материалы:
- медный стержень диаметром не более 5 мм;
- латунный пруток сечением менее 3 мм;
- электрода УОНИ менее 4 мм в сечении.
Процесс сварки протекает за счет тепла, выделяемого при переходе сварочной дуги от одного стержня к другому. Остывание места соединения происходит медленно, что положительно влияет на качество шва.
Такие сборные электроды имеют высокую стоимость. Поэтому для сварки чугуна электродом в домашних условиях инвертором применяют самодельные электроды. Для их изготовления необходимо на обычный стальной электрод надеть медную трубку или намотать проволоку, которую нужно защитить специальной обмазкой.
Обмазку изготавливают из измельченного покрытия электродов, смешанного с порошком из железа и силикатным клеем. Затем в такую сметанообразную смесь окунают электрод, после чего он просушивается и прокаливается. Толщина слоя - не более двух миллиметров.
Электродов для сварки чугуна существует большое множество. Поэтому необходимо внимательно и ответственно подходить к правильному выбору материала, в соответствии с требованиями технологии сварки. Даже незначительная ошибка приводит к снижению качества соединения чугунных изделий, а это трещины и пористость металла.
fb.ru
Сварочные марки электродов по чугуну
Появление металла в жизни людей позволило значительно продвинуть вперед технический прогресс человечества. Но для того чтобы иметь возможность создавать прочные и надежные металлические конструкции, необходимо было разработать процесс соединения отдельных частей. Именно изобретение сварки и позволило добиться этого результата.
Характерные особенности чугуна обуславливают необходимость знания многих факторов, влияющих на получение качественного сварного шва. Наиболее распространенным в настоящее время считается применение электродов различных сварочных марок по чугуну, стали и различных сплавов.
Особенности сварки чугунных деталей
Содержание более 2% углерода в составе чугуна обуславливает очень низкую свариваемость поверхностей этого металла. Поэтому для получения качественного соединения требуется приложить много усилий, чтобы компенсировать это отрицательное свойства материала.
Основной особенностью процесса сварки чугунных изделий является создание равномерного нагрева и охлаждения места контакта деталей, в противном случае возможно появление характерных трещин поверхности стыка. Из-за активного выделения газов при плавлении чугунных сплавов возникает пористость сварного шва.
Конечно, самым лучшим способом является соединение этого капризного металла под защитой аргона. Но это достаточно дорогая технология. Поэтому более распространенной является сварка чугуна электродом в домашних условиях, которую дешевле и проще осуществить. Главное - качественно подготовить металл и соответственно выбрать расходный материал. Необходимо, чтобы время охлаждения основного металла и электрода совпадало.
Правильный подбор электродов для сварки чугуна необходимо осуществлять в соответствии с их химическим составом.
Проблемы сварки чугуна
Для получения прочного и надежного соединения металлических изделий из чугуна необходимо преодолеть множество проблем, которые обуславливаются следующими факторами:
- формирование качественного сварочного шва затруднено высокой текучестью жидкого материала;
- образование тугоплавких оксидов существенно затрудняет ведение сварочных работ;
- резкое снижение температуры в зоне сварки вызывает образование отбеленных участков, которые намного увеличивают твердость материала, что затрудняет процесс механической обработки;
- причиной появления трещин служит неравномерный нагрев зоны сварки, а также ее дальнейшее остывание;
- интенсивное выделение газов из жидкого металла приводит к отрицательному появлению внутренних пор.
Устранение многих негативных факторов сварки невозможно без правильного применения специальных электродов по чугуну. Рассмотрим этот момент подробнее.
Электроды для сварки
Электроды представляют собой кусочки металлопроката по форме прутка. Основным их назначением служит доставка к месту соединения компонентов, необходимых для правильного течения метода сварки, а также создания электрической замкнутой цепи.
По материалу, из которого изготовлены стержни, они могут быть:
- из меди;
- из легированной стали;
- из прутков чугуна.
Все стальные изделия обрабатываются составом содержащий ферросилиций. Такие электроды применяются в основном для стыковки простых изделий, которые в процессе эксплуатации не подвергаются большой нагрузке. Этот материал отлично подходит для сварки чугуна электродом в домашних мастерских.
Типы электродов
Соединение металла производится при изготовлении специальных конструкций, а также удалении некоторых дефектов литья. Подбор марок электродов осуществляется в зависимости от решения определенных задач:
- толщины и вида изделия;
- холодной или горячей сварки;
- желаемого качества работы;
- технологии соединения.
Маркировка электродов
Выбор электродов осуществляется в соответствии с нанесенной маркировкой, которая указывается на стержне и дает полную информацию о компонентах, входящих в изделие.
Для правильного выполнения поставленной задачи достаточно только расшифровать надпись на стержне. Например, марка электрода МНЧ-2 указывает, что в составе изделия содержится:
- М – около 30% меди;
- Н – 66% никеля;
- Ч – указывает, что стержень для сварки чугуна;
- 2 – номер, т. е. соотношение компонентов.
Электроды для холодного соединения
Для этой сварки подходят электроды, содержащие медь или никель. Благодаря тому, что медь не растворяется в чугуне, то образуется однородный шов. А вот никель прекрасно растворяется в металле, при этом почти не вступает в контакт с углеродом. Поэтому сварной шов прекрасно обрабатывается, причем получается без пор и трещин.
Эту разновидность электродов по чугуну можно условно разделить на три подвида:
- 1. МНЧ-2. Эта марка имеет в составе никель, железо и медь. Применение ее возможно для заварки дефектов литья и плавки металла. С использованием обратного тока такими изделиями можно производить сварку любого чугуна. Шов легко обрабатывается и имеет высокую чистоту поверхности. Конструкции, сделанные этой маркой электродов для чугуна, отлично работают в агрессивной среде.
- Электроды марки ОЗЧ-2 и ОЗЧ-6 содержат в своем составе медь и железо. ОЗЧ-6 используется для сварки тонких деталей. Соединение осуществляется обратным постоянным током. ОЗЧ-2 аналогичны предыдущей марке, но имеют кислотную обвязку.
- ОЗЖН-1 или 2, а также ОЗЧ-3 или 4 имеют в составе никель и железо. Повышенные требования качества соединения достигаются электродами марки ОЗЧ-3 для сварки высокопрочного или серого чугуна. ОЗЧ-4 применяют для стыковки деталей на которые воздействует ударная нагрузка. Для соединения в вертикальном положении частей механизма подходят электроды по чугуну с маркировкой ОЗЖН-1 или 2.
Электроды сталь чугун марки ЦЧ-4 считаются самой распространенной маркой. Прекрасно подходит для соединения любого вида чугуна (серый, ковкий, прочный). Стыковка производится в нижнем положении, можно с нагревом, а можно и без. Если имеется аппарат высокого тока, то можно работу осуществлять переменным напряжением. Но лучших показателей качества сварного шва можно добиться на постоянном токе.
Горячая сварка чугуна
Используя способ горячего соединения чугуна, можно получить шов одинаковый по составу и плотности с основным металлом изделия. Свойства сварного шва почти ничем не отличаются от чугуна, поэтому он легко обрабатывается. Конечно, существуют и проблемы с организацией самого процесса стыковки, особенно возникает сложность с равномерным нагревом места стыка. А также неудобство вызывает большая продолжительность процесса сварки.
Применение горячей сварки компенсирует все недостатки холодного способа. Различают три основных вида нагрева сварочной зоны:
- 150-200℃ – теплый разогрев;
- 300-400℃ – полугорячий нагрев;
- 500-600℃ – сварка горячего типа.
Перегрев места стыковки деталей может привести к изменению структуры металла. Поэтому нагрев должен осуществляться медленно и не более 650℃. Также медленно нужно производить и охлаждение поверхности.
Электроды для горячей стыковки чугуна
Горячая сварка производиться следующими электродами по чугуну:
- Широко распространены стальные электроды марок УОНИ или АНО.
- Серый чугун хорошо сваривается электродами марки ОМЧ-1. Диаметр этих электродов может быт от 3 мм до 6 мм. Конструктивно они представляют собой чугунные прутки, покрытые специальной обмазкой.
- Для дуговой сварки хорошо подходят электроды по чугуну с маркировкой «А». Марка «Б» считается универсальной, и хорошо подходит как для любой сварки. Диаметр их может быть в пределах от 4 мм до 16мм. Качественные характеристики сварного шва повышаются за счет специальной добавки «термит», которая замедляет процесс остывания чугуна.
Сварка неплавящимися электродами
Еще одним видом стыковки чугунных заготовок является процесс стыковки неплавящимися электродами. В этом случае используются электроды из вольфрама, графита или угольные стержни. Очень важно произвести правильно подбор присадочного материала и строго соблюдать технологию соединения.
Хорошего качества стыковки чугуна можно добиться, применяя стальные стержни с никелем, алюминием и медью.
Сварку стержнями из угля или графита делают на постоянном прямом токе. Причем сила тока устанавливается в зависимости от диаметра электрода.
Наиболее часто используется при соединении стержнем из вольфрама аргонодуговая сварка. При такой сварке диаметр электрода выбирается в соответствии с толщиной заготовок.
Сварка толстостенного чугуна
Если заготовки имеют толщину более 20 мм, то для качественного соединения используют несколько электродов, которые включают следующие материалы:
- медный стержень диаметром не более 5 мм;
- латунный пруток сечением менее 3 мм;
- электрода УОНИ менее 4 мм в сечении.
Процесс сварки протекает за счет тепла, выделяемого при переходе сварочной дуги от одного стержня к другому. Остывание места соединения происходит медленно, что положительно влияет на качество шва.
Такие сборные электроды имеют высокую стоимость. Поэтому для сварки чугуна электродом в домашних условиях инвертором применяют самодельные электроды. Для их изготовления необходимо на обычный стальной электрод надеть медную трубку или намотать проволоку, которую нужно защитить специальной обмазкой.
Обмазку изготавливают из измельченного покрытия электродов, смешанного с порошком из железа и силикатным клеем. Затем в такую сметанообразную смесь окунают электрод, после чего он просушивается и прокаливается. Толщина слоя - не более двух миллиметров.
Электродов для сварки чугуна существует большое множество. Поэтому необходимо внимательно и ответственно подходить к правильному выбору материала, в соответствии с требованиями технологии сварки. Даже незначительная ошибка приводит к снижению качества соединения чугунных изделий, а это трещины и пористость металла.
fb.ru
Электроды для сварки чугуна


Чугун — это распространенный в настоящее время металлический сплав, который широко используется в различных сферах жизнедеятельности человека. Необходимо сказать, что материал обладает твердостью, что объясняется повышенным содержанием углерода, который существенно усложняет сварку такого металла. Используемые электроды для работы с чугуном должны компенсировать изменение структуры материала, что позволяет обеспечить прочность соединения, без какого-либо негативного влияния на прочность и надежность. Именно поэтому многие из нас сталкиваются с определенными сложностями при выборе электродов для этого металла. В чугуне находится около 6% углерода, соответствующим образом необходимо выбирать наплавочный материал, который содержит аналогичное количество углерода. Только в этом случае удастся гарантировать качество выполненной сварки.
Сварка чугуна электродом в домашних условиях
Перспективной технологией является сварка аргоном чугуна, что позволяет обеспечить прочность соединения. Однако необходимо сказать, что такой способ отличается дороговизной и требует использования соответствующего оборудования. В домашних условиях аргоном варить чугун невозможно. Именно поэтому при сварке этого металла в бытовых домашних условиях используют электроды, что позволяет существенно упростить данную работу и снижает ее стоимость. Необходимо лишь правильно подобрать используемые электроды, и грамотно подготовить металлические чугунные элементы для их соединения. Выбирая или иные стержни для работы, помните, что они должны остывать одновременно с основным металлом, что позволит обеспечить необходимую прочность соединения. У чугуна низкие показатели пластичности, поэтому разница температур может привести к перенапряжению сварного шва, что в свою очередь отрицательно скажется на прочности и долговечности выполненной работы.

Состав
Необходимо сказать, что химический состав таких стержней в первую очередь определяется свойствами сплава основного металла. Основой таких электродов является железо, а дополнительные элементы позволяют улучшить сваривание и непосредственно влияют на температуру и показатели пластичности. Выбор того или иного электрода и его конкретной разновидности необходимо выполнять с учетом особенностей основного соединяемого сплава, что и станет гарантией качества выполненной работы.
Технические характеристики
Одной из особенностей сварки чугуна является большой расход наплавочного материала. Так, например, для наплавки одного килограмма шва необходимо приблизительно на 80% больше электродов, нежели чем для других сплавов. При этом каких-либо особых требований к используемым стержням не выдвигается. Сам по себе чугун отличается уникальной твердостью, что значительно усложняет плавку металла, вынуждая работать на максимально высокой мощности и предельных температурах.
На сегодняшний день существуют десятки различных марок таких стержней для сварки, которые позволяют обеспечить качественное соединение этих металлических сплавов. Предлагаем вам описанием наиболее распространенных марок, что и позволит упростить выбор материалов для сварки.

- МНЧ2. Универсальная разновидность, которая может использоваться для сварки различных чугунных сплавов. Возможно использование таких электродов для ликвидации имеющихся бракованных участков литья. Также возможно их использование для наплавки металла. Следует помнить о том, что такие стержни предназначены для работы со сварочными аппаратами постоянного тока и обратной полярности. Возможно их использование в любом положении в пространстве.
- ОЗЧ2. Эта разновидность электродов предназначена для работы с ковким и серым чугуном. Из особенностей подобных стержней можем выделить легкость работы с ними и отсутствие необходимости предварительного подогрева основного металла. В то же время необходимо помнить, что использовать их можно лишь в нижнем и вертикальном положении.
- ЦЧК. Может применяться для технологии холодной и горячей сварки. Предназначены исключительно для работы в нижнем положении. Также возможно использование таких стержней для соединения чугуна и стали. Работа выполняется с аппаратами на постоянном токе, и лишь при необходимости использования максимально высокого напряжения возможно применение переменного тока.
- ОЗЖН1. Возможно использование данной разновидности исключительно при холодной сварке. Имеется возможность соединения с помощью ОЗЖН1 серого чугуна и его высокопрочных разновидностей. Соединение больших объемов металла возможно в нижнем и вертикальном положении.
- ОК9218. Такие стержни применяются исключительно с предварительным подогревом соединяемых элементов. Возможно их использование с переменным и постоянным током. Они чувствительны к выбору используемого режима работы.
Маркировка электродов по чугуну
С помощью обозначений и соответствующей маркировки можно получить всю необходимую информацию о разновидности данного электрода и его составляющих. Так, например наличие маркировки с буквой М говорит о том, что в стержне содержится около 30% меди. Маркировка с буквой Н свидетельствует о 66% содержании никеля. Буква Ч в маркировке указывает, что этот материал предназначен исключительно для работы с чугуном.
Какими электродами варить чугун?
Необходимо сказать, что выбор той или иной разновидности стержня напрямую зависит от конкретной марки чугуна. В настоящее время распространены различные сплавы этого металла, которые могут отличаться по своим характеристикам и свойствам. Для каждого из них требуется выбирать различные виды стержней или же использовать универсальные марки. В последнем случае сварочные работы существенно упрощаются, однако качество соединения несколько ухудшается.
Кроме непосредственно состава электродов необходимо обращать внимание на наличие обмазки и ее характеристики. Рекомендуем использовать толстые обмазки для наплавки и изделия с большой толщиной материалов. Тонкие электроды применяются в тех случаях, когда сварной шов должен располагаться на одном уровне с основным металлом.
Как заварить чугун электродами?
Одной из особенностей работы с этим металлическим сплавом является необходимость его подогрева. Шов должен поддерживаться в теплом состоянии, и в последующем равномерно остывать. Подобная технология работ позволяет избежать увеличения содержания в сварном шве водорода и кислорода. Содержание этих элементов приводит к появлению трещин и брака соединения.
В настоящее время в продаже можно найти электроды, которые изготовлены различными отечественными и иностранными производителями. Можем порекомендовать вам не акцентировать свое внимание на производителе, а выбирать такие стержни в зависимости от их состава и характеристик свариваемого металла.
svarkagid.com
Электроды по чугуну: маркировка
 Чугун представляет собой сплав металла с углеродом и легирующими элементами. Характеризуется хорошей твердостью, но низкой пластичностью и вязкостью. Относится к трудносвариваемым сплавам.
Чугун представляет собой сплав металла с углеродом и легирующими элементами. Характеризуется хорошей твердостью, но низкой пластичностью и вязкостью. Относится к трудносвариваемым сплавам.
Особенности сварки чугуна
Различают множество видов чугуна. Чтобы определить конкретную разновидность сплава необходимо производить анализ химического состава. При изготовлении деталей и конструкций из него в промышленных условиях вид материала, как правило, известен. Но это не облегчает трудоемкость сварочного процесса.
Трудности при ручной сварке чугуна штучными электродами обусловлены следующими особенностями сплава:
- Ввиду низкой пластичности и повышенной хрупкости, он обладает высокой склонностью к трещинообразованию при сварке.
- В результате выгорания углерода образуется окись, приводящая к появлению пор в сварном шве.
- Быстрое охлаждение материала ведет к образованию белого чугуна, механическая обработка которого очень затруднительна.
- Окисление кремния при сварке может стать причиной образования тугоплавких оксидов, для переплавления которых температуры сварочной дуги будет недостаточно. Это чревато появлением непроваров.
- В жидкотекучей фазе сплав очень трудно удержать в сварочной ванне, поэтому новичкам лучше вообще не браться за это дело.
Материалы для ручной сварки чугуна
Наиболее распространенные покрытые электроды для сварки, наплавки и заварки дефектов на чугуне и их свойства:
| цч-4 | серый, ковкий и высокопрочный | нижнее | может применяться для сварки чугуна со сталью |
| мнч-2 | нижнее, вертикальное | обеспечивают высокие технологические свойства сварного соединения, а также стойкость к образованию трещин в процессе сварки | |
| озч-2 | серый и ковкий | нижнее, вертикальное | обеспечивают получение сварного шва с повышенными требованиями по плотности |
| озч-3 | серый и ковкий | нижнее, вертикальное | характеризуются малой проплавляющей способностью, рекомендуется использовать при необходимости получения швов с высокими требованиями к чистоте обрабатываемой поверхности |
| озжн-1 | серый и высокопрочный | нижнее, вертикальное | наплавленный этими электродами металл является близким по цвету к чугуну |
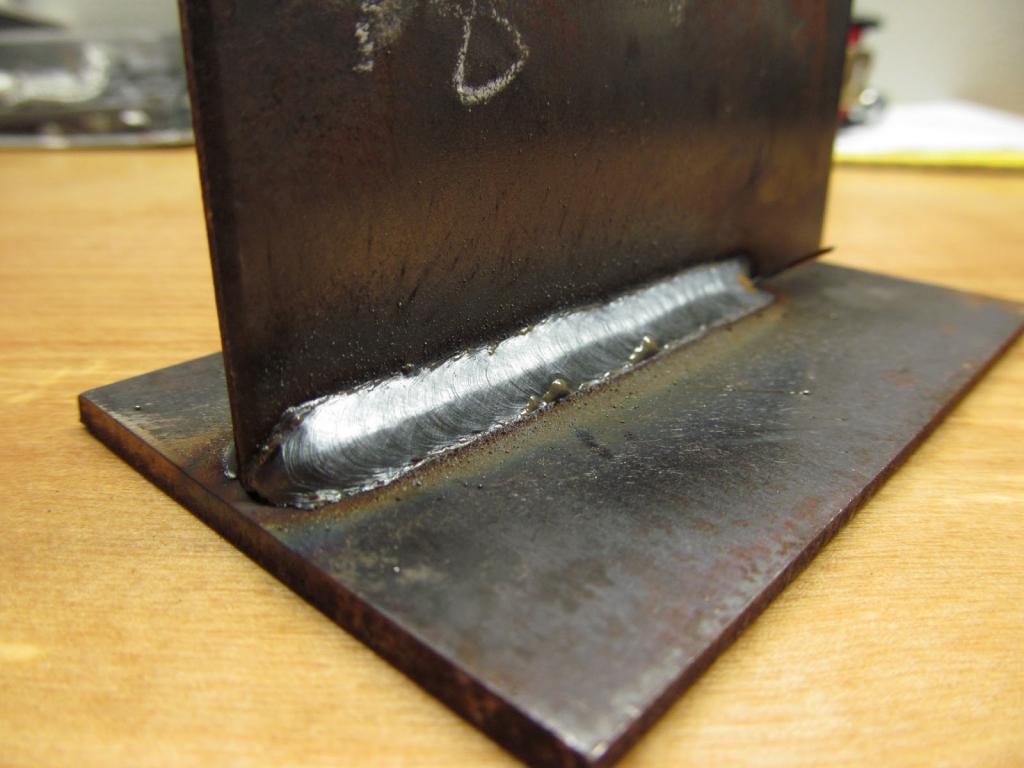
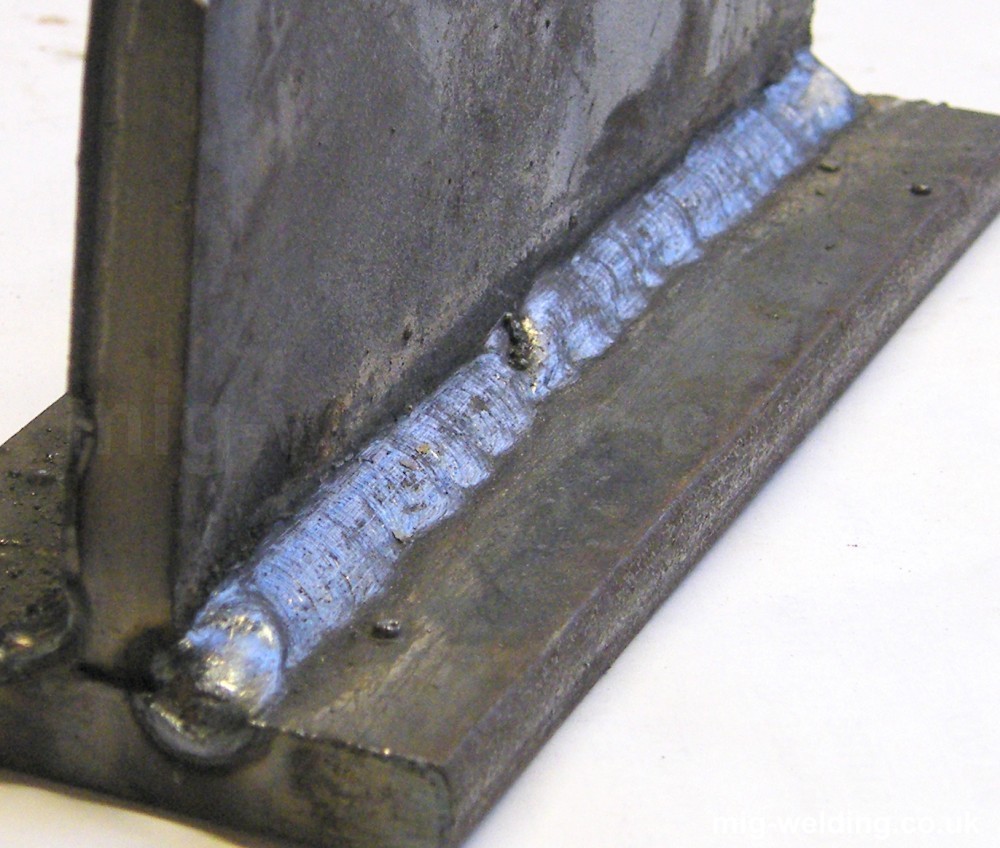
Сварку чугуна электродам рекомендуется производить валиками длиной до 40 мм с охлаждением (можно приложить молоток сварщика для ускорения процесса). Также следует выполнять проковку каждого наплавленного валика несильными ударами молотка с закругленным бойком. Это позволяет снять деформационные напряжения, возникающие при сварке и приводящие к трещинообразованию.
samanka.ru









