







Алюминий, и его сплавы: какие катоды нужны для сварки металла? Электроды по алюминию для дуговой сварки
Электроды по алюминию для дуговой сварки: виды и применение
Сварка деталей из алюминия — довольно сложный процесс, обусловленный высокой восприимчивостью металла к внешним негативным факторам. Облегчить работу и создать дополнительную защиту могут специальные электроды по алюминию для дуговой сварки. Перед их использованием требуется тщательная обработка сырья, так как, несмотря на все преимущества, электроды для сварки не способны справиться со всеми трудностями.
Сварочные электроды для алюминия
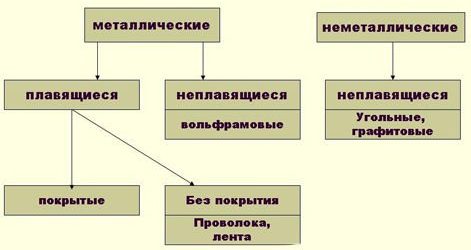
Различают несколько видов алюминиевых электродов:
- вольфрамовые;
- графитовые;
- угольные.
Выбор оптимального электрического проводника зависит от многих факторов, одним из которых является тип сварочных работ.
Типы электродов
Ручная дуговая технология предусматривает использование угольных электродов и специальной присадочной проволоки со специальным покрытием. Такой метод целесообразен при исправлении брака или соединения элементов малой толщины. Сварка проводится на прямом токе обратной полярности с помощью инвертора.

Схема ручной дуговой сварки
Автоматическая дуговая сварка незаменима при соединении деталей, сечение которых более 4 мм. Алюминиевая проволока выполняет роль электрода. Качество сварочного шва в данном случае значительно выше, чем при ручной технологии, благодаря постоянной длине дуги.

Автоматическая сварка под флюсом
Сварка в облаке инертного газа аргона или его смеси с гелием — еще одна распространенная технология, при которой незаменимы вольфрамовые электроды. Они необходимы для процесса зажигания и постоянного поддержания сварочной дуги в стабильном состоянии. Соединяемые кромки при этом отличаются надежностью и высоким качеством. Вольфрамовые электроды и присадочная проволока также необходимы при плазменной сварке. Для такой технологии требуется источник переменного тока.
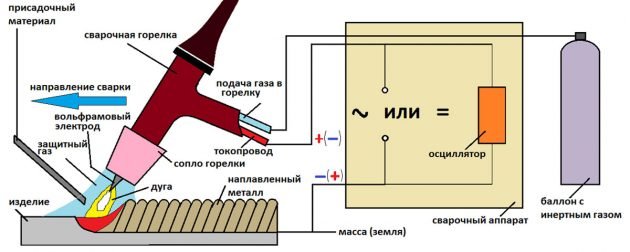
Схема сварки в среде аргона
Популярные разновидности
В любом специализированном магазине можно найти огромный ассортимент электрических проводников. Профессионалы выделяют ряд самых востребованных электродов для сваривания алюминия, которые применяются для конкретных марок металла.
ОЗАНА
Самыми популярными модификациями таких электродов выступают ОЗАНА-1 и ОЗАНА-2. Первые подходят для алюминия A0, A1, A2, A3, вторые идеальны для АЛ9, АЛ4, АЛ11. Ими можно работать как в вертикальном, так и в горизонтальном положении. Обеспечивают стабильную дугу, сварочный шов отличного качества и высокую коррозийную стойкость. При сварке деталей, толщиной от одного сантиметра, необходима получасовая прокалка при 200 ºC.
ОЗА
Электроды для сварки такого типа подходят как для чистого алюминия, так и его сплавов. Допустимая толщина обрабатываемых элементов — от 3 до 16 мм. Каждый из расходников представляет собой металлический стержень, покрытый соляной обмазкой. Диаметры электродов: 4, 5, 6 мм. До начала работ требуется подогрев электрода и соединяемых поверхностей до 250 ºC. Положение элементов допустимо горизонтальное и вертикальное. Ток требуется постоянный, полярность — обратная.
УАНА
Принципы использования данных электродов во время сварки схожи с представителями ОЗА. Отличается лишь положение проводников — может быть только нижним и потолочным. Применяется для сваривания деталей литейных и деформируемых алюминиевых сплавов.

Основные характеристики электродов УАНА разных марок
ESAB
ESAB – всемирно известная марка, благодаря широкому применению в строительных работах. Электродуга легко зажигается по ржавчине, а пониженная теплоотдача позволяет заваривать даже большие зазоры. Для сплавов из алюминия, магния, марганца подходят OK 96.10, 96.20 и 96.50. Они также оптимальны для элементов из технического алюминия. Отличаются высокой гигроскопичностью, поэтому требуют защиты от повышенной влажности.

Электроды ESAB
OK 96
Обмазка электродов по алюминию OK 96.10 сделана из солей хлора и фтора. Такая особенность обеспечивает стабильное состояние сварочной дуги и сводит к минимуму разбрызгивание металла. Щелочно-солевая обмазка также присутствует на OK 96.50. Все перечисленные виды электродов имеют некоторые требования: детали или сборная конструкция не должны подвергаться большим нагрузкам.

Электрод OK 96
Полезные советы по сварке алюминия
Чтобы достичь высокого качества сварки алюминия и его сплавов, профессионалы советуют придерживаться некоторых рекомендаций:

Марки электродов по алюминию и их особенности
- электрод следует подбирать в соответствии с составом сплава — производители часто указывают на упаковке подходящие марки;
- толщина электрического проводника должна подходить величине изделия — тонкие элементы нужно варить тонким стержнем;
- после многократной просушки металлических стержней снижается их качество — это следует учитывать во время работы;
- для удаления оксидного покрытия требуется зачистка металлической щеткой и обработка растворителем;
- чем толще материал обрабатываемых изделий, тем дольше длится прокалка сварочных проводников;
- для оптимальной проплавки варить лучше при умеренном токе;
- при работе над толстыми деталями эффективно варить частями, не охватывая сразу все изделие;
- для подбора величины сварочного тока можно пользоваться формулой: 1 мм толщины изделия соответствует току 25—30 ампер.
Работать с алюминиевыми сплавами очень непросто — с этим согласится каждый сварщик, независимо от опыта работы. Проблема кроется в оксидной пленке, а также высокой текучести алюминия. Чтобы добиться качественных и надежных швов, стоит разработать индивидуальный технологический подход. Большое число испорченных стыков — не повод отказываться от алюминиевых изделий.

Процесс сварки алюминия
Видео по теме: Сварка алюминия электродами
Электроды по алюминию: как варить правильно?
Достаточно часто возникает потребность варить алюминий. Данный материал обладает высокой электро- и теплопроводностью, относительно легкой массой, и его сплавы имеют отличные механические свойства. Но сварка алюминия — достаточно трудный процесс. Не каждому под силу его осуществить.

Схема полуавтомата для сварки алюминия.
Но следует учитывать и правильные электроды по алюминию, как варить его правильно.
Особенности работы с алюминием

Таблица характеристик электродов для сварки.
Варить алюминий достаточно трудно, так как он имеет определенные свойства:
- Поверхность алюминиевых листов имеет окисную пленку, которая начинает плавиться только при температуре в 2044° С, а вот сам металл начинает «работать» при температуре в 660° С.
- Сделать цельный шов на алюминии достаточно тяжело из-за того, что данный металл легко окисляется, за счет чего образуется тугоплавкая пленка на каплях. Поэтому при работе с данным металлом необходимо позаботиться о том, чтобы в окружающей среде не было воздуха. Для этого используется электросварка с применением аргона.
- При сварке алюминий очень сильно растекается, поэтому во время процесса необходимо помнить о теплоотводящих подкладках.
- Когда алюминий электродами сварится, то образовываются кристаллизационные трещины. От этого швы значительно слабеют. Такие расколы образуются из-за того, что в составе алюминия присутствует кремний. А поры образуются из-за водорода, который при нагревании также покидает металл.
- Во время сварки швов возникает такой дефект, как деформация формы в процессе затвердения. Это происходит из-за того, что данный металл имеет высокий показатель линейного расширения.
- Для металлообработки алюминия нужен ток, который больше в 1,5 раза, нежели нужен для сварочных работ с другими сталями. Хотя если сравнивать температурные показатели для плавления, то алюминиевый металл имеет более низкую температуру.
- В состав алюминия также могут входить неизвестные сплавы. А это, в свою очередь, может привести к затруднениям с выбором электродов и режимов.
Как варить алюминий правильно?

Схема дуговой сварки.
Сегодня есть три основных варианта сварочных работ по алюминию:
- Режим AC TIG, предназначенный для сварки в среде инертных газов, осуществляется вольфрамовым электродом.
- Режим DC MIG предназначен для среды инертных газов, но уже осуществляется полуавтоматом с автоматической подачей проволоки.
- Режим ММА, во время которого сварка происходит покрытыми плавящимися электродами и при отсутствии защитного газа.
В первую очередь следует помнить, что для выполнения качественной сплавки алюминия необходимо позаботиться об оксидной пленке. Для этой цели используется постоянный или переменный ток, но с обратной полярностью. Таким образом, возникает катодное распыление, под воздействием которого пленка разрушается. Если же ток будет прямополярным, то это никакого эффекта не даст.
Как лучше подготовить алюминий?

Схема аргонно-дуговой сварки алюминия.
Перед тем как приступать к сварочным работам, алюминиевая поверхность должна быть тщательным образом подготовлена к этому процессу. Для этого следует выполнить ряд работ.
В первую очередь стыки поверхности и поверхность в целом обезжириваются и очищаются. На поверхности свариваемого алюминия не должно остаться никакой грязи, масла или жира. Для такой цели используют ацетон, уайт-спирит, авиационный бензин или какой-либо другой аналогичный растворитель.
Может возникнуть необходимость разделать кромки. Это производится в том случае, если толщина листа алюминия превышает 0,4 см. В остальных же случаях металл оставляют таким, какой он есть. Но есть случай, когда алюминий покрыт электродами, тогда его не трогают, если он не толще 2 см. Если же предстоит иметь дело с алюминием тоньше чем 1,5 мм, то следует позаботиться об отбортовках.
Далее удаляется оксидная пленка. Для этого при помощи наждачной бумаги, напильника или металлической щетки (диаметр проволоки не больше 0,15 мм) края сплавляемых деталей (на расстоянии в 2,5-3 см) зачищаются.
Метод сварки алюминия при помощи штучных покрытых электродов

Основные характеристики покрытых электродов для сварки алюминия.
Режим ММА предназначен для сварки, где дело имеется с металлом толще 4 мм. Но данный режим имеет ряд негативных моментов, а именно:
- При таком варианте работ шов имеет не очень высокое качество, так его поверхность будет иметь пористость.
- К тому же во время электросварки наблюдается сильное разбрызгивание металла, что тоже не очень безопасно.
- После окончания проведения работ образовавшийся шлак очень тяжело счищается, а если от него не избавиться, то на поверхности алюминия образуется коррозия.
Но при всем этом покрытыми электродами работают как по обычному алюминию, так и с его компонентами. Раньше для сварочных работ применяли электроды марки ОЗА-1 и ОЗА-2, но сегодня на их замену пришли УАНА и ОЗАНА. Данные электроды разработаны для всех видов сплавов алюминия. Первым электродом работают с металлом технической чистоты, а вторым — с алюминиево-кремнистыми сплавами.
При сварке алюминия в режиме ММА следует применять постоянный ток с обратной полярностью. При этом на 1 мм диаметра электрода должно идти 25-30 А тока.
Чтобы достичь оптимального качества сварки, металл разогревается как минимум до 250-300° С. Но если используются детали более массивного характера, то этот показатель возрастает до 400° С. Процесс подогрева и постепенного охлаждения способствуют получению хорошей плавкости материалов с использованием ослабленного тока. Также такой метод работы не приводит к образованию кристаллических трещин и уменьшает коробление. Если иметь дело с крупногабаритными деталями, то лучше применять локальный нагрев.
Следует знать, что сварочные работы алюминиевым электродом осуществляются в 2 раза быстрее по сравнению с другими, так как они быстрее плавятся. Вследствие этого скорость сварки увеличивается.
В случае обрыва дуги кратер и рабочий конец электрода получают слой шлака.
А он уже будет мешать «поджигать» дугу. Специалисты советуют, чтоб избежать такой неприятности, вся сварка должна проводиться одним махом, без перерывов, в пределах одного электрода. Причем работы по алюминию не требуют колебаний электродом поперечного типа, как делалось бы при работах со сталью.
Чтобы поспособствовать повышению качеству шва, оконченный стык очищается от шлака, промывается горячей водой и зачищается при помощи стальной щетки. Таким образом, из всех микротрещин удалится мусор, который в дальнейшем мог бы привести к коррозии.
Так как покрытые электроды и сварка ими имеют много неприятных особенностей, такой способ применяют достаточно редко. Взамен ему отдают предпочтение аргонной сварке.
Метод электросварки вольфрамовым электродом в среде инертных газов

Положение электрода при сварке.
Режим AC TIG пользуется большой популярностью. Такой способ обеспечивает высокие показатели по прочности, и шов имеет очень эстетичный вид.
Для осуществления такой металлообработки берутся тунгстеновые электроды (сечение — от 1,6 мм до 5 мм) и специальные присадочные прутки (сечение — от 1,6 до 4 мм).
Для достижения качественного эффекта используется аргон или гелий. Главное, чтобы оба газа были максимальной чистоты. Оксидную пленку разрушает дуга, питающаяся переменным током. Во многом на качество проводимых работ влияют правильно подобранное оборудование и его комплектация.
Для правильной плавки металла необходимо соблюдать угол наклона в 70-80° между поверхностью и электродами, а 90° наклона нужны электроду и присадочной проволоки. Необходимо контролировать, чтобы длина дуги была не больше 1,5-2,5 мм.
При правильной сварке горелка идет за присадочным прутком, а не впереди. Таким образом, гарантируется защита шва. Присадочный пруток работает возвратно-поступательными движениями. Ни в коем случае нельзя использовать поперечные движения.
Чтобы был отвод тепла, применяют стальную или медную подкладку, которые выполняют роль радиатора. Сварочная ванна используется маленьких размеров. Во время сварки сварочный ток и инертный газ должны иметь прямо пропорциональный расход.
Аргон подается на 5 секунд раньше, чем поджигается дуга, и выключается на 7 секунд позже, после того как она потухла.
Метод электросварки алюминия полуавтоматом

Сварка алюминия постоянным током.
Режим DC MIG выполняется с применением специального импульсивного аппарата, который помогает справиться с оксидной эзерфолью при помощи импульса высокого напряжения. Такой способ имеет высокий уровень качества шва, так как во время плавления капли алюминия «вбиваются» в сварочную ванную. Но стоимость такой аппаратуры очень высока.
Для выполнения MIG-сварки необходимо помнить о следующих технических особенностях:
- Сплавы алюминия и его сплавы не терпят постоянного тока с прямой полярностью.
- Если в рукаве будут наблюдаться сопротивления, то алюминиевая проволока будет завиваться в петли, так как она мягче, чем стальная. Для избегания такой неприятности необходимо запастись четырехроликовым механизмом подачи, коротким рукавом и тефлоновым вкладышем для него, который способствует снижению сопротивления.
- Чтобы алюминиевая проволока не застревала в токосъемнике, лучше всего подбирать наконечник, диаметр которого будет превышать размер отверстия. Как альтернатива есть специальные токопроводящие наконечники с маркировкой «Al».
- Не следует забывать о правильной скорости подачи алюминиевой проволоки, чтоб она не успевала полностью расплавиться. Алюминий — очень мягкий металл, поэтому плавление у него происходит значительно быстрей, нежели у стали.
Следует помнить, что какой бы режим ни был выбран, марка проволоки должна подбираться под рабочий материал. Чтобы осуществить всю работу качественной, желательно изначально ознакомиться не только с технологией сварки алюминия, но и со всей аппаратурой, которую придется применять во время этого процесса.
moyasvarka.ru
Электроды для сварки алюминия, и что необходимо знать?
Современные электроды для сварки алюминия представляют собой высокотехнологичный сплав, способный производить качественные, неразъемные и долговечные соединения, швы. Для сварки алюминия необходимы именно специальные электроды, поскольку рассматриваемый металл можно отнести к числу тяжело свариваемых.
Общие характеристики
 На поверхность алюминия при контакте её с воздухом мгновенно образуется оксидная пленка. Для того чтобы окислы не имели место во время сварки, применяется защитный газ, среда которого служит вытесняющим фактором, отделяющим поверхность металла от воздуха. Электроды по алюминию могут быть различных марок,основные из которых, а также их предназначения заслуживают отдельного внимания.
На поверхность алюминия при контакте её с воздухом мгновенно образуется оксидная пленка. Для того чтобы окислы не имели место во время сварки, применяется защитный газ, среда которого служит вытесняющим фактором, отделяющим поверхность металла от воздуха. Электроды по алюминию могут быть различных марок,основные из которых, а также их предназначения заслуживают отдельного внимания.
Маркировки и предназначение:
- Электрод по алюминию ОЗА-1 – для сварки, а также плавки деталей, конструкций из алюминия технической частоты;
- Электрод по алюминию марки ОЗА-2 – для заваривания бракованных участков алюминия, наплавки деталей алюминиево-кремнистых сплавов марок АЛ-4, АЛ-9, А-11;
- Электроды для алюминия ОЗАНА-1 – для сварки и наплавки деталей, конструкций, выполненных из алюминия, технической чистоты;
- Сварочные электроды ОЗАНА-2 – для заваривания бракованных участков литья, наплавки деталей из алюминиево-кремнистых сплавов марок АЛ-4, АЛ-9, АЛ-11;
- Сварочные электроды марки УАНА-1 – для сварки сплавов марок АД, АД0, АД00, АД1;
- Электрод по алюминию марки УАНА-2 – для сварки сплавов марок АД31, АД33, АД35, АЛ9, АЛ11, АЛ34;
- Электроды УАНА-3 – для сварки сплавов марок АЛ-2, АЛ4, АЛ30;
- Алюминиевый электрод марки УАНА-4 – для сварки алюминия и сплавов марок АМЦ, АМцС, ММ;
- Электрод марки УАНА-5 – для сварки сплавов марок АМг2, АМгЗ, АМг4, АМг5;
- Электрод по алюминию марки УАНА-6 – для сварки алюминия и сплавов марок АМгЗ, АМг4, АМг5, АМг6.
 Прежде чем выполнять сварочные работы, должны обязательно следовать подготовительные работы, включающие в себя обезжиривание рабочих поверхностей, очистку, удаление оксидной пленки. Присадочные алюминиевые материалы, включая вольфрамовый электрод, должны обрабатываться аналогичным способом. Ниже приведен список основных шагов на этапе подготовки поверхностей к обработке.
Прежде чем выполнять сварочные работы, должны обязательно следовать подготовительные работы, включающие в себя обезжиривание рабочих поверхностей, очистку, удаление оксидной пленки. Присадочные алюминиевые материалы, включая вольфрамовый электрод, должны обрабатываться аналогичным способом. Ниже приведен список основных шагов на этапе подготовки поверхностей к обработке.
Этапы подготовки поверхностей к работе:
- Обезжиривание и травление деталей;
- Промывка посредством проточной воды;
- Осветление в растворе азотной кислоты;
- Промывка посредством проточной горячей воды;
- Сушка до полноценного удаления влаги.
Алюминиевые электроды плавятся в несколько раз быстрее, нежели стальные. Алюминиевые катоды обрабатывают детали практически непрерывно. Обработка деталей выполняется сварщиком, обладающим соответствующей квалификацией, имеющим специфические навыки, знания. Электроды для производства сварки рассматриваемого металла и его сплавов имеют неоспоримые положительные качества, среди которых особого внимания стоят невысокая цена, эксплуатационная простота.
Производство соединительных работ деталей из алюминия подойдет идеальным образом для полевых условий, а также для применения в частных мастерских. Вольфрамовые электроды способны разрушать оксидную пленку, которая образуется на поверхности данного цветного металла. Электрод должен быть качественным и надежным, так как от его качественных параметров и характеристик по окончании соединительных работ будет зависеть долговечность шва и соединения.
Присадочный материал — предмет повышенного внимания как профессионального сварщика, так и новичка данного ремесла, который оказывает влияние на пластичность шва, его аккуратность и долговечность. Если присадочный материал пользуется спросом на рынке электротехнических товаров — значит, он в большинстве случаев является проверенным и надежным.
к меню ↑О технологии
Технология сварки алюминия посредством катода сначала предполагает подготовку металла к работе. Таким образом, профилируются кромки деталей, после чего производится очистка поверхности материала от загрязнений, оксидных образований. Обработка материала выполняется посредством удаления в специальных щелочных ваннах. Для очистки и удаления поверхности металла и самого катода применяются специализированные растворители органического происхождения. От качества растворителя, которым осуществляется очистка рабочих поверхностей, также очень многое зависит, включая качество сопряжения материалов с присадочным припоем.
С ролью растворителя для очистки обрабатываемых поверхностей успешно справляется Уайт-спирит, либо технический ацетон. Также может использоваться растворитель РС-1, РС-2. Относительно щелочных ванн, то они состоят из 50 г технического тринатрийфосфата, 50 г кальцинированной соды, 30 г стекла в жидком состоянии из расчета на один литр. Стоит отметить, что температура ванны щелочи может равняться пределам 60-70 градусов. Обработка металла производится на протяжении 5 минут.
По окончании очистки алюминия следует удаление оксидной пленки, которую можно снять посредством металлической щетки. После проведения очистки кромок деталей, металл обезжиривается посредством растворителя снова. Прежде чем приступать к работе, понадобится тщательнейшим образом просушить катоды в условиях температуры 200 градусов на протяжении двух часов. Рассматриваемый материал и его сплавы обрабатывается сварочным инвертором, используя специальные электроды.
После подготовительного этапа приступают к соединительным работам, используя электрод, которые производятся в условиях постоянного тока с обратной полярностью. Рабочий параметр принимается из расчета 25-30 А на 1 мм диаметра, который имеет электрод. Для получения надежного, аккуратного и долговечного шва материал разогревается до температуры от 250 до 400 градусов Цельсия (показатель температурного нагрева выбирается, опираясь на диаметр обрабатываемого материала).
к меню ↑Способы
Электрод, применяемый для сварки алюминия, может быть графитовым, вольфрамовым, угольным. Выбор осуществляется, опираясь на диаметр обрабатываемых деталей. Применяются многие виды воздействия на рассматриваемый металл, среди которых ручной электродуговой, автоматический электродуговой, дуговой в среде защитных газов. Каждая методика имеет свои преимущественные стороны, а также недостатки, к тому же может быть использован исключительно при конкретных производственных необходимостях.
Ручная электродуговая сварка производится путем применения штучных катодов специальных марок при постоянном токе обратной полярности. Аргонодуговая обработка деталей выполняется посредством вольфрамового катода, и эта методика считается наиболее оправданной и популярной среди профессиональных рабочих. Распространением пользуется использование инверторных источников питания, с возможностью смены частоты напряжения.
Обработка алюминиевых деталей должна производиться на повышенной частоте, в то время как для заварки дефектов — при пониженной частоте. Полуавтоматический режим предпочтительнее аргонодугового ввиду повышенной степени производительности. Работа в полуавтоматическом режиме выполняется при постоянном токе с положительной полярностью на основном элементе.
Для получения высококачественных, долговечных, а также надежных соединений понадобится определенная квалификация, профессиональный уровень, навыки, с помощью которых удастся добиться аккуратности и долговечности швов. Стоит помнить, что электрод, а также все вспомогательные и основные рабочие элементы должны быть качественными. В противном случае, если пренебрегать общими наставлениями и рекомендациями опытных специалистов, Вы рискуете не получить желаемый итог стараний.
Похожие статьиgoodsvarka.ru
Сварка алюминия электродом

Алюминий — это чрезвычайно сложный в обработке материал, который благодаря своим отличным антикоррозийным показателям, легкости и прочности нашел широкое применение в промышленности и в быту. Сварка электродами алюминия — это сложный и трудоемкий процесс, при котором необходимо использовать соответствующее профессиональное оборудование. Используемые электроды позволяют существенно повысить качество соединения и гарантируют дополнительную защиту шву, который при условии правильности выполняемых работ отличается максимальной прочностью и долговечностью.

Сварка может выполняться аргонодуговыми и газовыми аппаратами. Используемые электроды имеют низкую себестоимость, что делает подобную технологию востребованной у обычных домовладельцев. Особенностью алюминия и электродов для его сварки является низкая температура плавления, поэтому материалы становятся вязкими и жидким даже после кратковременного термического воздействия. Чтобы качественно выполнить такую работу необходим практический опыт и использование соответствующего оборудования.
Сварка алюминия электродом в домашних условиях
Область применения алюминия сегодня чрезвычайно широка. Этот металл и его разнообразные сплавы используются в бытовых изделиях и в промышленности. Материал сочетает легкость и повышенную прочность. Он применяется в авто- и самолетостроении, для выполнения различных легких и прочных металлоконструкций. Следует сказать, что сварка алюминия — это чрезвычайно сложный процесс, который осуществим в домашних условиях только при должной подготовке и грамотном выборе наплавочных материалов.

В продаже можно найти как универсальные марки наплавочных элементов, так и специализированные разновидности, которые имеют дополнительные присадки, позволяющие с легкостью сваривать различные сплавы. Химический состав такого используемого стержня должен быть максимально приближен к основному материалу. Большинство используемых сегодня сплавов алюминия и марок электродов подразумевает их предварительный нагрев перед выполнением сварки. Обязательно выполняется прокалка и просушка, что позволяет исключить в последующем резкие перепады температуры. Необходимо также помнить о том, что для сварки алюминия следует использовать постоянный ток обратной полярности. В противном случае при использовании переменного тока качество соединения существенно ухудшается.
Химический состав электродов
Необходимо отметить, что химический состав таких стержней будет существенно различаться в зависимости от конкретных марок электродов. Основой таких стержней является чистый алюминий, в котором свойства материала могут существенно изменяться в зависимости от используемых добавок.

Основным параметром таких электродов являются их механические свойства. Именно от характеристик стержня зависит пластичность наплавляемого материала, крепость полученного шва и ряд других важных параметров.
Распространенные марки электродов для алюминия
- ОЗА1. Эта марка предназначена для работы с чистыми сплавами алюминия. В электродах имеется минимальное количество примесей, а во время сварки может потребоваться использовать дополнительный алюминиевый флюс.
- ОЗА2. Данная разновидность используется для сварки алюминия и кремния. Может применяться для заваривания брака при литье, наплавки металла или же для максимально прочного соединения металлических элементов. В обязательном порядке при выполнении сварки используется дополнительный флюс.
- ОК96.10. Такие электроды имеют покрытие щелочно-солевого типа. Эта марка отлично подходит для работы с техническим металлом, который не имеет дополнительных примесей. Следует сказать, что эти электроды чувствительны к изменениям тока, поэтому для обеспечения качественной сварки необходимо использовать соответствующие инверторы с ровным показателем тока на выходе. Из характерных особенностей этой марки можем отметить высокую скорость сварки.
- ОК96.20. Наличие соответствующего солевого покрытия позволяет повысить качество сварочных работ. Данная разновидность электродов предназначена для соединения сплавов алюминия с марганцем и магнием. Отличные показатели гигроскопичности позволяют прогревать соединяемые алюминиевые элементы до температуры 220 градусов.
Выбор электродов
Выбирать те или иные разновидности наплавочных материалов следует исходя из характеристик основного металла. Состав электродов и основного металла должен совпадать. Все это и позволит обеспечить максимальное качество соединение, а сварочный шов будет прочным и долговечным. В описании тех или иных разновидностей стержней имеются указания о том, для работы с такими сплавами они предназначены. Подобное позволяет упростить выбор для новичков. Необходимо отметить также важность толщины электрода, которая должна соответствовать толщине свариваемых материалов. Максимально допустимое расхождение в толщине может составлять 1 миллиметр.

Как варить алюминий электродом
Как уже было сказано выше, сварка алюминия представляет собой определенную сложность. Не менее важна подготовка к данной работе, в том числе и качественный выбор электродов, предварительный разогрев и прокалывание металла. Также необходимо уделить должное внимание вопросам частоты металлов в месте соединения. Именно поэтому перед сваркой необходимо детали зачистить щеткой и обработать растворителем. Использование растворителя позволяет убрать оксидную пленку, температура плавления которой может быть существенно выше, чем температура сварки алюминия. С такой пленкой без обработки металлических элементов растворителем выполнить качественную сварку будет невозможно.
svarkagid.com
Электроды для сварки алюминия своими руками
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
3g-svarka.ru
Дуговая сварка алюминия
Сварка алюминия плавлением
Сварка алюминия и алюминиевых сплавов, как, впрочем, и других металлов – это соединение двух металлических компонентов путем создания металлургических связей на поверхности контакта между ними. Это физическое явление называют коалесценцией [1]. Эти металлургические связи могут достигаться путем расплавления обоих поверхностей, и тогда это называется сваркой плавлением. Другой способ – этот создание высокого давления между этими двумя частями, иногда – с применением нагрева, чтобы образовать металлические связи вдоль границы между ними. Это называется сваркой в твердой фазе. Примером такой сварки является сварка алюминия трением.
Основными видами сварки плавлением, которые применяют для соединения алюминиевых компонентов, являются следующие [1]:
- неплавящимся электродом в среде инертного газа;
- плавящимся электродом в среде инертного газа;
- кислородно-газовая;
- электронным лучом;
- лазерная;
- электро-газовая;
- электро-шлаковая;
- погруженной дугой.
Ниже представлен краткий ознакомительный обзор дуговой сварки алюминия и алюминиевых сплавов неплавящимся электродом в среде инертного газа по материалам известного руководства [1], а также европейского стандарта по дуговой сварке алюминия и алюминиевых сплавов [2]. Для уточнения практических деталей этого метода необходимо обращаться к специализированным руководствам по этому методу сварки.
Дуговая сварка алюминия методом TIG
Этот вид сварки имеет следующее определение: дуговая сварка, которая применяет неплавящийся вольфрамовый электрод и инертный газ для защиты электрода, дуги и сварочной ванны (рисунок 1).
 Рисунок 1 – Схема процесса дуговой сварки в среде инертного газас вольфрамовым электродом [1]
Рисунок 1 – Схема процесса дуговой сварки в среде инертного газас вольфрамовым электродом [1]
За рубежом для этого процесса сварки применяют три обозначения: TIG, TAGS и GTAW. Первые два применяются в основном в Европе, третий – в США. Эти обозначения являются сокращениями различных наименований процесса, которые представляют собой различные комбинации первых букв следующих ключевых слов:
- T: Tungsten – вольфрам
- I: Inert – интертный
- G: Gas – газ
- S: Shielding – защитный
- W: Welding – сварка
- A: Arc – дуга.
Ниже будем для краткости и удобства называть этот процесс: метод TIG или сварка TIG.
Особенности сварки алюминия методом TIG
- Сварочная дуга действует только как источник тепла и сварщик сам решает применять или нет присадочную проволоку.
- Сварочная ванна хорошо контролируется, поэтому могут выполняться сварочные швы без применения подкладок.
- Дуга является устойчивой при очень низких сварочных токах, что дает возможность сварки тонкостенных компонентов.
- Процесс обеспечивает очень хорошее качество сварочного шва, но для достижения максимального качества требуется опытный сварщик.
- Процесс имеет более низкую скорость выполнения сварочного шва и более низкую скорость подачи присадочной проволоки, чем при сварке методом MIG, что в некоторых ситуациях делает его менее производительным.
- Метод TIG склонен ограничиваться сваркой алюминия небольшой толщины, обычно до 6 мм.
- Метод TIG дает менее глубокое проникновение в основной металл, чем метод MIG, то есть аналогичный метод сварки плавящимся электродом. Поэтому при сварке методом TIG иногда сталкиваются с трудностями выполнения шва в угловых и тавровых швах. Рекомендуемые виды подготовки компонентов к сварке методом TIG представлены на рисунке 2.
Оборудование для сварки алюминия методом TIG
Основное оборудование для сварки методом TIG включает:
- источник электрического тока;
- сварочную горелку;
- источник инертного газа;
- устройство подачи присадочной проволоки и
- систему водяного охлаждения (при необходимости).
Типичное рабочее место для сварки алюминия методом TIG показано на рисунке 2.
 Рисунок 2 – Ремонт алюминиевых отливок с помощью ручной сварки методом TIGпри постоянном токе с гелием в качестве защитного газа [1]
Рисунок 2 – Ремонт алюминиевых отливок с помощью ручной сварки методом TIGпри постоянном токе с гелием в качестве защитного газа [1]
Метод TIG: постоянный или переменный ток
Для сварки большинства алюминиевых сплавов применяется классический метод сварки TIG с применением источника постоянного электрического тока. При этом электрод подсоединяется к его отрицательному полюсу. Известно, что сварка на этой полярности не обеспечивает эффективного удаления оксидной пленки с поверхности алюминия. Кроме того, при таком методе дуговой сварки в среде инертного газа на положительном полюсе выделяется большое количество тепла. Сварка методом TIG с электродом, подсоединенным к положительному полюсу, приводит к перегреву и расплавлению электрода.
Поэтому ручная сварка методом TIG обычно производится с применением переменного тока. В этом случае удаление оксидной пленки происходит, когда электрод находится в положительном полуцикле переменного тока. На отрицательном полуцикле происходит охлаждение электрода и проникновение сварочного шва. Дуга затухает и зажигается на каждом полуцикле, когда ток дуги проходит через ноль. При частоте источника тока 50 Гц это происходит 100 раз в секунду, то есть дважды на каждом цикле.
Защитный газ
Аргон
Предпочитаемым защитным газом для сварки TIG с переменным током (AC-TIG) является аргон. Гелий, а также смеси аргона с гелием также могут применяться. Аргон дает широкое и не глубокое проникновение сварного шва и при этом делает сварной шов блестящим и серебристым. Самое легкое зажигание дуги и самая стабильная дуга также достигаются при применении аргона.
Гелий
Гелий увеличивает вольтаж дуги, повышает глубину проникновения сварного шва, но делает зажигание дуги более трудным, а также отрицательно влияет на стабильность дуги. Некоторые современные сварочные аппараты имеют возможность начинать сварку с аргоном и затем, когда дуга установилась, автоматически происходит переход на гелий.
Аргон + гелий
Добавление аргона к гелию улучшает зажигание дуги и ее стабильность. Скорость сварки и проникновение сварочного шва будет меньше, чем при сварке с чистым гелием, но лучше, чем при сварке только с аргоном. Поэтому можно регулировать ширину шва и глубину его проникновения путем изменения доли аргона в защитном газе. Часто применяют смесь с 25 % гелия в аргоне [1].
Сварочная горелка и сварочные кабели
Существует большое количество различных типов горелок для сварочного тока от нескольких десятков ампер до 450 ампер. Выбор горелки зависит от толщины свариваемого материала. Большинство современных горелок (рисунок 3) имеют регулятор тока, который встроен в рукоятку горелки. Все горелки, кроме тех, которые работают при токе ниже 200 ампер, являются водоохлаждаемыми. Та же вода может применяться и для охлаждения силовых кабелей, что делает их более легкими и гибкими.
 Рисунок 3 – Современная горелка для сварки методом TIG
Рисунок 3 – Современная горелка для сварки методом TIG
Перегрев горелки может привести к расплавлению паяных соединений внутри нее или пластиковой трубы, которая изолирует силовой кабель. Поэтому важно правильно выбрать горелку в соответствии с силой тока, который будет применяться при производстве сварки, в том числе с учетом того, какой ток будет применяться, постоянный или переменный.
Большинство горелок снабжено металлическим или керамическим соплом для формирования струи газа. Керамические сопла являются более популярными, но они более легко повреждаются, чем металлические. Диаметр сопла может меняться от 9,5 до 25 мм в зависимости количества требуемого для сварки защитного газа, а также вида газа. Рекомендуется применять в горелках так называемые газовые линзы. Газовая линза представляет собой сетчатый диск, который вставляют в горелку для того, чтобы сделать поток газа более ламинарным (рисунок 4). Это помогает газу обеспечивать более эффективную защиту области формирования сварного шва.
Вольфрамовые электроды
Существует несколько типов электродов для сварки методов TIG. Они включают:
- чистый вольфрам
- вольфрам, легированный торием (ThO2)
- вольфрам, легированный цирконием (ZrO2)
Эти соединения добавляют, чтобы улучшить стартовые характеристики дуги, стабилизировать дугу и увеличить срок службы электрода. Электроды с цирконием считаются предпочтительными для сварки TIG переменным током, так как они имеют более высокую температуру плавления, чем электроды из чистого вольфрама и вольфрама с добавками тория. Поэтому они могут нести более высокие сварочные токи, являются более стойкими к загрязнению и повреждениям.
Торец электрода должен иметь при сварке полусферическую форму. Такая его форма способствует стабильности дуги. Конец электрода должен быть слегка заостренным, чтобы помогать формированию его скругленного торца (рисунок 4).
 Рисунок 4 – Типичный электрод для сварки методом TIG
Рисунок 4 – Типичный электрод для сварки методом TIG
Слишком малый диаметр электрода будет приводить к его перегреву и, возможно, плавлению. Это приведет к загрязнение сварочной ванны вольфрамом. Электроды бывают диаметром от 0,3 до 6,4 мм. Электрод не должен выступать из сопла горелки более, чем на 6 мм. Эта величина может быть увеличена до 10 мм, если в горелке применяется газовые линзы.
Ручная сварка методом TIG
Обращение с горелкой
Необходимо держать длину дуги как можно более короткой. На практике длина дуги равна примерно его диаметру (рисунок 5). Если дуга является слишком длинной, то снижается проникновение шва и увеличивается риск возникновения дефектов из-за недостаточного проплавления, низкого качества сварочного шва и чрезмерной его ширины. Кроме того, в облако газовой защиты области формирования сварочного шва может попадать воздух. Это приведет к попаданию в сварочный шов оксидных включений.
 Рисунок 5 – Угол наклона горелки и сварочного прутка при сварке алюминия методом TIG
Рисунок 5 – Угол наклона горелки и сварочного прутка при сварке алюминия методом TIG
Горелку нужно держать так, как показано на рисунке 5 – с наклоном 80º к затвердевшему сварному шву. В случае стыковой сварки элементов различной толщины дугу направляют больше в сторону более толстого элемента. Для угловых швов горелку направляют посередине угла между двумя плоскостями.
Присадочная проволока
Если применяется присадочная проволока (присадочный пруток), то она должна подаваться равномерно и поступательно под углом 10-20 градусов, как показано на рисунке 5. Проволока не должна подаваться прямо в дугу, так как это может привести к образованию брызг и загрязнению электрода. Пруток под углом более 10-20 градусов мешает визуальному контролю сварочной ванны. Кончик присадочной проволоки должен быть внутри газового защитного облака до тех пор, пока он остается горячим, чтобы избежать его окисления. При увеличении толщина свариваемого компонента диаметр присадочной проволоки также увеличивают, что обуславливает также и увеличение длины дуги. Нужно всегда помнить, что слишком длинная дуга может вызывать проблемы с попаданием в сварочный шов оксидов. Пруток большого диаметра может также заслонять материал перед сварочной ванной и мешать очищающему действию дуги, а это может приводить к захвату сварочным швом оксидов.
Завершение сварки
Очень важным является контролируемое завершение сварки. Резкое выключение сварочного тока может привести к образованию кратеров, утяжин (удлиненных пор) и трещин в последней части сварочной ванны. При завершении сварки необходимо постепенно снижать сварочный ток и уменьшать длину дуги по мере ее затухания, добавляя присадочную проволоку то тех пор, пока дуга не исчезнет.
Механизация и автоматизация сварки TIG
Механизация и автоматизация сварки методом TIG может иметь несколько преимуществ:
- возможность применять более высокие скорости сварки, что дает уменьшение коробления и более узкие зоны термического влияния сварки;
- более плотный контроль сварочных параметров, что позволяет сваривать более тонкие материалы;
- более тщательный контроль качества сварки;
- возможность выполнения сварки персоналом с меньшей степенью квалификации, чем это обычно требуется при ручной сварке.
Вместе с тем, применение механизации и автоматизации имеет и некоторые недостатки, в том числе, значительно более трудоемкую подготовку свариваемых компонентов к сварке.
Источники:
- The welding of aluminium and its alloys / Gene Mathers — Woodhead Publishing, 2002
- Европейский стандарт EN 1011-4:2000 Welding – Recommendation for welding of metallic materials – Part 4: Arc welding of aluminium and aluminium alloys
aluminium-guide.ru
советы по выбору, инструкция (с видео)
Сварка алюминия электродами требует соблюдений особых условий.
При этом важно не только правильно провести сам процесс сварки электродами, но и выбрать подходящие электроды.
Цена на эту услугу не является слишком высокой, однако многие делают выбор в пользу самостоятельной сварки электродами, в домашних условиях.

Если вы никогда ранее не занимались сваркой алюминия своими руками, то перед началом работ следует узнать, как происходит этот процесс, а также правила, которым нужно следовать, чтобы сварка алюминия была проведена правильно.
Особенности процесса
Сварка, даже в домашних условиях, должна происходить при соблюдении техники безопасности.
Очень важно, например, провести изоляцию проводов перед началом работ, чтобы избежать риска удара током.
Защититься от тока вам также помогут сапоги из резины – можно надеть их перед началом процесса.
Чтобы защитить себя от ожогов, вам понадобятся специальные перчатки и маска, предназначенные для сварки. Цена на защитное оборудование не так уж высока, и проводить без него работу запрещается.
Процесс своими руками может проводиться только в том помещении, где отсутствуют легко воспламеняемые предметы. Это относится не только к мебели, но и, например, к деревянным полам.
Во время работы рядом нужно держать огнетушитель или хотя бы емкость с водой, чтобы быстро нейтрализовать непредвиденную ситуацию.
Лучше всего заниматься работой с алюминием на открытом воздухе, но, если это невозможно, то перед ее началом, помещение, где будет происходить работа с инвертором, обязательно нужно проветрить.
Это нужно, поскольку в процессе работы в воздухе будут образовываться газовые соединения, опасные для человека.
Уникальные свойства сплавов алюминия обуславливают особенности процесса работы с ним.
Например, алюминий можно расплавить при низкой температуре, плюс он имеет высокую теплопроводность (в среднем в три раза выше, чем другие металлы).
Видео:
Алюминий используется практически во всех сферах жизни, поскольку является очень удобным для обработки металлом, однако в процессе его сварки своими руками у вас могут возникнуть некоторые сложности, связанные с повышенной окисляемостью материала.
На поверхности алюминия в процессе работы образуется пленка, расплавить которую можно только при очень высокой температуре, намного превышающей допустимую при работе с этим видом материала.
При этом обработка сплавов алюминия флюсующими материалами невозможна, поскольку этот материал не имеет нужных химических свойств.
Поэтому самостоятельная варка алюминия производится с помощью газовой горелки, либо методом дуговой сварки. Перед началом работы нужно тщательно очистить поверхность.
Использовать для этого можно шабровку, соду или бензин. После обработки сплавов, металлическую поверхность нужно промыть чистой водой. Очистка поможет защитить алюминий от коррозии.
Для работы с алюминием вам потребуется специальный флюс, созданный специально для работы с этим видом сплавов.
Флюс предназначен для растворения окиси, которая образуется на поверхности алюминия в процессе работы. Купить его можно в строительном магазине, цена на него невысока.
При этом окись растворяется при той температуре, которая оптимальна для обработки этого вида металла.
Лучше всего приобретать растворители, в состав которых входит хлористый или фтористый литий – этот щелочной металл наиболее эффективно справляется с растворением окиси.
Важно также правильно выбрать присадочный материал, и узнать, какова его цена, прежде чем начинать работу.
Его используют для того, чтобы алюминий правильно затвердел и после усадки на его поверхности появились прочные швы. При этом поверхность материала останется гладкой.
При способе дуговой сварки, выбор горелки очень важен.
Видео:
Лучше всего проконсультироваться перед покупкой со знающим человеком, но ориентироваться можно на значение, на 1 показатель ниже необходимого для работы со сталью, с низким содержанием углерода такого же размера, а цена в этом случае не так важна.
Дуговая сварка требует подачи специального защитного газа в рабочую область.
Из-за смешения кислорода с азотом, металл может деформироваться: стать хрупким или приобрести пористую структуру.
Так происходит и в случаях контакта с графитовым электродом, дугой или самим алюминием.
Газ является необходимым не только в работе с алюминием, но и другими металлическими соединениями и металлами.
Часто в качестве дополнительного используется инертный газ: он не только защищает поверхность, но и удаляет шлаки, остатки металла и другие элементы, появляющиеся в процессе работ.
При выборе газа следует ориентироваться, прежде всего, на тип металла, с которым вы будете работать, в данном случае алюминий.
Лучше всего остановиться на аргоне и гелии – это наиболее используемые в сварке цветных металлов инертные газы, и такое сочетание прекрасно подходит для сварки алюминия.
Самостоятельная сварка
Для осуществления самостоятельной работы вам понадобится ряд вспомогательных предметов: самый важный элемент – аппарат для сварки, способный осуществлять аргонно-дуговую сварку.
Также вам понадобится аргоновый баллон, проволока из алюминия, осциллятор и газовая горелка.
Видео:
Выбор проволоки для сварки – очень важный этап перед началом работ.
Цена на материал примерно одинаковая, поэтому ориентироваться нужно не на нее, а на алюминиевые свойства: нужно оценить насколько проволока подходит для работы с ними.
Перед началом работы нужно защитить металл в местах стыков. Делать это лучше всего жесткой стальной щеткой, либо другим аналогичным инструментом.
После зачистки эти места нужно дополнительно обработать купленным ранее флюсом.
Зачистка сплавов алюминия необходима для того, чтобы убрать оксидную пленку и далее работать с самой металлической поверхностью.
Второй этап сварки – работа с газовой горелкой. Предварительно ее нужно нагреть до подходящей температуры и после этого обработать ею места, в которых были сделаны швы.
Чтобы сделать смешение сплавов, нужно прикладывать дополнительные вольфрамовые электроды для сварки на места швов и расплавлять их под горелкой – таким образом, стержни смешаются с алюминием и создадут смешение необходимых сплавов.
Для домашних условий наиболее подходит аргонно-дуговой способ сварки.
При таком способе характер вольфрамовых электродов неважен, вольфрамовые электроды -им не нужна заточка, вы можете приобретать как плавящиеся, так и неплавящиеся элементы.
Этот способ сварки является не только эффективным, но и очень удобным, поскольку не требует наличия флюса, что значительно облегчает процесс работы.
Аргонно-дуговая сварка инвертором позволяет сварить алюминий даже с помощью металлических электродов, которым не нужна заточка.

Если же вы решите использовать автоматический аргонно-дуговой метод, то вам понадобится флюс, имеющий специальный состав и полностью химически чистый.
Еще один подходящий способ сварки для работ в домашних условиях – точечный.
Но он менее эффективен, чем аргонно-дуговой, из-за того, что алюминий обладает высокой теплопроводностью, а также из-за очень быстрого процесса плавления материала.
Точечную сварку производят на большой скорости, достаточной, чтобы электрод можно было перемещать на равном с металлом уровне.
Следующий способ сварки, который можно выполнить самостоятельно, требует наличия электроприводной машины – благодаря ей металл можно расплавлять непрерывно и на необходимой скорости.
Это довольно сложный способ, и в домашних условиях он используется редко, да и в целом таким способом работают в основном опытные мастера.
Лучше всего остановиться на первом варианте сварки, поскольку он самый удобный, и выполнить его сможет даже человек с минимальным опытом.
Последние два способа реализовать дома довольно сложно, а популярная холодная сварка для алюминия и вовсе не подходит.
Плавка алюминия – это длительный процесс, при этом важно соблюдать технику безопасности на всех этапах работы, т.к. она представляет определенный риск для здоровья, особенно, если ранее у вас не было опыта сварки.
Процесс дуговой сварки инвертором — дело довольно сложное, особенно в домашних условиях.
Поэтому, если у вас нет опыта, лучше обратиться к профессионалу, тем более что цена на эти услуги сегодня не слишком высока.
Если же вы хотите провести работу с алюминием инвертором самостоятельно, то посмотрите видео с инструкцией, прежде чем приступать к работе.
Видео:
Для алюминия и его сплавов подходят далеко не все способы сварки, наиболее простой – аргонно-дуговой. Его сможет выполнить своими руками даже человек с минимальным опытом.
Вы можете посмотреть на видео, что собой представляет этот вид сварки.
Другие же методы работы являются более сложными, поэтому, если вы не являетесь профессиональным сварщиком, лучше поручить их специалисту, тем более что цена на эту услугу вполне адекватна.
rezhemmetall.ru










