Ремонтная сварка чугуна электродами по чугуну. Электрод по чугуну
Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно
Главная страница » О сварке » Как правильно варить » Как варить чугун » Сварка чугуна электродом в домашних условиях
 Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод — вырезать трещины, концы закруглить;

- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура — 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | — |
| ОЗЧ-2 | 90-110 | 120-140 | 220-250 | |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | — |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность — обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр — 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания — 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки — 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
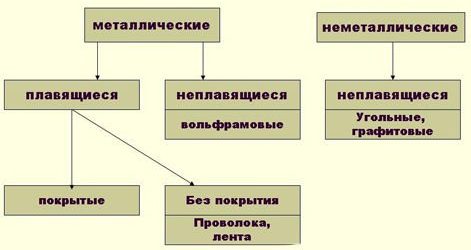
Сварка неплавящимися электродами
 Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек — закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
weldelec.com
Электроды по чугуну – разбираемся в тонкостях выбора + Видео
Способы соединения
Чугун – это сплав железа с углеродом, в котором содержание углерода более 2%. Сварка этого материала используется при изготовлении различных конструкций и ремонтно-восстановительных работах. Используется два способа варки: холодная и горячая.
Горячая сварка – это технология, при которой детали подвергаются нагреванию до температуры 300-700 градусов Цельсия. Применяются для этого электроды сварочные по чугуну или порошковая проволока с присадкой стержня из керамики. Нагрев делается для того, чтобы после завершения работы происходило равномерное остывание конструкции и не образовывались трещины. Так как нагревание происходит под большой силой тока, то процесс остывания может занять 3-5 суток.
Примечание! Для работы горячим способом используются электроды диаметром 8-12 миллиметров, которые потребляют ток 600-1000 Ампер соответственно.
Холодная сварка применяется чаще, так как она более простая. Есть несколько разновидностей этого процесса: сварка стальными, медно-никелевыми, никелевыми и медно-железными электродами. Перед началом работы обрабатываемая поверхность зачищается, фрезеруется, сверлится для того, чтобы получить чистую поверхность основного металла.
Электроды по чугуну и их виды
Электроды для сварки чугуна могут быть следующими:
- Медно-железными;
- Никелевыми;
- Стальными;
- Ферро-никелевыми.
- Медно-никелевыми.
Специалисты считают наиболее качественными для работы стальные, никелевые и ферро-никелевые электроды.
Стальные – это стержень на основе железа, который используется для сварки деталей из низкокачественного, загрязненного шлаками и маслом старого чугуна (конструкции печей, насосы, нагреватели и так далее). Обрабатывать их перед работой необходимо шлифовкой. Считается идеальным для создания переходного слоя.
Ферро-никелевые имеют биметаллический сердечник и применяются для плавки чугуна с пластинчатым и шаровидным графитом, ковких чугунов. Также такие стержни применяются для соединения всех этих материалов со сталью.
Примечание! Необходимо каждый тип стержня использовать только по прямому назначению, в противном случае соединения будут некачественными.
Особенности стержней
Работая с данным материалом, требуется соблюдать некоторые условия, в том числе и правильный выбор электродов. Наиболее популярные марки электродов по чугуну среди отечественных производителей: ЦЧ-4, МНЧ-2, ОЗЧ-4, 3 и 2. С их помощью выполняются сварочные швы высокой плотности и с чистой поверхностью по окончанию работы. Перечисленные стержни имеют следующие особенности:
- Электроды по чугуну ЦЧ-4 работают от постоянного и переменного тока обратной полярности и используются при холодном методе работ;
- Стержни МНЧ-2 работают от постоянного тока обратной полярности и применяются при вертикальных и полупотолочных работах.
Эти стержни имеют диаметр от 3 до 5 миллиметров и обеспечивают получение высококачественного шва. Отечественные электроды имеют ГОСТ 9466-75. Наиболее популярные стержни импортного производства – это марка UTP. Среди них также есть универсальные стержни, которые могут применяться для различных задач от низкотемпературных сварок до соединения чугуна с другими металлами.
Примечание! Цены на электроды зависят от типа применения и страны производителя.
ogodom.ru
Электроды ЦЧ-4 для сварки чугуна: технические характеристики и применение
Одним из самых сложных видов сварочных работ является соединение чугунных элементов. Технические свойства этого металла требуют особого внимания к выбору режима функционирования сварочного аппарата и применению специальных электродов. В последнем случае чаще всего используют изделия марки ЦЧ-4. Их многофункциональность дает возможность не только сформировать надежный шов, но и выполнить наплавку или заварку дефектов.
Технические характеристики
 Изделия из чугуна отличаются своей надежностью, низкой себестоимостью и хорошими эксплуатационными свойствами. Но в то же время осуществление соединительных процессов с помощью сварки сопряжены с определенными трудностями. Они объясняются свойствами чугуна — низким коэффициентом пластичности и наличием в кристаллической матрице свободного графита.
Изделия из чугуна отличаются своей надежностью, низкой себестоимостью и хорошими эксплуатационными свойствами. Но в то же время осуществление соединительных процессов с помощью сварки сопряжены с определенными трудностями. Они объясняются свойствами чугуна — низким коэффициентом пластичности и наличием в кристаллической матрице свободного графита.
Особенностью применения электродов ЦЧ-4 является ограничение по направлению сварки. Она может выполняться только в одном положении – нижнем, постоянным током обратной полярности. Тем не менее, это дает возможность осуществлять наплавку одного и более слоев для ремонта поврежденных поверхностей. В особенности это касается станин оборудования, которые испытывают постоянные механические и вибрационные нагрузки.
Процесс сварки происходит с помощью специальных валиков диаметром до 35 мм, с охлаждением температуры воздуха до 60°С. Для некоторых марок высокопрочного чугуна температурный режим может быть увеличен до 110°С.
Технические характеристики сварки и сформировавшегося шва во многом схожи со стандартными параметрами. Однако для этой марки электродов наблюдается уменьшенная производительность наплавки — до 1,1 кг/час (диаметр 4 мм). При этом средний расход электродов на 1 кг наплавленного металла составляет 1,8 кг.

Другие технические параметры:
Для расчета геометрических размеров и силы тока при сварке лучше всего воспользоваться данными из таблицы:
Все электроды этого типа должны изготавливаться согласно ТУ 14-4-831-77. Эта маркировка должна присутствовать на упаковке, что свидетельствует о хорошем качестве изделия.
Правила применения
 Для улучшения качества сварного шва рекомендуется подвергнуть края изделия термическому воздействию температурой до 650°С в течение 1 часа. После этого с помощью клейсместера выполняется разделка кромки поврежденной (сварочной) части изделия.
Для улучшения качества сварного шва рекомендуется подвергнуть края изделия термическому воздействию температурой до 650°С в течение 1 часа. После этого с помощью клейсместера выполняется разделка кромки поврежденной (сварочной) части изделия.
Во время сварки поверхность изделия должна остывать постепенно. Лучше всего поместить ее в специальную печь с функцией поэтапного снижения температуры. Если же подобной установки нет – можно предварительно разогретое изделие обернуть теплоизоляционным материалом.
Преимущество электродов ЦЧ-4 заключается в возможности сварки чугуна и стали. Она выполняется в режиме постоянного тока обратной полярности. Если трансформатор сварочного аппарата имеет характеристику напряжения холостого тока не более 70 В – работы можно выполнять при переменном напряжении.
ismith.ru
Марка электродаОбласть примененияТехнологические особенности | Покрытие | Род, полярность тока | Коэффициент наплавки, г/А×ч | Положение в пространстве |
ЦЧ-4 | Б | = ( + ) | 10,0 |  |
Для сварки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугуна. Сварка серого и высокопрочного чугунов | ||||
ОЗЧ-2 | АЖ | = ( + ) | 13,5 |  |
Для сварки, наплавки и заварки дефектов литья в деталях из серого и ковкого чугунов | ||||
ОЗЧ-6 | Б | = ( + ) | 15,5 | |
Для сварки тонкостенных деталей из серого и ковкого чугунов | ||||
МНЧ-2 | П | = ( + ) | 11,5 | |
Для сварки, наплавки и заварки дефектов литья в деталях из серого и ковкого чугунов. Аналогичен электрод ОЗЖН-1 с основным (Б) покрытием | ||||
ОЗЧ-3 | Б | = ( + ) | 11,0 | |
Для сварки и заварки дефектов литья в деталях из серого и высокопрочного чугунов, когда к соединениям предъявляются повышенные требования по чистоте обработки поверхности | ||||
ОЗЧ-4 | Б | = ( + ) | 11,5 | |
Для сварки и наплавки деталей из серого и высокопрочного чугунов. Предпочтительны для последних слоев, работающих на истирание или при ударных нагрузках | ||||
weldering.com
Характеристика электродов по чугуну
Характеристика электродов по чугуну
ЛЭЗ (Лосиноостровский электродный завод)
ЦЧ-4
Электроды предназначены для холодной сварки деталей из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. Для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых одного — двух слоев на изношенные детали под последующую наплавку специальными электродами. Сварка и наплавка в нижнем и наклонном положениях постоянным током обратной полярности.
НЧ-2
Электроды марки ЛЭЗНЧ-2 предназначены для ручной дуговой сварки без подогрева, заварки брака, литья и наплавки деталей из серого, высокопрочного и ковкого чугуна. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности.
МНЧ-2
Электроды марки ЛЭЗМНЧ-2 предназначены для сварки без подогрева, заварки брака литья и наплавки деталей из серого, высокопрочного и ковкого чугуна. Предпочтительны для заварки первого слоя в соединениях, требующих высокую плотность, а также для сварки соединений, к которым предъявляют повышенные требования по чистоте поверхности после обработки. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЧ-2
Электроды марки ЛЭЗОЗЧ-2 предназначены для ручной дуговой сварки и наплавки изделий из серого и ковкого чугуна без подогрева, а также для заварки дефектов чугунного литья. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности.
ОЗЧ-6
Электроды марки ЛЭЗОЗЧ-6 предназначены для ручной дуговой сварки и наплавки изделий из серого и ковкого чугуна без подогрева, предпочтительно при ремонте тонкостенных деталей. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности.
ESAB
ОК 92.18
Электрод на никелевой основе для сварки чугуна с минимальным предварительным подогревом. Для ремонта деталей из чугуна, заварка трещин в блоках двигателей, насосах, коробках передач, исправление литья. Наплавленный металл подвергается механической обработке. При сварке толстостенных изделий рекомендуется предварительный подогрев 150-300°С. С целью снижения риска появления трещин от усадочных напряжений рекомендуется легкое приковывание.
ОК 92.60
Железоникелевый электрод для сварки чугуна, а также чугуна со сталью. Наплавленный металл прочнее и более устойчив к образованию усадочных трещин, чем при сварке электродом никелевого типа. Ток: переменный, постоянный +
ОК 92.58
Электрод для сварки и наплавки деталей из чугуна, а также сварки чугуна со сталью. Наплавленный металл отличается высокой вязкостью и хорошей обрабатываемостью. Хорош для заполнения каверн и раковин в чугунном литье. При сварке толстых сечений и ковких чугунов рекомендуется предварительный подогрев до 300° С. В процессе сварки рекомендуется лёгкое приковывание швов с последующим медленным охлаждением. Ток: переменный, постоянный
ОК 92.78
Медно-никелевый электрод монель-легированного типа для сварки всех типов чугуна. Наплавленный металл легко обрабатывается и похож по цвету на чугун. Ток: переменный, постоянный + -
MONOLITH
ЦЧ-11
Электрод для сварки и наплавки чугуна с основным покрытием, для холодной сварки конструкций высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также для соединения со сталью. Данный электрод используется для сварки повреждённых деталей и сварки дефектов в отливах.
kvant7.ru
Электроды по чугуну
Применение чугуна в индустрии распространилось и находит обширное применение в различных конструкциях, строительных, ремонтных работах. Для использования чугунных деталей и превращения их в единую конструкцию не обойтись без сварочных работ. Качество этой операции обеспечивается правильным подбором марки электродов и вида сварки. Сварки по своей технологии делятся на горячие и холодные способы.
Способы сварки
Горячая сварка – процесс соединения деталей в горячем виде. Свариваемая область разогревается до температур, достигающих +700°С. При горячей сварке используются электроды сварочные по чугуну или порошковая проволока с керамическим компонентом. Нагрев обеспечивает герметичность соединения, не образует свищей при сварке. Их диаметр варьируется в диапазоне 8-12 мм, сила тока здесь 600-1000 ампер.
Чаще применяется холодный вид сварки. При таком способе поверхность предварительно зачищают, снимая поверхностный слой, и придавая ей необходимую чистоту обработки. Затем начинается процесс сварки с применением электродов стальных, медно – никелевых, никелевых или медно-железных.
Распространённые марки электродов
Предпочтение отдают составу - железо плюс никель, сталь, никель. Стальные электроды представляют собой железистый стержень. Применяются для сварки конструкций из низкокачественного чугуна. Ферроникелевые электроды применяют для сварки серых и ковких чугунов. Такими электродами можно соединить чугунные и стальные конструкции воедино. От правильного выбора электродов зависит результат и качество сварки.
Наиболее эффективными в отечественном производстве считаются электроды марок ЦЧ-4, МНЧ-2, ОЗЧ-4, ОЗЧ-3 и ОЗЧ-2.Сварочные работы при их применении получаются качественными, высокоплотными, не требующими дополнительной зачистки.
ЦЧ-4 работают от постоянного и переменного токов.
МНЧ-2 используются в сварочных аппаратах постоянного тока. Особенно широко они используются при вертикальных соединениях. Диаметр электродов от 3 до 5 мм, сварочный шов получается ровным и качественным.
Импортные электроды (например, UTP) применяются в различных сварочных процессах, они чаще всего универсальные, применимы в операциях низкотемпературных сварок.
metall-str.com
Ремонтная сварка чугуна электродами по чугуну
В современном машиностроении, станкостроении, металлургической промышленности и т.п. до настоящего времени чугун является одним из основных конструкционных материалов. Простая и дешевая технология изготовления чугунных изделий, хорошие литейные свойства чугуна, его высокая износоустойчивость к концентраторам напряжений, способность гасить вибрацию благодаря своей структуре, хорошая обрабатываемость способствует его широкому применению в народном хозяйстве. Вместе с тем чугун не лишен отрицательных свойств - низкая прочность серого чугуна и практически полное отсутствие пластичности, обусловленное наличием в металлургической матрице структурно свободного графита.
Сварка спецэлектродами прочно заняла место в чугунно-литейном производстве, главным образом при ремонте вышедшего из строя оборудования и устранения дефектов чугунных отливок.
Качество сварных швов и наплавленных поверхностей во многом определяет работоспособность конструкций из чугуна и, в свою очередь, зависит от свойств сварочных материалов.
Многообразие дефектов по характеру и размерам, марок чугуна, конфигурации и массы чугунных изделий, их толщины и условий эксплуатации, а также требований к сварным соединениям вызывает необходимость выбора в каждом конкретном случае сварочных электродов по чугуну различных марок и технологии сварки чугунных изделий.
Ниже приведены ответы на вопросы, поступающие в консультационную службу ООО "Сатурн", касающиеся выбора электродов по чугуну и способов сварки чугуна специальными электродами.
Вопрос: Какие сварочные электроды для сварки чугуна и электроды по чугуну выпускаются
Ответ: В настоящее время выпускается целая гамма электродов для сварки чугуна на базе никеля и его сплавов, а также на основе меди и железа.
Электроды по чугуну ЦЧ-4 предназначены для холодной и горячей сварки, ремонтной наплавки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугуна, а также сварки таких чугунов со сталью. Этими электродами можно осуществлять наплавку одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами сварочными. Сварка производится в нижнем положении шва постоянным током обратной полярности. В случаях обеспечения высокого напряжения (более 70 В) холостого хода сварочного трансформатора и малой длине сварочных кабелей - сварка переменным током.
Электроды по чугуну ОЗЧ-2 - предназначены для холодной сварки, наплавки и заварки дефектов литья в деталях из серого и ковкого чугуна. Сварку производят в нижнем и вертикальном положениях шва постоянным током обратной полярности. Электроды для сварки чугуна ОЗЧ-6 предназначены для холодной сварки деталей из серого и ковкого чугуна, предпочтительно при ремонте тонкостенных конструкций. Сварка производится в нижнем и вертикальном положениях шва постоянным током обратной полярности.
Электроды по чугуну МНЧ-2 предназначены для холодной сварки, наплавки и заварки дефектов литья в деталях из серого, высокопрочного и ковкого чугуна. Обеспечивают получение наплавленного металла с высокой плотностью и технологичностью при обработке резанием, когда к изделию предъявляют повышенные требования по чистоте поверхности после механической обработки, а также коррозионностойкого в жидкостных агрессивных средах и горячих газах. Сварку производят в нижнем, вертикальном и ограниченно потолочном положениях шва постоянным током обратной полярности.
Электроды для сварки чугуна - ОЗЖН-1 и электроды по чугуну ОЗЖН-2 предназначены для холодной сварки, наплавки и заварки дефектов литья в деталях из серого и высокопрочного чугуна. Применяются для многослойной заварки крупных дефектов или наплавки больших объемов металла совместно с электродами по чугуну марок ОЗЧ-3 или МНЧ-2, в следующей последовательности: электродами марки ОЗЧ-3 или МНЧ-2 выполняется первый и последний слои, промежуточные слои выполняются спецэлектродами марок ОЗЖН-1 или ОЗЖН-2. Сварку выполняют в нижнем и вертикальном положениях шва постоянным током обратной полярности.
Электроды по чугуну ОЗЧ-4 предназначены для холодной сварки и наплавки деталей из серого и высокопрочного чугуна. Применяют для сварки и наплавки последних слоев поверхностей, когда к наплавленному слою предъявляются повышенные требования к износостойкости в условиях трения металла о металл, достаточной сопротивляемости ударам, высокой технологичности при обработке резанием. Сварку производят в нижнем и вертикальном положениях шва постоянным током обратной полярности.
Вопрос: Какими электродами для сварки чугуна можно заварить лопнувшую чугунную станину станка и другое подобное оборудование?
Ответ: Прежде всего, надо определить, в каких условиях это оборудование будет работать в дальнейшем. При значительных вибрационных и силовых нагрузках на станину сварку производят электродами по чугуну ЦЧ-4 с предварительным подогревом изделия до 600-650°С. кромки в месте излома или трещины следует разделать клейсместером или каким-либо другим инструментом. Разделка может быть односторонней при небольшой толщине изделия и двусторонней Х-образной при большой толщине. Сварку спецэлектродами производят, не давая изделию остыть до полной заварки излома или трещины. Охлаждение надо обеспечить медленное, желательно вместе с печью, в которой подогревалась деталь, если позволяют ее размеры, или укутав изделие теплоизоляционными материалами.
При незначительных нагрузках на станину можно применить электроды по чугуну марок МНЧ-2 или ОЗЧ-3. Сварку в этом случае производят "по-холодному", по разделанным и тщательно зачищенным кромкам небольшими валиками длиной 20-30 мм с охлаждением на воздухе каждого валика до температуры не выше 60°С и проковкой наложенного валика легкими ударами молотка.
Вопрос: Какими электродами можно произвести сварку чугунных водопроводных труб и заварить сколы и трещины радиаторов отопления?
Ответ: Следует отметить, что очень плохо сваривается чугун, долгое время находившийся под воздействием водяного пара или высоких температур. Для ремонта приходится принимать специальные меры. Иногда сварка вообще невозможна из-за сильного окисления внутренних поверхностей труб и радиаторов.
Новые и мало работавшие чугунные водопроводные трубы можно сваривать сварочными электродами МНЧ-2. Перед сваркой проводят обработку кромок труб (кос кромок под угол не менее 30°) резцом, фрезой или абразивным инструментом. Сварка должна выполняться при положительной температуре окружающего воздуха. При толщине стенки трубы до 5 мм выполняют сварку за один проход, небольшими валиками длиной 20-30 мм с охлаждением на воздухе каждого валика до температуры не выше 60°С. валики располагают по трубе диаметрально противоположно. Многослойную сварку труб с толщиной стенки более 5 мм выполняют небольшими валиками с охлаждением на воздухе каждого валика.
Трещины и сколы на новых радиаторах отопления сваривают электродами по чугуну марки ОЗЧ-6. Место сварки зачищают от краски и ржавчины до чистого металла. Сварку производят короткими валиками длиной 30-50 мм в нижнем положении с охлаждением каждого валика на воздухе до температуры не выше 100°С и проковкой наложенного валика легкими ударами молотка.
Вопрос: Чем и как заварить трещину в чугунном корпусе редуктора?
Ответ: Корпуса редукторов изготавливаются из серого литьевого чугуна, и из-за особенностей структуры такого чугуна корпус долгое время работающего редуктора начинает "слезиться", т.е. структура чугуна пропитывается маслом, которым редуктор заполняется.
Трещину или скол в новом или мало работавшем редукторе можно заварить электродами для сварки чугуна ОЗЧ-6 или электроды по чугуну ОЗЧ-2. Перед сваркой кромки трещины или скола обрабатывают режущим или абразивным инструментом до чистого металла на всю длину трещины. Сварку электродом производят в нижнем положении на постоянном токе обратной полярности короткими валиками длиной не более 30-50 мм с50°С и проковкой каждого валика легкими ударами молотка. Диаметр электродов подбирают так, чтобы закончить сварку трещины за один проход.
Вопрос: Треснул выпускной чугунных коллектор автомобиля. Возможна ли заварка трещины?
Ответ: Выпускной коллектор автомобиля работает в условиях высоких температур и сильного загрязнения внутренней поверхности выхлопными газами. Через несколько лет эксплуатации автомобиля структура чугуна, из которого сделан коллектор, насыщается выхлопными газами, иногда до такой степени, что сварка становится невозможной.
В случае недолгой эксплуатации сварку можно производить электродами марки ОЗЛ-25Б. Перед сваркой тщательно осматривают поверхность коллектора, т.к. чаще всего растрескивание происходит сразу в нескольких местах. Затем зачищают поверхность вокруг выявленных трещин от нагара и грязи и проводят разделку кромок трещин фрезой или абразивным инструментом. Сварку производят на постоянном токе обратной полярности короткими валиками длиной 20-30 мм с проковкой каждого валика легкими ударами молотка и охлаждением наложенного валика до комнатной температуры. Важно не перегреть сварной шов, т.к. перегрев вызывает немедленное растрескивание в околошовной зоне. Сварку выполняют за один проход.
Вопрос: Чем и как сварить чугун со сталью?
Ответ: Мы рекомендуем для сварки чугуна со сталью использовать электроды для сварки чугуна ЦЧ-4. Сварку производят -по очищенным от загрязнений кромкам на постоянном токе обратной полярности. Если сварочный трансформатор имеет напряжение холостого хода не более 70 В, возможна сварка переменным током. Если нет возможности провести подогрев свариваемых деталей до температуры 600-650°С перед сваркой и выполнить медленное охлаждение их после сварки, сварку ведут на холодном металле короткими валиками длиной 25-35 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С. Эти марки для чугуна целесообразно применять и когда после сварки шов не подвергают обработке резанием.
Для загрязненного чугуна и для получения обрабатываемого резанием шва применяют электроды по чугуну ОЗЛ-25Б. Сварку производят на постоянном токе обратной полярности во всех пространственных положениях короткими валиками длиной 20-30 мм с охлаждением каждого валика до температуры ниже 60°С на воздухе.
Вопрос: Каким образом можно восстановить изношенную поверхность детали из ковкого чугуна?
Ответ: В таких случаях целесообразно применение сварочных электродов для сварки чугуна марок ЦЧ-4 и ОЗЧ-4. Первые один-два слоя выполняют спецэлектродами ЦЧ-4, а последний -электродами ОЗЧ-4. Сварку электродами ЦЧ-4 производят валиками длиной до 100 мм с поваликовым охлаждением на воздухе до температуры не выше 60°С на постоянном токе обратной полярности. Электродами ОЗЧ-4 при наложении последнего слоя валики не должны быть длиннее 50 мм, охлаждение каждого валика на воздухе до температуры 50°С.
Все рассмотренные примеры сварки чугуна покрытыми электродами по чугуну позволяют производить мелкий и крупный ремонт оборудования по холодному металлу. Применение таких электродов для сварки чугуна обеспечивает достижение приемлемых компромиссных решений между технико-экономическими возможностями производства и требованиями, предъявляемыми к качеству восстановления
Вопрос: Умельцы сваривают чугун электродами, предназначенными для сварки сталей. Зачем использовать дорогостоящие марки для сварки чугуна?
Сварка чугуна марками для сталей – взамен электродов по чугуну наиболее доступный способ сварки. Однако в большинстве случаев он дает очень низкое качество сварного соединения и, как правило, сиюминутную выгоду. Почему столь доступный метод не приветствуется специалистами, очевидно из приведенных ниже фактов.
При сварке стальными электродами вследствие проплавленного чугуна содержание углерода в металле шва очень велико (1,1-1,8%). Это способствует образованию в шве трещин. Быстрое охлаждение, имеющее место при холодной сварке, приводит к значительному повышению твердости наплавленного металла и металла зоны термического влияния, где чугун приобретает структуру белого чугуна, характеризующегося высокой твердостью и хрупкостью. Места сварки, выполненные стальными марками вместо электродов по чугуну, не поддаются обработке режущим инструментом. В металле шва зачастую появляются поры из-за повышенного содержания газов в чугуне. Образование трещин и пор значительно снижает прочность и плотность сварного соединения.
Для улучшения качества сварного соединения чугуна применяют электроды малого диаметра и пониженную силу тока, чтобы уменьшить тепловое воздействие дуги на чугун. Сварку чугуна ведут короткими участками, вразброс, стараясь как можно меньше проплавлять чугун. С целью усиления связи наплавленного металла с чугуном при сварке деталей, требующих достаточной прочности сварных соединений, применяют стальные шпильки (ввертыши). Шпильки ввертывают в тело свариваемой чугунной детали. Выступающую часть шпилек обваривают по периметру, а затем сваривают со всей массой наплавленного металла.
В отличие от сварки электродами по чугуну прочность металла, наплавленного стальными марками, примерно в два раза выше прочности чугуна. Поэтому толщина наплавленного металла должна составлять примерно 50% от толщины стенки детали в месте сварки. Излишнее количество наплавленного металла нежелательно, так как при этом увеличиваются усадочные напряжения и появляется опасность образования трещин.
Наилучшие результаты сварки чугуна получают при использовании марки УОНИ-13/55, вместо электродов для сварки чугуна. Но чрезмерный нагрев детали при сварке приводит к образованию трещин в зоне термического влияния. Поэтому при сварке не следует допускать нагрев свариваемой детали выше 40-500С на расстоянии 100 мм от шва.
Процесс сварки чугуна начинается с обварки шпилек кольцевыми швами. Обварка должна вестись вразброс с целью избежания сильного местного перегрева детали. После обварки всех шпилек накладывают кольцевые швы, пока вся поверхность завариваемого участка не будет покрыта слоем наплавленного металла. Крайние ряды шпилек обваривают лишь после того, как весь участок будет полностью заварен. Для обварки шпилек и нанесения облицовочного слоя следует применять электроды малого диаметра (2-2,5 мм), для окончательной заварки трещины можно использовать диаметр от 3 до 4 мм.
Если оценить необходимые трудозатраты по подготовке к сварке и низкую вероятность получения качественного соединения, станет очевидным тот факт, что следует выбирать более дорогие, но более эффективные сварочные электроды по чугуну, например, ОЗЧ-4, МНЧ-2, электроды для сварки чугуна ОЗЖН-1.
Вопрос: Объясните, пожалуйста, сущность проковки чугунного металла шва. Каковы возможность и полезность этого технологического приема?
Сварочные напряжения, возникающие в чугунной конструкции в результате нагрева, могут быть сняты почти полностью, если в шве и зоне термического влияния создать дополнительные пластические деформации. Этого можно достичь проковкой швов. Проковку проводят в процессе остывания металла при температурах 4500С и выше, либо 1500С и ниже. В интервале температур 400-2000С в связи с пониженной пластичностью чугуна при его поковке возможно образование надрывов. Специальный нагрев сварного соединения чугуна для выполнения проковки, как правило, не требуется. Удары наносят вручную молотком массой 0,6-1,2 кг с закругленным бойком или пневматическим молотком с небольшим усилием до изменения рисунка шва. При многослойной сварке чугуна проковывают каждый слой, за исключением первого, в котором от удара могут возникнуть трещины, и облицовочного. Этот прием весьма эффективен для снятия напряжений при заварке трещин и замыкающих швов в жестких контурах деталей и узлов из конструкционных сталей и чугуна.
Проковка сварного соединения способствует также повышению усталостной прочности конструкции.
saturn-sv.ru