Технология электродуговой сварки металлов. Проведение работ с электродуговой сваркой
Техника безопасности при электродуговой сварке
Техника безопасности при работе с электродуговой сваркой
24 сентября 2011
Из всех видов сварок, электродуговая является пожалуй самой опасной и способна приченить существенный вред вашему здоровью в отличие от других видов сварок. Прежде всего самая основная опасность, это слишком яркий свет, выделяемый в процессе сварки. Такой свет способен нанести ожог вашим глазам. Кроме того в спектр такого света, входят ультрофиолетовые лучи, которые способны приченить вред не только вашим глазам, но и вашей коже, поэтому при работе с электродуговой сваркой кроме защитной маски с затемненным стеклом, вам так же стоит использовать и защитный костюм и перчатки, которые будут закрывать ваши руки от вредоносного ультрафиолетового излучения.
- Кроме яркого света, на протяжение всего процесса сварки образутся достаточно интенсивный выброс раскаленных окалин металла. Во избежание получения ожогов от них, всегда одевайтесь в плотные брюки и закрытые ботинки. То же самое касается и при осуществление сварочных работ над головой, ваши рукава должны быть плотно закрыты, а на руках должны быть перчатки.
- Если у вас нет специальной защитной одежды, то старайтесь при сварке одеваться в одежу из хлопчатобумажных тканей, так как она более стойка к возгоранию в отличие хотя бы от того же нейлона.
- Осуществляйте сварочные работы только в хорошо проветриваемом помещение или на улице, так как в процессе сварки, а точнее в процессе сгорания примесей металла, образуются различные ядовитые газы, надышавшись которыми можно получить отравление или ожоги дыхательных органов.
- Всегда держите рядом с местом сварочных работ, воду, чтобы в случае чего тушить возникающие очаги возгорания из-за раскаленных окалин, особенно если вы проводите сварку внутри помещения. И уж тем более рядом со сварочными работами не должно находится огне- и взрыво-опасных веществ, таких как бензин и другие горюче-смазочные вещества.
- Недопускайте контакта токоведущих частей сварочного оборудования с водой, это может привести к поражению электрическим током.
- После сварки металла, на поверхности шва остается шлак, который необходимо сбивать молотком. Такой шлак легкий и при ударах молотком сильно разлетается по сторонам и может попасть в глаза, чтобы предотвратить подобное всегда используйте защитные очки или прозрачную маску.
Всегда соблюдайте правила техники безопасности при работе с электродуговой сваркой, так как данный тип сварки, применяемый в домашних условиях в быту, является наиболее травмоопасным.
remont-vaz2106.ru
Техника безопасности при сварке
Основное требование техники безопасности – это оберегать человека от получения травм на производстве. А так как сварочные работы связаны с использованием различных видов энергии, то соответственно техника безопасности при сварке должна быть направлена именно на сохранение здоровья сварщика, который имеет дело с той или другой энергией. А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.
Техника безопасности при газовой сварке
Какие негативные факторы могут повлиять на здоровье сварщика, работающего газосваркой.
- Это сам газ, который является взрывоопасной средой.
- Отработанные после сварки или резки газы, в состав которых входят токсины, угарные составляющие и неядовитая пыль.
- При плазменных процессах выделяется не только высокочастотные звуковые волны, но и ультразвуковые колебания. В этих же процессах выделяется озон и окислы азота.
- Пламя резака – это источник видимых и невидимых инфракрасных лучей, которые негативно сказываются на роговице и хрусталике глаза. Сюда же можно добавить искры расплавленного металла, которые разлетаются во все стороны.
Итак, что требует техника безопасности при проведении сварочных работ газом. Если прямо по пунктам, то в первую очередь необходимо следить за исправностью оборудования. Оно должно быть герметичным и не пропускать газ. А значит, необходимо следить за целостностью шлангов, баллонов и узлов горелки. Все стыки между элементами должны быть надежно закреплены и проверятся пред каждым началом сварочных работ на предмет пропускания газа.
По второму пункту техника безопасности требует наличия хорошо работающей вентиляции. Ее параметры необходимо подсчитать по нормативам, в основе которого лежит воздухообмен сварочного цеха. Этот показатель равен 40 м³/ч из расчета на один кубический метр пространства помещения. Вытяжки вентиляционной системы устанавливаются таким образом, чтобы вывод газовых отходов газосварки происходил прямо с места проведения работ (над столом) и равномерно со всего пространства рабочего помещения (обычно устанавливаются под потолком по всему периметру цеха).
По третьей позиции. Здесь все просто, надо надеть наушники. По четвертой позиции – надевается маска сварщика или защитные очки. Конечно, правила безопасности оговаривают защиту всего тела человека, поэтому специальная рабочая одежда, обувь и защитные перчатки являются неотъемлемой частью экипировки газосварщика.
Это основные требования техники безопасности при проведении сварочных работ газом. Но представьте, что сами работы могут проводиться в разных условиях, где некоторые вышеизложенные позиции соблюсти сложно или невозможно. Поэтому в технике безопасности есть правила, которые учитывают нюансы проводимых сварочных работ.
- Если газосварка проводится внутри резервуара, а там вентиляция отсутствует полностью, то работы проводятся с короткими промежутками времени с длительными перерывами. При этом сварщика должен подстраховывать помощник, который располагается снаружи емкости. Внутри резервуара темно, освещение обеспечивается сетью с напряжением 12 вольт. Если работа требует быстрого ее выполнения, то в резервуар устанавливаются металлические или гибкие воздуховоды с отсасывающими вентиляторами на конце. Эти устройства и будут выполнять функции вентиляции.
Внимание! Если внутри резервуара кислорода меньше 19%, то работать внутри него запрещается.
- Нельзя проводить работы около материалов, которые быстро воспламеняются. К примеру, бензин, солярка, древесная стружка и так далее.
- Если в цеху размещено более 10 сварочных постов, то до каждого рабочего места газ доводится через металлический трубопровод. Он поступает от единого большого газового баллона, который обычно устанавливается за пределами цеха.
- Пожарная безопасность при проведении сварочных работ требует соблюдения определенного расстояния от места сварки до места расположения всего оборудования (баллоны, ацетиленовый генератор). Оно не должно быть меньше 10 м. Кстати, генератор нельзя использовать при температуре ниже +5С, потому что внутри него заливается вода, которая при минусовой температуре просто замерзнет. А значит, аппарат работать не будет.
- Очень важно не допустить попадания масла на кислородный баллон и редуктор. Масло и кислород – смесь взрывоопасная.
- Горелкой надо работать так, чтобы ее пламя было всегда направлено в обратную сторону от места установки сварочного оборудования.
Правила техники безопасности при плазменно- и воздушно-дуговой резке точно такие же.
Техника безопасности при электродуговой сварке
Основным источником опасности при производстве сварочных работ трансформаторами или инверторами является электрический ток. К примеру, человек без вреда своему здоровью может выдержать напряжение в 12 вольт. Любой вид электросварочного оборудования при холостом ходе имеет напряжения 45-80 вольт. Напряжение постоянного тока: 55-75 вольт, переменного 180 В и больше. То есть, соприкосновение со сварочным оборудованием обязательно повлечет неприятные последствия, как минимум удар тока оставит ожог на коже.
Поэтому техника безопасности при дуговой сварке – это комплекс правил, которые максимально ограничивают контакт электрогазосварщика с токонесущими частями сварочного оборудования (клеммами, оголенными проводами, металлическими вставками). Какие меры безопасности при проведении сварочных работ необходимо неукоснительно придерживаться.
- Первое касается обустройства самого оборудования. В питающую электрическую сеть, к которой подключается сварочный аппарат, обязательно устанавливается автоматический выключатель. Он за 0,5 секунд среагирует на появление в сети тока высокого значения, образующийся при коротком замыкании. То есть, автомат отключит сварочный агрегат до того, как ток ударит работающего электросварщика. Это самая действенная защита.
- Провода, соединяющие все части оборудования, являются местом опасности, поэтому они выпускаются с надежной изоляцией. Но со временем все истирается и лопается, поэтому перед началом работ нужно убедиться в целостности изоляции.
- Как и любой вид технологического оборудования, сварочные аппараты со временем выходят из строя. В основном нарушается изоляция в витках трансформаторов, что приводит к пробивке, то есть, проходящий по трансформатору ток может попадать на металлические части корпуса сварочного аппарата. Чтобы электрогазосварщика при соприкосновении с корпусом не ударило током, оборудование заземляют.
- К электробезопасности сварщика необходимо отнести ряд мероприятий, с помощью которых ограничивается его соприкосновение с металлическими поверхностями оборудования и инструментами. Держак должен быть надежно заизолирован. Под ноги укладывается резиновый коврик или на ноги надевается спецобувь с резиновой подошвой. Каждый сварочный пост ограничивается негорючими материалами (листовым железом, асбестовыми панелями и так далее).
- Если сварщик работает в стационарном сварочном посту, то помещение обязательно окрашивают светлыми тонами, чтобы ослабить контрастность яркости электрической дуги. При этом краска используется только матовая, именно она не отбрасывает бликов от зоны сварки, что не мешает работе электрогазосварщика.
- Ультрафиолетовое и инфракрасное излучение, исходящее от зоны сварки, это негативное воздействие на глаза. Поэтому работать сварщик должен только в защитной маске.
Электробезопасность при сварочных работах – это не только защита человека, это защитные мероприятия, которые связаны с противопожарными мерами. Здесь, как и в случае с газосваркой, варить металлы рядом с легковоспламеняющимися материалами строго запрещено. Безопасное расстояние – не меньше 10 м.
Выполняя условия техники безопасности при ручной дуговой сварке, необходимо понимать, что в основе всего лежит качественное техническое состояние оборудования. Поэтому следить за ним нужно обязательно. Нельзя допускать, чтобы токопроводящие элементы были оголены.
Деятельность сварщика ограничивается условиями, в которых производится сварка. Повышенная влажность, близость взрывоопасных материалов, ограниченность пространства и так далее должны стать причинами, при которых сварочный процесс не должен производиться. Вот почему техника безопасности при работе со сварочным аппаратом – это жесткие требования, которые сохранят здоровье, а в некоторых случаях, и жизнь сварщика.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Техника безопасности при дуговой сварке
Проведение сварочных работ чаще всего сопряжено с высоким уровнем опасности для человека. Чтобы избежать неприятных последствий и сохранить свое собственное здоровье и даже жизнь, необходимо соблюдать правила техники безопасности сварочных работ.
Работа сварщика связано с риском получения различных травм: механические повреждения, ожоги тепловые и лучевые, отравления парами металлов и газами. Наиболее часто встречаются среди сварщиков именно ожоги. О том, как предотвратить получение травмы и как оказывать первую медицинскую помощь при ожогах, читайте дальше.
Изучение азов сварочного дела начинается со знакомства с требованиями правил электрической безопасности для сварщика. Полученные знания следует не только запомнить, но и применять их в повседневной работе. Согласно статистике большинство травм получают новички, а также достаточно опытные сварщики, пренебрежительно отнесшиеся к требованиям безопасности.
stalevarim.ru
Основные правила техники безопасности при проведении сварочных работ
При сварочных работах металл разогревается до тысячи и более градусов, в процессах задействован электрический ток большой силы, и зачастую горючие газы. Все это заставляет сварщика быть осторожным, использовать защитную одежду и маску. Специально разработанная техника безопасности при сварке помогает предотвратить развитие профзаболеваний, свести к минимуму несчастные случаи и уцелеть при авариях электрооборудования. Соблюдение требований техники безопасности при сварочных работах на производстве является обязательным условием.
Средства защиты
Согласно правилам техники безопасности, сварщик во время электросварки должен быть в специальной одежде. Защитную одежду ему выдает предприятие. Закупается она в специализированных магазинах и должна соответствовать целому ряду требований. Одежда сварщика выполняется из негорючих, натуральных материалов. Синтетические ткани не могут использоваться. Наиболее распространены костюмы из брезента, спилка или замши. При варочных работах в суровых зимних условиях можно надевать суконную одежду.
Для защиты рук сварщик снабжается защитными перчатками или варежками. Наиболее надежную защиту дают рабочие перчатки из спилка или замши. Брезент быстро прогорает, и такие перчатки нередко не выдерживают и одну смену.
Обувь выполняется из различных материалов. Наиболее распространены кирзовые ботинки и сапоги. Подошва может быть резиновой или из других более современных материалов. При выборе обуви для сварочных работ предпочтение опытные сварщики отдают подошве без сапожных гвоздей. В противном случае даже при минимальной влажности сварщик будет испытывать дискомфорт, особенно специалист с пониженным уровнем сопротивления тела.
Защита лица и органов зрения производится с помощью сварочной маски или щитка. Многие умельцы пытаются сделать их самостоятельно. Но даже незначительная щель в конструкции может нанести большой вред глазам и коже. Поэтому лучше приобрести промышленную простую маску за очень малые деньги, чем всю ночь ходить по квартире, как крот и закапывать глаза новокаином или альбуцидом.
К сварочной маске инспекция по охране труда и правила техники безопасности предъявляют повышенные требования.
Согласно нормам ГОСТа 9497-60 светофильтр должен обеспечивать не только задержание вредного светового излучения, но и возможность нормального контроля над сварочной ванной и положением электрода. Смотровое окошко должно выполняться нормального размера и обеспечивать обзор для сварщика.
Работа с электрооборудованием
Электробезопасность при сварочных работах предписывает использование только исправного и заземленного оборудования. При таком условии поражение человека электротоком полностью исключено. Техника безопасности требует, чтобы осветительные приборы питались от 12 В, но на практике это редко выполняется. Рабочие полностью зависят от собственников производства и выполняют их приказы, а не правила техники безопасности.
Несмотря на это, знать основные требования, обеспечивающие личную безопасность, полезно в любой ситуации. Все оборудование должно работать на холостом ходе с напряжением не более 90 В. Смертельное напряжение немного выше – 110 В. Сила тока, величиной более 5 сотых Ампера, может стать причиной электротравмы и летального исхода.
Защитить от поражения током может применение следующих правил техники безопасности:
- все электроприборы должны иметь надежное и качественное заземление и зануление. Их выполняют из медного проводника с достаточным сечением;
- техника безопасности предписывает подключать сварочное оборудование через электрощиток к отдельному защитному автомату и прибору УЗО;
- длина проводов для подключения сварочного оборудования не должна превышать 10 м. При потребности срастить провод в месте обрыва, соединение требуется проводить с помощью специальной соединительной муфты. Провода лучше провешивать на высоте более 2,5 м, а опускать их потребителям требуется по заземленной стальной трубе. Все места прохождения проводки должны оборудоваться специальными резиновыми муфтами.
- при сварочных работах на улице или в полевых условиях техника безопасности рекомендует устанавливать сварочный аппарат под навесами или в крытых павильонах. Работы прекращаются при сильном дожде или снегопаде;
- все кабели и провода должны иметь исправную изоляцию. При значительных повреждениях и скрутках инструкция требует заменить сварочный кабель.
Своевременно принимая меры безопасности при выполнении электросварочных работ, можно полностью обезопасить себя и окружающих от удара током.
Основные правила поведения
При электросварке возникает сильное тепловое и световое излучение, поэтому правила безопасности предназначены для защиты не только сварщика, но и любого человека, который может оказаться в радиусе действия электрической вспышки.
Сварочные работы следует проводить на специально оборудованных постах, оснащенных ширмами для защиты окружающих от вредного воздействия на глаза. Высота ширм не менее 1800 мм. При нахождении в закрытом помещении сварочные работы следует начинать после предварительного проветривания с включенной приточной вентиляции.
По технике безопасности при электродуговой сварке в закрытых емкостях или в помещениях с сырыми условиями, работать можно с использованием резиновой одежды и коврика. Для защиты при работе в сидячем или лежачем положении требуется подкладывать войлочную подстилку.
Следует проводить постоянный контроль над целостностью провода заземления и сварочных кабелей. Для сварочных работ надо применять надежный и качественный инструмент и держатель электродов.
Проводя сварочные работы по ремонту машины, предварительно следует отключить массу на аккумуляторе и обеспечить соблюдение противопожарных мер. Осуществляя сварку вблизи топливного бака, согласно технике безопасности требуется провести его демонтаж.
Осуществляя сварочные работы на высоте, сварщик обязан пройти инструктаж по технике безопасности и получить наряд-допуск. Без этих мер работу начинать запрещено. Техника безопасности требует, чтобы сварщик был надежно застрахован, а весь инструмент закреплен. Страховку осуществляет помощник.
Переставлять электрооборудование следует только после выключения из сети. Если надо отлучиться на некоторое время с места работы, то аппарат отключают, а держатель помещают на диэлектрическую основу.
Важные запреты
Правила техники безопасности при ручной дуговой сварке запрещают продолжать работу со сломанным защитным шлемом и при небольших щелях в маске или трещинах на стекле.
Нельзя производить сварку с выключенной или неисправной системой вытяжки, а также продолжать сварку на открытом месте при дожде и снеге.
При сварке и резке нельзя работать с незакрепленной деталью, особенно находящейся навесу и удерживаемой рукой. По технике безопасности запрещено варить в местах, где находятся горючие жидкости или газы. Нельзя варить трубопроводы под давлением и применять для проведения заземления толстые стальные детали.
Запрещено долгое время удерживать замкнутый электрод или держатель на металле. Как минимум это приведет к поломке балластника, регулирующего сварочный ток.
Газосварка и резка
Техника безопасности предписывает выполнение целого ряда требований при выполнении газовой сварки или резки металлов. При перевозке на вентили баллонов надевают защитные колпаки, а сами баллоны надежно закрепляют в кузове. Кислородные и баллоны с горючим газом хранят и перевозят только в вертикальном положении в специальных отсеках, оборудованных гнездами. Отработанные емкости следует хранить до заправки отдельно от заправленных. При возникновении обратного удара (это выражается в частых хлопках), сначала перекрывается ацетилен, затем кислород.
Особенно опасна работа с использованием газовых генераторов. Обращение с газосварочным оборудованием требует соблюдения пожарной безопасности при сварочных работах. По правилам техники безопасности их запрещено устанавливать рядом с кислородными баллонами, в подвальных помещениях и на лестницах.
Запрещается производить работы с подключением к аппарату или баллону нескольких горелок или резаков. Запрещается самовольное отключение системы автоматики, работа в промасленной спецовке или перчатках, на которых пятна масла.
При работе с ацетиленовыми генераторами следует контролировать уровень воды в затворе. Контроль проводят не реже 2-х раз за смену и при каждом обратном ударе. Запрещено разводить открытый огонь вблизи баллонов и генератора, курить и палить спички. Производить эти действия можно не ближе 10 метров.
При замерзании газосварочного оборудования нельзя отогревать его с помощью факела и другого открытого огня. Следует проводить оттаивание с помощью крутого кипятка. Не допускается пользоваться газовыми редукторами со снятыми манометрами, неисправным манометром, баллонами с истекшим сроком службы.
При несоблюдении правил техники безопасности сварщик может подвергнуться воздействию электротока и даже смерти при взрыве баллонов. Не лучшим исходом будут профессиональные болезни. При отсутствии надежной вентиляции возможно развитие бронхиальной астмы, пылевого бронхита. Несоблюдение правил ношения спецодежды приведут к профессиональной экземе, металлизации кожи.
При выполнении всех требований техники безопасности риск получения электротравм и степень опасностей при работе с электросварочным и газогенераторным оборудованием снизится практически до нуля.
Похожие статьи
svaring.com
www.samsvar.ru
Электродуговая сварка. Области применения электродуговой сварки.
Вторник, 4 Август, 2015
 Электродуговая сварка представляет собой наиболее распространенную разновидность сварочной технологии, которая считается универсальной и широко используется в металлообработке в совокупности с штамповкой, литьем и прокатом заготовочных частей металлоизделия. Суть методики электродуговой сварки заключается в том, что с помощью электрода, полностью обработанного силикатной горячей обсыпкой, осуществляется соединение металлических частей изделия. Обсыпка в процессе сварки расплавляет электрод и прочно соединяет между собой металлические элементы.
Электродуговая сварка представляет собой наиболее распространенную разновидность сварочной технологии, которая считается универсальной и широко используется в металлообработке в совокупности с штамповкой, литьем и прокатом заготовочных частей металлоизделия. Суть методики электродуговой сварки заключается в том, что с помощью электрода, полностью обработанного силикатной горячей обсыпкой, осуществляется соединение металлических частей изделия. Обсыпка в процессе сварки расплавляет электрод и прочно соединяет между собой металлические элементы.
В технологической номенклатуре методику электродуговой сварки обозначают с помощью следующих общепринятых аббревиатур:
- РДС: ручная сварочная дуговая технология. Аббревиатура РДС используется в отечественной номенклатуре.
- MMA: ручная металлическая технология сварки с помощью электрической дуги. Аббревиатура ММА применяется в иностранной документации.
- SMAW: дуговая сварочная технология в протекторной сфере (например, во флюсовой среде для обеспечения защиты металлических поверхностей от негативного воздействия воздуха). Аббревиатура SMAW используется в зарубежной и отечественной технической документации.
Области применения электродуговой сварки предусматривают:
- Соединение деталей плоских каркасов и сеток из арматуры для создания блоков пространственного типа.
- Соединения блоков непосредственно при монтаже для создания блоковых изделий.
- Создание прочных каркасов и сеток из отдельных, предварительно подготовленных стержней из арматуры.
- Соединение закладных элементов и стержней из арматуры в процессе установки сборных конструкций из железобетона.
- Подготовка арматуры в профильных организациях при отсутствии стыковочной контактной аппаратуры и устройств.
- Соединение стержней с диаметром более десяти миллиметров. Для создания стержневых каркасов с диаметром заготовок до восьми миллиметров технология электродуговой сварки не используется из-за риска пережигания стержней и повышенной сложности технологии.
К областям применения электродуговой сварки относятся и стройплощадки, на которых подобная методика совместно с контактной сварочной технологией, используется для соединения стержней из арматуры.
В процессе использования электродуговой сварочной технологии сварщикам необходимо придерживаться следующих правил безопасности:
- Использовать затемняющие щиты поляризационного типа, защищающие веки, лицо и глаза от возникновения ожогов при дуговых сварочных вспышках.
- Осуществлять работы в специальных перчатках из плотной резины на диэлектрическом слое, которые предотвращают прохождение заряда через тело сварщика и замыкание типа «поверхность сварки-баласник».
- Соблюдать осторожность при оплавлении и нагревании сварочных поверхностей.
- Не допускать попадания на электрические провода и кабели снега или воды, во избежание возникновения короткого замыкания.
Электродуговая сварка, как и другие сварочные методики, обладает рядом достоинств и недостатков. К плюсам подобной сварочной технологии можно отнести:
- Возможность проведения сварочных работ в различных пространственных положениях, в зависимости от навыков работника.
- Возможность соединения любых разновидностей стали.
- Быстрое переключение с одного металла на другой в процессе сварки с целью образования электродами наплавок и стяжек.
- Простота в обслуживании и использовании, высокие показатели эффективности.
К недостаткам методики относятся:
- Прямая зависимость конечного результата от навыков сварщика.
- Электромагнитное излучение сварщика в процессе работы.
- Низкие показатели коэффициента полезного действия в сравнении с автоматизированной сварочной методикой.
Дуговая сварка в зависимости от положения может быть следующих основных видов:
- Ручная верхняя: выполняется краткими прихватами-швами, после чего швы дополнительно полностью проваривают короткими промежутками по три-четыре сантиметра. Этот вид сварки считается достаточно опасным, так как в процессе работы сварочная емкость может опрокинуться и тяжело травмировать работника, вплоть до инвалидности и летального исхода.
- Нижняя: основные минусы проведения работ в нижнем положении — формирование прожогов и непроваров, которых можно избежать, установив сварочные детали на сменных подставках из стали.
mk-madis.ru
Технология электродуговой сварки металлов
Воздействие электрической дуги на структуру материала – один из старейших способов получения прочного соединения между металлическими заготовками. Первые технологические подходы к данному способу сварки имели массу недостатков, связанных с пористостью шва и образованием трещин в рабочей зоне. К сегодняшнему дню производители оборудования и вспомогательных устройств существенно оптимизировали методику проведения электродуговой сварки, расширив и область ее использования.
Общие сведения о технологии
Метод носит обозначение ММА (Manual Metal Arc), что можно расшифровать как ручную сварку штучными электродами. Рабочий процесс базируется на управлении электрическим током, подаваемым к целевой зоне специальным источником, подключаемым к сети. К свариваемым деталям ток подводится двумя кабелями разной полярности. Собственно, замыкание электрической цепи и провоцирует образование дуги, тепловое воздействие которой плавит металл и формирует сварочную ванну.
После завершения тепловой атаки рабочая зона остывает, а ее структура кристаллизуется. Важной составляющей технологии электродуговой сварки является электрод. Как правило, это стальной стержень, обеспеченный обмазкой с определенным химическим составом. По мере воздействия электродуги структура прутка тоже плавится и каплями поступает в рабочую зону, образуя с заготовкой единый по структуре материал.

Поджиг дуги как первый рабочий этап
Как уже говорилось, инициация теплового воздействия происходит в результате замыкании электрической цепи. Сама дуга в зависимости от применяемого источника тока может характеризоваться пологопадающими, крутопадающими или жесткими вольтамперными свойствами. Она возникает в результате подачи тока к электроду и поверхности рабочей заготовки. Ток пропускается через оба объекта, после чего между ними и образуется электрическая дуга.
Само возбуждение процесса происходит разными способами. В одном случае электродуговая сварка инициируется путем кратковременного касания прутком рабочей детали с быстрым отрывом. А в другом – выполняются чиркающие касания с такими же отрывами на определенные расстояния. При этом стабильность сварки будет зависеть именно от выдержки приемлемой дистанции между электродом и заготовкой. Если превысить это расстояние, то горение дуги прекратится. И напротив, слишком близкое расположение стержня к свариваемой детали может вызвать слипание материалов. Выбор оптимального отступа зависит от степени эластичности самой дуги, которая в том числе определяется вольтамперными настройками оборудования. Опытные мастера могут корректировать дистанцию в рамках допустимого диапазона, влияя таким образом и на эффективность расплава, и на провар металла.
Процесс сварки

В работе участвует уже упомянутый источник тока, виды которого будут рассмотрены отдельно, и два кабеля с разной полярностью. Один кабель оканчивается электродным держателем, а другой – зажимом клеммы, которая фиксируется на заготовке. В результате теплового воздействия инициированной дуги происходит плавление металла в сварочной ванне. По мере течения этого процесса выполняется и перенос капель плавящегося электрода – мелкокапельный и крупнокапельный. Здесь надо подчеркнуть значимость покрытия прутка. Химический состав обмазки определяется не столько требованиями к взаимодействию с электрической дугой, сколько влиянием на структуру шва, которая примет в себя компоненты покрытия через плавящиеся капли.
В процессе электродуговой сварки также происходит сгорание внешнего слоя электрода, в результате чего образуются газообразные защитные соединения. Формирование облака, которое не допускает вредного воздействия от окружающей среды, является принципиальным отличием современного подхода к сварке ММА. После прекращения подачи электрической дуги начинается процесс затвердевания и кристаллизации образованного соединения.
Типы получаемых швов
Существует несколько классификаций швов, которые можно получить в процессе данной сварки. Например, по положению выделяют потолочные, вертикальные и горизонтальные соединения. В свою очередь, вертикальные швы различаются в зависимости от направления – на спуск и подъем. Горизонтальные стыки, пожалуй, наиболее сложные, так как из сварочной зоны металл будет попадать на нижние кромки заготовки. По этой же причине верхняя кромка может получить подрез.
По протяженности различают прерывистые и непрерывные соединения. Первые довольно часто используются по той причине, что позволяют сэкономить ресурсы и время. Сплошные швы электродуговой сварки применяют в тех случаях, когда нужно обеспечить высокую степень надежности при сопряжении двух ответственных конструкций. Прерывистое соединение менее прочное, но в определенных условиях оно себя оправдывает.
Есть и классификация по выпуклости. Этот параметр зависит от объема наплавленного металла. Различают выпуклые, нормальные и вогнутые швы. При этом не стоит рассчитывать, что наличие большого количества наплава как такового обеспечивает прочность и долговечность соединения. Под действием высоких нагрузок и вибраций такой шов проигрывает стыку нормальной структуры.
Трансформаторы для сварки MMA

Это универсальный источник и преобразователь электрического тока, который также задействуют при сварке флюсом и плазменной резке металла. Такие аппараты просты в устройстве, неприхотливы в обслуживании и надежны. Управление даже современных моделей по большей части механическое. Начинку оборудования представляет катушка с намотанной проволокой – сердечник, преобразующий сетевой электрический ток в нужное для конкретных задач напряжение. Важно отметить, что работа с электродуговой сваркой под трансформаторным энергоснабжением предполагает использование переменного тока, что требует профессиональных навыков от оператора.
Инверторные аппараты

Наиболее технологичный, удобный в обращении и функциональный прибор для поддержки современной сварки. Он обеспечивает работу в условиях постоянного тока, повышая шансы на получение ровного и чистого шва даже у новичка. Что еще важно, электродуговая сварка с инвертором позволяет использовать для питания бытовую сеть, если она способна обеспечивать силу тока от 16 А до 25 А. В целом же это оптимальное решение для частных нужд, когда требуется обработка деталей в гараже, укладка металлических покрытий и т. д. Специалисты же могут использовать ресурсы инвертора и для аргонно-дуговой сварки, расширяя возможности эксплуатации оборудования.
Выпрямители для электродуговой сварки
Такие приборы служат для преобразования сетевого тока из переменного в постоянный, также способствуя выполнению качественных швов. Главным же отличием этого вида источников тока является слаженность взаимодействия с разными типами электродов. С такой поддержкой аппараты электродуговой сварки можно использовать для операций в защитных газовых средах – например, если пруток выполнен из стали или цветмета. К недостаткам же выпрямителей относят крупные размеры, большую массу и, как следствие, сложности с транспортировкой. Поэтому производители в качестве дополнения предлагают ходовые платформы с колесами для удобного перемещения аппарата.
Плюсы технологии

Конфигурация данного метода сварки на фоне многих альтернативных методов может казаться устаревшей и малоэффективной, тем не менее в рамках этой концепции можно организовать возможность обработки практически всех распространенных видов металлов. Универсальность является основным преимуществом метода MMA. Отмечается и плюс с точки зрения физической эргономики работы. Нельзя сказать, что ручная электродуговая сварка комфортна, однако сама возможность выполнения операций в любых положениях и в замкнутых пространствах очень ценна.
Отдельно стоит подчеркнуть и независимость от внешних атмосферных и температурных условий работы. Процесс можно организовать и в помещении, и на улице. Если же речь будет идти о повышенных требованиях к качеству шва, то технология допускает использование защитных сред для предотвращения доступа воздуха в сварочную ванну, что минимизирует риски появления дефектов.
Минусы технологии
Способ весьма дешево обходится в плане организации, что не может не обуславливать и ряд негативных факторов. Например, исключение современных методов автоматизации процесса и электронного контроля отдельных параметров источника тока перекладывает ответственность за качество шва на оператора. От его навыков в большей степени будут зависеть характеристики полученной структуры соединения. Простой в исполнении электродуговую сварку металлов тоже назвать нельзя. Сложность заключается в процессе розжига дуги, который, опять же, контролируется пользователем «на глаз» без вспомогательных систем. Если же сравнивать метод с полуавтоматической сваркой, то обнаружится и недостаток производительности.
Заключение

Благодаря своей универсальности технология ММА охватила и стабильно удерживает множество сфер применения. В домашнем хозяйстве, в мастерских и автосервисах, на производствах и в строительстве находит свое место электродуговая сварка, позволяя выполнять самые разные по устройству швы. Что касается ограничений, то они в основном определяются эргономикой. Альтернативные концепции полуавтоматической сварки благодаря своему удобству тоже пользуются немалым спросом, по некоторым направлениям вытесняя принципы ММА. С другой стороны, дуговая сварка выигрывает у многих конкурентных технологий за счет повышенной прочности формируемого шва и минимальных ресурсных вложений в организацию работ.
fb.ru
область применения, сущность, техника работы, безопасность

Электродуговая сварка – самый старый и распространенный вид сварки, который можно отнести к разряду универсальных.
Сущность электродуговой сварки
 Сущность электродуговой сварки заключается в том, что соединение осуществляется электродом, который равномерно покрыт горючей силикатной обсыпкой, которая при горении оплавляет электрод, соединяющие две металлические поверхности.
Сущность электродуговой сварки заключается в том, что соединение осуществляется электродом, который равномерно покрыт горючей силикатной обсыпкой, которая при горении оплавляет электрод, соединяющие две металлические поверхности.
В Российской и зарубежной технической номенклатуре дуговую сварку принято обозначать следующими буквенными обозначениями:
- РДС – ручная дуговая сварка, обозначение которое является единым для всех обозначений дуговой электродной сварки;
в зарубежных обозначениях выделяют следующие:
- MMA – металлическая ручная сварка электрической дугой;
- SMAW – дуговая сварка в среде-протекторе, например, в среде флюса для защиты сварных поверхностей от воздуха.
 Основная цель применения газосварочного оборудования – это соединение или резка металлических элементов. Как и любое оборудование, оно может быть стационарным или переносным. Читайте подробнее о газосварочном оборудовании.
Основная цель применения газосварочного оборудования – это соединение или резка металлических элементов. Как и любое оборудование, оно может быть стационарным или переносным. Читайте подробнее о газосварочном оборудовании.
Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет к образованию плавильной ванны и соединения металлических поверхностей между собой. Детальнее читайте здесь.
 Технологически и функционально дуговую сварку можно применять в двух случаях:
Технологически и функционально дуговую сварку можно применять в двух случаях:
- соединение однородных металлических поверхностей – задача, которая является первостепенной;
- выполнение наплавок и восстановление деталей электродуговой сваркой. Актуально при возникновении трещин, каверн или в случае, когда требуется усиление ребер жесткости и т.п.
Технология электродуговой сварки
 Принцип работы дуговой сварки отличается простотой и элементарной электрической схемой: от баласного инвертора или трансформатора ток подается к “держаку”, состоящему из трех жестких жил – катода, анода и фазной перемычки.
Принцип работы дуговой сварки отличается простотой и элементарной электрической схемой: от баласного инвертора или трансформатора ток подается к “держаку”, состоящему из трех жестких жил – катода, анода и фазной перемычки.
Между “плюсом” и “минусом” зажимается электрод. От сварных поверхностей необходимо пустить заземляющий провод, для того, чтобы контур “сварная поверхность – баласник” был замкнутым.
Также очень важно помнить о заземлении при выполнении сварных наплавок на подшипник, так как при воздействии РДС на подшипник могут возникнуть блуждающие токи, что приведет к поломке подшипниковой обоймы при эксплуатации.
Также необходимо помнить о длине дуги, при высоких токах дуга возникает при близком расстоянии электрода от поверхности (ток для резки поверхностей).
Баласник и инвертор устроены таким образом, что при повышении тока и уменьшении напряжения сварочный аппарат работает на сварку, при пропорциональном изменении параметров на резку металла.
 Виды электродов:
Виды электродов:
- электрод в силикатной обсыпке. Такие электроды служат для соединения или резки, являются самыми распространенными. Выполняются в различных диаметрах: 3 и 4 миллиметра для грубых и более тонких работ;
- вольфрамовые электроды. Такими электродами пользуются для того, чтобы варить цветные металлы или разнородные поверхности.Электроды из вольфрама не плавятся, благодаря свойствам металла, но создают достаточную температуру для использования присадочных прутков.
- электроды в стеклянной обсыпке. Такие электроды чаще всего используются для электродуговой сварки труб, так как шлаковый шлейф отстает самостоятельно, сбивать его не требуется, соответственно уменьшается риск повреждения трубы при ударе.
 Сварочный карандаш по внешнему виду представляет трубку или стержень, который туго заполнен сухим спрессованным горючем веществом, вещество при сгорании образует номинальное количество тепла, которого достаточно для оплавления металлических кромок и возникновения сварочной ванны.
Сварочный карандаш по внешнему виду представляет трубку или стержень, который туго заполнен сухим спрессованным горючем веществом, вещество при сгорании образует номинальное количество тепла, которого достаточно для оплавления металлических кромок и возникновения сварочной ванны.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. Подробнее читайте здесь.
Виды дуговой сварки в зависимости от положения
 Сварка электрической дугой в нижнем положении. Соединение металлических поверхностей таким способом чаще всего чревато непроварами или возникновением прожогов, для того, чтобы этого избежать поверхностиустанавливают на съемных стальных подставках, а после выкладки основного шва проводят еще один “проварочный” шов с обратной стороны.
Сварка электрической дугой в нижнем положении. Соединение металлических поверхностей таким способом чаще всего чревато непроварами или возникновением прожогов, для того, чтобы этого избежать поверхностиустанавливают на съемных стальных подставках, а после выкладки основного шва проводят еще один “проварочный” шов с обратной стороны.
 Сварочными роботами принято называть полностью автоматизированные системы для выполнения сварочных работ с возможностью программирования. Читайте подробнее о сварочном роботе.
Сварочными роботами принято называть полностью автоматизированные системы для выполнения сварочных работ с возможностью программирования. Читайте подробнее о сварочном роботе.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги. Подробнее о технологии и аппаратах контактной сварки.
Сварка РДС в верхнем положении. Такой вид сварки несколько опасен, так как сварочная ванна может “пролиться” на сварщика и привести к серьезным повреждениям, как правило, сварку в вернем положении выполняют коротким швами-прихватами, после чего шов проваривается полностью так же короткими промежутками по 3-4 сантиметра.
Правила безопасности при электродуговой сварке
 Поскольку основными поражающими факторами являются электрический ток и температура, то к сварщикам предъявляются следующие требования:
Поскольку основными поражающими факторами являются электрический ток и температура, то к сварщикам предъявляются следующие требования:
- использование поляризационного затемняющего щитка, который убережет глаза от ожогов при дуговой вспышке. Так же щиток убережет лицо от ожогов;
- все работы желательно производить в резиновых перчатках на слое диэлектрика, чтобы ток не пошел через тело человека на замыкание контура “баласник-сварочная поверхность”;
- сварочные поверхности раскаляются и оплавляются, необходимо соблюдать осторожность, чтобы не обжечься;
- электрические кабеля не должны находится лужах или в снегу, во избежание короткого замыкания.
Соблюдение этих простых правил убережет сварщика от повреждений, которые могут привести к инвалидности или смерти.
Плюсы и минусы электродуговой сварки
К положительным критериям можно отнести следующие:
- возможность сварки в любых пространственных позициях, в зависимости от умения сварщика;
- возможность сварки практически любых видов сталей;
- возможность быстрого перехода с металла на металл для формирования стяжек и наплавок электродами;
- технологическая простота и эффективность;
 Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Читайте подробнее о сварочной горелке.
Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду. Читайте подробнее о сварочной горелке.
Читайте подробнее о ремонте сварочных аппаратов тут.
К минусам относятся:
- вредные условия труда, электромагнитное излучение;
- качественный сварщик – качественный шов;
- по сравнению с автоматической сваркой несколько низкий КПД.
Читайте также:
 Роботизированная сварка Сварочными роботами принято называть полностью автоматизированные системы для выполнения сварочных работ с возможностью […]
Роботизированная сварка Сварочными роботами принято называть полностью автоматизированные системы для выполнения сварочных работ с возможностью […] Преимущества плазменной сварки Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Дуга должна быть направлена в нужное русло, […]
Преимущества плазменной сварки Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Дуга должна быть направлена в нужное русло, […]
metallmaster.org
Технологический процесс сварки: особенности
Сварка применяется довольно широко как в коммерческих, производственных целей, так и для выполнения мелкого ремонта в частном строении или на даче. Оборудование, расходные материалы для сварочных работ предлагаются потребителю в специализированных магазинах и являются доступными. Процесс выполнения сварочного соединения зависит от вида сварки. Но наибольшее распространение приобрела дуговая сварка. Именно ее чаще всего применяют в быту. Но от правильного исполнения технологического процесса сварки зависит качество, надежность сварного соединения, а также безопасность самого работника.

Процесс сварки электродом.
Подготовка и комплектация
Для того чтобы выполнить сварной шов при помощи ручной дуговой сварки, необходимо подготовить расходные материалы, маску для сварочных работ. Напряжение в электросети при этом должно соответствовать номинальным показателям, которые требуются для нормальной работы сварочного оборудования. Если есть прочие агрегаты, в работе которых нет необходимости, то их желательно не использовать в процессе дуговой сварки. Это применимо для бытового использования дуговой сварки. На производстве электрические сети выполняются с запасом нагрузки, поэтому работа сварочного оборудования в процессе дуговой сварки не вызовет нежелательных последствий.

Схема классификации сварных швов.
Кроме того, в наличии должны быть:
- Сварочный аппарат, который состоит из реостата, держателя, заземляющего кабеля.
Реостат, который предоставляет возможность изменять подаваемый ток. Этот параметр должен соответствовать типу стали, из которой изготовлены металлические детали для сварки. Величина подаваемого тока должна зависеть от того, насколько глубокой должна быть сварочная ванна, каким будет резаный шов, от степени стягивания, методов наплавления.
Кабель, который используется для такого соединения, может состоять из 1, 2, 3-х жил. Главное, чтобы кабель был рассчитан на предполагаемые нагрузки, причем с запасом. Иначе возможно его повреждение непосредственно в технологическом процессе сварки. Заземляющий кабель необходим для того, чтобы при соприкосновении электрода со свариваемой поверхностью замыкался контур, образовывая тем самым дугу для выполнения сварочных работ.
- Расходные материалы.

Общая характеристика свариваемости материалов.
К таким материалам можно отнести несколько электродов. Их количество определяется размером свариваемого шва. В зависимости от типа и состава стали, из которой выполнены свариваемые детали, выбирают тип электрода. Состав покрытия электрода, условия правильного хранения и прочие требования, которые предъявляет производитель к потребителю, должны быть указаны на упаковке. Пользователю необходимо ознакомиться с ними и четко выполнять требования, что обеспечит хорошую производительность данного расходного материала.
- Проволока для сваривания.
Марка проволоки, химические компоненты, которые находятся внутри нее, также определяются материалом, из которого выполнены элементы для сварки. Все обозначения и область использования проволоки должен указывать производитель на упаковке. Этот расходный материал должен в точности соответствовать марке стали, иначе сварное соединение будет непрочным или его невозможно будет выполнить.
- Если сварочный технологический процесс требует применение флюса, то смесь должна в полной мере защищать рабочее свариваемое пространство.
Некоторые виды флюсов могут применяться только при специфических работах, если элементы для выполнения сварки имеют сложный состав и особые требования по качеству полученного соединения.
- При сварке в особых условиях или при определенных металлах может потребоваться газ.
Аргон, гелий и их смеси, не влияя на химический состав сварной спайки, тем не менее ограничивают доступ кислорода в рабочую зону.
Некоторые особенности

Принцип газовой сварки.
При выполнении сварочных работ необходимо соблюдать требования техники безопасности, благодаря которым сварщик защищен от вредного воздействия брызг металла, ожогов для глаз. Такую защиту способна обеспечить маска сварщика, которая продается в специализированных магазинах. Специальное стекло, которое размещается в маске, надежно защищает глаза. Необходимо следить за тем, чтобы оно не было повреждено или поцарапано.
Любое повреждение стекла может привести к ожогу роговицы глаза сварщика или может ослепить его на время.
Если деформация стекла произошла во время выполнения работ, их надо прекратить до его замены.

Способы и режимы газовой сварки: А — ванночками; Б — по отборочным кромкам.
Если при сварке произошла временная потеря зрения, то работа приостанавливается до полного его восстановления. Кроме маски глаза можно защищать очками. Но они не обеспечивают полноценной защиты головы и глаз в связи с тем, что сварка основана на создании дуги между электродом и деталью, для возникновения которой необходимо прохождение электрического тока по кабелю.
Для того чтобы защитить сварщика от возможных поражений током при повреждении кабеля, необходимо все работы производить в специальных перчатках, выполненных из резины. Кроме того, перчатки должны быть сухими и без повреждений. Кабель, который соединяет держатель и сварочный аппарат, нельзя протягивать через лужи, талый снег. При несоблюдении этого условия техники безопасности возможен выход из строя сварочного аппарата, а кроме того, сварщик может получить удар электрическим током.
Чтобы обеспечить качественное сварное соединение, которое в дальнейшем прослужит не один год, необходимо на подготовительном этапе обеспечить:
- Бесперебойное электрическое питание для сварочного аппарата.

Углы наклона мундштука горелки при сварке стали различной толщины.
При этом номинальные характеристики сети должны соответствовать предъявляемым требованиям для сварочного оборудования, которое используется в процессе работ.
- Целостность расходных материалов, правильность их хранения, бережное транспортирование. Это позволит выполнить шов ровный и надежный.
- Кабель, соединяющий сварочный аппарат и держатель должен быть целым, без повреждений изоляционного слоя.
При обнаружении такого дефекта кабеля, он должен быть немедленно заменен на другой. При эксплуатации поврежденного кабеля сварочный аппарат может сломаться, а сварщик рискует получить ожоги электрическим током.
Техника сварочных работ

Принцип электродуговой сварки.
После того как выполнены все требования по технике безопасности, подготовлены материалы и детали, можно приступать к выполнению сварочных работ.
На сварочном аппарате надо установить рабочее значение тока, при котором будет производиться сварка. Ее определяют исходя из марки электрода, типа стали, вида сварного шва, месте его расположения на металлической конструкции и в пространстве. Чтобы образовалась дуга, необходимо электрод поднести к начальному месту для сварки. При этом электрод и металл должны быть перпендикулярны. После того как они соприкоснутся, электрод приподнимают на 2-5 мм от металла, в результате чего образуется дуга.
Такой процесс получения дуги используется для начала шва. Когда необходимо зажечь дугу уже на этапе выполнения шва, когда сварная ванна уже образовалась, этот технологический процесс выглядит несколько иначе. Чтобы шов был непрерывным, дугу надо зажигать прикосновением к ней электрода, немного отступив от места, где дуга оборвалась по шву. Если сварщик обладает опытом, дуга обрывается редко, что позволяет обеспечить целостность сварного шва.

Виды сварных соединений.
От того как в пространстве будет располагаться будущий сварной шов, зависит способ размещения электрода и его позиция. Швы могут располагаться внизу, на вертикальной поверхности (вертикально, горизонтально), на потолке. Элементы, которые необходимо соединить в вертикальной плоскости, сваривают, двигаясь сверху вниз. При нижнем размещении сварного соединения электрод должен быть наклонен в направлении сварки в вертикальной плоскости, а варят при этом «к себе» или «от себя».
Движения электродом по свариваемой поверхности, которые выполняет сварщик, могут иметь различную траекторию. Она зависит от размера шва, типа стали свариваемых элементов, а также от мастерства сварщика. Движения могут способствовать прогреву корней шва, прогреву только одной из кромок шва или п двух кромок.

Устройство сварочного инвертора.
От того каким образом происходит движение электрода по свариваемой поверхности, будут зависеть деформации сварного соединения, и напряжения, которые в после окончания работы будет испытывать шов. Сами движения электродом должны быть поступательными и достаточно плавными. Однако остановки при сварке могут образовывать наплывы, а частое зажигание дуги лишние повреждения окружающей поверхности.
Кроме того, сами сварные швы могут быть длинными, средними и короткими. Размеры их составляют выше 1000 мм, более 350 мм и менее 1000 мм, менее 350 мм соответственно. Если шов должен быть значительных размеров, то его выполняют несколькими отрезками, чтобы не допустить значительного прогревания металла кромок и повреждения поверхности металлической детали (прожига). При этом необходимо учитывать, что шов должен оставаться без отверстий, быть целым и аккуратным. Количество и размер отрезков для длинного шва зависят от его размера и чаще всего делится на 4-5 равных частей, если это позволяет сделать конструктивные особенности детали. Если шов короткий, то началом для него может служить любая удобная для подступа сторона. При средней длине шва его выполнение начинают с середины и постепенно движутся к краям. При этом направление движения обусловлено только конструктивными особенностями детали.
Практические рекомендации
Швы могут выполняться в один проход, и тогда такую спайку называют однослойной. Если сварной шов образовался путем нескольких прохождений электродов, то это многослойный шов. Соединение, которое образовалось в процессе однослойной сварки, не является пластичным и выглядит достаточно грубо. Это связано с тем, что металл в районе выполнения соединения был сильно перегрет. Но при этом именно шов, полученный в один проход экономичен и производителен.
Многослойная сварка образует аккуратный шов в результате того, что каждый проход прогревает только определенный участок металла. При этом выполняется тонкий шов, который при втором проходе увеличивается незначительно. При многослойной сварке слои могут располагаться последовательным или каскадным образом, горкой. При последовательном способе каждый из следующих слоев накладывается на предыдущий только после того, как будет выполнен полностью проход по всему шву.
Каскадным способом и «горкой» пользуются при сваривании толстых слоев металла. При любом из способов многослойной сварки один проход должен быть выполнен особенно тщательно, от этого зависит прочность полученного соединения.
Преимущества и недостатки ручной дуговой сварки
Основным преимуществом такого типа сварки является простота и возможность выполнить небольшие швы не только сварщику в процессе работы. Бытовые сварочные аппараты можно использовать для мелких каждодневных нужд. Дуговая сварка может применяться в конструкциях любой сложности и положении. При этом необходимо обеспечить безопасность и надежность сварочного оборудования. Практически все металлы могут быть скреплены такой сваркой. Важно только правильно подобрать силу тока и расходные материалы. Дуговую сварку можно использовать практически при любой погоде за исключение дождя и снега. Но при сырой погоде или большой влажности работы необходимо выполнять аккуратно, а оборудование перед использованием тщательно проверять.
К недостаткам можно отнести негативное влияние на сварщика, которое образуется при воздействии на него электромагнитных волн. Большую роль в получении качественного и прочного шва играет опыт сварщика, его мастерство. При отсутствии навыков работы с дуговой сваркой могут образовываться дыры и прожоги, которые трудно заделывать в дальнейшем.
Даже в современных условиях дуговая сварка является самой применимой во всех видах производства, строительстве и быту.
moyasvarka.ru
Технология ручной дуговой сварки
На протяжении нескольких последних десятилетий самым распространенным видом соединения деталей многих металлических конструкций является дуговая сварка ручного типа. Конечно, конструкторы постоянно разрабатывают другие виды сварки, которые являются более эффективными, но их доступность и характер проведения работы не могут конкурировать с дуговым методом.
Для домашнего применения технология ручной дуговой сварки является наиболее популярной, так как это самый простой в освоении метод соединения металлов. Все инструменты и материалы этого вида сварки являются доступными и экономически выгодными. В продаже существует огромное количество разнообразных моделей сварочных трансформаторов, инверторов, а также широкий выбор электродов для сварки любых металлов.

Особенности использования сварки
Практически в любой области народного хозяйства применяются сварные соединения ручной дуговой сваркой. Источники питания для этого вида работ находят широкое использование в бытовых условиях, так как работают многие из них от стандартной электрической сети. Качество и надежность получаемого сварного шва являются вполне приемлемыми как для устройства и ремонта многих металлических конструкций в условиях домашней мастерской, так и создания новых изделий на промышленных предприятиях различных сфер деятельности.
Согласно ГОСТ 5264-80, ручная дуговая сварка позволяет соединять металлы из углеродистой стали в любых пространственных положениях, а применение специальных электродов дает возможность сваривать детали из чугуна и различных цветных металлов, в том числе и легированных видов стали. При этом соединительные швы получаются с высокой степенью устойчивости к сопротивлению на излом и разрыв.
Возможность наплавки поверхностей изношенных деталей для последующей их механической обработки является еще одной функциональной особенностью этого метода сварочного процесса.
Принцип сварочного процесса
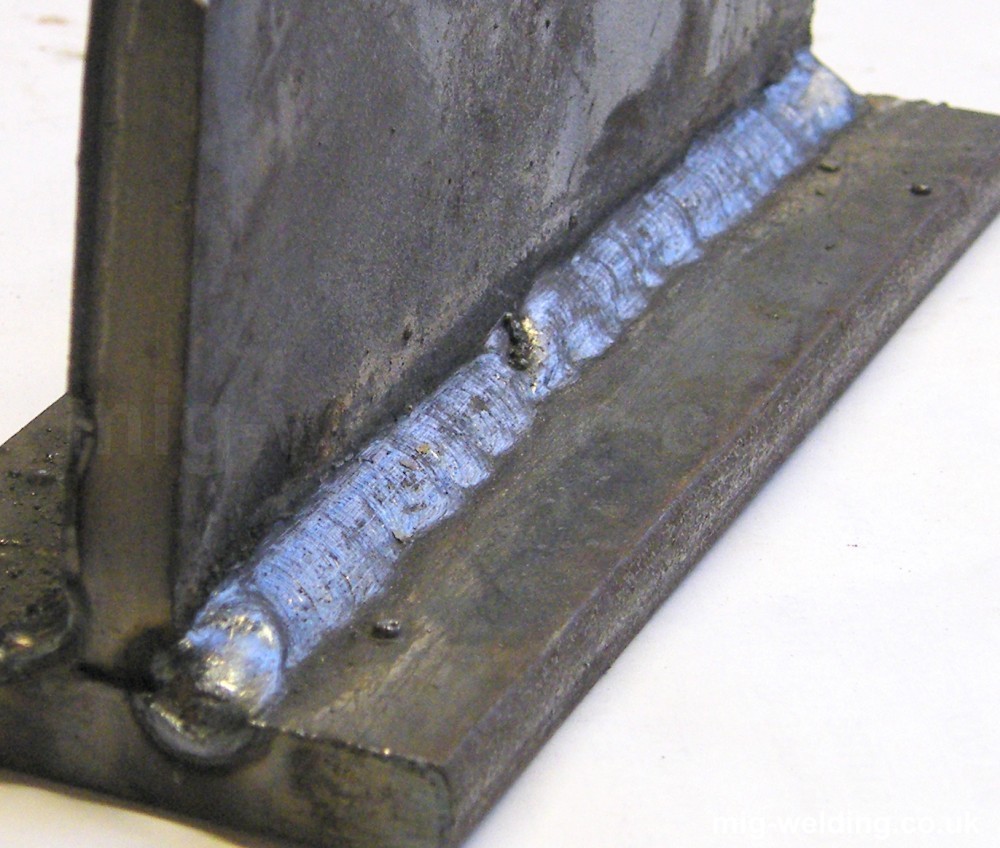
Технология ручной дуговой сварки основана на расплавлении основного металла и электродного стержня под воздействием электрической дуги. При расплавлении соединяемые материалы и расходные электроды смешиваются, образуя сварочную ванну. После затвердевания этой смеси формируется твердая металлическая структура – сварной шов.
Для защиты сварочной ванны от вредного воздействия азота, кислорода и прочих газов, содержащихся в воздухе, на сварочные электроды наносится специальное покрытие. В процессе сварки эти компоненты, расплавляясь вместе с основным металлом, создают на поверхности сварочной ванны защитную пленку в виде газового облака и шлака.
Для качественного расплавления металлов необходимо постоянно поддерживать электрическую дугу между соединяемыми элементами, которая возникает от специального сварочного аппарата (инвертора). Температура внутри сварочной ванны достигает 4000 ℃. Шлак всплывает на поверхность места соединения, защищая рабочую зону от воздействия кислорода. В дальнейшем, после остывания шва, шлаковая пленка удаляется механическим способом.
Преимущества дуговой сварки
Стоимость ручной дуговой сварки покрытыми электродами напрямую зависит от функциональных возможностей сварочных аппаратов. Чем больше опций, которые способен выдавать используемый агрегат, тем выше его цена. Но не только невысокая стоимость агрегата обуславливает все преимущества ручной дуговой сварки, имеется еще целый ряд достоинств этого способа соединения металлов:
- возможность осуществления сварки деталей в труднодоступных местах;
- проведение сварочного соединения во всех пространственных направлениях;
- быстрая замена соединяемого материала;
- разнообразный спектр выпускаемых электродов позволяет стыковать изделия из различных видов металла;
- сварщик ручной дуговой сварки не обязательно должен обладать техническими знаниями, ведь такое простое оборудование может освоить любой человек;
- небольшие габаритные размеры сварочного аппарата позволяют легко производить его транспортировку к необходимому месту работы;
- возможность выполнять работу в течение всего трудового дня;
- получение сварочного шва высокой прочности.

Некоторые недостатки дугового соединения
Среди минусов дуговой сварки можно отметить:
- вредные условия труда, обусловленные испарениями и воздействием электромагнитного поля;
- относительно низкий коэффициент полезного действия по сравнению с другими видами сварки;
- недостаточный опыт сварщика, что может привести к низкому качеству сварного соединения.

Однако если внимательно следовать параметрам правильного соединения и допустимых размеров шва, согласно ГОСТ 5264 для ручной дуговой сварки, можно качественно и надежно соединять металлические конструкции в условиях гаража, дачи или загородного дома.
Разновидности дуговой сварки
С самого начала развития ручной дуговой сварки и по настоящее время процесс соединения выполняется на двух видах электрического тока:
- переменного;
- постоянного.
Для проведения сварки переменным током используются специальные трансформаторы. Сварочный процесс выполняется с использованием плавящихся электродов. Этот вид сварки наиболее популярен при работе в домашних условиях, так как оборудование не очень сложно изготовить самостоятельно.
Для выполнения соединения на постоянном токе применяют специальные выпрямительные устройства. Этот вид сварки намного уменьшает количество брызг расплавленного металла, что улучшает качество сварного соединения.

Любой из этих видов применяется не только для стыковки изделий, но и для наплавления определенного слоя металла на поверхность изношенной детали, что находит особое применение при выполнении многих ремонтных работ.
Технология сварки в нижнем положении
В первую очередь необходимо провести правильную подготовку свариваемых поверхностей, для чего нужно разделать кромки под углом 45°. В случае сваривания деталей толще 6 мм понадобится выставить зазор 2-3 мм, чтобы произвести хорошее проплавление места стыка.
Розжиг дуги осуществляется несильным постукиванием электрода по массе. Желательно эту операцию выполнять на отдельной металлической пластине, а потом уже разогретый электрод подносить к месту сварки. После выполнения подготовительных операций прихватываем в нескольких местах свариваемые поверхности.

Электрод во время ручной дуговой сварки держится под углом в 45° по отношению к плоскости свариваемой поверхности. При этом корневой шов накладывается первым. Он делается ведением из одной стороны в другую электрода плавными и ровными движениями.
Далее, согласно ГОСТ, сварные соединения ручной дуговой сваркой выполняются поперечно-колебательными движениями, чтобы заполнить всю зону шва и расширить его. При ведении спиралевидным поступательным движением нужно контролировать расстояние между электродом и плоскостью металла (5 мм). Лучше обеспечить небольшой наклон свариваемых деталей, чтобы раскаленный шлак стекал в сторону. Если нет такой возможности, эту операцию выполняет сам сварщик кончиком электрода.
Окончание сварочного шва нужно выполнять внахлест, чтобы избежать воронки.
Технология выполнения вертикального шва
Ручной дуговой сваркой можно соединять изделия и в вертикальном положении. Для этого необходимо выполнять работу технологией прерывистой дуги. Жидкий металл имеет относительно большой вес, поэтому беспрерывный нагрев места соединения приведет к стеканию расплавленного металла вниз. В этом случае шов делается в виде полочек, т. е. накладывается друг на друга слоями. Конечно, при таком соединении увеличивается время выполнения работы, но зато не страдает качество сварки.

По такой же технологии производится и сварка потолочных стыков. Главное в таких условиях - правильно подобрать режим сварки.
Скорость выполнения сварки
Скорость ведения электрода при дуговой сварке выбирается в соответствии с толщиной свариваемых деталей, а также в зависимости от габаритов шва. Основным принципом качества шва является полное заполнение сварочной ванны расплавленным металлом. Если возникли наплывы или подрезы, то скорость сварки была выбрана неверная.
Быстрое перемещение стержня ведет к непроварке соединения, так как температура не успевает достигнуть значения плавления основного металла и шов получается тонкий. После его охлаждения могут возникнуть трещины и деформация шва.
При медленном движении электрода образуется перед дугой масса расплавленного металла, которая также препятствует оптимальному провару шва.
Подбор параметров тока
Увеличение сварочного тока практически не влияет на ширину шва. Основное влияние оказывается на глубину проплава - чем больше ток, тем глубже значение воздействия температуры и, наоборот, при уменьшении силы тока глубина проплава сокращается.
Особое значение следует уделить роду тока. Работа на постоянном токе позволяет получить узкий сварной шов.

Также глубина действия температуры зависит от диаметра электрода. На одинаковом токе меньшее сечение стержня сокращает ширину шва и увеличивает проплав металла. А вот изменение напряжения дуги влияет только на ширину шва, при этом почти не изменяя значения проплава металла. Именно изменением напряжения регулируется ширина наплавки металла в автоматических сварочных устройствах.
Техника безопасности при сварке
Несмотря на то что сварочные работы, на первый взгляд, простое занятие, однако действия с высокой температурой и электрическим током требуют от сварщика ручной дуговой сварки сосредоточенности и внимания.
Для защиты здоровья человека нужно строго соблюдать следующие требования безопасности при проведении сварочных работ.
- Основным требованием безопасной работы является наличие защитной сварочной маски с затемненным стеклом. Применение этих средств избавит сварщика от поражения металлической окалиной и эффективно защитит глаза от вредного воздействия искрения электрода.
- Чтобы не попасть под воздействие электрического тока, нужно все работы проводить в резиновых перчатках. При этом необходимо следить, чтобы они были без дыр и не были сырыми.
- Сварочный кабель не должен иметь трещин в изоляции. Прокладка кабеля по талому снегу или лужам может привести к поражению электрическим током.
- Так как сварочная ванна содержит расплавленный металл, то необходимо принять все меры, чтобы избежать контакта с жидким материалом.
Технология сварочных работ постоянно совершенствуется, однако, несмотря на это, ручная дуговая сварка была и остается самым востребованным видом соединения металлов - не только на промышленных предприятиях, но и в быту. Если правильно освоить этот вид сварки, то можно быстро и эффективно выполнять практически все работы с металлическими изделиями.
fb.ru