Как сваривать тонкий металл электросваркой? Как варить тонкий металл электродом 2 мм
Как сваривать металл электросваркой: способы сварки тонколистового металла
Металл считается тонким, если его толщина составляет не более 5 мм. На сегодняшний день такой материал широко применяется в различных областях, поэтому с его сваркой рано или поздно сталкивается каждый, кто имеет дачный участок. Сварка тонколистового металла имеет некоторые особенности, которые должен знать как профессиональный сварщик, так и новичок. Поэтому далее будет рассмотрено, как сварить тонкий металл своими руками.

Любое неосторожное движение при сварке тонколистового металла, может привести к прожигу обрабатываемого материала.
Сложности при сварке тонколистового металла
Главная проблема при соединении тонкого металла электросваркой заключается в том, что любое неосторожное движение сварочным аппаратом может привести к прожигу обрабатываемого материала, то есть в нем может возникнуть незапланированное сквозное отверстие. С другой стороны, излишняя осторожность может привести к недостаточной прочности соединения и возникновению непровара.
Еще одной сложностью является то, что процесс сварки выполняется на малых токах, и если даже совсем немного увеличить расстояние от электрода к металлу, то дуга тут же обрывается. Поэтому для проведения подобных работ необходимо иметь определенные навыки и умения, которые позволят сварщику правильно выбрать рабочий ток, скорость подачи электродов и длину дуги.

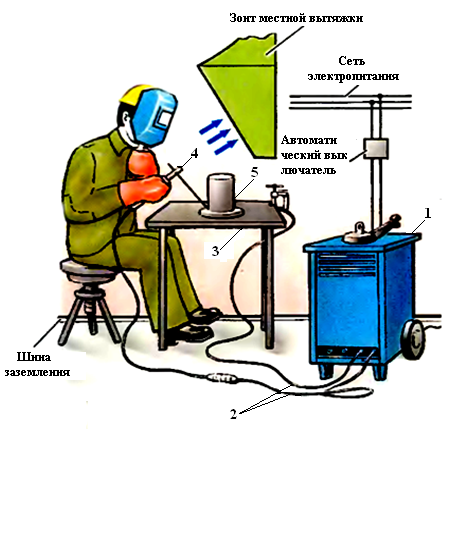
Схема сварки тонкого металла при помощи инверторной сварки.
Следует отметить, что при соединении тонкого металла не все способы сварки подходят одинаково хорошо — существуют определенные соединения, которые применяются чаще всего, и те, которые рекомендуется использовать только в крайних случаях. При этом огромное значение имеет толщина свариваемого материала и пространственное расположение шва. Одним словом, сложностей, которые могут возникнуть при выполнении сварочных работ, достаточно много. Главное — уметь анализировать все моменты и преодолевать любые трудности с наименьшими затратами времени и сил.
Вернуться к оглавлению
Требования при сварке тонколистового металла
Большое значение при выполнении подобных сварочных работ имеет толщина используемого электрода и значение рабочего тока. Эти 2 параметра напрямую зависят от толщины металла. Для первоначального выбора толщины электрода и рабочего тока можно воспользоваться таблицей, приведенной ниже.
| Толщина заготовки, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Сечение электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Рабочий ток, А | 50-60 | 110-120 | 110-160 | 140-160 | 140-300 |
При необходимости сделать потолочный или вертикальный шов, рекомендуется использовать электроды с сечением не более 4 мм. Если присутствует разделка кромок или нужно заделать зазор между деталями, то корневой шов можно создавать сварной проволокой диаметром 2-3 мм.
При работе с тонким металлом не менее важно правильно выбрать и тип применяемых электродов. Для сварки небольшим током необходимо использовать электроды с таким покрытием, которое позволяет добиться легкого возбуждения дуги и ее стойкость. Также такие электроды должны плавиться медленно, давая при этом жидкотекучий металл.
Вернуться к оглавлению
Способы сварки тонколистового металла

Одним из двух способов сварки тонколистового материала является непрерывная сварка всего шва, при котором электрод ведется по всему шву без отрыва от металла.
Сваривать металл небольшой толщины можно ручной дуговой сваркой или полуавтоматом. Для новичков лучше использовать полуавтоматический аппарат, так как работать им значительно легче. Но далеко не в каждом хозяйстве имеется подобное оборудование, поэтому обычно соединение металла выполняется ручной дуговой сваркой.
Существует 2 способа сварки тонкого металла:
- непрерывной сваркой всего шва;
- точечной сваркой.
В первом случае электрод ведется по всему шву без отрыва от металла. Данный способ обычно используется при необходимости создания потолочных швов. При этом очень важно внимательно следить за тем, чтобы корень шва хорошо проварился, но сам металл не прожигался. Если вести электрод слишком быстро, то корень шва не проварится, а сам шов будет наложен поверх стыка. Если же вести медленно, то существует большая вероятность прожигания заготовки.
Второй метод предусматривает гашение дуги при выполнении сварочных работ. Этот способ является наиболее оптимальным решением при сварке тонколистового металла. В этом случае значение рабочего тока устанавливается немного больше обычного, чтобы корень шва хорошо проварился.
Вернуться к оглавлению
Подготовительные работы
При выполнении сварочных работ вам могут понадобиться такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- ножницы по металлу;
- крепежные элементы;
- наждачная бумага;
- обезжиривающее средство.
Перед тем как сваривать металл, нужно правильно его подготовить к данным работам. При этом очень важно тщательно очистить место будущего соединения от различных загрязнений: ржавчины, краски, жира, антикоррозийного покрытия и т.п. Наличие указанных загрязнений приведет к получению сварного шва низкого качества. Это обусловлено тем, что:
- загрязнения плохо проводят электрический ток;
- некоторые вещества при термическом воздействии выделяют газы, что приводит к разбрызгиванию жидкого металла во все стороны;
- выделяемые газы делают шов пористым;
- при проведении работ возможно сильное задымление.
После того как металл очищен, можно переходить к закреплению свариваемых поверхностей друг возле друга. Для этого применяются различные зажимы, струбцины, фиксаторы, рычаги, стяжные уголки, временные крепления на саморезах, болтах и т.п.
Вернуться к оглавлению
Технология сварки тонкого металла
Сварка листового металла может производиться внахлест или встык. Вертикальные швы рекомендуется выполнять стыковым способом, а горизонтальные — внахлест.
Сварка внахлест. Сначала подготовленные листы налаживаются друг на друга таким образом, чтобы на всем протяжении шва ширина перекрытия была не менее 4-6 мм. С помощью крепежных элементов нужно добиться плотного прилегания верхней заготовки к нижней. Зазора между листами быть не должно, так как в противном случае при проведении сварочных работ произойдет прожиг верхнего листа.
Затем подберите электрод с наиболее оптимальным сечением и установите требуемое значение рабочего тока.
Перед сваркой самой заготовки рекомендуется потренироваться на ненужном куске металла аналогичной толщины
Это поможет правильно выбрать рабочий ток без повреждения изделия. После этого прихватите листы в нескольких местах. Прихват осуществляется небольшими шовными перемычками с шагом 5-10 см. Для этого электросварка ведется с периодическим гашением дуги. Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
После прихвата можно производить сварку непрерывным швом, периодически перемещая электрод в новую зону стыка. Это позволит избежать сильного коробления материала. Особенно это актуально в том случае, если длина соединения достаточно большая (более 25 см). Начните варить с одного края, после этого перейдите на другой край, а затем переместитесь в центр.
Сварка встык. В этом случае необходимо добиться между свариваемыми заготовками минимального зазора. Для осуществления сварки встык нужно воспользоваться вспомогательной металлической подкладкой, которая устанавливается под место соединения. Дальнейший сварочный процесс осуществляется так же, как и в первом случае.
moiinstrumenty.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.

При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.

Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
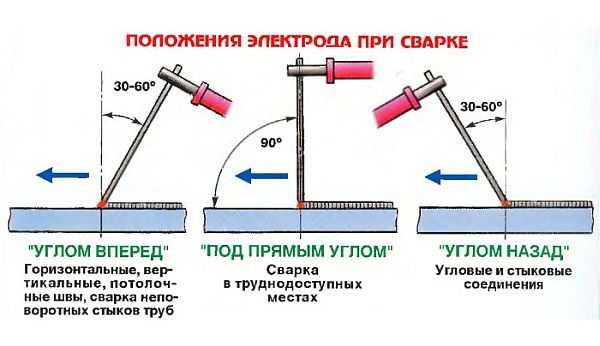
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.

Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
dekormyhome.ru
Как варить инвертором тонкий металл – наши советы
Покупают инвертор в основном для работы на садовом участке, сварки забора или калитки, других несложных работ. Часто приходится сваривать металл от 2 мм и выше. Для таких работ вполне подходят электроды «двойка», ими можно варить практически весь сортовой прокат, который применяется при строительстве забора и гаража, водопроводные трубы. И лишь при сварке арматуры или приварке гаражных петель может потребоваться более толстый электрод – «тройка» и даже «четвёрка».
Тонкий металл
Однако, рано или поздно может встать вопрос о том, чтобы заварить днище картера у машины, подварить крыло, приварить глушитель. Толщина металла в этом случае невелика, и при сварке могут возникнуть проблемы – толстый электрод будет прожигать металл.
Лучший вариант сварки в данном случае — сварка-автомат или полуавтомат, классическая дуговая может прожечь дыры, поэтому, без подготовки и тренировки браться за инвертер не стоит!
Давайте подробно рассмотрим, как варить инвертором тонкий металл.
Подготовка к сварке тонких металлов
Самое главное в этом случае – не торопиться с выполнением работ, а тщательно выбрать режим сварки. Определите толщину свариваемых деталей, ориентировочно марку стали, тип шва, величину тока. Всё это лучше сделать по справочнику сварщика. Величину тока для инвертора следует брать такую же, как и для сварки постоянным током. В продаже сейчас имеются электроды диаметром даже 1 мм, не стесняйтесь применять тонкий электрод – проще сделать несколько проходов по сварному шву, чем латать прожженный глушитель.
Пробная сварка
Затем – попробуйте варить. Подберите примерно той же толщины две железки, и сделайте пробный шов в таком же положении, как будете варить «на чистовую». Если всё прошло нормально – можете приступать. Если нет – попробуйте поэкспериментировать. Поставьте другое значение тока, примените другой электрод и обратную полярность включения. Чаще всего помогает изменение техники сварки – варите «короткими перебежками», давая металлу остывать.
Теплоотведение при сварке тонких металлов
В значительной мере уменьшить вероятность прожогов может применение подкладок из толстого металла. Если вы варите встык – подложите с другой стороны под сварной шов лист металла толщиной 10-15 мм, или делайте сварку на тяжёлой наковальне. Это обеспечит теплоотведение от свариваемых деталей, и предотвратит прожигание металла. Иногда потребуется включать фантазию, пространственное воображение, особенно при сложных швах. Главное помните – «железка» должна располагаться как можно ближе к сварочной ванне, лучше всего – на металле меньшей толщины.
Совет напоследок
При сварке тонкого металла часто помогает применение сварного шва с отгибаемыми кромками. Конечно, это потребует дополнительных слесарных работ, да и шов будет выглядеть некрасиво. Однако, если ничего не получается, это может стать единственным возможным решением.
Видео о сварке:
VN:F [1.9.22_1171]
Рейтинг: 4.4/5 (7 проголосовало)
Как варить инвертором тонкий металл – наши советы, 4.4 out of 5 based on 7 ratingshochu-stroitsya.ru