Какими электродами можно заварить арматуру. Какими электродами варить арматуру
Электроды для сварки арматуры.

Есть арматура и вы не знаете какими электродами заварить. Ну тут все просто. Если у вас обычный сварочный аппарат или инверторный то варим смело электродами "mp" или "АНО-21". Это обычные Электроды для сварки их можно купить в любом строительном магазине. Теперь поговорим о диаметре. Если толщина арматуры свыше 14мм то варим четверочкой (электроды диаметром 4мм). Если толщина меньше, то желательно воспользоваться диаметром электрода в 3мм.
Естественно ток подбираем. Кстати по опыту могу сказать что 50% качество шва зависит от подбора тока. Так что это очень важная часть. По крайней мере я сталкивался только с обычной арматурой и про другие виды сказать не могу. Для меня арматура она и в Африке арматура. Подготовка перед высокой. Что нужно знать. Для соединения стык в стык для больших диаметров нужно снять кромки под 45градусов по кругу. Получится своего рода острый наконечник.
Если на арматуру не будет сильной нагрузки то не обязательно это делать но желательно ведь всякое бывает. Для меньших диаметров считаю бессмысленно делать скосы. И так будет держать. Все зависит от качества сварки. Чем еще сварить арматуру. Можно полуавтоматом можно инвертором, можно аппаратом трансформаторного типа(старые российские большие аппараты постоянного тока). Если вы не нашли нужной информации прошу вас написать об этом и мы постараемся выложить актуальную и нужную для вас информацию. Воспользуйтесь страницей контакты.
Какими электродами варить арматуру для фундамента.
Перед тем как сделать арматурную сетку для фундамента нужно ее подобрать. Сейчас я опишу на примере какими электродами варили ее и укажу все размеры. И так планируется строить дом 10 на 8. Всего армированных сеток на фото 48 (3 по 16 ) штук и они расчитаны на три дома.

Высота фундамента будет 1 метр 10 сантиметров. Ширина одной из сторон 10 метров. Длина арматур 5 метров длинные, и 1.10 короткие( поперечные). Все заготовили приступаем к сварке.

Делаем один шаблон из двенадцатой арматуру. Между ячейками 30 и 40 сантиметров. Электроды я использовал мр-3с от лэз. Хотя рекомендуется использовать Электроды для низкоуглеродистых сталей, и при сварке кстати в фундаменте должен быть только определенный процент.

Положили заварили ничего вроде сложного, а когда начинаешь варить начинает прилипать Электрод и дуга зажигается не очень хорошо, поэтому я рекомендую прибавить тока чуть больше. Сами сетки будут укладывать по пять метров и связывать между собой на расстоянии примерно 20 сантиметров.

Нарезаются эта жеарматура по 20 сантиметров куски с соеденеются две больших сетки.Связывают проволкой с помощью специального крючка. Кто занимается этим профессионально называется вязальщиком , в основном они работают на монолитных домах. Если у вас есть поблизости стройка можете сходить и посмотреть как они это делают, либо найти инфу на ютуб.
elektrod-3g.ru
Как варить арматуру
Арматура, как стройматериал, в основном используется в различных строительных конструкциях, которым необходимо придать определенную прочность и возможность сопротивляться внешним факторам и нагрузкам. Для этого создаются специальные объемные конструкции, которые устанавливаются в формы и заливаются бетонным раствором. Чтобы создать объемность, необходимо арматурные стержни каким-то образом закрепить. Существует два вида скрепления: связка и сварка. Что касается последнего, то можно отметить электросварку плавящимися электродами и такой необычный процесс, как контактная сварка арматуры.

Но чтобы понять, как сваривать арматуру, необходимо в первую очередь понять, что собой представляет этот металлический материал. По сути, это прутки разного диаметра, изготовленные из стали, которые имеют гладкий или ребристый профиль. Арматура обязательно закаливается, что придает ей необходимую прочность и жесткость. Необходимо отметить, что на рынке с недавних пор стали появляться арматурные стержни, изготовленные из стеклопластика. Основное их достоинство – это то, что такая арматура не ржавеет, отсюда и бесконечный срок ее эксплуатации.
Диаметр стальной арматуры варьируется в пределах 5-80 мм, и ее выбор зависит от нагрузок, которым подвергается бетонный блок, узел или деталь. При этом ребристые прутки используются в качестве основного элемента армирующей конструкции, а гладкие для скрепления между собой ребристых стержней и их ориентации внутри армирующего каркаса. Но в любом случае сам каркас без сварки арматуры собран быть не может.
Правда, необходимо отметить, что сварка негативно влияет на структуру материала. Высокие температуры сварочного процесса изменяют структуру арматуры, и не в лучшую сторону. Закаленный металл подвергается воздействию тепла, при котором происходит его отпуск. То есть, снижение прочности. Наверное, каждый мог провести эксперимент, ударив молотком по месту соединения арматуры сваркой. От сильного удара появлялись трещины, а некоторые стыки просто лопались.
Виды сварки арматурных прутков
Сварка арматурных стержней может производиться тремя способами:
Сварка внахлест
Необходимо отметить, что данная технология обычно используется только в тех случаях, когда собирается арматурная конструкция, которая не будет подвергаться большим нагрузкам. Особенно это касается нагрузок на изгиб. Такое соединение не является прочным и надежным.
По сути, сварка внахлест – это стыковка стержней в продольной плоскости со смещением относительно их концов на расстояние 15-30 см. И чем больше нахлест, тем прочнее свариваемая конструкция. При этом необходимо учитывать, что сварка должна производится с двух противоположных сторон соединения. Это иногда создает неудобства проведения самого процесса, к примеру, один сварочный шов располагается сверху двух соединяемых прутков, второй снизу. Так вот до нижнего нередко добраться просто нет возможности, поэтому такой стык получается уж очень ненадежным.
Перед тем как варить арматуру внахлест, нужно подготовить стержни. А именно, зачистить стыкуемые концы железной щеткой. Некоторые сварщики, чтобы создать плотный прижим двух арматурных стержней, обрабатывают стыкуемые стороны абразивным инструментом, делая их плоскими.
Что касается режима сварки каркасов из арматуры, то многое будет зависеть от диаметра самих свариваемых арматурных прутков. К примеру, стержни диаметром 5-8 мм варятся электродом диаметром 3 мм, для 8-10 мм используется расходник 4-х миллиметровый, и выше 10 мм применяются электроды диаметром 5 мм.
А вот со значениями силы тока надо быть аккуратным, это более точная величина. В таблице указано соотношение толщины арматуры и тока, используемого для ее сварки.
| Диаметр, мм | Ток, А |
| 5 | 200 |
| 6 | 250 |
| 8 | 300 |
| 10 | 350 |
| 20 | 450 |
Кстати, для сварки внахлест можно использовать расходники марки АНО или МР. Хотя здесь строгих ограничений нет.
Сварка встык
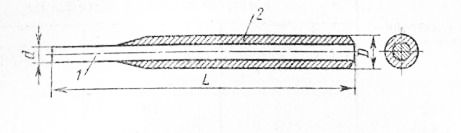
Можно сваривать арматуру встык, просто обварив два конца, соединенных прямыми торцами? Можно, но это соединение не отвечает необходимым требованиям по прочности и надежности сваренных каркасов. Поэтому для сварки арматурных элементов встык используется ванная технология.
Суть ее заключается в том, что соединяемые концы арматуры погружаются в металлическую форму, которая сильно напоминает обычную ванну. После чего саму арматуру, а точнее ее соединяемые концы, плавят электродом при сильной величине тока (450-550 ампер). Расплавленный металл заполняет ванночку, тем самым скрепляя два прутка арматуры единым монолитным стержнем, толщина которого определяется размерами ванночки. Кстати, расстояние от стержней до стенок ванны – 1,5-2,0 см.
Такое соединение называется неразъемным, потому что сама металлическая форма становится единым целым со сваренными арматурными прутками. И это соединение впоследствии заливается бетонным раствором. Есть разъемные формы, которые изготавливаются из меди или графита. После заполнения ванны расплавленным металлом, и после его полного остывания, такие формочки просто снимаются. И их можно использовать еще несколько раз.
Существует определенная техника сварки каркасов ванным способом.
- Производится розжиг дуги об один из концов соединяемой арматуры.
- Этот конец плавится до тех пор, пока на дне ванночки не образуется небольшое количество расплавленного металла.
- Затем электрод перемещается на соседний конец, который точно также плавится.
- Попеременно расплавляя арматуру, заполняется ванночка.
- Как только арматурные прутки покроются расплавленным металлом, можно заканчивать сварку. Но перед этим расходником необходимо сделать несколько круговых движений между концами прутков. Таким образом, создается единый температурный режим металла внутри формы. То есть, сталь будет равномерно остывать, что не создаст в остывшем сварном шве трещин, пор и других дефектов.
Варить арматуру для фундамента или любого другого несущего строительного элемента можно одним электродом, несколькими. Можно использовать инверторы (220 вольт), трансформаторы (380 вольт), полуавтоматы и автоматы.
Есть еще один вариант, как правильно варить арматуру встык. Это, по сути, ванный способ, только вместо объемных форм используются стержни арматуры, которые подрезаются на определенную длину. Из них создается ванночка, то есть, прутки привариваются к основным соединяемым стержням полукругом. После чего сам процесс сварки проводится по точно такой же технологии, что и при использовании готовой объемной формы.
Сварка точеная контактная
Преимущество этого вида сварки арматуры – это отсутствие плавящихся электродов, возможность полностью автоматизировать и механизировать сам процесс, плюс высокая производительность проводимых работ. И два недостатка – проводить сварку можно лишь в цеховых условиях (не на объекте) из-за большой массы сварочного оборудования, и сами сварочные аппараты потребляют достаточно большой объем электроэнергии.
Процесс контактной сварки достаточно прост. В основе ее лежит способность электрического тока проходить через металлы, а в местах с большим сопротивлением выделять значительную тепловую энергию. Так вот такое место в соединение двух стержней арматуры и есть сам стык. Именно здесь и выделяется огромное количество тепла, которая доводит стержни до пластического состояния и частично до жидкого. Так и происходит сварка.
Сегодня используются два типа контактной сварки:
- С непрерывным оплавлением.
- С прерывистым с предварительным нагревом стержней.
Обычно первый способ используется для сварки арматуры первого класса (А-1), вторую для других классов. Перед сваркой каркасов из арматуры точеным соединением сами прутки обрабатываются железной щеткой. Если срез был сделан автогеном, то рекомендуется наплывы металла убрать зубилом.
Основные параметры каркасной сварки – это сила свариваемого тока, его плотность на зажимах, длительность процесса, давление зажимов и длина выступающих из зажимов электродов. К примеру, если арматура сваривается непрерывным способом оплавления, то плотность тока должна быть в пределах 10-50 А/мм², длительность сварки 1-20 секунд (все зависит от диаметра свариваемых стержней). Что касается удельного давления зажимов, то опять-таки используется зависимость от сечения прутков и марки стали, из которой арматура была сделана. К примеру:
- Арматура марки А-1 – давление 30-50 МПа.
- А-2(3) – 60-80 МПа.
Опытные сварщики знают, что чистота губок зажимов играет не последнюю роль в качестве проведенной контактной сварки. Поэтому их периодически зачищают или меняют на новые. А значит, определенный комплект губок – это необходимое условие качественного проведения сварочного процесса.
Сварочный шов контактным точечным соединением обязательно проверяется в лаборатории. Но можно провести и чисто визуальный контроль. Если стык после окончания работы похож на приплюснутую конструкцию с бортиками между сваренными концами арматуры, то это высокое качество. Если стык имеет бочкообразную форму, то неправильно был выбран один из параметров сварочного процесса. Такое соединение не является хорошим.
Несколько разновидностей сварки арматурных прутков дает возможность использовать одну из них, как эталон качества соединения. Каждая технология применима в определенных условиях для определенных строительных конструкций. Поэтому перед началом сварочных работ необходимо определиться с выбором.
Поделись с друзьями
0
0
0
0
Сварка арматуры и кладочной сетки для фундамента согласно ГОСТ 14098
При закладывании основания многоэтажного здания сварка арматуры для фундамента является одним из ответственных процессов. При наличии других способов сборки армирующих вставок, наиболее продуктивной является именно сварка.
Важно при этом соблюдать требования ГОСТа – 14098-2014 года, применять наиболее подходящие способы сварочных работ для конкретных проектов.
Основные методы армирования
Надежное соединение арматуры производится с использованием одного из трех методов:
- электродуговая или контактная сварка;
- опрессовывание стержней арматуры;
- соединение с помощью вязальной проволоки.
Сварка арматуры выполняется несколькими способами, но имеет недостатки. Основным недостатком является нарушение структуры металла из-за его разогрева и снижение прочности в месте шва.
Такой стык плохо работает на изгиб. При некачественном шве стык может повредиться при заливке детали бетонной массой. Поэтому на грунтах с большим уровнем подвижек (плывуны, болотистая местность) использовать этот метод не рекомендуется.

Надо заметить, что при использовании контактного метода и готовых каркасов сварка может применяться и в таких сложных условиях. Основное достоинство сварки арматуры – это скорость и высокий уровень производительности.
ГОСТ 14098 рекомендует использовать арматурные стали с индексом С. Изделия с такой маркировкой позволяют обеспечивать высокое качество стыка.
Вязка специальной проволокой
Для армирования фундаментов частных домовладений рекомендуется связывать арматуру специальной вязальной проволокой. Это достаточно простой и доступный метод для малого строительства.
При этом необходимо уложить плети и состыковать их с небольшим нахлестом. Затем с помощью проволоки из низкоуглеродистой стали эти места надо связать и обтянуть с помощью специального инструмента.
 Такой каркас из проволоки и арматуры обладает высокой прочностью и не нарушает прочность основного металла. Стык получается подвижным и не разрушиться при проседании конструкции.
Такой каркас из проволоки и арматуры обладает высокой прочностью и не нарушает прочность основного металла. Стык получается подвижным и не разрушиться при проседании конструкции.
Но малая производительность не позволяет применять этот метод в многоэтажном строительстве, поэтому вяжут арматуру на небольших фундаментах.
Выбор марки и диаметра
Для производства работ с использованием электросварки рекомендуется применять арматуру марки А500С. Наибольшее популярна в промышленных условиях контактная электросварка с применением ванного способа.
По ГОСТу рекомендуется использовать заготовки круглого сечения, но в случае армирования ленточного фундамента допускается использование прутков прямоугольного сечения.
В зависимости от условий закладки осуществляется подбор сечения арматуры для фундамента. Промышленность выпускает изделия с диапазоном диаметра 5 – 32 мм.
При увеличении толщины прутков повышается надежность каркасного соединения, но и увеличивается цена фундамента. Поэтому важно перед работой подобрать оптимальный вариант по диаметру и длине хлыстов арматуры.
На выбор толщины оказывает влияние плотность грунта. Чем этот показатель выше, тем меньшее сечение можно применять.
Соединение внахлест
В условиях отсутствия значительных нагрузок отрезки арматуры варят внахлест. Наиболее опасны для такого соединения деформации при изгибах.
 Способ внахлест пользуется для второстепенных стыков, не несущих значительных перегрузок. Это соединение двух деталей в одной плоскости с заходом друг на друга от 150 мм, и последующая проварка мест стыковки с двух сторон.
Способ внахлест пользуется для второстепенных стыков, не несущих значительных перегрузок. Это соединение двух деталей в одной плоскости с заходом друг на друга от 150 мм, и последующая проварка мест стыковки с двух сторон.
Следует учитывать, что нахлест лучше делать как можно больше. Чем больше поверхность стыка, тем выше будет прочность соединения. При этом не рекомендуется проваривать стык более 300 мм.
Перед сваркой заготовки следует подготовить. Для более плотной стыковки деталей рекомендуется проточить лыску со стороны соединения и убрать ребра жесткости с прутков.
Так увеличивается плотность стыковки и площадь шва. С концов отрезков арматуры необходимо ржавчину металлической щеткой удалить окалину и ржавчину.
Нередко возникает ситуация, когда невозможно проварить стык со второй стороны. В этом случае шов будет ослабленным, а соединение ненадежным. В этом случае и при выполнении работ с фундаментами, требующих высокого уровня прочности, применяют ванную сварку.
Электросварка в ванну
 Ванная сварка – это эффективный и надежный метод неразъемного соединения армирующего слоя фундамента. При этом способе концы заготовок соединяются встык и располагаются в специальной металлической форме, сделанной с учетом диаметра стержня.
Ванная сварка – это эффективный и надежный метод неразъемного соединения армирующего слоя фундамента. При этом способе концы заготовок соединяются встык и располагаются в специальной металлической форме, сделанной с учетом диаметра стержня.
Затем сварщик заполняет сварочную ванну расплавленным металлом, при остывании которого получается надежное и прочное соединение прутков.
Перед работой необходимо зачистить края деталей щеткой и подобрать ванночку подходящего диаметра. Ванночки изготавливаются в промышленных условиях и выпускаются в соответствии с сечением арматуры.
Возможно, изготовление таких приспособлений самостоятельно из листового металла толщиной около 2 мм. Главное, оставить небольшие зазоры для прохода расплава и полного заполнения ванны.
Затем арматуру выкладывают на ровную поверхность, вкладывают концами в ванночку и поджимается струбцинами для сварки. Детали сваривают и дают шву остыть.
Подбор оптимального режима
На проведение сварки и прочность образовавшего соединения влияет ряд факторов. Наиболее значимые из них:
- марка электрода и его диаметр;
- величина сварочного тока и его полярности;
- скорость ведения электродом;
- количество проходов.
Основной величиной, влияющей на качество шва, является сила сварочного тока и его полярность. Правильный выбор этих параметров обеспечивает высокую производительность.
В зависимости от толщины металла прутков и выбранного диаметра электродов для сварки арматуры осуществляется регулировка силы тока. Стандартные показатели, указанные на пачке с электродами, должны выставляться немного меньше.
Подбирая полярность, предпочтение отдается ее обратной величине, что позволит избежать большого разогрева и прожогов. Сварщик должен поддерживать скорость движения с учетом небольшого возвышения металла над кромкой деталей.
Для арматуры используют электроды таких марок, как УОНИ-13 55 и ДСК50. Хорошо зарекомендовали себя ОЗС-12. Но чаще всего используют проверенные и недорогие марки МР-3 и АНО-21.
Контактная точечная сварка
 Самым распространенным способом соединения арматуры является каркасно-точечная сварка. Основное отличие сварки арматурных каркасов от других методов – это отсутствие высоких температур при плавлении электрода, а также оборудование сварочного места автоматической и полуавтоматической линией.
Самым распространенным способом соединения арматуры является каркасно-точечная сварка. Основное отличие сварки арматурных каркасов от других методов – это отсутствие высоких температур при плавлении электрода, а также оборудование сварочного места автоматической и полуавтоматической линией.
Такая особенность позволяет получать прочное соединение арматуры при достаточно высокой производительности труда. Но с помощью такой сварки нет возможности работать на выезде. Операция производится только стационарно. Оборудование довольно громоздкое и расходует много электроэнергии.
Процесс сваривания деталей основан на свойстве металла проводить электрический ток. При увеличении электрического сопротивления происходит значительное выделение тепла. В месте стыка арматура разогревается и плавится, получается неразъемное межатомное соединение металла двух заготовок.
При выборе режима сваривания необходимо придерживаться основного правила. Ширина сварочного шва должна превышать в несколько раз диаметр арматуры.
Рекомендации по работе
Такие операции, как сварка кладочной сетки и арматурных каркасов проводят с применением специального оборудования. Прутки диаметром не более 26 мм соединяют на аппаратах точечной сварки. При большей толщине работа проводится ручной электросваркой.
При сварке сеток и каркасов из холоднокатаной стали режим выбирается с большой силой сварочного тока, но сваривание происходит небольшими отрезками. Стыкуемые концы обязательно зачищают от ржавчины, смазки и грязи.
При работе на контактной сварке периодически следует проводить зачистку контактных поверхностей электродов, диаметр которых должен быть не менее 12 мм.
Фундаментное армирование – это одна из основных работ при закладывании фундамента здания. От качества и надежности стыков зависит срок службы дома. Поэтому сварку каркасов и укрупнительную сборку должен проводить квалифицированный специалист.
svaring.com
Арматуру варить или вязать: некоторые особенности
При возведении фундамента арматуру варят или вяжут. Об этом факте известно практически каждому профессиональному строителю. Арматуру для фундамента варить или вязать — это главный вопрос, о котором задумываются многие люди. У каждого метода существуют свои преимущества и недостатки. Варить арматуру намного проще. Этот метод является стандартным в большинстве случаев.

При сварке у арматуры снижается прочность и нарушается внутренняя структура.
Вязать арматуру стоит в тех случаях, когда необходимо получить хороший фундамент на сложном грунте. На самом деле этот вопрос является риторическим. Специалисты до сих пор не могут четко ответить на вопрос: что лучше — арматуру варить или вязать? Попробуем разобраться в этой проблеме. Для начала стоит поговорить о преимуществах того или иного метода и недостатках.
Преимущества и недостатки сварки арматуры для фундамента
Начать стоит именно с вопроса, который расскажет, стоит ли варить арматуру. Многие специалисты будут утверждать, что данный метод для фундамента подходит не совсем хорошо, а другие будут склоняться к противоположному мнению. Если за основу берется именно варка арматуры, то нужно быть готовым к тому, что она будет оказывать существенное влияние и на сам материал, который используется в работе. При воздействии на металл сварочной дуги нарушается его поверхностная и внутренняя структура. Это приводит к тому, что снижается его прочность и жесткость. Это, разумеется, недопустимо во многих случаях.

Разновидности сварных соединений.
Если используются крупные прутки арматуры, то на фундамент это не оказывает существенного влияния. Если небольшие, то стоит учитывать изменение свойств материала при конструировании. В связи с тем, что металл меняет свою структуру, некоторые стремятся сделать технологию сварки более совершенной. Основная цель — снижение пагубного воздействия высоких температур в месте соединения.
Чаще всего этот метод используется в тех местах, где грунт имеет устойчивое положение, то есть он оседает не слишком сильно. Здесь движения фундамента минимальны, а соответственно дополнительных нагрузок на него не возникает. Сварочные швы остаются в целости и сохранности. Пагубное воздействие на свариваемые поверхности можно снижать. Для этого нужно идеально подобрать технологию. Только так вся работа будет выполнена действительно качественно.
Чтобы снизить пагубное воздействие сварки, можно использовать несколько методов. Сначала стоит задуматься о том, какими электродами варить. Они подбираются в соответствии с диаметром арматуры, которую нужно будет соединять. При этом стоит учитывать тот факт, что когда используются относительно небольшие прутки, то можно применить практически любой электрод. Если речь идет об арматуре, которая имеет большой геометрический размер, то лучше всего использовать специальные материалы, предназначенные для соединения низкоуглеродистых сталей. Такие электроды создают минимальное воздействие на свариваемые поверхности. Соответственно, получается, что они становятся более прочными и жесткими.
Некоторые особенности

Схема полуавтоматической сварки арматурных стыков.
Сила тока, которая используется при сварке тоже оказывает непосредственное влияние на процесс. Она может быть как завышенной, так и заниженной. Оба варианта являются отрицательными. Если использовать низкие токи при работе, то велика вероятность того, что материал будет прогрет недостаточно хорошо, а это приводит к нестыковке. Большой параметр тоже плохо воздействует на соединяемые элементы. Если используется высокая сила тока, то она перегревает поверхности. Они вследствие этого становятся хрупкими и ненадежными. Это может сказаться на целостности всего фундамента.
Таким образом, необходимо подбирать оптимальное соотношение силы тока. При включении аппарата стоит сразу посмотреть на то, как электрод взаимодействует с металлом. Если он к нему прилипает, то сила тока недостаточно велика. Значит, ее необходимо увеличить. Современные сварочные аппараты имеют возможность плавного регулирования. Это их большой плюс.
Специалисты считают, что для плотного прилегания 2-х сварочных поверхностей друг к другу на них обязательно нужно воздействовать сторонними силами. Однако это сделать не так уж и просто. На практике прижимать 2 прутка арматуры друг к другу не так-то и просто. Эта мера иногда является малоэффективной. В некоторых случаях куда лучше просто отшлифовать поверхности. В этом случае площадь соединения значительно возрастает.
Чтобы убедиться в том, что соединение сделано качественно, его необходимо проверить.
Для этого делается предварительное сваривание 2-х прутков между собой. После этого нужно дать им время для остывания до комнатной температуры. Если на поверхности появляются какие-либо трещины или другие дефекты, то какой-то режим подобран неправильно. Стоит произвести регулировку того или иного параметра, чтобы в итоге все получилось идеально. Разумеется, великолепного качества достигнуть достаточно сложно. Можно лишь попытаться приблизиться к идеалу. В этом случае фундамент будет действительно надежным и долговечным.

Схема ручной дуговой сварки арматуры.
Такой вид соединения арматуры имеет и свои преимущества. Здесь стоит говорить о целом ряде плюсов. Специалисты отмечают их повсеместно. В случае использования сварочного соединения можно создать фундамент в сравнительно короткие сроки. Необходимо только правильно настроить оборудование и уметь рационально пользоваться им.
Если площадь несущей конструкции, которая создается для жилого или коммерческого здания, является достаточно большой, то именно этот метод соединения арматуры считается оптимальным. Он и используется на практике. При строительстве больших домов именно для фундамента эта технология оптимальна.
Когда человек, который назначен ответственным к проведению работ, начинает задумываться о том, какой способ соединения арматуры ему выбрать, то ему следует руководствоваться несколькими факторами. В результате их изучения он должен сделать окончательный выбор — вязать или варить арматуру для фундамента.
Разумеется, многочисленные отрицательные черты сварочного соединения арматуры откладывают свой отпечаток на его использовании в качестве основного в тех или иных строительных работах. У него есть и другие недостатки, помимо тех, которые были перечислены выше. К примеру, при заливке фундамента может возникнуть ситуация, когда бетон раздавит места соединений. То есть целостность фундамента будет нарушена. К тому же в тех местах, где используется сварка, велика вероятность образования очагов коррозии. Этого нельзя допускать, так как это напрямую влияет на целостность всей конструкции в целом. Вязка арматуры обладает рядом преимуществ перед сваркой. Об этом и стоит поговорить более подробно.
Преимущества вязки арматуры для фундамента

Приемы вязки арматуры.
Вязка арматуры осуществляется с помощью специальной проволоки, которая соединяет прутки по углам конструкции. Она делается достаточно легко. После того как фундамент возведен, он может некоторое время оседать на грунте. Это связано с его строением и массой самого дома. При этом вязка дает соединяемой арматуре свободу. Все места соединений остаются на своих местах. Здесь можно говорить о применении данного метода даже на сложных грунтах. Сварка не выдерживает подобных нагрузок и трескается. В случае с вязкой этого не происходит. Все соединения остаются подвижными. Меняется расположение прутков в пространстве. Это никак не влияет на появление дополнительных напряжений в фундаменте.
Сам процесс вязки отличается тем, что его можно производить как непосредственно на месте возведения здания, так и в специальном цеху. Для этого используется примитивный инструмент. К примеру, чаще всего используется обыкновенный крюк, который и позволяет соединять несколько прутков между собой. Сама работа требует минимальных физических затрат. Здесь может хватить усилий одного человека.
При использовании метода вязки арматуры, ее прочность не снижается, так как на нее не оказывается никакого воздействия высокими температурами. Структура металла сохраняется. Жесткость и прочность подобной конструкции всегда на высоте. Для проведения работ можно обзавестись специальным инструментом.

Схема заготовки хомутов для вязки.
Сегодня на рынке представлены специальные пистолеты. С их помощью и осуществляется вязка. Здесь все достаточно просто. К тому же стоимость проведения всего комплекса работ в значительной степени снижается. Это связано с тем, что вся себестоимость складывается из цены на материал, то есть проволоку и инструмент. Как уже отмечалось ранее, можно использовать обыкновенный крюк. Пистолет для вязки стоит, кстати, тоже недорого. Практически каждый человек может его себе позволить.
Требования к процессу вязки стального каркаса
При осуществлении вязки стального каркаса для фундамента обязательно нужно использовать только проволоку их того же самого материала. Если нет определенного навыка в проведении подобного рода работ, то лучше сначала немного потренироваться. При использовании обыкновенного крюка, стоит учитывать тот факт, что данный процесс является очень трудоемким. Придется приложить немало усилий, чтобы все выполнить максимально качественно и в срок. Перед тем как начинать вязать арматуру, обязательно нужно определиться с ее геометрическими параметрами. Они очень часто заносятся в документацию к проекту. Именно здесь все и можно посмотреть.
Чаще всего применяются конструкции, которые используют 2 ряда арматуры. На одно соединение будет приходить доля секунды (если использовать специальный пистолет). Кстати, для работы лучше применять японские модели, поставляемые на наш рынок. Они отвечают параметрам качества. Китайские пистолеты не всегда надежны, но стоят намного дешевле. В комплекте с инструментом всегда идет проволока. Она представлена в виде катушек. Работать с таким оборудованием намного удобнее, чем простым крюком.

Схема вязки арматуры при помощи хомутов.
Ведущие специалисты по вязке арматуры уверены в том, что наиболее эффективным методом сборки каркаса является клеточный тип. Здесь связываются 2 ряда прутьев.
Их расположение выбирается перпендикулярным друг к другу. Их нельзя устанавливать непосредственно на землю.
Здесь уместно использовать специальные крепления, которые позволяют удерживать их в подвешенном состоянии.
Вязка или сварка арматуры?
Итак, теперь на основе тех данных, которые представлены выше, можно сделать определенные выводы по поводу того, а что лучше применять на практике — варку или связку арматуры. Разумеется, каждый метод не обделен преимуществами, но у каждого имеются и свои недостатки. Если сварка осуществляется с максимальной скоростью, то вязка — это достаточно продолжительный и трудоемкий процесс. Его лучше всего применять при строительстве небольших собственных домов или коттеджей. Здесь именно этот метод зарекомендовал себя как наиболее эффективный.
При строительстве больших домов стоит обратить свое внимание на сварку. Здесь используются прутки, имеющие значительный диаметр. С помощью обычной проволоки соединение будет получить достаточно сложно. Сварка в данном случае — это единственно правильное решение.
Недостатки метода сварки не всегда дают возможность рассчитывать на ее использование на сложных грунтах. В болотистой местности этот метод полностью исключен. Здесь после возведения фундамента обязательно начинается процесс его усадки, который может занимать долгое время. Если использовать сварочное соединение, то оно может попросту не выдержать возникающих сторонних усилий, и разрушиться.
Это приведет к нарушению целостности конструкции, а также к потере жесткости. Вязка обеспечивает подвижное соединение прутков. Здесь они могут свободно перемещаться в пространстве в зависимости от состояния грунта.
moyasvarka.ru
Способы сварки арматуры
Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой. В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье. 
Сварка арматуры: ГОСТ 14098–91
Наиболее распространенными видами соединений считаются:
- электрошлаковое полуавтоматическое;
- ванно-шовное;
- электродуговое ручное;
- контактное;
- ванное.
В ГОСТ определены конструкция, геометрические параметры, виды соединений, получаемые при электродуговой и контактной сварке арматуры.
Положения стандарта действуют в отношении стержней с сечением не больше 30, но не меньше 4 мм, а также металлической проволоки с сечением более мм.
Типы соединений
ГОСТ определяет три их типа:
- нахлесточное;
- стыковое;
- тавровое.
Сварка арматуры нахлестом производится по 2-м рельефам и швами (электродуговой ручной способ). Тавровое соединение выполняется в инвентарной форме (с использованием в ванне одного электрода), под флюсом (в этом случае присадочную проволоку не применяют), механизировано, вручную, контактно (путем непрерывного оплавления изделия с сопротивлением).
Стыковая сварка арматуры осуществляется различными способами. Наиболее распространенными считаются:
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.

Ванная сварка арматуры
Этот метод используется, как правило, для соединения:
- Арматурных изделий большого диаметра (2-10 см).
- Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
- Стыков фланцев, изготовленных из стальных полос с большим сечением.
Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас.
Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение.
Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Важный момент
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков. Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга.
Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными. 
Суть метода
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва.
Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками.
После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней.
При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма. Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму.
Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
Варианты ванной сварки
На практике применяется три способа:
- Полуавтоматический (в керамической форме).
- Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
- Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды.
Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55. 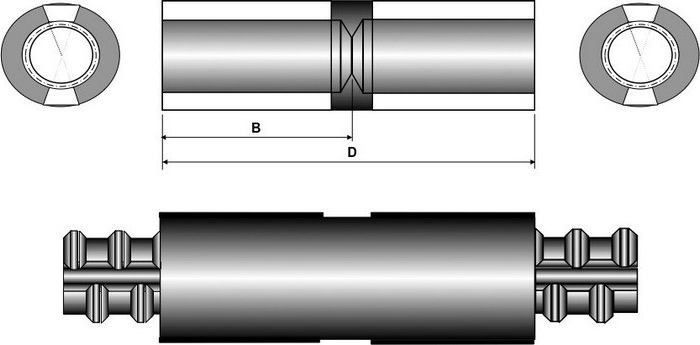
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать "обратный прогиб" пруткам, если они имеют большую длину.
Устранение зашлаковки
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
- Подогрев торцы перед сваркой.
- Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Скоба
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков.
Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню.
Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Контактный метод
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области.
Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно. 
Оборудование
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени.
Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением.
После завершения пропускания и отключения тока производится "осадка" разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Особенности выполнения работ
Технология стыковой сварки разделяется на два типа:
- Непрерывный способ.
- Прерывистый метод.
Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки. 
Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением.
Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники.
Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается.
Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки.
Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно.
Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Процесс точечного соединения
Работа выполняется поэтапно:
- Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения.
- В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла.
- Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки. 
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
- Нахлест допускается на участках с минимальным напряжением на конструкцию.
- Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
- Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
- Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз.
Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
fb.ru
Можно ли сваривать арматуру для фундамента: преимущества
Факторы, которые определяют прочность фундамента
Фундамент представляет собой несущую строительную конструкцию, которая является важнейшей частью любого жилого или коммерческого здания. Такая роль фундамента связана с тем, что его основной функцией является равномерное распределение нагрузки, оказываемой на основание стенами строительной конструкции и грунтом. Поэтому от качества фундамента напрямую зависит не только внешний вид дома, но и его долговечность.

Армирование фундамента увеличивает прочность и надежность в десятки раз.
В свою очередь, качество указанной несущей строительной конструкции зависит от целого ряда важных факторов. Так, одним из ключевых аспектов, определяющих эффективность фундамента с точки зрения соответствия его несущей способности нагрузке, которую будет оказывать на него планируемое к постройке здание, является правильность осуществления расчетов, определяющих характеристики фундамента. Осуществляя такие расчеты, специалист, занимающийся проектированием этой конструкции, должен принимать во внимание не только собственно нагрузку, которую ей придется нести, но и действие различных внешних факторов.
В первую очередь воздействие на фундамент оказывают природные факторы, например, такие как глубина промерзания грунта, уровень грунтовых вод и другие. Все они должны быть учтены при осуществлении расчета фундамента с тем, чтобы впоследствии действие указанных факторов не оказало критического негативного влияния на его прочность.

Схема армированного ленточного фундамента.
Однако, даже если все расчеты, осуществленные специалистом при проведении проектных работ, были верны, не меньшее значение имеет качество их реализации на практике. Речь идет о выполнении строительных работы по закладке фундамента, которые требуют высокой квалификации и существенного опыта от специалистов, которые будут осуществлять указанные строительные работы.
Так, например, нарушение технологии заливки бетона, который является одним из наиболее распространенных строительных материалов, используемых при устройстве несущей фундаментальной конструкции, может привести к появлению трещин, которые, в свою очередь, при отсутствии должного ремонта повлекут за собой частичное или полное разрушение всего здания.
Вернуться к оглавлению
Арматура несущей строительной конструкции
Кроме того, имеет значение выбор технологии, которая будет использована при устройстве указанной несущей строительной конструкции. Если проект жилого или коммерческого здания, планируемого к строительству, предусматривает использование армированного фундамента, перед строительной бригадой возникает закономерный вопрос, связанный с выбором технологии скрепления его элементов. Можно ли сварить арматуру?

Схема видов арматуры.
Арматура представляет собой металлические прутья с ребристым или гладким профилем, которые размещаются внутри бетонной конструкции для того, чтобы повысить ее прочность и интенсивность сопротивления воздействию разнообразных внешних факторов и нагрузок. В настоящее время наиболее распространенным материалом для изготовления таких прутьев является сталь, однако появляются и новые материалы, обладающие более высоким уровнем прочности и других необходимых характеристик, например стеклопластик. Кроме того, арматурные изделия различаются также по толщине прута, диаметр которого может составлять от 5 до более чем 30 мм. Выбор толщины арматуры, необходимой для конкретного здания, зависит от нагрузки, оказываемой на несущую строительную конструкцию, и ряда других факторов.
Указанные ребристые или гладкие прутья, применяемые для устройства арматуры, необходимо скрепить между собой для обеспечения прочности конструкции. При этом при осуществлении такого скрепления ребристые прутья чаще всего используют в качестве основного для распределения нагрузок, оказываемых на основание стенами здания и грунтом, а гладкие — для обеспечения необходимой ориентации ребристых прутьев внутри несущей строительной конструкции. Тем не менее и гладкие, и ребристые прутья нуждаются в скреплении между собой, а значит, следует рассмотреть возможность варить арматуру.
Вернуться к оглавлению
Сваривание арматуры как способ соединения элементов

Схема сварки арматурных соединений.
На сегодняшний день существует несколько вариантов осуществления соединения армирующих элементов указанной несущей строительной конструкции. Наиболее распространенными являются 2 из них: сварка и связывание арматуры, используемой при устройстве фундамента. При этом каждый из рассматриваемых способов имеет свои достоинства и недостатки, которые являются более или менее значимыми в каждом конкретном случае в зависимости от характеристик строения, планируемого к возведению на базе фундамента. Поэтому для того, чтобы выбрать наиболее подходящий способ скрепления арматуры, необходимо принять во внимание все факторы, которые оказывают влияние на этот выбор.
Варить арматуру можно лишь в определенных случаях из-за специфики этой технологии, которая представляет собой соединение элементов несущей строительной конструкции посредством нагревания до необходимой температуры, вызывающей плавление металла. После застывания расплавленного металла в местах соединения элементов армирующей конструкции образуется сварное соединение, обеспечивающее необходимое скрепление прутьев.
Рассматривая возможность сваривать металлические прутья, составляющие армированную основу несущей строительной конструкции, следует принимать во внимание как достоинства, так и недостатки этой технологии.
В результате окончательный ответ на вопрос о том, варить или не варить элементы армирующей конструкции, должен учитывать соответствие характеристик этой технологии свойствам самого здания и факторам, которые будут оказывать воздействие на фундамент.
Вернуться к оглавлению
Негативные последствия применения сварки для скрепления арматуры

Схема армирования каркаса: с Г-образным усилением; с П-образным усилением.
Рассматривая возможность варить арматуру для фундамента, следует иметь в виду, что сам процесс сварки оказывает существенное влияние на используемый материал. В ходе воздействия высоких температур на поверхность металла, из которого состоит армирующая конструкция, происходит частичное нарушение его структуры, благодаря чему такие его характеристики, как прочность и жесткость, в месте сварочного соединения несколько снижаются.
В этой связи в отношении применения сварочных технологий специалистами обыкновенно применяются определенные ограничения, устанавливаемые с целью минимизации негативных последствий выбора этого способа соединения элементов армирующей конструкции в процессе закладки фундамента. Наиболее часто этот способ используется в случае, если проведенный анализ характеристик грунта на строительной площадке, где планируется возведение жилого или коммерческого здания, продемонстрировал достаточно высокую степень их устойчивости в отношении возможного проседания.
Если проведенные испытания и измерения показали, что вероятность такого изменения профиля грунта на рассматриваемой строительной площадке невелика, можно прибегнуть к технологии скрепления армирующих прутьев несущей строительной конструкции посредством сваривания.
Кроме того, следует иметь в виду, что указанного снижения прочности армирующей конструкции в местах соединения элементов можно избежать. Для этого необходимо тщательно подобрать характеристики инструмента и технологии проведения работ. Можно протестировать их на предполагаемом материале: это будет полезно для того, чтобы оценить применимость выбранной технологии и инструмента для конкретных задач.
Вернуться к оглавлению
Способы снижения негативного воздействия сварки на прочность арматуры

Схема полуавтоматической сварки арматурных стыков: а. вертикального, б. горизонтального; 1. Полуформы; 2. Стержни арматурные; 3. Скобы; 4. Расплавленный металл; 5. Шлаковая ванна; 6. Держатель; 7. Электродная проволока; 8. Направления движения сварочной проволоки; 9. Стык.
Так, первым шагом на пути к минимизации негативных последствий должен стать выбор электродов, соответствующих диаметру ребристых или гладких прутьев, которые предстоит сваривать. При этом следует иметь в виду, что для прутьев относительно небольшого диаметра (до 14 мм) подойдет большинство электродов, предлагаемых в продаже. Если же речь идет о том, чтобы варить армирующие прутья большего диаметра, можно использовать специализированные электроды. Следует отдать предпочтение тем из них, которые можно использовать для работы с низкоуглеродистой сталью: они обеспечат менее интенсивное воздействие на свариваемый материал и тем самым окажут минимальное воздействие на его прочность.
Кроме того, важно помнить, что варить фундамент можно, правильно подобрав величину тока, используемого при сваривании. Недостаточно интенсивный ток не позволит получить качественное и прочное соединение, вследствие чего в дальнейшем возможно нарушение прочности конструкции, а слишком интенсивный ток сделает металл в месте соединения хрупким после остывания. Таким образом, и слишком сильный, и слишком слабый ток являются негативными факторами с точки зрения обеспечения прочности арматуры несущей строительной конструкции. Одним из индикаторов, которые можно использовать для оценки степени достаточности силы тока, используемого для осуществления сварочных работ, является характер взаимодействия поверхности металла с электродом в процессе сварочных работ: если электрод прилипает к стали, это означает, что сила тока является недостаточной и ее можно увеличить.

Схема армирования столбчатого фундамента.
Для придания большей долговечности сварному соединению, по мнению специалистов, можно прибегнуть к увеличению плотности прилегания свариваемых элементов друг к другу. Достигнуть наибольшей плотности можно посредством использования шлифовального инструмента, позволяющего максимизировать площадь прилегающих друг к другу поверхностей.
Наконец, чтобы убедиться в отсутствии негативных последствий выбранной технологии осуществления сварочных работ, можно произвести небольшой эксперимент для оценки результатов ее применения. Нужно осуществить сваривание отдельного соединения и предоставить ему возможность остывания. После того как температура сваренного соединения достигла комнатной, можно оценить негативное воздействие на арматуру посредством визуального контроля места сварки.
Появление на нем трещин является ярким свидетельством несоответствия какого-либо параметра выбранной технологии характеристикам металла, используемого в качестве армирующего материала для несущей строительной конструкции. Если же после остывания в месте соединения металлических прутьев не появилось никаких трещин, можно с уверенностью сказать, что выбранная технология является подходящей для указанных характеристик металла. Таким образом, убедившись в отсутствии негативных последствий, можно остановиться на применении выбранной технологии.
Вернуться к оглавлению
Преимущества сварочной технологии
Вместе с тем, несмотря на угрозу негативного воздействия, которое оказывает на арматуру применение сварочного механизма соединения элементов конструкции, использование этой технологии имеет существенные плюсы, которые высоко ценятся специалистами в области устройства фундаментов. В частности, одной из основных положительных характеристик сваривания элементов несущей строительной конструкции, устроенной с использованием армирования, является более высокая, по сравнению с другими способами соединения, скорость производства необходимых строительных работ.

Схема арматурного каркаса для фундамента.
Если площадь несущей строительной конструкции, выступающей в роли фундамента при возведении жилого или коммерческого здания, является достаточно большой, именно применение сварочного механизма соединения армирующих прутьев может стать той технологией осуществления строительных работ, которая обеспечит необходимую скорость устройства фундамента.
Приступая к осуществлению строительных работ, руководителю, ответственному за качество их проведения, следует тщательно взвесить все аргументы, оказывающие влияние на выбор способа соединения армирующих элементов несущей строительной конструкции. Вполне возможно, что сопоставление положительных и отрицательных свойств такого способа, как сваривание армирующих прутьев, покажет, что этот он не является оптимальным в применении к конкретному случаю. В такой ситуации руководитель строительных работ может остановить свой выбор на другой технологии: например, прибегнуть к связыванию элементов арматуры фундамента при помощи специальных стяжек.
Вернуться к оглавлению
Дополнительные требования к проведению сварочных работ
Если же в процессе анализа преимуществ и недостатков сварочной технологии скрепления элементов армирующей основы фундамента руководитель строительных работ придет к выводу о том, что именно эта технология должна быть применена в возведении здания с учетом всех его характеристик, следует позаботиться, чтобы все необходимые работы были выполнены профессионалами, имеющими достаточный опыт в сваривании металлических изделий.

Схема видов арматурных каркасов для фундамента.
Кроме того, не стоит забывать и о необходимости выполнения всех необходимых шагов в процессе осуществления сварочных работ. В частности, следует осуществить подготовку свариваемых поверхностей к воздействию высоких температур на арматуру, а после того, как сварка завершена, необходимо дать им самостоятельно остыть для приобретения необходимой прочности и жесткости. Кроме того, важным этапом осуществления строительных работ по соединению элементов арматуры несущей строительной конструкции является последующая обработка мест соединения специальным составом, который служит для защиты металлических конструкций от коррозии.
Поскольку металл, на который оказывалось воздействие высокой температуры, особенно подвержен влиянию внешних негативных факторов. Такое действие позволит не только обеспечить необходимую защиту соединения в первое время после осуществления сварки, но и придаст всей конструкции долговечность и устойчивость.
Вернуться к оглавлению
Выбор способа соединения элементов арматуры
Сварной метод соединения элементов арматуры несущей строительной конструкции имеет свои достоинства и недостатки. В некоторых случаях негативное влияние сварочных работ на прочность и жесткость конструкции может оказаться настолько существенным, что повлечет за собой угрозу целостности всего будущего здания: в этом случае лучше не варить прутья, а соединить арматуру каким-то другим способом. Например, в этой ситуации можно прибегнуть к связыванию прутьев, которое также является одним из распространенных способов их крепления, обеспечивающим достаточную прочность строительной конструкции.
В других ситуациях, напротив, методы снижения значимости негативного воздействия сварки на металл позволяют практически полностью снять угрозу частичного или полного разрушения несущей строительной конструкции вследствие непрочности соединения элементов арматуры. При этом скорость их скрепления, которая в случае применения сварочной технологии является одной из самых высоких, выступит решающим фактором при принятии решения о выборе способа соединения элементов арматуры.
Этот фактор может быть крайне важным при проведении строительных работ в условиях неблагоприятного климата, когда относительно высокая температура воздуха держится лишь несколько дней в году. В этом случае необходимо обеспечить максимальную скорость возведения здания, поэтому применение сварочной технологии для устройства армированного фундамента может стать единственным выходом из ситуации.
moifundament.ru
можно ли сваривать арматуру для фундамента
- Монтаж фундамента
- Выбор типа
- Из блоков
- Ленточный
- Плитный
- Свайный
- Столбчатый
- Устройство
- Армирование
- Гидроизоляция
- После установки
- Ремонт
- Смеси и материалы
- Устройство
- Устройство опалубки
- Утепление
- Цоколь
- Какой выбрать
- Отделка
- Устройство
- Сваи
- Виды
- Инструмент
- Работы
- Устройство
- Расчет
Поиск
- Монтаж фундамента
- ВсеВыбор типаИз блоковЛенточныйПлитныйСвайныйСтолбчатый

Фундамент под металлообрабатывающий станок

Устройство фундамента из блоков ФБС

Заливка фундамента под дом

Характеристики ленточного фундамента
- ВсеВыбор типаИз блоковЛенточныйПлитныйСвайныйСтолбчатый
- Устройство
- ВсеАрмированиеГидроизоляцияПосле установкиРемонтСмеси и материалыУстройствоУстройство опалубкиУтепление

Устранение трещин в стенах фундамента

Как армировать ростверк

Необходимость устройства опалубки

Как сделать гидроизоляцию цоколя
- ВсеАрмированиеГидроизоляцияПосле установкиРемонтСмеси и материалыУстройствоУстройство опалубкиУтепление
- Цоколь
- ВсеКакой выбратьОтделкаУстройство

Отделка фундамента камнем

Выбор цокольной плитки для фасада

Что такое цоколь

Как закрыть винтовые сваи
- ВсеКакой выбратьОтделкаУстройство
- Сваи
- ВсеВидыИнструментРаботыУстройство

Динамические и статические испытания свай

Использование железобетонных свай

Изготовление винтовых свай своими руками
- ВсеВидыИнструментРаботыУстройство
fundamentaya.ru