Как была создана дуговая сварка. Кто изобрел сварку угольным электродом
Историческая справка об изобретении сварки
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
В 1802 г. русский ученый Петров В.В. открыл электрический дуговой разряд и указал на возможность использования его для расплавления металла. На Западе принято считать, что первым в этом был английский ученый Хамфрей Дэйвис, работы которого в этой области также относятся к началу XIX века. В 1882 г. русский инженер Бенардос Н.Н. открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им были также разработаны способы дуговой сварки в защитном газе, дуговой резки и др. Несколькими годами позже (в 1888 г.) другой русский инженер Славянов Н.Г. предложил производить дуговую сварку плавящимся металлическим электродом. Он создал первый сварочный генератор, предложил флюсы, позволяющие получить высококачественные сварные швы. Работы Славянова Н.Г. и других ученых были использованы шведским инженером Оскаром Кельбергом, который в 1907 году создал первый покрытый электрод. Так была изобретена сварка покрытыми электродами. При этом использовался постоянный ток, получаемый от сварочных генераторов. Сварку покрытыми электродами на переменном токе стали применять начиная с 20-х годов XX-го столетия.
| Держатели для дуговой сварки угольным электродом, предложенные Н.Н. Бенардосом | |
В 30 - 40-х годов прошлого столетия был разработан способ полуавтоматической и автоматической сварки под флюсом, позволяющий повысить производительность процесса сварки в несколько раз.
С 1920 года получил промышленное применение способ дуговой сварки неплавящимся электродом в инертных газах (ТИГ). Хотя первый патент, относящийся к данному способу сварки, был зарегистрирован еще в 1890 году.
Дуговая сварка плавящимся электродом в защитных газах (МИГ/МАГ) впервые была предложена в США в 1948 году.
В 1950-52 г. группой советских ученых под руководством Любавского К.Ф. и Новожилова Н.М. разработан способ сварки в среде углекислого газа низкоуглеродистых и низколегированных сталей.
В настоящее время сварка покрытыми электродами, сварка плавящимся и неплавящимся электродом в защитных газах, а также сварка под флюсом, которые являются электрическими дуговыми способами сварки, широко применяются в промышленности.
Однако существуют и другие (не дуговые) способы сварки. Так одним из широко применяемых не дуговых способов сварки является контактная сварка, при которой расплавление металла деталей в точке их соединения происходит за счет выделения тепла в месте контакта при прохождении электрического тока. Первые патенты по этому способу сварки относятся к 1885 году.
В настоящее время нашли применение и такие способы сварки как электронно-лучевая, лазерная, индукционная, сварка трением и другие.
Сварка является одним из процессов соединения материалов. Как показано на схеме ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка - химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Схема газовой сварки
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Схема сварки ММА
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Схема сварки МИГ/МАГ
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
Схема сварки ТИГ
Международные коды и аббревиатура для основных процессов сварки
| Цифровой код по EN ISO 4063 | Аббревиатуры:Европейская (EU)Американская (USA)Российская (RU)Украинская (UA) | Полное наименование | |
| 111 | EU | MMA | Manual Metal Arc Welding |
| USA | SMAW | Shielded Metal Arc Welding | |
| RU | РД | Ручная дуговая сварка покрытыми электродами | |
| UA | РДЕ | Ручне дугове зварювання покритим | |
| 114 | EU | FCAW | Flux-cored wire metal arc welding without gas shield |
| USA | FCAW | Flux-cored arc welding | |
| RU | МПС | Механизированная сварка самозащитной порошковой проволокой | |
| UA | ЗП | Дугове зварювання порошковим дротом | |
| 12 | EU | SAW | Submerged Arc Welding |
| USA | SAW | Submerged Arc Welding | |
| RU | АФ | Автоматическая сварка под флюсом | |
| 121 | EU | - | Submerged arc welding with solid wire electrode |
| USA | - | Submerged arc welding with solid wire electrode | |
| RU | МФ | Механизированная сварка под флюсом | |
| UA | ЗФ | Дугове зварювання під флюсом дротяним електродом | |
| 13 | EU | MIG/MAG | Gas Shielded Metal Arc Welding |
| USA | GMAW | Gas Metal Arc Welding | |
| RU | - | - | |
| UA | - | - | |
| 131 | EU | MIG | Metal-arc Inert Gas Welding |
| USA | GMAW | Gas Metal Arc Welding | |
| RU | МАДП | Механизированная аргонодуговая сварка плавящимся электродом | |
| UA | МІГ | Дугове зварювання металевим (плавким) електродом в інертних газах | |
| 135 | EU | MAG | Metal-arc Active Gas Welding |
| USA | GMAW | Gas Metal Arc Welding | |
| RU | МП | Механизировання сварка плавящимся электродом в среде активных газов и смесях | |
| UA | МАГ | Дугове зварювання металевим (плавким) електродом в активних газах | |
| 136 | EU | FCAW | Flux-cored wire metal-arc welding with active gas shield |
| USA | FCAW | Flux-cored arc welding | |
| RU | МПГ | Механизированная сварка порошковой проволокой в среде аткивных газов и смесях | |
| UA | ПАГ | Дугове зварювання порошкоим дротом із захистом активним газом | |
| 137 | EU | FCAW | Flux-cored wire metal-arc welding with inert gas shield |
| USA | FCAW-S | Flux-cored arc welding | |
| RU | МПИ | Механизированная сварка порошковой проволокой в среде инертных газов и смесях | |
| UA | ПІГ | Дугове зварювання порошковим дротом із захистом в інертних газах | |
| 141 | EU | TIG | Tungsten Inert Gas Welding |
| USA | GTAW | Gas Tungsten Arc Welding | |
| RU | ААД | Автоматическая аргонодуговая сварка неплавящимся электродом | |
| UA | ВІГ | Дугове зварювання вольфрамовим електродом в інертних газах із присадним дротом чи без нього | |
weldering.com
История развития сварки
В строительстве зданий, создании автомобилей, и производстве различных металлических изделий большую роль играет сварка. Доставка воды и удаление стоков происходит по трубам сваренным электрической дугой и покрытыми электродами. Отопление, двери, лестницы и перила тоже часто изготавливают при помощи сварки различными аппаратами. Без этого человечество находилось бы в далеком прошлом в плане передовых конструкций и коммуникаций. Но когда началась история сварки? Кто первый открыл явление электрической дуги и понял какие возможности это дает? Как совершенствовалось оборудование и технологии со временем?

Достижение человечества
Сварочный метод соединения металлов произвел настоящую революцию в мире промышленности и строения, ускорив создание и увеличив прочность многих конструкций. Речь идет о возбуждении электрической дуги между двумя контактами, подсоединенными к полюсам аппарата. Дуга нагреваясь плавит кромки металла, создавая общую «лужицу» расплавленного железа. Так происходит соединение сторон в единый сплав.
Чтобы повысить прочность шва используется плавящийся материал, который может быть в виде стержня электрода, или как дополнительная присадочная проволока. Так можно производить не только сварку, но и наплавку истертых деталей. Сложность заключалась в создании безопасного метода, ведь электрическая дуга способна проявляться и у высокого напряжения, но удержание рабочих частей с большим значением вольт очень опасно для человеческой жизни.
Процесс шагнул дальше, когда ученые смогли создать понижающие источники тока, где благодаря принципу электромагнитной индукции напряжение значительно понижалось, а сила тока наоборот возрастала. Это позволило обезопасить сварочный процесс, а увеличенная сила тока дала возможность плавить более толстые стороны металла. Дальше ученые сконцентрировались на модернизации электродов и рабочих элементов в руках сварщика.
Большие усилия прилагались и в области защиты сварочной ванны от внешних газов. Если вести шов голым стержнем металла, то дуга будет гореть, но последующий валик металла будет весь пронизан порами удаляющегося углерода. Чтобы создать прочное герметичное соединение потребовалось разработать различные обмазки для электродов и специальные порошки-флюсы, предотвращающие взаимодействие расплавленного металла и окружающего воздуха. Но пришли люди к этому не сразу и история развития сварки начинается еще в древних веках.
Самые первые проявления сварки
Еще при раскопках в древнем Египте были найдены украшения из золота, которые спаивались между собой оловом. Разогретый на углях легкосплавный материал наносился на золотые украшения и застывая образовывал некоторое соединение. Во время раскопок в Помпеи археологи нашли остатки водопроводных коммуникаций, которые имели поперечные швы на свинцовых трубах. Поскольку свинец тоже легко плавился на огне, он поддавался заливанию в формы и созданию соединений.
Некоторые металлы соединялись в кузнях. Стороны разогревались на углях до пластичного состояния и сбивались ударами тяжелых молотков. Такое спрессовывание давало надежную сцепку материалов. Это нашло применение в создании корпусов артиллерийский орудий устанавливаемых на кораблях. Частично они выливались в формы, а частично соединялись кузнечной сваркой и дополнительным обрамлением хомутами. Но возможности человечества были ограничены температурой углей. Поэтому другие металлы для соединения были недоступны.
Открытие электрической дуги
История электросварки начинается с 1802 года, когда В.В. Петров, находясь в медико-хирургической академии воспроизвел явление горения электрической дуги между двумя концами аппарата. Произошло это в Санкт-Петербурге. Последующие исследования доказали реальность применения этого явления для плавления металлических кромок и соединения деталей.
Профессором было предложено использовать температуру от электрической дуги для быстрой плавки известных металлов. С 1881г в качестве элементов между которыми возбуждалась дуга стали использовать угольный электрод и металлическую поверхность. Спустя почти 90 лет с момента открытия свойств тока между двумя полюсами, в 1888 году Славянов предложил заменить угольный элемент на плавящийся металлический стержень.
У образовавшегося процесса было несколько сложностей:
- температура дуги была нестабильна, что осложняло сварку;
- ванна нуждалась в лучшей защите от внешней среды;
- в образованном шве было много дефектов в виде пор и наплывов.
Чтобы улучшить структуру шва начали развиваться гранулированные средства, получившие название флюс. Это стали применять с 1902 года. Металлический стержень обмакивали в заготовленную пасту с содержанием окиси металлов, воды и карбонатов. После высыхания расходный элемент был готов к сварке. Подобным образом до сих пор изготавливают самодельные электроды.
Быстрое развитие технологий в XX и XXI веках
С началом XX века изобретения в области сварки стали различаться на подкатегории по используемому оборудованию. Разработчики поняли, что не только электрическая дуга способна плавить металл, но и ацетиленовое пламя может развить температуру до нескольких тысяч градусов.
Для этого был разработан ацетиленовый генератор в 1906 году. Их конструкция имеет большое сходство с современными моделями и заключается в погружении карбида в жидкость, где окисление содействует разложению твердого материала и выделению чистого ацетилена. В камере нагнетается давление и по шланге газ передается в горелку.
В 1903 году два французских разработчика предложили практичную конструкцию сварочной горелки со смесительной камерой. По одному каналу подавался ацетилен, а по второму кислород, который «разгонял» температуру факела до 3000 градусов. Это нашло широкое применение в сварке водопроводов и газопроводов.
Параллельно с этим продолжала развиваться и электрическая сварка, история которой включает 1912 год, когда было принято решение выпустить электроды с толстым покрытием. Это дало несколько плюсов:
- лучшую защиту от внешней газовой среды;
- стабильное горение дуги;
- более плотные швы, аналогичные по структуре с основным металлом;
- возможность применения на кораблях и в промышленности.
С 1940 года миру стала доступна сварка вольфрамовым электродом в среде защитного газа. Изначально это был гелий, но сейчас применяется и аргон. Сваривание ведется за счет электрической дуги, которая горит между неплавящимся электродом и кромками сторон. Там где требуется более крепкий шов, добавляется присадочная проволока. Данные виды сварки позволили соединять нержавеющую сталь и алюминий, а чистота шва быстро понравилась специалистам.
Из последних достижений в области сваривания материалов имеются:
Краткий экскурс в историю и обобщение
Если подвести итог, то история развития сварки имеет несколько ключевых точек на ленте времени. Их можно выделить так:
- 1802 г — российский ученый В.В. Петров обнаружил возникновение электрического разряда, характеризующегося ярким белым светом, удержание которого в течение определенного времени приводит к быстрому образованию температуры и возгоранию каменного угля.
- 1803 г — Петров опубликовывает собственное издание, где описывает личные опыты по воспроизведению вольтова столба и электрической дуги, а также использования этих физических явлений для электрической сварки и пайки металлических материалов. Параллельно ученый описал возможность применения дуги для создания освещения.
- 1882 г — историческая дата, когда Н.Н. Бенардос воспроизвел сварку электрической дугой с использованием угольных электродов. Ученый получил патенты на свое открытие в России, Германии, Англии, Франции, Италии и США. Метод получил своеобразное название «электрогефест».
- 1888 г — Н.Г. Славянов, будучи первооткрывателем-практиком, реализовал на практике применение плавящегося электрода и дополнительного слоя флюса на металлической поверхности. При наблюдателях со стороны гос комиссии он заварил деталь от паровой машины. Спустя пять лет ученый получил медаль на мировой выставке в Америке, за сварку в слое флюса из толченого стекла.
- 1905 г — В.Ф. Миткевич выступил с рациональным предложением использовать трехфазную дугу при соединении металлических частей. Это позволило работать с более толстыми материалами и создавать глубокие крепкие швы покрытыми электродами.
- 1932 г — еще один советский ученый К.К. Хренов реализовал сварку электрической дугой в подводной среде. Это дало начало различным глубинным методам прокладки коммуникаций через водоемы, а также улучшило ремонтные работы на судах.
- 1939 г — Е.О. Патоном опробованы методы сварки под флюсом и созданы головки для аппаратов с автоматическим действием. Позднее институт, названный в честь этого ученого, внес множество новаторских идей по усовершенствованию различных способов сваривания металлов.
Сварка, история которой будет еще продолжаться, позволила создать многие конструкции и изделия, без которых было бы невозможно современное строительство и другие разработки. Ученые продолжают трудиться над созданием более экономичных аппаратов, способных соединять металлы различной структуры. Но основные технологические процессы, по которым осуществляется сварка, остались такими же как и 100 лет назад.
Поделись с друзьями
4
0
1
3
svarkalegko.com
Кто изобрел сварку
Кто изобрел дуговую сварку
Электрическая дуговая сварка, широко применяемая в современном производстве, обязана своим появлением русским ученым и электротехникам. В 1902 году академик В. Петров обнаружил во время проведения опытов, что при пропускании электрического тока между двумя угольными электродами образуется ослепительная дуга, которая имеет очень высокую температуру. Этот эффект и нашел применение в дуговой сварке. Русский академик В.В. Петров, который первым описал возникновение электрического разряда между двумя проводниками, тщательно изучил открытое им явление. Он предположил, что возникающее в ходе этого процесса тепло может быть использовано для расплавления самых разных металлов. Так был сделан первый шаг на пути к созданию электрической дуговой сварки, ставшей выдающимся достижением электротехники.Первые попытки соединять металлы, действуя на них электрическим током, предпринял в 1867 году инженер из США Томсон. Он брал два куска металла и плотно придвигал их друг к другу, после чего пропускал через эту систему ток малого напряжения, но большой силы. Края деталей начинали плавиться. Изобретателю в этот момент приходилось проковывать место соединения кузнечным молотком, после чего они соединялись.Почти в это же время немецкий инженер Цернер попробовал использовать для соединения металлов угольный электрод. Заготовки он располагал горизонтально, после чего подводил к ним электроды – по два с каждой стороны. Теперь нужно было пропустить через всю систему электрический ток, в результате чего металл сильно раскалялся. Но место соединения все равно требовалось дополнительно обработать молотком, предварительно отключив ток.
Изобретение дуговой сварки
И все же основателем метода дуговой сварки по праву считается Николай Николаевич Бенардос. Русский изобретатель первым выдвинул идею, которая впоследствии была положена в основу данного способа обработки металлов. В 1882 году Бенардос сконструировал и построил устройство, при помощи которого можно было качественно сваривать детали в переменном поле и в газовой струе. Для сварки дугой он использовал угольные электроды.Бенардосу же принадлежит открытие способа магнитного управления электрической дугой. Попутно изобретатель разрабатывал приемы эффективного использования флюса и автоматизации процесса сварки. Им был также опробован способ контактной точечной сварки. Целый ряд конструктивных решений Бенардоса был запатентован им как в России, так и за рубежом.Другой русский инженер, Николай Гаврилович Славянов, усовершенствовал уже разработанный ранее способ дуговой сварки. Фактически он сделал самостоятельное изобретение, предложив использовать не угольные, а металлические электроды. Славянов построил также сварочный генератор и систему, которая позволяла регулировать длину дуги. Инженерные решения, осуществленные на практике русскими изобретателями, легли в основу нового метода сварки, не утратившего своего значения и в современном производстве.
Кто изобрел дуговую сваркуwww.kakprosto.ru
История создания электродуговой сварки
История создания электродуговой сварки.У истоков создания электродуговой сварки стояли выдающиеся русские ученые: В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов, прославившие Россию крупнейшими изобретениями второй половины XIX в., которые до наших дней не утратили своего значения.
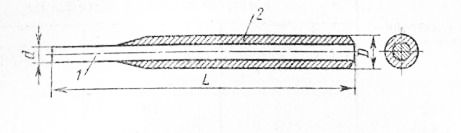
Василию Владимировичу Петрову принадлежит честь открытия электродугового разряда. В 1802 г., через три года после создания итальянским физиком А. Вольта нового источника, способного давать электрическую энергию в результате химических реакций, профессор петербургской Медико-хирургической академии В.В. Петров построил самый крупный для того времени источник тока - батарею из 4200 пар медных и цинковых кружков, проложенных бумагой, смоченной водным раствором нашатыря. К ее медному полюсу он присоединил первоначально медную, а затем стальную проволоку с конусной шляпкой, к цинковому полюсу - стальную осургученную проволоку, на острие которой иногда надевал древесный уголек (рис.3). Именно ей и было суждено стать исторической: на ней впервые в мире была получена электрическая дуга, которая сейчас лежит в основе многих технологических процессов, в том числе и дуговой сварки. При замыкании проволоки со шляпкой на уголек или металл по замкнутой цепи протекал электрический ток, а при размыкании образовывалась электрическая дуга.
Однако открытие В.В. Петрова значительно опередило свое время. До практического применения электрической дуги для сварки и резки металлов потребовалось около 80 лет. Это объясняется тем, что к моменту открытия дугового разряда электротехника только начинала создаваться, а электротехнической промышленности вообще не было. Прежде всего, не было приемлемых источников тока для питания дуги, достаточно мощных и не сложных в эксплуатации. Также отсутствовала необходимая электрическая аппаратура: выключатели, регуляторы, измерительные приборы, электрические провода, кабели.
Надо было появиться на свет другому русскому умельцу-самородку, Николаю Николаевичу Бенардосу, который на основании электрической дуги и достижений мировой электротехники создал принципиально новый способ сварки и резки металлов - электродуговой.
Н.Н. Бенардос сделал большое количество оригинальных изобретений, многие из которых не потеряли значения и сейчас.Диапазон его изобретений поразителен: железные бороны и углубители, скороварки и молотильные машины, паровые ножницы и пневматическая поливалка, пароходные колеса с поворотными лопастями и охотничьи лодки, замки и краны, турбины для гидроэлектростанций и пушка для метания канатов на терпящий бедствие пароход, летательные аппараты и станки для обработки металла и дерева, пневматические и вагонные тормоза и ветряной двигатель.
Большое количество изобретений сделал он и в области электротехники. И самым важным из них, принесшим ему мировую славу, явился разработанный им в 1882 г. способ электродуговой сварки (рис. 4).
После детальной проработки способа Н.Н. Бенардос получил на него патенты в Англии, Бельгии, Германии, Италии, России, США, Франции, Швеции и других странах.
Для практического использования изобретения Н.Н. Бенардос детально разработал различные приспособления и отдельные технологические приемы.
Отметим лишь некоторые из них:- разработаны типы сварных соединений (встык, внахлестку, заклепками и т.д.), применяемые и в настоящее время;
- применен скос кромок при сварке металлов значительных толщин;
- предложена отбортовка кромок при сварке тонких листов;
- определена необходимость создания зазора между свариваемыми частями, величина которого зависит от толщины соединяемых изделий;
- применены флюсы при сварке сталей и меди;
- предложены трубчатые электроды;
- создана гамма электрододержателей для дуговой сварки;
- предложено приспособление для сварки листов вертикальным швом с его принудительным формированием;
- разработан способ изготовления спиральношовных труб;
- предложено устройство для сварки косвенной дугой;
- отработана система питания, включающая генератор постоянного тока и параллельно присоединенную батарею электрических аккумуляторов;
- разработана установка для дуговой сварки с автоматическим регулированием дуги.
Вклад Н.Н. Бенардоса в создание сварочной техники и технологии трудно переоценить. Своеобразным отчетом об изобретательской деятельности в области сварки явилась его экспозиция на IV Всероссийской электротехнической выставке в 1892 г. Изобретатель демонстрировал на выставке в чертежах и моделях несколько десятков различных приборов, а также более сотни образцов различных видов сварных соединений из разных металлов.
В 90-х гг. XIX в. дуговая сварка успешно применяется в России и за рубежом. За рубежом также пытались использовать тепло дуги для различных технологических процессов. В 1885 г. был выдан патент на способ получения алюминия из его окислов. Пространство между двумя угольными электродами засыпается определенной смесью, имеющей плохую электрическую проводимость. За счет высокого омического сопротивления смесь нагревается до плавления. В 1886г. Э. Томсоном изобретен способ, заключающийся в сварке двух металлических стержней, являющихся электродами. При их соприкосновении происходит локальный нагрев кромок до их плавления, после чего к стержням прикладывают давление.
Попытку создать индустриальный метод дуговой сварки практически одновременно предприняли немецкий электротехник Г. Ценерер и будущий основатель фирмы «Дженерал электрик» Ч.А. Коффин. В разработанном ими процессе, названном «электрической паяльной трубкой», дуга возбуждалась между угольными электродами, а затем с помощью магнита отклонялась в сторону свариваемого металла. В этом случае применялась дуга косвенного действия. Техника этого процесса была очень сложна.
Почти одновременно с Н.Н. Бенардосом работал другой крупнейший изобретатель - Н.Г. Славянов, много сделавший для развития дуговой сварки. Сварка сталей, содержащих легирующие элементы и примеси, с использованием угольных электродов не всегда получалась удачной из-за попадания в шов оксидных включений, увеличения концентрации серы и фосфора, выгорания легирующих элементов. Это приводило к тому, что металл шва становился хрупким.
Обладая глубокими знаниями по металлургии и электротехнике, Н.Г. Славянов разработал способ дуговой сварки металлическим плавящимся электродом с защитой сварочной ванны флюсом и первый в мире механизм для полуавтоматической подачи электродного прутка в зону сварки - «электроплавильник»
Ввиду значительных размеров ванны сварка выполнялась только в нижнем положении. При сварке по методу Славянова дуга плавит одновременно металл изделия, металл электрода и сварочный флюс, образуя общую сварочную ванну из жидкого металла, покрытого жидким шлаком, который надежно защищал металл от воздействия окружающей среды.
При этом способе сварки коэффициент полезного использования дуги значительно возрастает. Замена угольного электрода металлическим позволила исключить науглероживание металла, что также повысило качество сварных соединений. Н.Г. Славянов отказывается от громоздкой аккумуляторной батареи Бенардоса, применяет разработанную им динамо-машину на 1000 А и, таким образом, создает первый в мире сварочный генератор. Впервые он применяет подогрев металла перед сваркой для уменьшения скорости охлаждения.
Первая публичная демонстрация нового способа состоялась в ноябре 1888 г. на Пермских казенных пушечных заводах, а в 1891 г. Н.Г. Славянову был выдан Российский патент (привилегия) на изобретенный метод электрической отливки металлов. Известность Н.Г. Славянова и изобретенного им способа быстро возрастала. Помимо патента в России, он получил патенты во Франции, Германии, Италии, Австро-Венгрии, Бельгии, США, Швеции. Разработки Н.Г. Славянова позволили выполнять сварочные работы на новом качественном уровне, что было по достоинству оценено современниками. Практически одновременно с дуговой сваркой родился еще один вид электросварки - контактная сварка.
В процессе исследований, которые привели к установлению в 1856 г. известного закона, английский физик Дж.П. Джоуль заметил, что скрученные концы проволочек, через которые протекает электрический ток, раскаляются и сплавляются между собой. Но новые способы получения соединений его не интересовали. Только через девять лет джоулева теплота была специально применена англичанином Ф. Уальдом для сварки брусков небольшого сечения.
Он получил патент на способ соединения с помощью электричества и сдавливания. Английский физик Уильям Томсон (граф Кельвин) - основоположник термодинамики, автор понятия абсолютной температуры и шкалы Кельвина, инициатор и руководитель грандиозной эпопеи по прокладке телеграфного кабеля между Англией и США по дну Атлантики - предложил в 1856 г. стыковую контактную сварку.
Однако слава изобретателя стыковой контактной сварки закрепилась за выдающимся американским изобретателем Эльхью Томсоном. К 1884 г. им были созданы необходимые для контактной сварки элементы оборудования: коммутирующая аппаратура, динамо-машина для генерирования переменного тока, мощный трансформатор, специальные клещи-тиски для зажима свариваемых заготовок. В 1885 г. он отрабатывает технику сварки, доводит до безотказной работы сварочную аппаратуру. В течение короткого времени Томсон и его сотрудники Коффин, Девейн, Лемп, Расмуссен и другие получили около 150 патентов, относящихся к контактной сварке (гибкий токопровод, износостойкие токоподводящие зажимы, минимальные переходные электрические сопротивления и др.).
Поскольку кроме нагрева применялось и механическое сдавливание, первоначально способ называли «электрической ковкой» или «безогненным методом сварки». Одной из проблем в конце XIX в. было соединение телеграфных проводов. Она была решена с помощью стыковой контактной сварки. Именно для этих целей было разработано первое устройство, выполняющее нагрев и сжатие двух проводов. Оно состояло из двух рычагов, на одном конце соединенных шарниром из изоляционного материала, а с другого конца связанных пружиной через изоляционные втулки. В этих рычагах посередине зажимаются свариваемые детали - провода, стержни и т.п. Э. Томсон сконструировал установку, в которой ток прерывался синхронно с прикладываемым усилием сжатия. Для развития больших усилий сжатия изобретатель разработал аппарат с гидравлической системой.
Следующим шагом в развитии стыковой контактной сварки было применение импульсов тока и давления. По мере расширения сферы применения стыковой сварки совершенствовалась ее технология и разрабатывались новые схемы нагрева. Ч.А. Коффин разработал технологию сварки с промежуточной угольной пластиной-электродом, подключаемой ко вторичной обмотке трансформатора и вставляемой на время разогрева между стыкуемыми деталями. В других устройствах между свариваемыми деталями помещали металлическую пластину с большим удельным электросопротивлением. При пропускании тока через детали такая схема ускоряла нагрев. Перед сжатием вставку удаляли.
housea.ru
История создания электродуговой сварки
История создания электродуговой сварки.
У истоков создания электродуговой сварки стояли выдающиеся русские ученые: В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов, прославившие Россию крупнейшими изобретениями второй половины XIX в., которые до наших дней не утратили своего значения.
Василию Владимировичу Петрову принадлежит честь открытия электродугового разряда. В 1802 г., через три года после создания итальянским физиком А. Вольта нового источника, способного давать электрическую энергию в результате химических реакций, профессор петербургской Медико-хирургической академии В.В. Петров построил самый крупный для того времени источник тока - батарею из 4200 пар медных и цинковых кружков, проложенных бумагой, смоченной водным раствором нашатыря. К ее медному полюсу он присоединил первоначально медную, а затем стальную проволоку с конусной шляпкой, к цинковому полюсу - стальную осургученную проволоку, на острие которой иногда надевал древесный уголек (рис.3). Именно ей и было суждено стать исторической: на ней впервые в мире была получена электрическая дуга, которая сейчас лежит в основе многих технологических процессов, в том числе и дуговой сварки. При замыкании проволоки со шляпкой на уголек или металл по замкнутой цепи протекал электрический ток, а при размыкании образовывалась электрическая дуга.
Однако открытие В.В. Петрова значительно опередило свое время. До практического применения электрической дуги для сварки и резки металлов потребовалось около 80 лет. Это объясняется тем, что к моменту открытия дугового разряда электротехника только начинала создаваться, а электротехнической промышленности вообще не было. Прежде всего, не было приемлемых источников тока для питания дуги, достаточно мощных и не сложных в эксплуатации. Также отсутствовала необходимая электрическая аппаратура: выключатели, регуляторы, измерительные приборы, электрические провода, кабели.
Надо было появиться на свет другому русскому умельцу-самородку, Николаю Николаевичу Бенардосу, который на основании электрической дуги и достижений мировой электротехники создал принципиально новый способ сварки и резки металлов - электродуговой.
Н.Н. Бенардос сделал большое количество оригинальных изобретений, многие из которых не потеряли значения и сейчас.Диапазон его изобретений поразителен: железные бороны и углубители, скороварки и молотильные машины, паровые ножницы и пневматическая поливалка, пароходные колеса с поворотными лопастями и охотничьи лодки, замки и краны, турбины для гидроэлектростанций и пушка для метания канатов на терпящий бедствие пароход, летательные аппараты и станки для обработки металла и дерева, пневматические и вагонные тормоза и ветряной двигатель.
Большое количество изобретений сделал он и в области электротехники. И самым важным из них, принесшим ему мировую славу, явился разработанный им в 1882 г. способ электродуговой сварки (рис. 4).
После детальной проработки способа Н.Н. Бенардос получил на него патенты в Англии, Бельгии, Германии, Италии, России, США, Франции, Швеции и других странах.
Для практического использования изобретения Н.Н. Бенардос детально разработал различные приспособления и отдельные технологические приемы.
Отметим лишь некоторые из них:- разработаны типы сварных соединений (встык, внахлестку, заклепками и т.д.), применяемые и в настоящее время;
- применен скос кромок при сварке металлов значительных толщин;
- предложена отбортовка кромок при сварке тонких листов;
- определена необходимость создания зазора между свариваемыми частями, величина которого зависит от толщины соединяемых изделий;
- применены флюсы при сварке сталей и меди;
- предложены трубчатые электроды;
- создана гамма электрододержателей для дуговой сварки;
- предложено приспособление для сварки листов вертикальным швом с его принудительным формированием;
- разработан способ изготовления спиральношовных труб;
- предложено устройство для сварки косвенной дугой;
- отработана система питания, включающая генератор постоянного тока и параллельно присоединенную батарею электрических аккумуляторов;
- разработана установка для дуговой сварки с автоматическим регулированием дуги.
Вклад Н.Н. Бенардоса в создание сварочной техники и технологии трудно переоценить. Своеобразным отчетом об изобретательской деятельности в области сварки явилась его экспозиция на IV Всероссийской электротехнической выставке в 1892 г. Изобретатель демонстрировал на выставке в чертежах и моделях несколько десятков различных приборов, а также более сотни образцов различных видов сварных соединений из разных металлов.
В 90-х гг. XIX в. дуговая сварка успешно применяется в России и за рубежом. За рубежом также пытались использовать тепло дуги для различных технологических процессов. В 1885 г. был выдан патент на способ получения алюминия из его окислов. Пространство между двумя угольными электродами засыпается определенной смесью, имеющей плохую электрическую проводимость. За счет высокого омического сопротивления смесь нагревается до плавления. В 1886г. Э. Томсоном изобретен способ, заключающийся в сварке двух металлических стержней, являющихся электродами. При их соприкосновении происходит локальный нагрев кромок до их плавления, после чего к стержням прикладывают давление.
Попытку создать индустриальный метод дуговой сварки практически одновременно предприняли немецкий электротехник Г. Ценерер и будущий основатель фирмы «Дженерал электрик» Ч.А. Коффин. В разработанном ими процессе, названном «электрической паяльной трубкой», дуга возбуждалась между угольными электродами, а затем с помощью магнита отклонялась в сторону свариваемого металла. В этом случае применялась дуга косвенного действия. Техника этого процесса была очень сложна.
Почти одновременно с Н.Н. Бенардосом работал другой крупнейший изобретатель - Н.Г. Славянов, много сделавший для развития дуговой сварки. Сварка сталей, содержащих легирующие элементы и примеси, с использованием угольных электродов не всегда получалась удачной из-за попадания в шов оксидных включений, увеличения концентрации серы и фосфора, выгорания легирующих элементов. Это приводило к тому, что металл шва становился хрупким.
Обладая глубокими знаниями по металлургии и электротехнике, Н.Г. Славянов разработал способ дуговой сварки металлическим плавящимся электродом с защитой сварочной ванны флюсом и первый в мире механизм для полуавтоматической подачи электродного прутка в зону сварки - «электроплавильник»
Ввиду значительных размеров ванны сварка выполнялась только в нижнем положении. При сварке по методу Славянова дуга плавит одновременно металл изделия, металл электрода и сварочный флюс, образуя общую сварочную ванну из жидкого металла, покрытого жидким шлаком, который надежно защищал металл от воздействия окружающей среды.
При этом способе сварки коэффициент полезного использования дуги значительно возрастает. Замена угольного электрода металлическим позволила исключить науглероживание металла, что также повысило качество сварных соединений. Н.Г. Славянов отказывается от громоздкой аккумуляторной батареи Бенардоса, применяет разработанную им динамо-машину на 1000 А и, таким образом, создает первый в мире сварочный генератор. Впервые он применяет подогрев металла перед сваркой для уменьшения скорости охлаждения.
Первая публичная демонстрация нового способа состоялась в ноябре 1888 г. на Пермских казенных пушечных заводах, а в 1891 г. Н.Г. Славянову был выдан Российский патент (привилегия) на изобретенный метод электрической отливки металлов. Известность Н.Г. Славянова и изобретенного им способа быстро возрастала. Помимо патента в России, он получил патенты во Франции, Германии, Италии, Австро-Венгрии, Бельгии, США, Швеции. Разработки Н.Г. Славянова позволили выполнять сварочные работы на новом качественном уровне, что было по достоинству оценено современниками. Практически одновременно с дуговой сваркой родился еще один вид электросварки - контактная сварка.
В процессе исследований, которые привели к установлению в 1856 г. известного закона, английский физик Дж.П. Джоуль заметил, что скрученные концы проволочек, через которые протекает электрический ток, раскаляются и сплавляются между собой. Но новые способы получения соединений его не интересовали. Только через девять лет джоулева теплота была специально применена англичанином Ф. Уальдом для сварки брусков небольшого сечения.
Он получил патент на способ соединения с помощью электричества и сдавливания. Английский физик Уильям Томсон (граф Кельвин) - основоположник термодинамики, автор понятия абсолютной температуры и шкалы Кельвина, инициатор и руководитель грандиозной эпопеи по прокладке телеграфного кабеля между Англией и США по дну Атлантики - предложил в 1856 г. стыковую контактную сварку.
Однако слава изобретателя стыковой контактной сварки закрепилась за выдающимся американским изобретателем Эльхью Томсоном. К 1884 г. им были созданы необходимые для контактной сварки элементы оборудования: коммутирующая аппаратура, динамо-машина для генерирования переменного тока, мощный трансформатор, специальные клещи-тиски для зажима свариваемых заготовок. В 1885 г. он отрабатывает технику сварки, доводит до безотказной работы сварочную аппаратуру. В течение короткого времени Томсон и его сотрудники Коффин, Девейн, Лемп, Расмуссен и другие получили около 150 патентов, относящихся к контактной сварке (гибкий токопровод, износостойкие токоподводящие зажимы, минимальные переходные электрические сопротивления и др.).
Поскольку кроме нагрева применялось и механическое сдавливание, первоначально способ называли «электрической ковкой» или «безогненным методом сварки». Одной из проблем в конце XIX в. было соединение телеграфных проводов. Она была решена с помощью стыковой контактной сварки. Именно для этих целей было разработано первое устройство, выполняющее нагрев и сжатие двух проводов. Оно состояло из двух рычагов, на одном конце соединенных шарниром из изоляционного материала, а с другого конца связанных пружиной через изоляционные втулки. В этих рычагах посередине зажимаются свариваемые детали - провода, стержни и т.п. Э. Томсон сконструировал установку, в которой ток прерывался синхронно с прикладываемым усилием сжатия. Для развития больших усилий сжатия изобретатель разработал аппарат с гидравлической системой.
Следующим шагом в развитии стыковой контактной сварки было применение импульсов тока и давления. По мере расширения сферы применения стыковой сварки совершенствовалась ее технология и разрабатывались новые схемы нагрева. Ч.А. Коффин разработал технологию сварки с промежуточной угольной пластиной-электродом, подключаемой ко вторичной обмотке трансформатора и вставляемой на время разогрева между стыкуемыми деталями. В других устройствах между свариваемыми деталями помещали металлическую пластину с большим удельным электросопротивлением. При пропускании тока через детали такая схема ускоряла нагрев. Перед сжатием вставку удаляли.
Размещено компанией ООО «Технологический альянс» LINCOLN ELECTRIC, BOHLER WELDING [12.04.2011]www.energoportal.ru
История сварки
Истоки . .
Историческое развитие сварки можно проследить с древнейших времен. Самые ранние артефакты относятся к бронзовой эпохе. Небольшие золотые короба, хранящиеся в Ирландском национальном музее, были получены фактически сваркой давлением, которая, как известно, не требует нагрева, и производится путем пластичной деформации при комнатной температуре. Предполагается, что эти короба были изготовлены более 2 тыс. лет назад.
В железном веке египтяне и жители восточной части Средиземноморья научились сваривать куски железа вместе. Многие инструменты, которые были найдены, сделаны в период около 1000 г. до н.э.
В средние века своего рассвета достигло кузнечное искусство и многие изделия, которые появились в ту пору, были сварены ковкой, пока в 19-ом веке не изобрели сварку, какой мы ее знаем сегодня.
1800 г
Считается, что ацетилен был открыт англичанином Эдмундом Дэвисом. А вот первым получить дуговой разряд удалось другому английскому химику, одному из основателей электрохимии, почетному члену множества научных организаций, в том числе Петербургской Академии наук, сэру Гемфри Дэви. Дуговой электроразряд был получен им между двумя графитовыми стержнями, которые были подключены к полюсам электрической батареи, составленной из 2 тыс. гальванических элементов.
Начиная с середины 19 века изобретен электрогенератор, и набирает популярность освещение при помощи дугового разряда. А уже к концу 19 века появилась газовая сварка и резка, дуговая сварка угольным и стальным стержнем, сварка электросопротивлением.
1880 г
Огюст де Меритан, проводя в 1881 г исследования в лаборатории Кебот во Франции, применил тепло электродуги для сплавления свинцовых пластин аккумуляторных батарей . В то время его учеником был молодой русский ученый Николай Николаевич Бенардос, который работал с де Меританом в лаборатории во Франции и стал фактически отцом сварки. Патент на способ дуговой электросварки «Электрогефест» присвоен Николаю Бенардосу и Станиславу Ольшевскому. Британский патент выдан в 1885 г и американский – в 1887г. Также Бернадосом разработан первый электрододержатель и прочее. И хотя сварка графитовым стержнем была ограничена в возможностях, ею уже в те времена можно было варить железо и свинец. Способ стал широко внедряться в конце 1890 г – начале 1900г.
1890 г
Н.Г. Славянов представил свой вариант идеи металлопереноса через дугу (через стальной стержень), а также приспособил данный метод для литья в литейную форму и получил Российский патент на способ электрической отливки стали.
В то же время в 1890 году основатель компании «General Electric» Ч.А. Коффин из Детройта запатентовал в США точно такой же процесс электродуговой сварки стальным стержнем, который плавился под силой дуги, с последующим металлопереносом в сварочную ванну и кристаллизацией сварного шва.
1900 г
Приблизительно в 1900 г А.П. Штроменгер (Strohmenger), имя которого не известно на постсоветском пространстве, представил в Великобритании первый стальной электрод с тонким покрытием из глины или извести, которое стабилизировало дугу.
А вот электрод с флюсующей обмазкой изобрел швед Оскар Челльберг, стоявший у истоков компании ЕСАБ. Работы над созданием обмазки велись с 1907-1914 г.г. Штучные электроды были изготовлены протяжкой и порезкой цельнометаллической проволоки на прутки с последующим погружением в растворы карбонатов и силикатов. После высыхания они были готовы к реализации.
В то же время британский инженер Элиу Томсон придумал контактную сварку.
В 1903 году немец Гольдшмидт (буквально «золотых дел мастер») изобрел термитную сварку, с помощью которой соединили железнодорожные рельсы.
В течение этого времени также развивалась газовая сварка и резка. Производство кислорода, а позже и сжижение воздуха, наряду с изобретением газовой горелки этому способствовало . До 1900 года предпринимались попытки сварки в кислородно-водородном пламени, причем смесь находилась в одном баллоне. Обратный удар мог привести к мощному взрыву, поэтому химик Сент-Клер Девилем решил разделить газы и смешивать их в горелке. Процесс стал безопасней, но на выходе Сент-Клер получил низкотемпературный факел 2200 градусов. И только в 1901 г. французы Эдмон Фуше и Шарль Пикар изобрели ацетилено-кислородную горелку, чертежи и характеристики которой существенно не поменялась и до сегодня.
Первая мировая война спровоцировала милитаризацию заводов и для сварки наступил «золотой век». Начали массово выпускаться сварочные машины и электроды к ним.
1920 г- настоящее время
В 20-е годы разработаны разные виды сварочных электродов, составлены рецепты новых флюсующих обмазок, ведутся дискуссии по методологии их производства. Введение маркировки металлов требовало создания классификации обмазок и используемых стальных стержней электродов. Требовалось создавать более надежные сварочные швы.
В 20-е годы было основательно исследовано влияние защитных газов на сварочный процесс, так как О2 и N2 воздуха при контакте с жидким металлом сварного шва вызывала пористость и горячеломкость. В зону сварки подавались различные газы, затем вся тщательно анализировалось.
Американский химик Ирвинг Ленгмюр провел опытную работу с водородом в качестве защитной сварочной атмосферы. Он поставил два электрода рядом с друг другом, сначала из графита, позже из вольфрама. Между ними поджигалась вольтовая дуга в атмосфере водорода и наблюдалось активное расщепление молекул водорода на атомы. Температура диссоциированного пламени составляла ~ 3700° С, что достаточно для сварки, а высокая активность водорода обеспечивала прекрасную защиту металла шва от вреда, причиняемого О2 и N2 воздуха. Процесс получил название атомно-водородной сварки, но большого распространения не получил и применяется преимущественно для инструментальных сталей.
Подобную работу провели также американцы H.M. Hobart и P.K. Devers, только они работали с аргоном и гелием. Итогом эмпирических изысканий данных господ стал патент на электродуговую сварку в среде газа, которую можно считать первым шагом в деле создания современного инверторного аппарата аргонодуговой сварки, появившегося, правда, гораздо позднее. Запатентованый процесс идеально подходил для сварки Мg, Al, а также стали, легированной Cr и был доведен до совершенства в 1941 году, Технология получила название дуговой сварки неплавящимся вольфрамовым электродом в среде инертных газов. Сегодня она применяется, как на производстве, так и в быту. Чаще всего используются аппараты АрДС. Было в том числе разработано оборудование для работы в среде инертных/активных газов плавящимся электродом, который представляет собой сварочную проволоку, проходящую через подающее устройство к соплу горелки по гибкому шлангу.
1928 г
В 1928 году в Советском Союзе Д.А. Дульчевским изобретена автоматическая сварка под флюсом. Развитие же процесса началось в конце 30-х годов благодаря усилиям научных работников института электросварки АН УССР под началом академика Е.О. Патона, что сыграло большую роль в деле танкостроения, выпуска орудий и авиационных бомб в годы ВОВ. Сварка под флюсом нашла широкое применение во всех отраслях народного хозяйства. Это эффективный способ получения прочных швов при хорошем КПД.
В США процесс автоматической сварки получил название «сварки погруженной дугой в порошке». Его запатентовал в 1930 г. некто Robinoff, а затем продал его Linde Air Products Company. В 1938 году сварка под флюсом активно использовалась на верфях и артиллерийских заводах.
В 1930 г. был разработан любопытный процесс Stud сварки для Нью-йоркской военно-морской верфи. С помощью Stud осуществлялось крепление деревянных настилов над металлической поверхностью. Stud сварка стала востребована в судостроительной и строительной отраслях.
В 1949 году в институте им.Патона в Киеве появилась на свет электрошлаковая сварка, которая сняла ограничения со сварки крупногабаритных изделий. Теперь можно варить любые толщины! Процесс был представлен мировой общественности на Брюссельской Всемирной выставке в Бельгии в 1958 году
В 1953 г. К. В. Любавский и Н. М. Новожилов изобрели весьма экономичный способ сварки плавяшимся электродом в среде СО2. Новый способ получил мировое признание, так как он позволял работать на обычном оборудование для сварки в инертном газе.
В 1957 г. комиссариатом по атомной энергии Франции был раскрыт процесс электронно-лучевой сварки, который нашел применение в автомобилестроительной и авиационной отраслях.
В 1957 году Роберт Ф. Гейдж изобрел процесс плазменной дуговой сварки. Температура в плазмы около 30 000°С, в отличие от электрической дуги, температура которой не более 5000–7000°С.
1960 г
Начинается использование газовых смесей, заключающееся в добавлении к инертному газу небольшого количества кислорода. В целом, использование смесей для различных сталей дает положительный результат. Внедряется сварка в режиме импульсного тока.
Вскоре после изобретения советскими учеными популярного способа полуавтоматической сварки в углекислоте (СО2) было придумано взять плавящийся электрод-проволоку с флюсовым сердечником. Флюсующий порошок при плавлении давал дополнительную газовую защиту изнутри , снаружи применялась защита углекислотой. В 1959 году была придумана проволока-электрод, которая не требовала внешней газовой защиты. Сейчас она известна под названием «самозащитная флюсовая проволока», приобретается она чаще всего для случаев, когда невозможно использовать газ. С этой проволокой нет необходимости таскать туда-сюда баллон с газом.
И на закуску…
Сварка трением придумана в Советском Союзе. Здесь работает принцип превращения механической энергии в тепловую за счет сил трения, возникающих при соединении с определенным усилием сжатия двух деталей.
Лазерная сварка – инновационный сварочный процесс. Лазер был первоначально разработан в Bell Telephone Laboratories в качестве устройства связи. Но благодаря способности концентрировать огромное количество энергии в небольшом объеме, он оказался еще и мощным источником тепла, что используется сегодня для высокоэффективной сварки и резки металла.
Похожее
svarka-master.ru
www.samsvar.ru
Как была создана дуговая сварка
Для «гуманитария» — фамилия Патон в общем-то, — мало чего значит… Разве что, — бывающие в Киеве, вспомнят красавец-мост через Днепр, носящий это имя – мост Патона… Еще меньше людей знает про то, что этот мост является уникальным и первым в мире цельносварным — и назван в честь своего создателя… И вообще электродуговая сварка является одной из тех отраслей в которой СССР , не только не отставал, но и зачастую являлся технологическим лидером. И все благодаря «царскому » инженеру-мостостроителю Патону…
«Отец русской сварки»
Евгений Оскарович Патон Родился 4 марта 1870 года в Ницце (Франция), в семье российского дипломата.В 1894 году Е.О. Патон оканчивает Дрезденский политехнический институт и получает диплом инженера-строителя. Через два года он блестяще оканчивает второй институт — в Петербурге и получает диплом русского инженера. В 1900 году защищает диссертацию, дающую право на звание профессора. В 1904 году переезжает из Москвы в Киев и становится деканом инженерного факультета и заведующим кафедрой мостов. Он выполняет целый ряд проектов по созданию мостов и становится крупнейшим специалистом в этой области.
Несмотря на «смуту» и полнейшую неопределенность в политической жизни России, — Патон решил остаться в СССР. Многие решили, но ему в отличие от них повезло. Патон как уже говорилось был широко известен своими работами по вопросам статики сооружений и конструирования железных мостов. Им сформулирован ряд принципиальных положений по расчету и конструированию клепаных мостов. Он — руководитель и автор более 50 проектов железных клепаных мостов. Но 1928 году происходит его первое и – судьбоносное знакомство с электрической дуговой сваркой…!
История изобретения электросварки.
Тут нужно сделать ВАЖНОЕ отступление… Электрическая дуговая сварка – была изобретена не где-нибудь, а именно в «царской» России талантливым инженером Николаем Бенардосом аж в 1881 году!!!
Бенардос изобрел дуговую сварку металлов угольным (неплавящимся) электродом. Его «аппарат» получил название «Электрогефест».
Бенардос не смог сразу в 1881 году запатентовать своего «Электрогефеста». Одной из причин стало отсутствие средств. Лишь в 1884 году, когда усадьба изобретателя «Привольное» была продана за неуплату долгов , — Бенардос смог на оставшиеся деньги подать заявку на получение патента на способ дуговой электросварки. В 1885 – 1887гг. Н. Н. Бенардос получил патенты Франции, Бельгии, Великобритании, Австро-Венгрии, Швеции, Италии, Германии, США, Норвегии, Дании, Испании, Швейцарии. Патентование за рубежом финансировал купец С. А. Ольшевский, владелец доходных домов в Петербурге и Варшаве, ставший «совладельцем патентов».Значительных успехов в области электросварки добился и другой русский инженер – Николай Славянов.
Он, в 1888 году, на Пермских пушечных заводах изобретает дуговую сварку плавящимся металлическим электродом под слоем флюса. Собственно – прообраз современной дуговой сварки. Впервые в мире Славянов применил на практике электрическую дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
В Советском Союзе первым занялся сваркой В. П. Вологдин. Исследования, проведенные под его руководством, доказали возможность применения и научного изучения сварки.
В 1928 г. исследованиями сварных соединений занялся уже 59-летний инженер — мостостроитель Е. О. Патон.
Под его руководством в Киеве была создана уникальная электросварочная лаборатория. Работы по изучению процессов и технологий электросварки в СССР – давали ощутимые результаты!
В 1932 г. — К. К. Хреновым впервые в мире в Советском Союзе осуществлена электрическая дуговая сварка под водой.
В 1935 г. в Киеве был создан Институт электросварки, (позже получивший имя Е. О. Патона).
«Проверка на прочность»
С первых опытов промышленного внедрения электросварки в серийное производство, стала понятна перспектива автоматизации сварочного процесса.Е. О. Патон стал решать проблему автоматизации комплексно, уделив особое внимание аппаратам и защите зоны сварки. Еще в 1923 г. в Советском Союзе Д. А. Дульчевский применил при сварке меди угольный порошок и другие горючие вещества, оттеснявшие воздух от жидкого металла. Позже тоже пытались вносить защитные средства в зону сварки отдельно от электрода.Способы автоматической сварки под флюсом совершенствовались: изменялся состав флюса, способы его подачи в зону сварки. Е. О. Патон поставил перед сотрудниками своего института задачу разработать гранулированный флюс для сварки сталей угольным и металлическим электродами. Он должен был прикрыть жидкий металл от воздуха, ввести дополнительные легирующие элементы в металл шва и связать вредные примеси. В 1939 г. был разработан флюс и изготовлен специальный аппарат (сварочный «трактор»-автомат).
Современный сварочный автомат
На самом пороге надвигающейся войны – промышленность СССР получила технологию сварки стали, — не имеющую аналогов в мире! Особенно важную роль автоматическая сварка сыграла при сварке танковых корпусов. Она позволила резко увеличить производительность и качество изделий по сравнению с ручной сваркой. Ни в США, ни в Германии такой технологии не было, танковую броню клепали, скручивали на болтах (в США…) или сваривали вручную.В 1939-1940 годах в институте было завершено создание высокопроизводительной дуговой автоматической сварки под флюсом, и 20 декабря 1940 года было принято правительственное постановление о внедрении новой технологии на 20 заводах (в производстве вагонов, котлов, балок для мостов и других ответственных конструкций).70-летний Е.О. Патон в годы Великой Отечественной войны совершил подвиг — силами своего, тогда очень небольшого Института электросварки АН УССР, эвакуированного в Нижний Тагил — один из уральских «танкоградов», — разработал и внедрил технологию автоматизированной сварки броневых корпусов танков Т-34.
Многое из прошлой практики приходилось пересматривать, отвергать. Трещины в броне! Как избавиться от них? Невооруженным взглядом трещины даже не видны, их обнаруживает только микроскоп, и то не всегда. Крошечные, незримые змейки тоньше волоска… Это была внешне неприметная и прозаическая, но исключительно важная исследовательская работа. Она длилась по десять-двенадцать часов в день, но, увы, утешительных результатов все не было. Ненавистные трещины упорно порочили сварной шов. Сделаны были уже десятки шлифов, но удача не приходила.Наконец после долгих поисков нащупали правильную мысль. Первые опыты принесли радость и разочарование. Желаемый результат достигался, но скорость сварки резко сокращалась. Отсюда уже было недалеко и до предложения, внесенного Дятловым и Ивановым: применить присадочную проволоку. Эта идея оказалась «счастливой» и решающей! Опыты с присадкой повторили многократно сперва в лаборатории, а затем и в цехе. Наконец-то швы стали получаться без трещин, а производительность сварки даже увеличилась.
По инициативе Е.О. Патона на заводе № 183 в Нижнем Тагиле была введена в действие первая в мире поточная линия производства бронекорпусов танков, на которой действовало 19 установок для автоматической сварки под флюсом. Это позволило высвободить 280 высококвалифицированных сварщиков (для других работ), которых заменили 57 рабочими более низкой квалификации. Кроме работы по автоматической сварке сотрудники института наладили контроль качества электродов и сварки; решили ряд важнейших проблем газовой сварки и резки; предложили ускоренные методы подготовки сварщиков; разработали сопла с коническим каналом, позволившие резко повысить производительность бензорезки при одновременном снижении расхода кислорода и повышении качества…
В 1943 году Институт электросварки продолжал оказывать помощь военным заводам страны в деле освоения скоростной автоматической сварки под флюсом. В этом году только на заводах Наркомата танковой промышленности уже работало 50 автосварочных установок. С помощью скоростной автоматической сварки под флюсом было организовано поточное производство фугасных авиабомб, реактивных снарядов для «катюш» и других видов вооружения и боеприпасов.
Ни в одной стране, кроме Советского Союза, автоматическая сварка под флюсом броневых сталей не была еще разработана, и лишь в последние месяцы войны по примеру СССР в США начали осваивать сварку под флюсом при постройке бронекорпусов танков и самоходных артиллерийских установок. В Германии автоматическая сварка танков так и не была создана до конца войны.«Русская» сварка
В июне 1944 года институт возвратился в Киев, где началось восстановление его научной и лабораторной базы.
Е.Патон с сыновьями…
В ознаменование 75-летия со дня рождения Е.О. Патона институту было присвоено его имя. Послевоенный период характерен углублением и расширением теоретических и экспериментальных работ по изучению свариваемости различных классов сталей, по оценке прочности сварных соединений и конструкций, а также по разработке новых систем флюсов, проволок и сварочной аппаратуры. Еще на Урале Е.О. Патон начал переориентировать работу коллектива на решение задач по восстановлению разрушенного войной народного хозяйства временно оккупированных районов.В институте им. Патона в 1949 году был разработан принципиально новый вид сварки – электрошлаковая (ЭШС). Данный способ позволял соединять детали любой толщины (до нескольких метров…).
На международной выставке в Брюсселе в 1958 г. этот вид сварки был отмечен большой золотой медалью «Гран-при» и получил неофициальное название «Русская сварка». Электрошлаковая сварка и наплавка завоевали себе широкую известность и признание во многих странах мира.
В 1946-1953 годах Е.О. Патон комплексно разрабатывает проблемы сварного мостостроения, возглавляет работы по проектированию и изготовлению первых цельносварных мостов, в которых широко применена автоматическая сварка. В 1946 году по совету Н.С. Хрущева подает союзному правительству докладную записку о преимуществах сварного мостостроения. В том же году Совет Министров СССР принимает развернутое постановление с широкой программой применения сварки в строительстве мостов. Патон возглавляет исследовательские, проектные, заводские и монтажные работы, связанные с постройкой крупнейшего в мире цельносварного шоссейного моста через Днепр в Киеве. 5 ноября 1953 года состоялось торжественное его открытие.
Евгений Оскарович Патон скончался 12 августа 1953 года на 84-м году жизни. Постановлением правительства после смерти Патона мосту присвоено его имя.
После смерти отца, — Институт электросварки возглавил его сын — Борис Евгеньевич Патон, ставший к этому времени доктором технических наук, а в 1954 году — профессором. С 1962 года он совмещает этот пост с должностью президента Национальной академии наук Украины.
При Б.Е. Патоне к «земным» сварочным технологиям добавились космические — для строительства конструкций различного назначения в космосе, а другие достигли глубин океанов.Огромные работы выполнены в судостроении, производстве сварных труб для магистральных газо- и нефтепроводов, в тяжелом и химическом машиностроении.Оригинал взят у mgsupgs в История электросварки.
Для «гуманитария» — фамилия Патон в общем-то, — мало чего значит… Разве что, — бывающие в Киеве, вспомнят красавец-мост через Днепр, носящий это имя – мост Патона… Еще меньше людей знает про то, что этот мост является уникальным и первым в мире цельносварным — и назван в честь своего создателя… И вообще электродуговая сварка является одной из тех отраслей в которой СССР , не только не отставал, но и зачастую являлся технологическим лидером. И все благодаря «царскому » инженеру-мостостроителю Патону…
«Отец русской сварки»
Евгений Оскарович Патон Родился 4 марта 1870 года в Ницце (Франция), в семье российского дипломата.В 1894 году Е.О. Патон оканчивает Дрезденский политехнический институт и получает диплом инженера-строителя. Через два года он блестяще оканчивает второй институт — в Петербурге и получает диплом русского инженера. В 1900 году защищает диссертацию, дающую право на звание профессора. В 1904 году переезжает из Москвы в Киев и становится деканом инженерного факультета и заведующим кафедрой мостов. Он выполняет целый ряд проектов по созданию мостов и становится крупнейшим специалистом в этой области.
Несмотря на «смуту» и полнейшую неопределенность в политической жизни России, — Патон решил остаться в СССР. Многие решили, но ему в отличие от них повезло. Патон как уже говорилось был широко известен своими работами по вопросам статики сооружений и конструирования железных мостов. Им сформулирован ряд принципиальных положений по расчету и конструированию клепаных мостов. Он — руководитель и автор более 50 проектов железных клепаных мостов. Но 1928 году происходит его первое и – судьбоносное знакомство с электрической дуговой сваркой…!
История изобретения электросварки.
Тут нужно сделать ВАЖНОЕ отступление… Электрическая дуговая сварка – была изобретена не где-нибудь, а именно в «царской» России талантливым инженером Николаем Бенардосом аж в 1881 году!!!
Бенардос изобрел дуговую сварку металлов угольным (неплавящимся) электродом. Его «аппарат» получил название «Электрогефест».
Бенардос не смог сразу в 1881 году запатентовать своего «Электрогефеста». Одной из причин стало отсутствие средств. Лишь в 1884 году, когда усадьба изобретателя «Привольное» была продана за неуплату долгов , — Бенардос смог на оставшиеся деньги подать заявку на получение патента на способ дуговой электросварки. В 1885 – 1887гг. Н. Н. Бенардос получил патенты Франции, Бельгии, Великобритании, Австро-Венгрии, Швеции, Италии, Германии, США, Норвегии, Дании, Испании, Швейцарии. Патентование за рубежом финансировал купец С. А. Ольшевский, владелец доходных домов в Петербурге и Варшаве, ставший «совладельцем патентов».Значительных успехов в области электросварки добился и другой русский инженер – Николай Славянов.
Он, в 1888 году, на Пермских пушечных заводах изобретает дуговую сварку плавящимся металлическим электродом под слоем флюса. Собственно – прообраз современной дуговой сварки. Впервые в мире Славянов применил на практике электрическую дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
В Советском Союзе первым занялся сваркой В. П. Вологдин. Исследования, проведенные под его руководством, доказали возможность применения и научного изучения сварки.
В 1928 г. исследованиями сварных соединений занялся уже 59-летний инженер — мостостроитель Е. О. Патон.
Под его руководством в Киеве была создана уникальная электросварочная лаборатория. Работы по изучению процессов и технологий электросварки в СССР – давали ощутимые результаты!
В 1932 г. — К. К. Хреновым впервые в мире в Советском Союзе осуществлена электрическая дуговая сварка под водой.
В 1935 г. в Киеве был создан Институт электросварки, (позже получивший имя Е. О. Патона).
«Проверка на прочность»
С первых опытов промышленного внедрения электросварки в серийное производство, стала понятна перспектива автоматизации сварочного процесса.Е. О. Патон стал решать проблему автоматизации комплексно, уделив особое внимание аппаратам и защите зоны сварки. Еще в 1923 г. в Советском Союзе Д. А. Дульчевский применил при сварке меди угольный порошок и другие горючие вещества, оттеснявшие воздух от жидкого металла. Позже тоже пытались вносить защитные средства в зону сварки отдельно от электрода.Способы автоматической сварки под флюсом совершенствовались: изменялся состав флюса, способы его подачи в зону сварки. Е. О. Патон поставил перед сотрудниками своего института задачу разработать гранулированный флюс для сварки сталей угольным и металлическим электродами. Он должен был прикрыть жидкий металл от воздуха, ввести дополнительные легирующие элементы в металл шва и связать вредные примеси. В 1939 г. был разработан флюс и изготовлен специальный аппарат (сварочный «трактор»-автомат).
Современный сварочный автомат
На самом пороге надвигающейся войны – промышленность СССР получила технологию сварки стали, — не имеющую аналогов в мире! Особенно важную роль автоматическая сварка сыграла при сварке танковых корпусов. Она позволила резко увеличить производительность и качество изделий по сравнению с ручной сваркой. Ни в США, ни в Германии такой технологии не было, танковую броню клепали, скручивали на болтах (в США…) или сваривали вручную.В 1939-1940 годах в институте было завершено создание высокопроизводительной дуговой автоматической сварки под флюсом, и 20 декабря 1940 года было принято правительственное постановление о внедрении новой технологии на 20 заводах (в производстве вагонов, котлов, балок для мостов и других ответственных конструкций).70-летний Е.О. Патон в годы Великой Отечественной войны совершил подвиг — силами своего, тогда очень небольшого Института электросварки АН УССР, эвакуированного в Нижний Тагил — один из уральских «танкоградов», — разработал и внедрил технологию автоматизированной сварки броневых корпусов танков Т-34.
Многое из прошлой практики приходилось пересматривать, отвергать. Трещины в броне! Как избавиться от них? Невооруженным взглядом трещины даже не видны, их обнаруживает только микроскоп, и то не всегда. Крошечные, незримые змейки тоньше волоска… Это была внешне неприметная и прозаическая, но исключительно важная исследовательская работа. Она длилась по десять-двенадцать часов в день, но, увы, утешительных результатов все не было. Ненавистные трещины упорно порочили сварной шов. Сделаны были уже десятки шлифов, но удача не приходила.Наконец после долгих поисков нащупали правильную мысль. Первые опыты принесли радость и разочарование. Желаемый результат достигался, но скорость сварки резко сокращалась. Отсюда уже было недалеко и до предложения, внесенного Дятловым и Ивановым: применить присадочную проволоку. Эта идея оказалась «счастливой» и решающей! Опыты с присадкой повторили многократно сперва в лаборатории, а затем и в цехе. Наконец-то швы стали получаться без трещин, а производительность сварки даже увеличилась.
По инициативе Е.О. Патона на заводе № 183 в Нижнем Тагиле была введена в действие первая в мире поточная линия производства бронекорпусов танков, на которой действовало 19 установок для автоматической сварки под флюсом. Это позволило высвободить 280 высококвалифицированных сварщиков (для других работ), которых заменили 57 рабочими более низкой квалификации. Кроме работы по автоматической сварке сотрудники института наладили контроль качества электродов и сварки; решили ряд важнейших проблем газовой сварки и резки; предложили ускоренные методы подготовки сварщиков; разработали сопла с коническим каналом, позволившие резко повысить производительность бензорезки при одновременном снижении расхода кислорода и повышении качества…
В 1943 году Институт электросварки продолжал оказывать помощь военным заводам страны в деле освоения скоростной автоматической сварки под флюсом. В этом году только на заводах Наркомата танковой промышленности уже работало 50 автосварочных установок. С помощью скоростной автоматической сварки под флюсом было организовано поточное производство фугасных авиабомб, реактивных снарядов для «катюш» и других видов вооружения и боеприпасов.
Ни в одной стране, кроме Советского Союза, автоматическая сварка под флюсом броневых сталей не была еще разработана, и лишь в последние месяцы войны по примеру СССР в США начали осваивать сварку под флюсом при постройке бронекорпусов танков и самоходных артиллерийских установок. В Германии автоматическая сварка танков так и не была создана до конца войны.«Русская» сварка
В июне 1944 года институт возвратился в Киев, где началось восстановление его научной и лабораторной базы.
Е.Патон с сыновьями…
В ознаменование 75-летия со дня рождения Е.О. Патона институту было присвоено его имя. Послевоенный период характерен углублением и расширением теоретических и экспериментальных работ по изучению свариваемости различных классов сталей, по оценке прочности сварных соединений и конструкций, а также по разработке новых систем флюсов, проволок и сварочной аппаратуры. Еще на Урале Е.О. Патон начал переориентировать работу коллектива на решение задач по восстановлению разрушенного войной народного хозяйства временно оккупированных районов.В институте им. Патона в 1949 году был разработан принципиально новый вид сварки – электрошлаковая (ЭШС). Данный способ позволял соединять детали любой толщины (до нескольких метров…).
На международной выставке в Брюсселе в 1958 г. этот вид сварки был отмечен большой золотой медалью «Гран-при» и получил неофициальное название «Русская сварка». Электрошлаковая сварка и наплавка завоевали себе широкую известность и признание во многих странах мира.
В 1946-1953 годах Е.О. Патон комплексно разрабатывает проблемы сварного мостостроения, возглавляет работы по проектированию и изготовлению первых цельносварных мостов, в которых широко применена автоматическая сварка. В 1946 году по совету Н.С. Хрущева подает союзному правительству докладную записку о преимуществах сварного мостостроения. В том же году Совет Министров СССР принимает развернутое постановление с широкой программой применения сварки в строительстве мостов. Патон возглавляет исследовательские, проектные, заводские и монтажные работы, связанные с постройкой крупнейшего в мире цельносварного шоссейного моста через Днепр в Киеве. 5 ноября 1953 года состоялось торжественное его открытие.
Евгений Оскарович Патон скончался 12 августа 1953 года на 84-м году жизни. Постановлением правительства после смерти Патона мосту присвоено его имя.
После смерти отца, — Институт электросварки возглавил его сын — Борис Евгеньевич Патон, ставший к этому времени доктором технических наук, а в 1954 году — профессором. С 1962 года он совмещает этот пост с должностью президента Национальной академии наук Украины.
При Б.Е. Патоне к «земным» сварочным технологиям добавились космические — для строительства конструкций различного назначения в космосе, а другие достигли глубин океанов.Огромные работы выполнены в судостроении, производстве сварных труб для магистральных газо- и нефтепроводов, в тяжелом и химическом машиностроении.
Источник
kak-eto-sdelano.ru
История развития сварки
Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов.
Известны древнейшие образцы сварки, выполненные в VIII-VII тысячелетиях до н.э. Древнейшим источником металла были случайно находимые кусочки самородных металлов - золота, меди, метеоритного железа. Ковкой их превращали в листочки, пластинки, острия. Ковка с небольшим подогревом позволяла соединять мелкие кусочки более крупные, пригодные для изготовления простейших изделий.
Позже научились выплавлять металл из руд, плавить его и литьем изготовлять уже более крупные и часто весьма совершенные изделия из меди и бронзы.
С освоением литейного производства возникла литейная сварка по так называемому способу промежуточного литья – соединяемые детали заформовывались, и место сварки заливалось расплавленным металлом. В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой появилась пайка, имеющая большое значение и сейчас.
Весьма важным этапом стало освоение железа около 3000 лет назад. Железные руды имеются повсеместно, и восстановление железа из них производится сравнительно легко. Но в древности плавить железо не умели и из руды получали продукт, состоявший из мельчайших частиц железа, перемешанных с частицами руды, угля и шлака. Лишь многочасовой ковкой нагретого продукта удавалось отжать неметаллические примеси и сварить частицы железа в кусок платного металла. Таким образом, древний способ производства железа включал в себя процесс сварки частиц железа в более крупные заготовки. Из полученных заготовок кузнечной сваркой изготовляли всевозможные изделия: орудии труда, оружие и пр. Многовековой опыт, интуиции и чутье позволяли древним Мистерам иногда получать сталь очень высокого качества (булат) и кузнечной сваркой изготовлять изделия поразительного совершенства и красоты.
Кузнечная сварка и пайка были ведущими процессами сварочной техники вплоть до конца ХIХ в., когда начался совершенно новый, современный период развития сварки. Несоизмеримо выросло производство металла и всевозможных изделий из него, многократно - потребность в сварочных работах, которую не могли уже удовлетворить существовавшие способы сварки. Началось стремительное развитие сварочной техники - за десятилетие она совершенствовалась больше, чек за столетие предшествующего периода. Быстро развивались и новые источники нагрева, легко расплавлявшие железо: электрический ток и газокислородное пламя.
Особо нужно отметить открытие электрического дугового разряда, на использовании которого основана электрическая дуговая сварка - важнейший вид сварки настоящего времени. Видная роль в создании этого способа принадлежит ученым и инженерам нашей страны. Само явление дугового разряда открыл и исследовал в 1802 году русский физик и электротехник, впоследствии академик Василий Владимирович Петров.
Петров Василий Владимирович
В 1802 г. русский академик В.В. Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Он изучил я описал это явление, а также указал на возможность использования тепла электрической дуги для расплавления металлов и тем заложил основы дуговой сварки металлов.
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В последующие годы им были разработаны способы сверки дугой, горящей между двумя или несколькими электродами; сварки в атмосфере защитного газа; контактной точечной электросварки с помощью клещей; создан ряд конструкций сварочных автоматов. Н.Н. Бенардосом запатентовано в России и за границей большое количество различных изобретении в области сварочного оборудования и процессов сварки.
 Бенардос Николай Николаевич
Бенардос Николай Николаевич
Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время, является Н.Г. Славянов, разработавший его в 1888 г.
 Славянов Николай Гаврилович
Славянов Николай Гаврилович
Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива рабочих-сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке. Созданные Н.Н. Бенардосом и Н.Г. Славяновым способы сварки явились основой современных методов электрической сварки металлов.
Внедрение сварки в производство проходило очень интенсивно, так в России с 1890 по 1892 года было по их технологии отремонтировано с высоким качеством 1631 изделие, общим весом свыше 17 тыс. пудов, это в основном чугунные и бронзовые детали. Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла.
Известный мостостроитель академик Патон Евгений Оскарович, предвидя огромное будущее электросварки в мостостроении и в других отраслях хозяйства, резко сменил поле своей научной деятельности и в 1929 году организовал сначала лабораторию, а позднее первый в мире институт электросварки (г. Киев). Им было разработано и предложено много новых и эффективных технологических процессов электросварки. В годы войны в короткий срок под его руководством были разработаны технология и автоматические стенды для сварки под слоем флюса башен и корпусов танков, самоходных орудий, авиабомб.
В настоящее время широкое развитие получили такие новые способы сварки как: порошковыми материалами, плазменная, контактная и электрошлаковая, сварка под водой и в космосе и др., многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института - академик Борис Евгеньевич Патон.
Кроме головного, в этой отрасли, института сварки имени Е.О. Патона, вопросами сварки успешно занимаются многие учебные институты (УПИ, ЧИМЭСХ, ЛГАУ и др.), институты объединения «Ремдеталь».
Наибольшее развитие наука о сварке и техника применяемых в настоящее время передовых методов сварки подучила в нашей стране благодаря трудам многих советских ученых, инженеров и рабочих-новаторов сварочного производства. Ими создано большое количество типов сварочного оборудования, марок электродов, разработаны новые прогрессивные сварочные процессы, в том числе высокомеханизированные и автоматизированные, освоена техника сварки многих металлов и сплавов, глубоко и всесторонне разработана теория сварочных процессов.
В последние годы сварка повсеместно вытеснила способ неразъемного соединения деталей с помощью заклепок.
Сейчас сварка является основным способом соединения деталей при изготовлении металлоконструкций. Широко применяется сварка в комплексе с литьем, штамповкой и специальным прокатом отдельных элементов заготовок изделий, почти полностью вытеснив сложные и дорогие цельнолитые и цельноштампованные заготовки.
Далее: Сварка в прошлом. Статьи
Читать: История развития контактной сварки
Читать: История развития термитной сварки
Источник: Глизманенко Д.Л. Сварка и резка металлов
www.autowelding.ru
Электросварка
Электросварка бывает двух типов: 1) дуговая и 2) электросварка методом сопротивления.
Дуговая электросварка
Дуговая электросварка изобретена русским инженером Н. Н. Бенардосном в 1882 году.
Николай Николаевич Бенардос (1842 – 1905), кроме электрической сварки и пайки металлов, изобрел способ электролитического покрытия медью корпусов железных судов. Н. Н. Бенардос является конструктором комбинированного газоэлектрического паяльника. Он впервые применил электрическую дугу для резки металлов под водой. Н. Н. Бенардос получил звание почетного инженера-электрика.
При дуговой электросварке используют тепло, выделяемое электрической дугой. При сварке по способу Бенардоса один полюс источника напряжения присоединяют к угольному стержню, а другой полюс – к деталям, которые необходимо сварить (рисунок 1). В пламя электрической дуги вводится тонкий металлический стержень, который плавится, и капли расплавленного металла, стекая на детали и застывая, образуют сварочный шов.

Рисунок 1. Электросварка по способу Бенардоса (с угольным электродом)
В 1891 году русский инженер Н. Г. Славянов предложил другой способ дуговой электросварки, который получил наибольшее распространение. Николай Гаврилович Славянов (1854 – 1897) работал на Воткинском заводе и в Мотовилихе (около города Перми). В 1893 году на Всемирной выставке Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толченого стекла (флюса).
Электросварка по способу Славянова состоит в следующем. Угольный стержень заменен металлическим электродом (рисунок 2). Плавится сам электрод, и расплавленный металл, застывая, соединяет свариваемые детали. По использовании электрода его заменяют новым.

Рисунок 2. Электросварка по способу Славянова (с металлическим электродом)
Прежде чем сваривать деталь, ее нужно тщательно очистить от ржавчины, окалины, масла, грязи с помощью зубила, напильника, шкурки.

Рисунок 3. Пример сварочного шва, получившегося после применения электродуговой сварки
Для создания устойчивой дуги и получения прочного шва металлические электроды обмазывают специальными составами. Такая обмазка во время плавления электрода при работе также плавится и, заливая сильно нагретые поверхности свариваемых деталей, не дает им окисляться.
Замедленная съемка работы дуговой сварки:
Электросварка методом сопротивления
Если сложить вплотную два куска металла и пропустить по ним сильный электрический ток, то за счет выделения тепла в месте касания кусков (ввиду большого переходного сопротивления) последние прогреются до высокой температуры и сварятся.

Рисунок 4. Контактная электросварка
В настоящее время электросварка как и дуговая, так и методом сопротивления прочно вошла в промышленность и получила очень широкое распространение. Сваривают листовую и угловую сталь, балки и рельсы, мачты и трубы, фермы и котлы, суда и так далее. Сваркой выполняют новые и ремонтируют старые детали из стали, чугуна и цветных металлов.
Видео электросварка методом сопротивления:
Ученые и изобретатели нашей страны разработали множество новых методов применения электросварки. Профессор К. К. Хренов предложил способ подводной электросварки, широко использованный при строительстве газопровода Саратов – Москва. Автоматическая сварка, предложенная академиком Е. О. Патоном, позволяет очень быстро и высококачественно сваривать металлы в массовом производстве. Академик В. П. Никитин сконструировал сварочный аппарат, позволяющий производить сварку с помощью наиболее распространенного сейчас переменного тока. Аппарат имеет особую деталь – осциллятор, назначение которого заключается в том, чтобы вырабатывать переменный ток высокого напряжения и очень высокой частоты, что обеспечивает устойчивое горение дуги при сварке тонких и толстых металлических деталей.
При замыкании и размыкании рубильником или выключателем электрических цепей, а также замыкании и размыкании контактов приборов и аппаратов электрическая искра, возникающая между контактами, и нередко следующая за ней электрическая дуга плавят металл, и контакты обгорают или свариваются, нарушая работу установки. Это явление называется электрической эрозией (от латинского слова "эрого" - выгрызаю). Искра при своем появлении как бы "грызет" металл. Для борьбы с искрой иногда между контактами параллельно искровому промежутку включают конденсатор определенной емкости.
Инженеры Б. Р. Лазаренко и И. Н. Лазаренко использовали свойство электрической искры "грызть металл" в сконструированной ими электроэрозионной установке. Работа установки в основном состоит в следующем. К металлическому стержню подводится один провод от источника напряжения. Другой провод присоединяется к обрабатываемой детали, находящейся в масле. Металлический стержень заставляют вибрировать. Электрическая искра, возникающая между стержнем и деталью, "грызет" деталь, проделывая в ней отверстие, одинаковое с формой сечения стержня (шестигранное, квадратное, треугольное и так далее).
Источник: Кузнецов М. И., "Основы электротехники" - 9-е издание, исправленное - Москва: Высшая школа, 1964 - 560с.
www.electromechanics.ru
История сварки и развития сварочных технологий
В самом начале 19 века, а конкретно в 1802 году, Василий Владимирович Петров (1761 – 1834 гг.), будучи профессором физики Санкт-Петербургской медико-хирургической академии, открыл и описал явление электрической дуги, а также впоследствии предложил ее возможное практическое применение, включая электросварку и электропайку металлов.
 В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
 В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
Н.Н.Бенардос и Н.Г.Славянов заложили основы автоматизации сварочного производства. К сожалению, в условиях царской России их изобретения не нашли большого применения. Лишь после Великой Октябрьской социалистической революции сварочные технологии получают распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлов, а несколько позже – сварку судов и ответственных конструкций.
 Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
В 1928 году русский изобретатель и учёный Дмитрий Антонович Дульчевский (1879 – 1961 гг.) разработал технологию автоматической сварки под флюсом.
В 1932 году русский ученый Константин Константинович Хренов (1894 – 1984 гг.) впервые в мире создал технологию электродуговой сварки и резки под водой.
 Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Конец 1940-х годов ознаменовался началом промышленного применения технологии сварки в защитном газе. В 1952 году коллективы Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патона разработали и внедрили в производство способ полуавтоматической сварки в углекислом газе.
Сваривать металлы практический любой толщины стало возможным после разработки в 1949 году сотрудниками Института электросварки им. Е.О. Патона технологии электрошлаковой сварки.
В дальнейшем в нашей стране стали применяться следующие способы сварки: сварка ультразвуком, диффузионная сварка, электронно-лучевая, холодная сварка, плазменная, сварка трением и др.
mavego.ru