







Что такое электрод сварочный, и его назначение - WeldElec.com. Электрод сварочный это
Виды электродов для сварки - Главный механик
Чтобы получить хороший результат в виде качественного сварного шва, перед началом сварных работ необходимо внимательно изучить необходимые для производства материалы. Нужно разобраться в видах электродов, ведь универсальных изделий для сварки пока не существует. Каждый вид применяется для конкретного материала и при определенных условиях.
Классификация сварочных электродов
Электроды – самый востребованный расходный материал для производства сварки или резки металлических изделий. Сварочный электрод – это токопроводящий стержень, через который электрический ток от сварочного аппарата передается к месту плавления металла.
 Неплавящийся графитовый электрод
Неплавящийся графитовый электродЭлектрод представляет собой стержень определенного размера, выполненный из металла или другого материала. Существуют разнообразные виды электродов для сварки:
- Неплавящиеся стержни изготовлены из графита, а также могут быть торированными, итрированными и угольными.
- Плавящиеся электроды производят из легированных, высоколегированных и углеродистых марок стали, бронзы, меди, чугуна и других металлов. Эти изделия обладают покрытием, которое выполняет сразу несколько функций при расплавлении металла. К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
Изделия с щелочным покрытием легко образуют и стабилизируют дугу.
Процесс сварки происходит следующим образом. Края металлических частей расплавляются от тепла, которое производит электрическая дуга – поток ионов между анодом и катодом. Короткое замыкание, возникающее между двумя полюсами, становится причиной процесса ионизации.
Сварка выполняется одним электродом или несколькими, между которыми создается дополнительная дуга. Такой метод называется сваркой трехфазной дугой.
Как выбрать сварочный электрод по маркировке
В промышленности используются различные типы электродов для соединения металлов, которые обладают разной температурой плавления. Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Есть много типов стержней, которые классифицировать сложно. Типы для сварки стали определяются по ГОСТу 9467-75. Например, в буквенно-числовых обозначениях марок Э42А, Э38 и Э50А:
- «Э» обозначает «электрод»,
- число указывает минимальное время сопротивления разрыву,
- буква «А» определяет возможность использовать наплавляемый пластичный металл повышенной вязкости.
- буквой «Н» обозначаются изделия для наплавления на разные поверхности,
- буквой «У» маркируются стержни для соединения изделий из углеродистой стали,
- буква «Т» – для изделий из легированных теплоустойчивых сталей.
Химические элементы, входящие в состав наплавки, тоже отражаются в маркировке электрода, например:
- «Х» – хром,
- «М» – молибден,
- «Б» – ниобий,
- «Ф» – ванадий.
К одному классу отечественных и зарубежных сварочных материалов относится большое количество марок сварочных электродов.
Проволока для производства электродов маркируется так:
- буквы Св означают сварочный тип,
- число после букв определяет проценты углерода в металле,
- буквенный код означает наличие легирующих веществ,
- следующее число означает процент этих элементов в составе стержня.
Состав проволоки и стальных деталей должны выбираться в соответствии друг с другом.
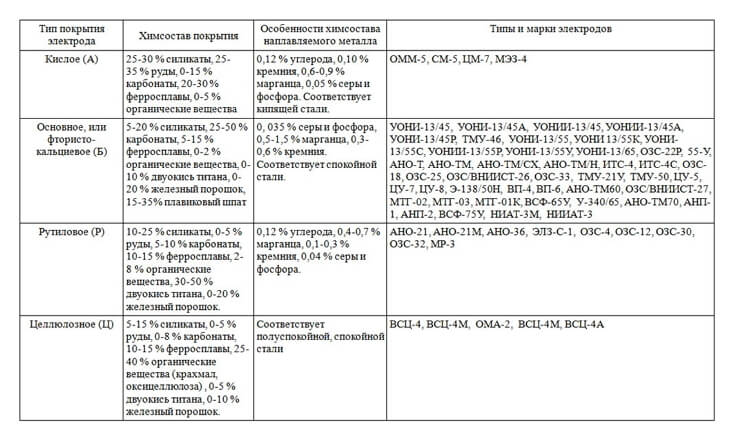
Электроды с разным составом покрытия применяются для разных материалов, подбирая определенный вид для каждого случая. Покрытия электродов маркируются:
- Б – основные. Содержат фторид кальция и карбонат, вступающий в реакцию с кислородом при горении дуги и образующий углекислый газ в качестве защиты. Сварка выполняется с применением постоянного тока обратной полярности. С использованием переменного тока получается шов низкого качества, и для улучшения приходится применять дополнительные меры для улучшения его качества.
- А – кислые. В составе содержатся ферросилиций и ферромарганец. Такие стержни используют при создании нижних швов постоянным током и плавят металлы с высокой скоростью.
- Р – рутиловые. Содержат жидкое стекло, двуокись титана (рутил), ферромарганец, карбонат и алюмосиликаты. Рутиловые эдлектроды применяются для сварки постоянным током соединения в любом расположении. Шлак, образующийся в результате химической реакции, защищает элементы от выгорания. Соединения получаются качественными и нетоксичными.
- Ц – целлюлозные. Такие изделия содержат в составе целлюлозу, марганцы, ферромарганец, тальк и рутил. Они используются для производства любых швов хорошего качества с высокой скоростью. Вокруг сварочной ванны и дуги образуются защитные газы. Во время работы нужно следить, чтобы соединение перегревалось. Материал при работе разбрызгивается, поэтому метод считается неэкономичным. Его используют для производства соединений трубопроводов разного назначения.
- П – прочие. Стержни с легирующими элементами в составе применяются для улучшения качества соединения.
- С – специальные. Применяются для подводных сварочных работ, поскольку создают защищенный от проникновения влаги шов. В составе имеется жидкое стекло в смеси с веществами, содержащими смолы.
Все электроды, обладающие определенным видом покрытия, предназначаются для конкретных случаев. Рутиловое покрытие считается универсальным и является основным видом. Защитную функцию покрытия выполняют за счет окисления сплава, добавления легирующих веществ и создания защитного ореола из шлаков или газов. Таким образом формируются добротные сварные швы хорошего качества.
Тем не менее, при выборе типа электрода нужно ориентироваться не на его маркировку, а на характеристики изделия, которые определяются техническими стандартами.
Основные критерии выбора сварных электродов
Изделия для производства сварочных работ в первую очередь обращают внимание на его диаметр, на вид – плавящийся или неплавящийся, на полярность и род электротока, на тип покрытия и расположение шва.
Выбирая сварочные электроды, необходимо учитывать форму кромки металлического листа, его марку и параметры электротока. Такой важный параметр изделий, как диаметр, определяется по толщине соединяемых материалов. Самые тонкие стержни с диаметром 0,1 см применяются при сварке током от 20 до 25 А металлических листов толщиной до 0,015 см. Изделия толщиной 0,3-0,4 см являются самыми распространенными и применяются для сварки металлов толщиной менее 0,10 см. При этом применяется ток силой не более 220 А.
Чем больше диаметр, тем мощнее применяется сварочное оборудование. Максимальный диаметр изделий составляет 1,2 см. Для реализации бытовых задач применяются 3-миллиметровые электроды. Если размер стержня менее 2 мм, электрод используют для соединения тонких листов металла.
В промышленности чаще применяется «четверка», а электроды толще 5 мм используются в строительстве, судо- и мостостроении и в других крупных отраслях.
Нержавеющую сталь и алюминий соединяют с применением вольфрамовых электродов, используя при этом переменный ток для получения более качественного шва. Изделия из углеродистой стали соединяются электродами с рутиловым покрытием.
themechanic.ru
Что такое электрод сварочный, и его назначение
Главная страница » Что такое электрод сварочный, и его назначение

Сварочный электрод представляет собой стержень из электропроводного материала (металлического или неметаллического), который предназначен для подачи напряжения к свариваемой детали. Сегодня на рынке имеется более двухсот различных марок электродов, причем большая часть выпускаемого ассортимента приходится на плавящиеся электроды, которые предназначены для ручной дуговой сварки.
Что такое электрод, и из какого материала он изготавливается
Сварочные электроды изготавливают из электропроводного материала, а в зависимости от материала они разделяются на виды:
- металлические – стальные, чугунные, латунные, медные, бронзовые, вольфрамовые и другие;
- металлические плавящиеся электроды – покрытые и комбинированные, сварочные пластины, а также ленты сплошного сечения;
- металлические неплавящиеся электроды – вольфрамовые электродные стержни, электроды для контактной сварки;
- неплавящиеся неметаллические электроды – графитовые и угольные.
Электроды, покрытые для ручной дуговой сварки
- Электроды, покрытые для ручной дуговой сварки, изготавливаются в виде стержней, как правило, длиной от 250 до 700 мм из сварочной проволоки с нанесением на нее слоя покрытия. На одном конце электрода длиной 20-30 мм покрытие не наносится для его закрепления в держателе.
- Длина электрода зависит от химического состава стержня и его диаметра. Например, стержни с небольшим диаметром, состоящие из высоколегированных сталей, изготавливают более короткими для уменьшения сопротивления электрическому току и, соответственно, нагрева при сварке, а стержни небольшого диаметра из низкоуглеродистых сталей имеют высокую электропроводность и, следовательно, могут быть длиннее.
Сварочные электроды должны обеспечивать:
- устойчивость горения дуги, равномерность плавления металла и стабильность переноса его в сварочную ванну;
- защиту металла сварочной ванны и расплавленного металла электрода от воздуха;
- получение требуемых механических свойств и химического состава металла шва;
- минимальные потери на разбрызгивание, угар и хорошее формирование шва;
- по возможности высокую производительность сварочного процесса;
- хорошую отделимость и удаляемость шлака с поверхности шва;
- достаточную стойкость покрытия механическим повреждениям;
- минимальную токсичность выделяющихся при сварке газов, соблюдение санитарно-гигиенических норм;
Поиск по сайту
Марки
МаркиВыберите рубрику48Н48ХНCapillaCastolinGeKaKiswelKOBATEKNobitecPhoenixQUATTRO ELEMENTIUTPWearshieldZELLERАНВАНЖРАНОАНПАНЦВИВСНВСФВСЦЗИОИТСКТИЛЭЗМРМТГНИАТНИИОЗАОЗАНАОЗБОЗИОЗЛОЗНОЗРОЗСОЗЧОЗШОК ОК 46ПрочиеРОТЭКССЛТТМЛТМУУОНИУПЦЛЦНЦТЦУЭАweldelec.com
Сварочный электрод это
Электроды для сварки - виды, маркировка и выбор
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Виды обмазки
В настоящее время применяются четыре вида обмазки.
- Основное с маркировкой «Б».
- Кислое – «А».
- Целлюлозное – «Ц».
- Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
- Могут работать как на постоянном, так и на переменном токе.
- Разбрызгивание металла минимальное.
- С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
- Шлак после сварки легко отходит.
- С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
- Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.
Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
- Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
- Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
| 2,5 | 2 |
| 2,5-3 | 3 |
| 3,2-4 | 4-5 |
| 4-5 | 6-12 |
| 5 | 13 |
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
| 2 | 55-65 |
| 2,5 | 65-80 |
| 3 | 70-130 |
| 4 | 130-160 |
| 5 | 180-210 |
| 6 | 210-240 |
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветмет. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
- Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
- Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
- Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикальном хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Поделись с друзьями
0
0
2
0
svarkalegko.com
Из чего состоит сварочный электрод
Сварочные электроды являются основным расходным материалом, который используется для сварки. Существует масса разновидностей этих изделий, которые насчитывают более двухсот штук. Они отличаются по следующим параметрам:
- Материалу, из которого изготавливается стержень;
- Покрытию, которое обволакивает стержень;
- Толщине;
- Длине;
- Сфере применения.
Материал, из этого состоит изделие, служит для образования шва. Но он состоит не только из одного вида металла, поэтому, перед выбором нужно определиться из чего состоит электрод, чтобы знать, на что обращать внимание. От правильности выбора зависит успех сваривания, примерно на столько же, насколько и от мастерства сварщика.
Сварочные электроды
Принцип работы электрода
Принцип работы электрода заключается в следующем. Его помещают одним концом в электрододержатель, который является одним из контактов сети, которая идет от трансформатора. Второй контакт цепи закрепляется на свариваемой детали или сварочном столе, который также является токопроводящим. Когда электрод соприкасается с деталью, то цепь замыкается. Сварщик поддерживает его в слегка приподнятом от поверхности состоянии, чтобы замыкание было не полным, иначе электрод залипает и трансформатор может сгореть. Поэтому, создаются условия, чтобы образовывалась электрическая дуга. На качество работы влияет и материал из чего сделаны электроды для сварки, так как от этого зависит надежность эксплуатации шва.
В большинстве случаев электрическая дуга является негативным явлением, но при сварке помогает расплавлять металл, преобразуя электрическую энергию в тепловую. Расплавленный металл будет заделывать трещины, сваривать две детали и прочие сварочные процедуры. Практически каждый электрод имеет защитное покрытие, которое придает ему некоторые дополнительные свойства, в зависимости от состава, а также защищает сварочную ванну от постороннего воздействия и попадания лишних предметов, не говоря уже об улучшении свойств плавления.
Конструктивные особенности различных типов
Электроды различаются по типу своего применения, так как от этого зависят все их характеристики. От этого же зависит и из чего делают электроды для сварки, так как его материал должен полностью совпадать с материалом заготовки. Встречаются модели из:
- Алюминия;
- Чугуна;
- Стали различных сортов, в том числе и нержавеющей;
- Вольфрама, которые относятся к неплавящимся;
- Медные.
Применение электродов для различных материалов
В чистом виде металл очень редко используется и практически в каждом случае состав электрода для сварки может иметь свои легирующие примеси, создающие нужные свойства электрода. На конструкцию это мало чем влияет, помимо длинны и толщины, что уже больше зависит от того, где их будут применять.
Характеристики элементов электрода
Устройство электрода для сварки является предельно простым, так как он состоит из таких элементов как:
- Стержень;
- Покрытие;
- Контактные торец, не имеющий покрытия.
Устройство сварочного электрода
Разобравшись, из чего состоит сварочный электрод, можно более подробно рассмотреть характеристики, ведь у каждого из этих элементов имеются свои особенности, которые влияют на сферу его применения и качество сварки.
Стержень является тем элементом, из которого получается сварочный шов, так как именно он расплавляется от дуги и заполняет ванну. Толщина стержня влияет на глубину, на которую будет залегать шов, а соответственно и на величину ванны. Длина электрода помогает более длительное время вести шов непрерывно, что оказывается очень важным для ответственных объектов, так как каждое прерывание ухудшает общее качество. Материал стержня может считаться основной характеристикой, так как он должен соответствовать тому, что именно будет свариваться.
Покрытие служит для поддержания стабильного горения дуги. Встречаются такие типы как:
- С кислым покрытием – куда входит оксид железа, кремния и марганца. Металл на шве в данном случае имеет предрасположенность к образованию трещин в горячем состоянии, но в них не образуются поры, даже если на поверхности имеется ржавчина.
- С рутиловым покрытием – в основу которых входит диоксид титана, или как его еще называют, рутиловый концентрат. Вероятность образования трещин здесь еще выше, чем у варианта с кислым покрытием, но итоговый результат шва относится к спокойным сталям. Во время сварки металл практически не разбрызгивается и нет проблем от ржавчины на поверхности.
- С ильменитовым покрытием – имеют свойства средние, между кислым и рутиловым.
- С основным покрытием – куда входят фтористые соединения и карбонаты. После остывания металл шва получается весьма пластичным и вязкий при механических ударах. У него высокая стойкость при образовании трещин, но при наличии ржавчины на поверхности получается высокая вероятность образования пор.
- С целлюлозным покрытием – в этом случае в его составе будет около 50% органических составляющих. Это приводит к повышенному содержанию водорода. Для данного типа характерно образование ровного и плотного валика, что облегчает создание вертикальных швов.
Виды покрытий электродов для сварки
Выбор электрода для сварки
Выбор электрода является ответственным делом, так как здесь нужно учесть:
- Максимально полную идентичность его материала и материала свариваемых деталей;
- Правильный выбор покрытия, которое подойдет для условий работы;
- Грамотный подбор толщины относительно мощности аппарата, а также требуемой глубины шва.
Автор: Игорь
Дата: 05.04.2016
Рейтинг статьи:
Загрузка...svarkaipayka.ru
Что такое электрод сварочный, и его назначение
Главная страница » Что такое электрод сварочный, и его назначение
Сварочный электрод представляет собой стержень из электропроводного материала (металлического или неметаллического), который предназначен для подачи напряжения к свариваемой детали. Сегодня на рынке имеется более двухсот различных марок электродов, причем большая часть выпускаемого ассортимента приходится на плавящиеся электроды, которые предназначены для ручной дуговой сварки.
Что такое электрод, и из какого материала он изготавливается
Сварочные электроды изготавливают из электропроводного материала, а в зависимости от материала они разделяются на виды:
- металлические – стальные, чугунные, латунные, медные, бронзовые, вольфрамовые и другие;
- металлические плавящиеся электроды – покрытые и комбинированные, сварочные пластины, а также ленты сплошного сечения;
- металлические неплавящиеся электроды – вольфрамовые электродные стержни, электроды для контактной сварки;
- неплавящиеся неметаллические электроды – графитовые и угольные.
Электроды, покрытые для ручной дуговой сварки
- Электроды, покрытые для ручной дуговой сварки, изготавливаются в виде стержней, как правило, длиной от 250 до 700 мм из сварочной проволоки с нанесением на нее слоя покрытия. На одном конце электрода длиной 20-30 мм покрытие не наносится для его закрепления в держателе.
- Длина электрода зависит от химического состава стержня и его диаметра. Например, стержни с небольшим диаметром, состоящие из высоколегированных сталей, изготавливают более короткими для уменьшения сопротивления электрическому току и, соответственно, нагрева при сварке, а стержни небольшого диаметра из низкоуглеродистых сталей имеют высокую электропроводность и, следовательно, могут быть длиннее.
Сварочные электроды должны обеспечивать:
- устойчивость горения дуги, равномерность плавления металла и стабильность переноса его в сварочную ванну;
- защиту металла сварочной ванны и расплавленного металла электрода от воздуха;
- получение требуемых механических свойств и химического состава металла шва;
- минимальные потери на разбрызгивание, угар и хорошее формирование шва;
- по возможности высокую производительность сварочного процесса;
- хорошую отделимость и удаляемость шлака с поверхности шва;
- достаточную стойкость покрытия механическим повреждениям;
- минимальную токсичность выделяющихся при сварке газов, соблюдение санитарно-гигиенических норм;
weldelec.com
Из чего состоят сварочные электроды
Бывает, что нас интересует, почему тот или иной сварочный электрод может плохо выполнять свою работу. Часто причиной является низкое качество самого электрода или неправильный подбор электрода для сваривания. Поэтому нужно знать, из чего состоят сварочные электроды.
Сварочные электроды являются металлическими стержнями, на которые нанесена обмазка. Иногда встречаются электроды, на которые не нанесена обмазка. Металлические стержни или сварочная проволока – это как раз и есть плавящийся электрод. Сварочную проволоку, которую используют для изготовления электродов, выпускают диаметром от 1 до 12 миллиметров. При этом ее длина составляет до 450 миллиметров.
В основном, большинство марок сварочных электродов различается по содержанию углерода, кремния и фосфора. Химический состав проволоки, которая используется для изготовления электродов, поддается жесткому регламенту, поэтому в результате получается большое количество марок электродов, которые используются для проведения сварочных работ.
Для проведения сваривания ручной дуговой сваркой используются электроды, которые покрыты специальной обмазкой, которая наносится на поверхность сварочного электрода и позволяет комфортно производить сваривание. Поэтому при приготовлении покрытия для сварочных электродов очень важно придерживаться допустимых пропорций. Таким образом, увеличив содержание азота и кислорода в структуре шва, можно добиться резкого снижения пластических свойств металла шва.
Для того чтобы уменьшить содержание кислорода и азота в металле сварочного шва, используется несколько методов. Например, для этих целей может служить насыщение электродов раскислителями. Это означает, что в таком случае используется покрытие сварочного электрода, которое при плавлении электрода образует большое количество шлаков, тем самым защищая его от воздействия факторов окружающей среды.
Электроды могут разделяться на электроды с толстым и тонким покрытием. Тонкое покрытие позволяет сделать горение дуги более устойчивым. Самым распространенным является покрытие, в составе которого есть мел и жидкое стекло. В таком случае сварочные электроды с тонким покрытием не могут производить сваривание высокого качества, потому что сварочная ванна является незащищенной. Поэтому в большинстве случаев для сваривания рекомендуется использовать электроды с толстым покрытием.
Сварочные электроды, имеющие толстое покрытие, имеют больше преимуществ, поэтому их использование является более широким. В состав толстого покрытия сварочных электродов входят такие вещества, как раскислители, газообразующие и легирующие элементы. Также в их состав добавляют марганцевую руду и каолин.
Помимо этого, туда добавляется большое количество других примесей, которые способствуют стабильному горению дуги. Таким образом, используя сварочные электроды с толстым покрытием, Вы сможете избежать низкого качества сваривания.
Электроды для свинцаЭлектроды Сила
elektrod-3g.ru
www.samsvar.ru
Электроды для ручной дуговой сварки: марки, покрытия, типы
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.

Электроды для ручной дуговой сварки
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Из чего состоит сварочный электрод

Бывает, что нас интересует, почему тот или иной сварочный электрод может плохо выполнять свою работу. Часто причиной является низкое качество самого электрода или неправильный подбор электрода для сваривания. Поэтому нужно знать, из чего состоят сварочные электроды.
Сварочные электроды являются металлическими стержнями, на которые нанесена обмазка. Иногда встречаются электроды, на которые не нанесена обмазка. Металлические стержни или сварочная проволока – это как раз и есть плавящийся электрод. Сварочную проволоку, которую используют для изготовления электродов, выпускают диаметром от 1 до 12 миллиметров. При этом ее длина составляет до 450 миллиметров.
В основном, большинство марок сварочных электродов различается по содержанию углерода, кремния и фосфора. Химический состав проволоки, которая используется для изготовления электродов, поддается жесткому регламенту, поэтому в результате получается большое количество марок электродов, которые используются для проведения сварочных работ.
Для проведения сваривания ручной дуговой сваркой используются электроды, которые покрыты специальной обмазкой, которая наносится на поверхность сварочного электрода и позволяет комфортно производить сваривание. Поэтому при приготовлении покрытия для сварочных электродов очень важно придерживаться допустимых пропорций. Таким образом, увеличив содержание азота и кислорода в структуре шва, можно добиться резкого снижения пластических свойств металла шва.
Для того чтобы уменьшить содержание кислорода и азота в металле сварочного шва, используется несколько методов. Например, для этих целей может служить насыщение электродов раскислителями. Это означает, что в таком случае используется покрытие сварочного электрода, которое при плавлении электрода образует большое количество шлаков, тем самым защищая его от воздействия факторов окружающей среды.
Электроды могут разделяться на электроды с толстым и тонким покрытием. Тонкое покрытие позволяет сделать горение дуги более устойчивым. Самым распространенным является покрытие, в составе которого есть мел и жидкое стекло. В таком случае сварочные электроды с тонким покрытием не могут производить сваривание высокого качества, потому что сварочная ванна является незащищенной. Поэтому в большинстве случаев для сваривания рекомендуется использовать электроды с толстым покрытием.
Сварочные электроды, имеющие толстое покрытие, имеют больше преимуществ, поэтому их использование является более широким. В состав толстого покрытия сварочных электродов входят такие вещества, как раскислители, газообразующие и легирующие элементы. Также в их состав добавляют марганцевую руду и каолин.
Помимо этого, туда добавляется большое количество других примесей, которые способствуют стабильному горению дуги. Таким образом, используя сварочные электроды с толстым покрытием, Вы сможете избежать низкого качества сваривания.
elektrod-3g.ru
Электроды для электродуговой сварки - типы, маркировка, использование
Методов соединения деталей существует множество, но особую популярность заслужила ручная дуговая сварка. Применяется она посредством использования единичных сварочных электродов.
В процессе ручного сваривания металлических деталей важную роль играют электроды. В зависимости от выбранных марок и грамотно настроенного оборудования можно получить высококачественный шов, даже в труднодоступной области.
Классификация по материалу производства
Какие бывают электроды? Как известно, все сварочные расходные материалы для ручной дуговой сварки делятся на плавкие и неплавкие виды. К плавким элементам относят: сварочный инструментарий, изготовленный из чугуна, алюминия, меди, стали. Все зависит от типа свариваемой металлической поверхности. Металлический стержень может выступать как анодом, так и катодом, а может выполнять функции дополнительного компонента в сварочной области.
К неплавким материалам относят угольные, из вольфрама и графита. Они выполняют лишь первичную функцию, да и в процессе сваривания используется вспомогательная проволока. Вольфрамовые стержни активно применяются при ручной дуговой сварке в среде инертного газа.
Согласно ГОСТ 9466, стержни в процессе сварки могут отличаться по нескольким функциональным признакам.
По предназначению
Основываясь на ГОСТ 9466 и ГОСТ 9467, электроды подразделяются на категории:
- Для сваривания металлических поверхностей (сталь) с незначительным и умеренным содержанием углерода. Сопротивление разрыва находится на уровне 600 МПа. Указывается в описании, как буквенное обозначение – «У».
- Для соединения легированных и теплостойких сталей. Отмечают «Т».
- Для легированного железа с сопротивлением 600 МПа. Обозначают «Л».
- Для наплавления внешних наслоений с нужными характеристиками. Отмечают «Н».
- Для высоколегированных (с повышенным содержанием добавок) сталей со специальными свойствами. Помечают «В».
- Для соединения металлических поверхностей с пластичными параметрами. Обозначают «А».
По толщине покрываемого вещества
Классификация электродов при сваривании поверхностей может осуществляться и по толще покрываемого слоя. Данные значения зависят от сечения. Отмечают несколько видов:
- Тонкая оболочка « М». Толща покрытия колеблется на уровне 20% поперечника.
- Слой умеренной толщины «С». Толщина составляет примерно 45% сечения элемента. Это наиболее встречаемый вариант.
- Толстая оболочка «Д». Покрываемый слой достигает 80% от двойного радиуса инструмента.Сверхтолстый слой «Г». Толщина оболочки более 80% поперечника.
По чистоте покрытия и расположению в пространстве
Наслоение может быть как в чистовом варианте, так и в смеси с другими материалами, то есть содержать несколько компонентов. Оно может быть: кислотным (А), основным (Б), целлюлозным (Ц), рутиловым (Р) и иными типами (П).
Отдельные электроды для электродуговой сварки неприменимы в некоторых пространственных положениях, потому что они чрезмерно текучи. Для обозначения этого параметра на упаковке указан пункт о применении в пространстве:
- «1» – работать можно в абсолютно любой плоскости;
- «2» – все позиции разрешены, кроме вертикального;
- «3» – В работе исключается потолочное положение;
- «4» – работать можно только в горизонтальных плоскостях.
Если сварочное устройство, электроды и защитное снаряжение подобраны верно, то все работы по свариванию металлических поверхностей ручным способом будут безопасными, а шов – надежным, качественным и долговечным.
Маркировка, расшифровка
Бывает, что электроды для сварки разнородных сталей имеют много буквенных обозначений и цифр, поэтому многим новичкам сварного дела непонятна их суть. Рассмотрим электрод «Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13». В этом наименовании:
- Э-46 – типовая составляющая, используемая для сталей с незначительным и умеренным содержанием углерода;
- ЛЭЗАНО21 – марка электрода для ручной сварки;
- «У» – предназначение элемента, то есть для низколегированного (с незначительным содержанием добавок) и углеродистого железа;
- «Д» – толстый слой покрытия;
- «Е» – причисляется разряду плавких;
- «43» – прочностной разрывной максимум – 430 МПа. Этот показатель соответствует ГОСТ 9466-75;
- «1» – условное удлинение находится на уровне 20%;
- «3» – для сохранности ударной вязкости рекомендуется комнатная температура;
- «РЦ» – буквы расшифровываются, как сочетание рутилово-целлюлозного наслоения;«1» – работать можно в любой плоскости;
- «3» – применяемый ток для сварки постоянным током, соблюдая обратную полярность. Можно использовать и переменный ток, но для этого потребуется сварочный трансформатор.
Так выглядит расшифровка маркировки электродов для сварки поверхностей из металла.
Особенности покрытия
Сварочный стержень для ручного соединения металлических поверхностей производят из специальной мерной проволоки с нанесением защитного наслоения. Покрытие играет важную роль в возделывании сварочного участка, помогая область защитить от внешнего окружающего воздействия и обеспечить стойкое горение дуги.
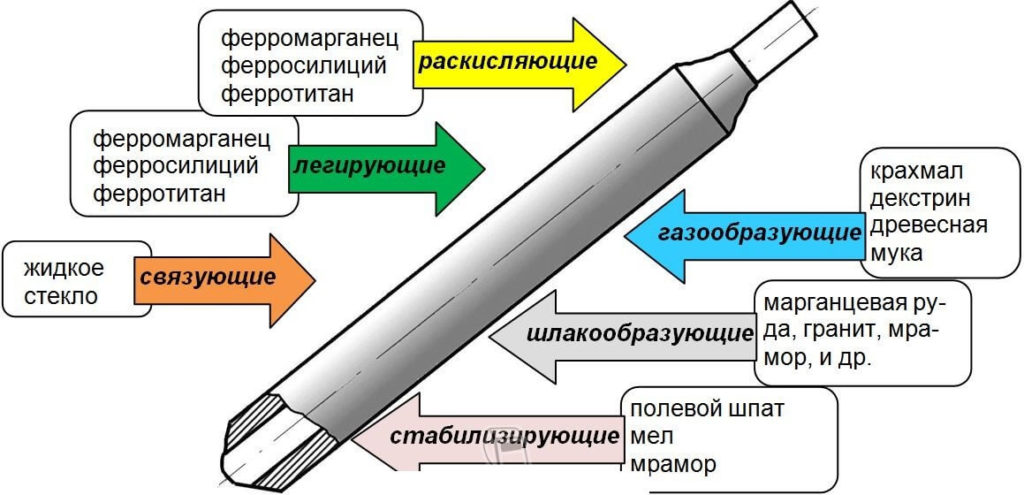
Защитная оболочка включает в себя:
- Стабилизаторы процесса. Они обеспечивают устойчивую дугу благодаря агрегациям из щелочных земель и металлов щелочного ряда. Они практически неспособны к ионизации. Среди подобных металлов выделяют, калий, менее активный натрий и кальций.
- Шлакоформирователи. Благодаря этим элементам в сварочной области возникает защитная оболочка из шлаков, которая не дает развиваться процессам окисления. К этим компонентам причисляют некоторые минералы и руды, например, гранит.
- Газообразователи. Их роль заключается в надежной газовой защите области сварки. Выделяемые газы создают защитную оболочку в области контактирования. Газообразные вещества подразделяются на неорганические и органические элементы. Яркими представителями этих компонентов считаются мрамор, магнезит, крахмал, мука из дерева.
- Элементы, изменяющие состав металла и раскислители. Их применение связано с тем, что в определенных ситуациях необходимо изменить состав металла либо избавиться от растворенного в сплаве кислорода. Кроме того, раскисляющие элементы способны восстанавливать в рабочей области свариваемые металлы в виде окислов. К подобным веществам относят марганец, титан, кремний и их сплавы с железом.
- Связывающие средства. Данные элементы связывают порошкообразные вещества и придают им цельность. Жидкое стекло – яркий представитель этой категории.
- Формовые модификаторы. Подобные элементы придают покрытию дополнительные пластичные характеристики. Среди таких веществ выделяют декстрин, слюду и многие другие.
Популярность ручного сваривания металла обуславливается элементарностью проведения процедуры, а также незначительными финансовыми вложениями при высококачественном уровне процесса. В ручном дуговом сваривании применяют разные сорта (марки) электродов. В соответствии с видом свариваемого металла осуществляется и подбор расходного компонента, чтобы достичь максимальной идентичности используемого инструмента и заготавливаемого изделия. Кроме того, существует немало факторов, влияющих на рабочие условия процесса связывания. Эта среда и определяет выбор электрода для ручной дуговой сварки металлических поверхностей.
Основные требования
Расходные материалы, используемые для сварки либо наплавки, можно разделить по области реализации и различным производственным характеристикам. Например, ручное сваривание дугой может классифицироваться по механическим параметрам шовного соединения, методом нанесения металла на изделие, физическим параметрам шлака.
При проведении сварочных работ к электродам предъявляются требования, установленные ГОСТ 9466-75:
- должны гарантировать хорошее горение дуги и качественное шовное соединение без пор и трещин, особенно для сварки трубопроводов в домашних условиях. Так, применяют электроды для сварки переменным током;
- в рабочей зоне должен формироваться металл особого состава;
- плавка осуществляется равномерно, рассредотачиваясь по обоим участкам свариваемого металла;
- не должно быть сильного разбрызгивания металла, тем самым обеспечивая хорошую производительность;
- образуемый шлак должен легко отходить;
- высокая прочность покрытия;
- должен длительное время сохранять первоначальные свойства;
- минимальный уровень вредных выбросов во время проведения сварных работповышенная механическая устойчивость к возможным воздействиям.
Ручная дуговая сварка покрытыми электродами осуществляется посредством применения вспомогательных компонентов, в виде целлюлозного или рутилового покрытия. В основном подобные стержни применяются для сварных работ со сталью.

Используемые компоненты для производства
Основываясь на ГОСТ, для производства металлического прутка плавящихся электродов применяют разнородные сорта стали, а именно – углеродистые, легированные и высоколегированные. Металлическую проволоку обозначают особым образом. Наличие на марке электродов для сварки обозначения «Св» значит элемент сварочного типа. Если указывает число, то это означает процентное содержание углерода. После цифры идет кодировка легирующих компонентов и их процент в составе металла. К примеру, в металлическом изделии содержится 0,10% углерода, по 1% хрома, кремния, 2% марганца, то маркировка электродов для сварки выглядит следующим образом – Св-10ХГ2С. Подобная модель создана по всем правилам ГОСТ 9466-75. Структура проволоки и свариваемого металлического изделия должны взаимно соответствовать.
Для соединения металлов цветного ряда электрод должен быть изготовлен из медного состава, никеля, пластичного алюминия или бронзы. Но стоит учесть, что чугунные детали связываются не только лишь стальными электродами, они могут соединяться медно-железными видами стержней. Благодаря разнородности, в ходе сварки выделяется углерод, что заметно повышает прочностные характеристики. Такие электроды для ручной дуговой сварки, как правило, состоят из 10% железа и 90% меди.
Осуществление сварки невозможно без применения электродов. Их значение крайне велико, так как от оптимального выбора расходного материала зависит качество шва возделываемых поверхностей. Большое разнообразие марок электродов для ручной дуговой сварки говорит о широком предназначении элементов. Благодаря этому очень важно разбираться в обозначениях электродов для ручной дуговой сварки, потому что это помогает понять, какие типы электродов требуются для соединения металла и сделать правильный выбор.
Скачать ГОСТ
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
oxmetall.ru
Типы электродов для сварки: характеристики
Чтобы достичь максимально качественных результатов, производя заваривание металлоконструкций чистых металлов или их высокопрочных сплавов, нужно грамотно подобрать расходные материалы. Чтобы сделать верный выбор и использовать в работе наиболее подходящие материалы, следует знать, какие типы электродов для сварки существуют, для каких работ предназначаются и чем отличаются изделия каждого типа.

Классификация электродов для сварки.
Характеристики и область применения
В процессе электродуговой сварки металлоконструкций именно электрод играет роль первой скрипки. Данное изделие является подводом, по которому электрический ток и поступает к месту, где будет красоваться сварной шов. Современная классификация делит их на различные типы, каждый из которых имеет свое собственное назначение и область использования.
В любом случае изделия такого типа должны полностью соответствовать представленному списку обязательных характеристик:

Таблица соответствия маркировок электродов по типу покрытия.
- Создание качественного шва в условиях постоянных параметров подаваемой дуги горения.
- Металлическая масса, которой заполняется шов, должна обладать элементным составом, обеспечивающим долговечность и герметичность.
- Такие составные части, как стержень и напыление, должны плавиться с одинаковой скоростью и при равной температуре нагрева.
- Изделие должно обеспечивать высокую производительность сварных работ.
- В процессе сварки разбрызгивание металла должно быть минимальным.
- Шлак, образующийся на сварном соединении, должен легко удаляться.
- Сварочные электроды должны весь период хранения сохранять важные параметры, характеристики и физико-химические свойства.
Помимо того, в процессе работы такие изделия должны обладать низким уровнем токсичности.
Что представляет собой электрод?
Для изготовления электродов для сварки различных типов применяются металлические стержни или сварная проволока, которые демонстрируют прекрасные показатели электропроводности. Именно такой параметр, как химический состав проволоки или стержня, и является показателем, определяющим основные качества изделия.
Существует классификация таких изделий в зависимости от их структуры:
- Непокрытые — изделия, представляющие собой металлический стержень или проволоку, без какого-либо покрытия.
- Покрытые — данные сварочные электроды покрываются особой массой для повышения качества производства сварных работ.

Схема покрытого электрода.
Покрытие, которое создается на поверхности стержня, может относиться к одному из следующих видов:
- целлюлозное;
- рутиловое;
- основное;
- кислое;
- смешанное.
Кроме того, существует классификация покрытия в зависимости от его целевого назначения. По данному признаку их можно разделить на следующие типы:
- Защитное.
- Ионизирующее.
Чтобы понять, в чем отличия этих наружных слоев изделия, следует ознакомиться с тем фактом, что изделия с ионизирующим наружным напылением создают шов, который по своим качествам во многом уступает швам, созданным электродами с защитным слоем.
Сварочные электроды с защитным слоем создают швы, без труда противостоящие процессам азотирования, ржавления и окисления.
Связь между наружным слоем изделия и его технологическими параметрами
Существует целый ряд параметров, зависящих от типа покрытия электродов для сварки. Это такие показатели, как:
- возможность выполнять сварные работы из любой плоскости;
- эффективность этих самых работ;
- необходимые показатели электротока для производства сварки;
- вероятность образования пор на создаваемой металлом поверхности;
- подверженность возникновению трещин на создаваемом соединении;
- уровень концентрации молекул водорода в металле, которым заполняется шов.

Положения электрода при сварке.
Кислое напыление на поверхности металлического стержня — это наружный слой, состоящий из оксидов железа с марганцем и калием. Такие изделия прекрасно подойдут для соединения окисленных металлических конструкций или тех, которые покрылись окалиной. Шов в данном случае не будет наделяться порами. Сварной ток при работе с такими расходными материалами может быть любого типа. Единственный недостаток сварочных электродов с таким напылением состоит в том, что очень велика вероятность в данном случае возникновения на металле, наполняющем шов, горячих трещин.
Основное напыление — это слой, созданный из карбонатов и соединений фтора. Наплавляемый такими расходными материалами, он схож со спокойной сталью по химическому составу и иным характеристикам. Повышенный уровень таких характеристик, как ударная вязкость при любых температурах и пластичность металла, заполняющего шов, достигается благодаря тому, что шов заполняется массой с малой концентрацией вредных и неметаллических примесей и газов. Кроме того, такие швы эффективно противостоят возникновению горячих трещин.
Но следует отметить, что такие сварочные электроды обладают также и недостатками. Данные изделия могут наделяться высокой вероятностью порообразования соединения в случае, когда сварка ведется с удлинением дуги на мокрых металлоконструкциях. Работа при помощи электродов для сварки и основным напылением ведется постоянным током, причем их перед работой следует тщательно прокалить в условиях температурного режима 250-4200 градусов.
Рутиловые электроды — это расходные материалы, которые являются лучшими и обходят иные виды изделий по ряду характеристик. В процессе производства сварных работ током переменного типа такие расходники обеспечивают постоянное, ровное и мощное горение дуги с наименьшими показателями разбрызгивания. Таким образом получается качественное соединение металлоконструкций с легко удаляемой шлаковой коркой. Такие губительные для многих электродов условия, как сварка влажных, окисленных или ржавых кромок, а также изменение линии дуги, практически никак не влияют на качество шва, созданного металлическим стержнем с рутиловым покрытием.

Преимущества различных покрытий электродов.
Пониженный уровень пластичности и ударной вязкости — это, пожалуй, единственные недостатки металла для заполнения швов, создаваемого электродом с таким напылением. Причиной возникновения таких недостатков является оксид кремния, который присутствует в химической формуле.
Целлюлозное напыление — это слой вещества, состав которого более чем наполовину состоит из органических компонентов. Наплавляемый такими расходными материалами металл по своим характеристикам схож с полуспокойной или со спокойной сталью.
Такими изделиями можно без труда сварить металлоконструкцию на весу, получив в итоге валик металла обратный и равномерный. Также данный тип изделия подходит для сваривания вертикальных соединений сверху вниз. Большим недостатком такого материала является высокая концентрация молекул в металле, заполняющем швы.
Смешанное покрытие является уникальным по своей химической формуле благодаря тому, что придает электродам все положительные качества того или иного типа покрытия. Изделия смешанного типа — это изделия с рутилово-целлюлозным, кисло-рутиловым, рутилово-основным и иными видами напыления.
Отличия плавящихся и неплавящихся электродов
Кроме напыления, важную роль в определении качественного уровня электродов играет и сам стержень, который может быть плавящимся или неплавящимся. Разницу изделий с разным типом стержня можно увидеть, детально рассмотрев таблицу:
| Плавящийся стержень | Неплавящийся стержень |
| Материал для изготовления — медь или стальВ процессе сварки выступает в качестве сварного материала для создания шва | Материал для изготовления — уголь или вольфрамВ процессе сварки играет роль проводника, подводящего ток к месту создания шва |
Следует отметить угольные неплавящиеся электроды, которые применяются для создания эстетически привлекательных швов или в процессе резки толстого слоя металла.
moyasvarka.ru










