Как правильно заточить вольфрамовый электрод. Заточка электрода для аргонодуговой сварки
Как правильно заточить вольфрамовый электрод – Осварке.Нет
Электроды из вольфрама обладают довольно высокой температурой плавления и считаются фактически неплавящимися, благодаря способности противостоять высоким температурам дуги.
В процессе постоянных сварочных работ происходит естественное затупление вольфрамового электрода, что становится причиной уменьшения глубины провара.
Точить конец электрода из вольфрама рекомендуется в зависимости от сварочного тока. Для работы с постоянным током, оптимальным вариантом будет заточка в виде конуса, а для переменного тока — сферическая.
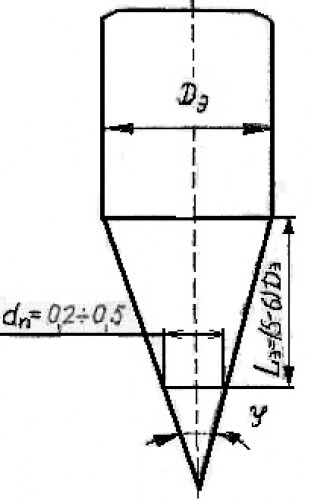
Длина конической заточенной части должна лежать в пределах 2-х диаметров электрода. Для повышения устойчивости сварной дуги, после заточки, конус электрода следует притупить диаметром 0,2-0,5 мм.
Что касается углов, то для правильной заточки сварочных вольфрамовых электродов необходимо знать несколько правил:
- при сваривании, выполняемом маленьким током, значение угла заточки должно лежать в диапазоне 10–20°;
- при сварке током средней величины, угол заточки следует задавать в пределах 20–30°;
- если сваривание выполняется большим током, то заточку электрода производят на углы 60–120°.

Рис. Заточка вольфрамового жлектрода
При низких углах заточки электрода (меньше 20°) увеличивается риск сокращения ресурсных показателей электрода, а при углах заточки свыше 90° возникает опасность неустойчивого горения дуги по причине перемещения пятна катода по торцевой поверхности электрода.
На устойчивость дуги дополнительно оказывают влияние риски, образующиеся в процессе заточки. Для получения стабильности горения дуги, данные риски надо минимизировать по величине. Располагаться они должны исключительно вдоль оси электрода. Оптимальным вариантом будет следующая после заточки полировка электрода.
Существует множество способов реализации заточки вольфрамовых электродов: от классического при помощи мелкозернистого абразивного круга, до инновационного химического при помощи специальной пасты. Заточку можно производить с использованием переносных либо стационарных аппаратов, снабженных специальными направляющими для электродов, или без таковых.
osvarke.net
Заточка вольфрамовых электродов для tig сварки
Tig сварка расшифровывается как сварка вольфрамовыми электродами в среде инертных газов. Металл подается в сварочную ванну в виде прутка с помощью свободной руки. В качестве инертного газа используется газ аргон, который защищает металл, разогретый до высокой температуры, а также от газов, находящихся в воздухе: кислород, азот и водяной пар.
Инертный газ должен непрерывно подаваться в зону горения сварочной дуги, чтобы постоянно защищать сварочную ванну от воздействия факторов окружающей среды. В некоторых случаях для сварки используется гелий. Стоит учитывать, что при использовании гелия сварочная дуга выделяет в 1,5 – 2 раза больше энергии, чем при использовании аргона. При сваривании тугоплавких металлов предпочтение стоит отдать гелию, потому что его использование будет способствовать высокому качеству сварочных швов. Смесь аргона с гелием воплощает в себе преимущества обоих газов, что позволяет обеспечивать стабильное горение дуги и высокую степень проплавления. При этом смесь включает в себя 35 – 40% аргона и 60 – 65% гелия.
Tig сваривание имеет много преимуществ перед другими видами сварки:
- Данный вид сварки отличается аккуратным, точным и чистым сварочным швом;
- Tig сваркой можно сваривать больше металлов, чем любым другим способом сваривания. С помощью этого способа можно быстро сварить коррозионностойкие стали, магний, медь, алюминий, бронзу и другие металлы.
- Tig сваривание позволяет хорошо контролировать сварочную ванну и весь сварочный процесс. Благодаря этому можно делать аккуратные и точные сварочные швы. При сваривании нет брызг металла, правда, в случае, если Вы все будете делать правильно. Присадочный материал подается в сварочную ванну без избытка, благодаря чему на шве нет шлаков, а воздух возле сварщика не задымляется, в отличие от сваривания покрытыми электродами. Длина заточки неплавящегося вольфрамового электрода должна быть равна 2 диаметрам электрода. Заточку шлифуют только вдоль оси сварочного электрода.
Если сделать по-другому, то могут образовываться подрезы.
Для успешной заточки сварочных электродов нужно знать несколько простых правил:
- Если сваривание производится на маленьком токе, то угол заточки должен составлять 10 – 20 градусов;
- Если сваривание производится на среднем токе, то угол заточки должен составлять 20 – 30 градусов;
- Если сваривание производится на большом токе, то угол заточки должен составлять 60 – 120 градусов;
Если угол заточки сварочного электрода менее 20 градусов, то появляется возможность снижения ресурса работы электрода, а если угол заточки превышает 90 градусов, то возможно неустойчивое горение сварочной дуги из-за блуждания катодного пятна по торцевой поверхности сварочного электрода. Вольфрамовые электроды делаются из вольфрама и в зависимости от условий имеют очень высокую температуру проплавления, а также считаются неплавящимися электродами, противостоя высокой температуре дуги.
3g-svarka.ru
Я сварщик - Заточка вольфрамовых электродов. Зачем делать это правильно?

Я думаю, многие сталкивались с ситуацией, когда есть какое-то требование в нормативной документации, которое мы выполняем, даже не задумываясь, а зачем это вообще нужно делать? Почему именно так? Сегодня предлагаем вам ознакомиться с небольшой заметкой по теме «правильная заточка вольфрамового электрода» при сварке сталей.
Фото в заголовке: @aerospace_welder
Ниже приведены ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
1) Риски расположены не вдоль оси электрода – нарушается стабильность горения дуги (блуждание дуги)

2) Недостаточная или чрезмерная ширина заточки конуса – изменяется форма проплавления


3) Несимметричная заточка – отклонение дуги на одну из кромок
4) Слишком острый угол заточки – снижается ресурс работы электрода

5) Слишком большое притупление – снижается глубина проплавления
В российских нормативах требования к заточке электрода разнятся. Так, например, РД 153-34.1-003-01 гласит, что конец вольфрамового электрода необходимо затачивать на конус; длина конической части должна составлять 6 - 10, а диаметр притупления 0,2 - 0,5 мм.
В ОСТ 36-57-81 требование такое: неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса φ должен быть равен 28 - 30°, длина конической части (LК) должна составлять 5-6 диаметров электрода (DЭ). Конус после заточки должен быть притуплен, диаметр притупления (dП ) должен быть равен 0,2 - 0,5 мм.
Изучить более подробно влияние угла заточки вольфрамового электрода на геометрические размеры шва можно, прочитав статью «Влияние угла заточки неплавящегося электрода на стабильность глубины проплавления сварного шва при различных токовых нагрузках». Где в результате статистической обработки выявили, что глубина проплавления существенно зависит от угла заточки электрода. Причем наблюдается выраженный максимум этого показателя при угле заточки 30 градусов.
Интересное видео про четыре способа заточки:
1. Настольный точильный станок
2. Машинка для заточки вольфрамовых электродов
3. Станок для заточки вольфрамовых электродов
4. Средство для химической заточки вольфрамовых электродов
Обновление от 08.05.2015.
Видео, в котором показана разница в швах при правильной и не правильной заточке:
Автор: Антон Чураков
Подготовлено с использованием материалов: sibac.info, www.profabricationtechniques.com
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
imwelder.ru
Заточка электрода при TIG сварке
Заточка электродов при TIG сварке — ответственный процесс. От геометрии заточки зависит множество параметров: ресурс электрода, легкость поджига дуги, глубина проплавления, форма дуги и т.д.
Ниже приведена таблица с рекомендуемыми параметрами заточки электрода в зависимости от диаметра при TIG сварке на постоянном токе прямой полярности (DCEN).

| Диаметр электрода, мм | Диаметр притупления, мм | Угол заточки, град. | Ток при сварке на прямой полярности (DCEN), А | Ток при сварке в импульсном режиме на прямой полярности (DCEN Pulsed), А |
| 1,0 | 0,125 | 12 | 2-15 | 2-25 |
| 1,0 | 0,25 | 20 | 5-30 | 5-60 |
| 1,6 | 0,5 | 25 | 8-50 | 8-100 |
| 1,6 | 0,8 | 30 | 10-70 | 10-140 |
| 2,4 | 0,8 | 35 | 12-90 | 12-180 |
| 2,4 | 1,1 | 45 | 15-150 | 15-250 |
| 3,2 | 1,1 | 60 | 20-200 | 20-300 |
| 3,2 | 1,5 | 90 | 25-250 | 25-350 |
Диаметр электрода: Электроды с большим диаметром позволяют вести сварку на больших токах, электроды с меньшим диаметром обеспечивают более легкий поджиг и стабильное горение дуги. Тем не менее, применение электродов малого диаметра на больших токах может вызвать вырыв материала электрода и попадание в сварочную ванну, что приведет к недопустимым дефектам (вольфрамовые включения).
Диаметр притупления: Большой диаметр притупления продляет ресурс электрода, но затрудняет поджиг. Малый диаметр притупления или его отсутствие обеспечивает легкий поджиг дуги, но может привести к скалыванию кончика электрода и попаданию в сварочную ванну (недопустимые вольфрамовые включения). Также, малый диаметр притупления может привести к нестабильному горению дуги и снижению ресурса электрода.
Угол заточки: Различные углы заточки обеспечивают различные формы сварочной дуги и, как следствие, различное проплавление.

Малые углы заточки дают следующие преимущества:
- Широкая дуга
- Стабильное горение
- Малая глубина проплавления
Большие углы заточки дают следующие преимущества:
- Повышенный ресурс электрода
- Большая глубина проплавления
- Концентрированная дуга
- Работа на больших токах без эрозии (разрушения) электрода
ВАЖНО!!! Заточку электрода необходимо производить в плоскости диска против направления вращения.


Шероховатость поверхности заточки: Оптимальная шероховатость поверхности при заточке электродов — 20RMS (видны продольные линии заточки). Полировка электродов до 6-8RMS (зеркальная поверхность) приводит к плохому поджигу. Грубая заточка до 30-40RMS и выше приводит к нестабильной дуге.
Вольфрамовые электроды – заточка, сварка, маркировка :: SYL.ru
Вольфрамовые электроды – безопасное, высокоэффективное и по-настоящему качественное приспособление для выполнения сварочных работ. В настоящее время специалистами активно применяются изделия различной маркировки. Выбор конкретного варианта зависит от характера работ и типа сварочного аппарата, который будет использован в качестве инструмента для реализации поставленных задач.
Свойства материала
Давайте рассмотрим характеристики, которыми отличаются вольфрамовые электроды. Сразу же стоит отметить, что применяются такие изделия при необходимости выполнения так называемой аргонодуговой сварки, другими словами - в ходе работ, где стержень разогревается в среде защитного газа аргон.
Температура плавления материала составляет порядка 3400 оС, а температура кипения – около 5900 оС. Вольфрам выступает наиболее тугоплавким металлом, который применяется для изготовления электродов. Как видно, материал способен сохранять изначальную структуру при воздействии наиболее высоких температур.
Чтобы улучшить качество вольфрамовых электродов, например, повысить стабильность горения дуги, при их производстве в качестве добавок применяются всевозможные окислы редкоземельных металлов. В зависимости от того или иного состава данных элементов выделяют изделия различных марок.
Вольфрамовые электроды – маркировка
Согласно стандартам, изделия данной категории должны обладать специальной маркировкой, которая указывает на их состав и тип. Первым в списке всегда идет обозначение «W», то есть вольфрам. Последующие значения указывают на оксид, что применяется как легирующая добавка.
Как подобрать подходящие вольфрамовые электроды? Маркировка дает возможность ускорить выбор изделий, которые позволят наиболее эффективно справиться с поставленными задачами:
- «W» (зеленые) – электроды, изготовленные с применением чистого вольфрама. Отдавать предпочтение такому решению рекомендуется при обработке алюминиевых сплавов на переменном токе.
- «WTh» (красные) – торированные вольфрамовые электроды. Применимы для сварки меди, коррозийно-устойчивой стали, титана под воздействием постоянного тока.
- «WZr» (белые) – цирконированные вольфрамовые электроды. Изделия данного плана могут быть использованы как для сварки на постоянном, так и переменном токе. Применяются для обработки легких металлов (магний, алюминий).
- «WLa» (черные) – лантанированный вольфрам для обработки тяжелых металлов при переменном и постоянном токе.
- «WCe» (серые) – церированные электроды, что используются в качестве альтернативы торированным изделиям.
Заточка вольфрамовых электродов
Чтобы получить высококачественные повторяющиеся сварные соединения, достаточно уделить должное внимание характеру заточки изделий из вольфрама. Форма дуги при выполнении работ во многом зависит от угла, под которым заточен электрод. Чем он больше, тем меньше глубина проплавления и шире пятно.
На сроке жизни вольфрамового изделия существенно отражается его притупление. То, насколько плоским будет окончание электрода, зависит от его диаметра, толщины металла и величины сварочного тока.
Технология сварки
При обработке металла толщиной не более десяти мм сварка вольфрамовым электродом производится в направлении справа налево. В ходе обработки более плотных материалов действуют противоположным образом.
При ручном способе сварки тонколистового металла электрод вводят несколько сбоку, не в столб дуги. Металл большей толщины обрабатывают поперечно-поступательными движениями.
Полуавтоматическая и автоматическая сварка предполагает размещение электрода перпендикулярно обрабатываемой площади. Зачастую направление движения выбирают таким образом, чтобы присадка находилась впереди дуги.
Советы по выбору
При подборе тугоплавкого вольфрамового изделия стоит обращать внимание на следующие критерии:
- Параметры электрода, маркировку, состав, характер легирующих добавок.
- Диаметр (в зависимости от необходимой толщины рабочего шва).
- Плотность материала изготовления.
- Качество заточки.
- Специфическую геометрию острия.
Естественно, при подборе электродов для выполнения конкретных задач наиболее просто ориентироваться согласно маркировке, что наносится на поверхность изделий производителями. Последняя укажет на возможные сферы применения, состав, условия эксплуатации.
В заключение
Вольфрамовые электроды – одно из лучших решений для выполнения сварочных работ. Продукция данной категории отличается высоким качеством и эффективностью. Однако при выборе приходится уделять внимание целой массе важных характеристик, что может поставить в тупик неподготовленных мастеров. Чтобы облегчить задачу, стоит обратиться к вышеуказанным рекомендациям.
www.syl.ru
Аргонная TIG сварка
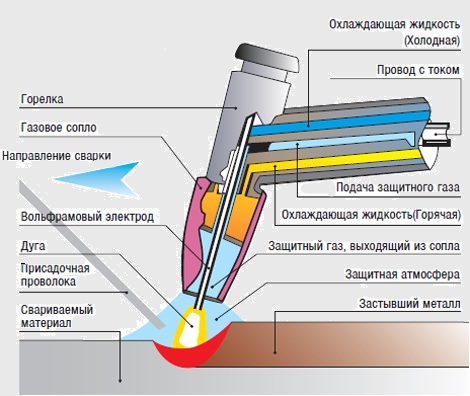
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает - сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой. В качестве инертного газа чаще используется аргон, он защищает металл, разогретый дугой до высокой температуры, от газов воздуха - кислорода, азота, водяного пара. Инертный газ непрерывно подается в зону горения дуги. Выглядит это так:
 TIG сварка
TIG сварка
 Конструкция горелки TIG сварки
Конструкция горелки TIG сварки Реже используется гелий, из-за высокой стоимости и большего расхода (из-за меньшей плотности). Однако, при одном и том же значении тока, дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Поэтому при сварке тугоплавких металлов отдают предпочтение гелию. Смесь аргона и гелия (оптимальный состав содержит 35-40% аргона и 60-65% гелия) имеет преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий - высокую степень проплавления.
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы. В процессе сварки нет искр и брызг (если все делается правильно), т.к. присадочный металл подается без избытка. На шве нет шлака, а воздух не задымляется, как при сварке покрытыми электродами.
Выбор и заточка вольфрамовых электродов
Вольфрамовые электроды бывают разных размеров и состава.Как понятно из названия, вольфрамовые электроды делаются из вольфрама, которого в них 97-99,5%. При этом, в зависимости от условий использования, применяются различные добавки. Вольфрам имеет очень высокую температуру плавления (3380°C), самую высокую из металлов. Поэтому, сделанные из него электроды способны относительно успешно противостоять высокой температуре дуги.
| Тип вольфрамового электрода, состав, маркировка | Характеристика |
| Вольфрамовые электроды без специальных добавок
Вольфрама не менее 99,5%, остальное примеси WP (зеленый) |
Чистый вольфрам характеризуется очень высокой энергией, необходимой для выхода электрона из атома, вследствие чего зажигать дугу сложнее, чем с легированными электродами. Кроме того, из-за высокой энергии выхода электрона, температура на кончике выше, что приводит к короткому сроку службы электрода. Эти электроды используются только для сварки переменным током. |
| Вольфрамовые электроды легированные оксидом тория
1,8-2,2% ThO2 WT-20* (красный) |
Долгое время торированные электроды были наиболее часто используемыми, и поэтому превратились в стандарт, который используется для сравнения других вольфрамовых электродов. Однако, поскольку торий является радиоактивным, многие пользователи перешли к другим альтернативам (когда они появились). Торий не вредит здоровью находясь в электроде, но опасна пыль, образующаяся при заточке, которая может попасть в легкие или открытые раны. Торий выделяется в воздух и при сварке, но в значительно меньшем количестве. Поэтому следует принимать меры предосторожности при заточке и сварке. Несмотря на эти проблемы, торированные электроды по-прежнему часто используются. Они имеет низкую энергию выхода электрона, и главное, хорошо работают при перегруженности по току. Эти электроды используются для сварки постоянным током, и не должны использоваться с переменным током. |
| Вольфрамовые электроды легированные оксидом церия
1,8-2,2% CeO2 WC-20* (серый) |
Эти электроды особенно хороши для сварки постоянным током с низкой силой тока, потому что они очень легко зажигают дугу и, как правило, не могут работать при таких же высоких токах как торированные электроды.Хороши для коротких циклов сварки. В частности, они широко используется для сварки очень мелких деталей. Используются для сварки постоянным током, и не должны использоваться с переменным током. |
| Вольфрамовые электроды легированные оксидом лантана
1,8-2,2 La2O3 WL-20* (синий) |
Имеют низкую энергию выхода электрона и самую низкую температуру на кончике, что способствует увеличению срока службы. Если не перегружать электрод по току, он может прослужить дольше, чем торированный электрод. Но не может работать при таких же высоких токах как торированный электрод. Используется для сварки постоянным током, а также будет показывать хорошие результаты с переменным током. |
| Вольфрамовые электроды легированные оксидом циркония
0,7-0,9% ZrO2 WZ-8 (белый) |
Этот материал является наиболее часто используемым при сварке переменным током, потому что имеет более стабильную дугу, чем чистый вольфрам. Хорошо препятствуют загрязнению ванны при переменном токе. Ни при каких обстоятельствах не рекомендуются для сварки постоянным током. |
| Вольфрамовые электроды легированные оксидом иттрия
1,8-2,2% Y2O3 WY-20* (темно-синий) |
Стойко выдерживают большие токи не загрязняя металл шва вольфрамом. Используются для сварки особо ответственных соединений постоянным током. |
| Другие варианты | Существуют и другие, менее распространенные электроды, например со смесью различных оксидов. |
* - цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Даже если два электрода относятся к одному типу и имеют одинаковую концентрацию легирующей добавки, но произведены разными фирмами, они могут заметно отличаться в работе. Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Выбор диаметра электрода:
| Металл | Толщина металла, мм | Диаметр электрода, мм |
| Цветные металлы | 1 | 1,6 |
| 2 | 2 | |
| 4 | 3 | |
| 5-6 | 4 | |
| 7 и более | 5 | |
| Углеродистые, конструкционные и нержавеющие стали, жаропрочные сплавы | 0,5 | 1 |
| 1 | 1,6 | |
| 2 | 2 | |
| 3 | 3 | |
| 4 | 4 | |
| 5 и более | 6 |
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
Длина заточки влияет на глубину и ширину шва при сварке, её размер около 2-0,5 диаметра электрода. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
 Заточка вольфрамового электрода
Заточка вольфрамового электрода
Выполнение TIG сварки
Непосредственно перед выполнением сварки, свариваемые поверхности очищаются от загрязнений, ржавчины и поверхностной оксидной пленки, до блеска. Затем обезжириваются ацетоном, уайт-спиритом или другим растворителем.
 Механическая очистка поверхности перед сваркой
Механическая очистка поверхности перед сваркой Большинство металлов сваривается постоянным током прямой полярности (на электроде минус). Сварку алюминия и его сплавов, магния, медных сплавов со значительным содержанием алюминия (например, алюминиевая бронза) выполняют переменным током.
Сварочный ток выбирается в соответствии с диаметром электрода. Величина тока зависит также от рода тока. В таблице представлены ориентировочные значения силы тока (при использовании аргона), последнее слово за производителем выбранного электрода. Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).
| Диаметр электрода, мм | Постоянный ток прямой полярности, А | Переменный ток, А |
| 1 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2 | 65-160 | 50-100 |
| 3 | 140-180 | 100-160 |
| 4 | 250-340 | 140-220 |
| 5 | 300-400 | 200-280 |
| 6 | 350-450 | 250-300 |
Если сила тока будет чрезмерной для данного диаметра электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, а угловых и тавровых 5-8 мм.
 Вылет кончика электрода
Вылет кончика электрода Истечение газа по всему сечению сопла должно быть равномерным. Для этого внутри горелки устанавливаются газовые линзы, которые поддерживают ламинарный поток. При ветре или сквозняке эффективность защиты определяется жесткостью струи газа и ее размером.
 Нарушение газовой защиты
Нарушение газовой защиты Жесткость струи зависит от газа (аргон, гелий, их смесь) и растет с увеличением скорости его истечения. Поэтому при увеличении диаметра сопла необходимо одновременно повышать расход газа. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Существует два способа зажигания дуги: бесконтактный (дуга зажигается при помощи высокочастотного и высоковольтного разряда, создаваемого осциллятором) и контактный (дуга между электродом и изделием возникает в результате короткого замыкания электрода на изделие). Бесконтактный способ зажигания дуги используется когда недопустим поверхностный ожог и попадание вольфрама в шов, например, при сварке высоколегированных коррозионностойких сталей и сплавов (вольфрам может нарушить стойкость стали к коррозии). Контактный способ используют при сварке малоответственных конструкций, когда требования к качеству менее жесткие. Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
При сварке совершают только одно движение - вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий.
 Положение горелки и присадочного прутка при TIG сварке
Положение горелки и присадочного прутка при TIG сварке Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа. Во избежание разбрызгивания металла, конец прутка подают в сварочную ванну плавно. О степени проплавления судят по форме ванны расплавленного металла. Хорошему проплавлению соответствует ванна растянутая в сторону направления сварки, а плохому - круглая или овальная.
 Форма сварочной ванны
Форма сварочной ванны Сварку обычно выполняют справа налево. При сварке без присадочного материала, электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом - под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
При наплавке валиков горизонтальных швов в нижнем положении, присадочному прутку придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равномерными порциями поступал в сварочную ванну.
 Движения присадочного прутка
Движения присадочного прутка
Ошибки при TIG сварке
Ниже рассматриваются некоторые общие проблемы возникающие при TIG сварке.
| Возможная причина | Способ устранения |
| Быстрое сгорание вольфрамового электрода | |
| Недостаточный расход газа. | Убедиться, что в системе подачи газа нет помех, а в баллоне есть газ. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Электрод подключен к плюсу. | Подключить электрод к минусу. |
| Неправильно выбран диаметр для используемого тока. | Использовать электрод с большим диаметром или уменьшить ток. |
| Вольфрам окисляется в паузах при сварке. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Используется электрод без присадок. | Например, при сварке переменным током, вместо электрода WP использовать WL-20. |
| Загрязнение шва вольфрамом | |
| Электрод плавится в сварочную ванну. | Использовать вместо электрода WP легированный электрод. |
| Электрод касается сварочной ванны. | Электрод держать выше. |
| Шов плохого цвета или пористый | |
| Был конденсат на свариваемом металле. | Если металл хранился на холоде и для сварки был занесен в теплое помещение, на нем может образоваться конденсат. Его нужно удалять. Вода при высокой температуре распадается на водород и кислород, которые взаимодействуют с металлом. |
| Неплотное подключение шланга или горелки, неисправный шланг. | Затянуть соединения шланга и горелки. Проверить шланг на порезы. |
| Недостаточный расход газа. | Отрегулировать расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Загрязненный или неподходящий присадочный материала. | Проверить тип присадочного металла. Удалить жир, масла и влагу с присадочного металла. |
| Загрязнение свариваемого металла. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Желтый дым или пыль на поверхности сопла, электрод изменяет цвет | |
| Очень низкий расход газа. | Увеличить расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Слишком рано отключается газ после гашения дуги. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Нестабильная дуга | |
| Неправильная полярность (при постоянном токе). | Проверить полярность. Электрод должен быть подключен к минусу. |
| Вольфрамовый электрод загрязнен. | Удалить загрязнение и переточить электрод. |
| Слишком длинная дуга. | Сократить длину дуги. |
| Загрязнен свариваемый металл. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Неправильно подготовлен электрод. | Для сварки постоянным токов электрод затачивается в виде конуса и делается притупление. Для сварки переменным током делается закругление. |
Компания SnabJet - рекомендует пользоваться только проверенными и качественными материалами. Вы можете подробно изучить весь ассортимент Вольфрамовых электродов - пройдя по ссылке ниже.
snabjet.ru
заточка электрода для аргонодуговой сварки Видео

1 г. назад
Правильно заточенный вольфрамовый электрод является гарантом стабильного горения дуги , что есть одним...

6 мес. назад
Правильно точить электрод - это очень важно!

3 г. назад
Электроды с оксидом лантана 1.2 - 1.4%.
2 г. назад
Рассмотрим как подобрать электрод для аргонодуговой сварки. Какие электроды бывают диаметром и на каких...
3 г. назад
Был бы такой ролик раньше, я сэкономил бы немного нервов!

5 мес. назад
Обратите внимание, электрод должен быть расположен по огибающей, чтобы риски от заточки были направлены...

2 г. назад
Описание процесса сварки тонкого алюминия методом аргонодуговой сварки TIG. Купить всё для аргонодуговой...

2 г. назад
Самодельный станок для заточки вольфрамовых электродов, изготовлен по просьбе брата Игоря в домашних усло...
5 г. назад
Видеофрагмент 7. Характерные движения горелки и присадочного прутка.

2 г. назад
Аргонная(аргонодуговая) сварка — один из наиболее востребованных видов современной сварки. Чаще всего,...

5 г. назад
В процессе наплавки вольфрамовый электрод затупляется в следствии воздействия высоких температур и налип...

10 мес. назад
Органы управления и настройки аргонодугового аппарата ВЕРОНА ТИГ 225P AC/DC.

3 г. назад
http://goo.gl/r09zAT 8.68$ на алиэкспресс 10 штук в пачке 175 x 1.6mm вольфрамовый электрод с 2% оксида лантана добавил...

10 мес. назад
Как варить аргоном или аргонодуговая сварка без сварки, в видео показывается как вести горелку в процессе...

3 г. назад
Очередной видео урок о TIG сварке посвящён азам работы со сталью. 00:05 СИЗ сварщика. 00:38 Особенности маски...

1 г. назад
Этот ролик обработан в Видеоредакторе YouTube (http://www.youtube.com/editor)
2 г. назад
Это видео полностью посвящено аргонодуговой сварке (TIG, GTAW) нержавеющих сталей: Преимущества и недостатки...

3 г. назад
Заточка з допомогою гравера Dexter ( aka Dremel )

3 г. назад
Сварка нержавейки с наложением многослойных швов методом аргонодуговой сварки (TIG) неплавящимся электродо...
turprikol.com