Сварка алюминия в домашних условиях инвертором. Как варить алюминий инвертором без аргона
Сварка алюминия: как варить, способы, особенности
Алюминий, а также его многочисленные сплавы используются повсюду. Он имеет низкий вес и превосходные механические параметры сплавов, а также хорошую тепло- и электропроводность. Эти отличные качества имеют одно нивелирующее их свойство – трудность сваривания. Для облегчения этого процесса используются специальные электроды и особые методы работы. Необходимость сварки алюминия возникает не только в бытовой сфере, но и в производстве. Обеспечить дома все необходимые условия для сварочной процедуры довольно затруднительно, однако вполне возможно. Перед тем как варить алюминий следует ознакомиться с его параметрами и основными принципами сварки.

Почему алюминий сложно сварить?
Сложность варки алюминия и его разнообразных сплавов заключается в особенности его характерных свойств. На нем постоянно присутствует окисел, который плавится при гораздо большей температуре, чем сам металл. В сварной зоне расплавленный алюминиевый материал практически сразу покрывается окислительной пленкой, мешающей формированию правильного сварного шва.
Это определяет особенности сваривания деталей, где необходимо защищать сварной участок от взаимодействия с воздушной средой. Для этих целей применяется аргон. Расплавленная алюминиевая масса имеет высокую текучесть, которая мешает образованию правильной сварочной ванны. Чтобы нивелировать данное свойство используются разнообразные теплоотводящие подкладки.
Алюминиевый состав содержит водород в растворенном виде, высвобождающийся наружу при выполнении сварочных работ. При этом на швах создаются поры, а также трещины кристаллизационного типа. На качество соединений влияет и находящийся в составе кремний, снижающий шовную прочность при охлаждении деталей. Алюминиевый материал обладает высоким линейным расширением, что влияет на сильную усадку металла во время остывания и возникновению деформаций свариваемых изделий. Перед тем как сварить алюминий в домашних условиях, учтите эти нюансы.
Для сварки этого металла, а также его сплавов используется сварочный электроток высоких значений. Это обусловлено повышенной теплопроводностью материала. При этом значение тока для стали требуется практически в 1,5 раза меньше. Соединение алюминиевых и сплавных деталей осложняется еще и тем, что трудно определить точную марку свариваемых элементов. Это делает затруднительным выбор необходимого сварочного режима и подбор метода соединения.

Что нужно знать при сварке алюминия
Чтобы понять, как заварить алюминий в домашних условиях, следует ознакомиться с некоторыми особенностями работы. Варить этот металл, а также его сплавы можно не только при помощи аргона, но и другими методами с получением сварного шва хорошего качества. Наиболее приемлемым считается стыковое соединение при сваривании изделий. Нахлесточные и тавровые типы соединений сваркой нежелательны, так как увеличивается вероятность попадания в зазоры шлака, который ускорит коррозионные процессы.
Перед сварным процессом необходимо провести правильную подготовку алюминиевого изделия. Для этого удаляется оксидный слой и принимаются меры, препятствующие его повторному образованию. По окончании сваривания деталей обязательно выполняется промывка обычной водой шва для удаления шлака.
Массивные элементы с толщиной более 3 мм подвергаются дополнительной обработке с созданием в месте соединения кромок V-образного типа под углом 60°. Перед свариванием металл прогревается до температуры порядка 150-250 °С. Учтите, что изделия из чистого алюминия соединяются лучше, чем из его сплавов с входящими в их состав марганцем и магнием (силумин и дюралюминий).
Способы и методы, применяемые для сварки
Сваривание алюминиевых элементов выполняется различными способами, которые отличаются использованием разнообразного оборудования и материалов. Кроме того, применяются особые средства предохранения сварной области, к которым относятся флюсы, а также инертные газы.
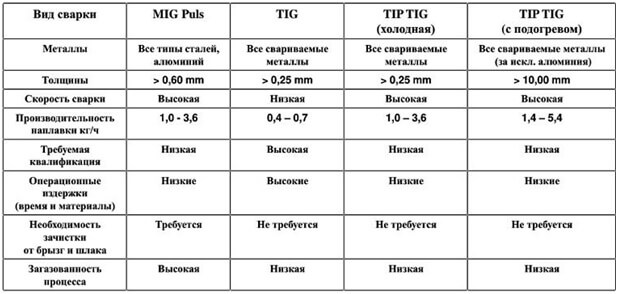
Среди нескольких методов, использующихся при сваривании металлов на производстве и в бытовых условиях наиболее приемлемы три вида:
- режим ММА;
- AC TIG;
- DC MIG.
Режим ММА
В этом режиме применяются специальные электроды с покрытием особым составом. Эти работы используются для получения неответственных соединений конструкций с толщиной металла свыше 4 мм. При этом способе сваривания получается невысокое качество шва, который имеет низкую прочность и высокую пористость. В процессе сваривания происходит повышенная разбрызгиваемость металла, а также плохое отделение остывшего шлака. Электродным способом данного типа сваривают как чистый технический металл, так и его различные сплавы.
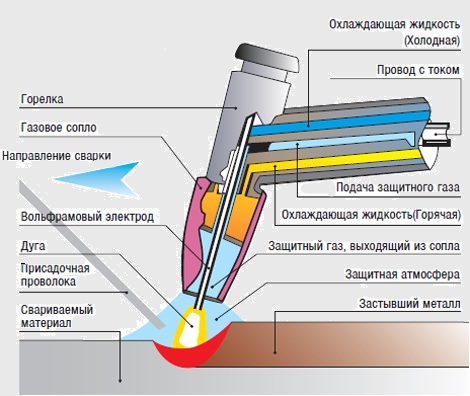
AC TIG
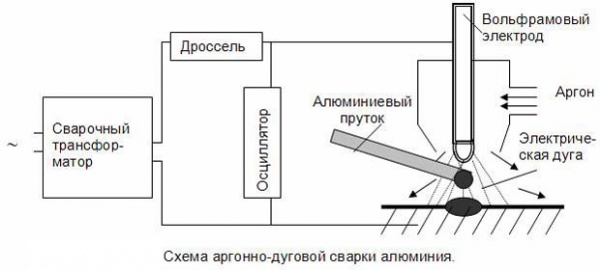
Данный метод применяет вольфрамовые электроды, а также дополнительную защиту сварной области облаком инертных газов. Он использует аппараты, выдающие высокочастотный переменный ток для облегчения зажигания электрической дуги. Эти устройства снабжаются некоторыми функциями, влияющими на качество сварных работ. К ним относится регулировка частоты выходного тока переменного значения, а также его баланс.
Перед тем как сварить алюминий инвертором, следует ознакомиться с некоторыми нюансами. Регулирование помогает получить фокусирование ширины дуги для получения возможности сваривания труднодоступных мест. Помимо этого, она облегчает работу с тонким материалом. Баланс предоставляет возможность управлять раскислительным процессом алюминия, который еще называют «очищением».
DC MIG
Для соединения изделий применяется полуавтомат с механизмом подачи сварочной проволоки. Выполнение сварки происходит в защитной газовой среде. Чтобы правильно понять, как варить алюминиевое изделие полуавтоматом, необходимо понять специфику. Данный способ несколько отличается от работы со стальными материалами. Высокая теплопроводность алюминиевых изделий требует усиления контроля над скоростью подачи сварной проволоки, а также мощностью дуги. Использование полуавтоматов позволяет получить качественный алюминиевый сварочный шов при достаточно высокой производительности.
При сваривании алюминиевых материалов необходимо соблюдать условие удаления окислительной пленки на соединяемом участке. Это выполняется при использовании переменного или же постоянного электротока обратной полярности. При этом осуществляется катодное воздействие, которое разрушает слой окисла. Прямая токовая полярность не будет проводить разрушающее воздействие на оксидную пленку.
Технологическая последовательность процесса
Соблюдение всех правил технологии позволяет уяснить, как правильно сварить алюминий и получить качественный, прочный шов вне зависимости от применяемого метода.
Подготовка
Перед началом сварочных работ необходимо выполнить подготовку кромок изделий для соединения. Данный процесс проходит в несколько этапов.
Сначала соединяемые поверхности очищаются от масла, жировых пятен, грязи. В этом превосходно поможет ацетон, а также уайт-спирит, авиабензин или же прочие растворители. После этого выполняется разделка соединяемых граней (при толщине деталей более 4 мм). При электродной сварке данная процедура выполняется для изделий с толщиной, превышающей 20 мм. Торцы металлических листов до 1,5 мм отбортовываются перед выполнением соединения.
Удаление слоя окисла производится щеткой с ворсом из стали нержавеющего типа или напильником. Ширина обрабатываемой зоны составляет порядка 30 мм. Эту процедуру можно выполнить с помощью разнообразных химических средств: бензином или каустической содой. После содовой обработки участок обязательно промывается обычной проточной водой.

Сваривание
Электродная сварка алюминиевых изделий (режим ММА) выполняется электродами марок УАНА, а также ОЗАНА. Они предназначены для соединения всех видов сплавов легкого металла. Эти марки используются взамен устаревших ОЗА. Перед тем как варить алюминий электродом, требуется предварительный прогрев металла ориентировочно до 300 °С при небольшой толщине и на 100 °С больше для работы с массивными изделиями. Это позволит получить хорошую проплавку металлического изделия, а также избежать коробления и возможного возникновения трещин.
Сваривание электродами необходимо выполнять непрерывным швом для избегания обрывов дуги и появления шлаковой корки. Чтобы понять, как сваривать алюминий особыми электродами, ознакомьтесь с соответствующим видеоматериалом.
Применение метода AC TIG является наиболее распространенным. В нем используются электродные вольфрамовые стержни диаметром от 1,6 мм и до 5 мм, а также присадочные прутки с диаметром до 4 мм, а также аппарат инверторного типа. Для защиты от внешней среды применяется высокоочищенный гелий или же аргон. Для питания дуги служит источник тока переменного типа, который способствует активному разрушению слоя окиси.
Между электродом и горизонталью выдерживается угол порядка 75 °, между электродным стержнем и присадочным прутком – приблизительно 90 °. Длина сварной дуги составляет приблизительно 2 мм. Горелка должна передвигаться сзади присадочной проволоки, которая подается небольшим возвратно-поступательным ходом.
Лист из соединяемого материала ложится на специальную прокладку из стали или же меди, которые отводят получаемое тепло. Сварная ванна должна иметь небольшие размеры, а скорость выполнения сварки подбирается в соответствии с расходом газа, а также выбранной величиной электротока. За 5 секунд до зажигания дуги начинается подача аргона, а выключается по истечении 6 сек. после ее обрыва.

При использовании режима DC MIG применяется полуавтомат импульсного типа. Чтобы понять, как заварить алюминиевый материал полуавтоматическим агрегатом, следует понять его принцип работы. Высокое напряжение после разрушения оксидного слоя падает до обычной величины. Капли электродного материала «впечатываются» внутрь сварной ванны, что обеспечивает высокое качество шовного соединения. Стоимость таких агрегатов весьма высока, поэтому некоторые умельцы обходятся обычными полуавтоматическими устройствами с небольшими доработками. Для ознакомления с процессом сварки полуавтоматом просмотрите соответствующее видео.
Сварочная проволока, использующая в данном режиме должна полностью соответствовать алюминиевому материалу. Это указывается в ее технических параметрах.
Преимущества и недостатки самостоятельного сваривания
Выполнение самостоятельной сварки алюминиевых изделий без привлечения профессионалов требует строгого соблюдения технологического процесса. Для начинающих это будет весьма тяжелое испытание, которое может закончиться неудачей. Однако, приобретя некоторый опыт и изучив теорию, можно добиться вполне хороших результатов.
К преимуществам сваривания в домашних условиях относится удешевление процесса при наличии соответствующего оборудования, получение моментального результата собственной работы. Помимо этого, дома гораздо проще применять подручные приспособления, отсутствуют высокие качественные нормы, так как требования к соединению невысоки. Перед тем как начинать сваривать алюминий дома, необходимо ознакомиться и с другой стороной данного процесса.
Кроме достоинств сварки в домашних условиях присутствуют и недостатки. Это пониженное качество соединений, сложности в подборе расходных материалов, отсутствие передовых технологий. Помимо этого, хранение электродов может не вполне соответствовать их рекомендованным условиям, а полученный сварочный шов практически невозможно точно диагностировать. При бытовых работах весьма сложно соблюдать все требования безопасности, что чревато тяжкими последствиями.
Внимательно изучив теорию и получив практику, можно создавать сварные алюминиевые соединения с высокой прочностью и надежностью.
oxmetall.ru
Сварка алюминия электродом возможна в домашних условиях
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки. Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
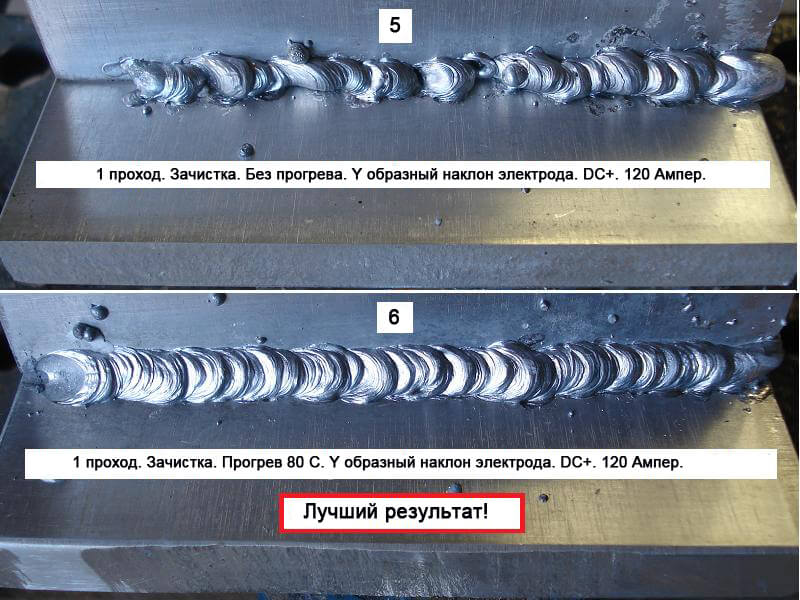
- У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.

- В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
- Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.

Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки:На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок.Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
Вольфрамовые электроды для TIG сварки алюминия. Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении.
Сварка алюминия на производстве. Шов получается не идеальным, но достаточно надежным.
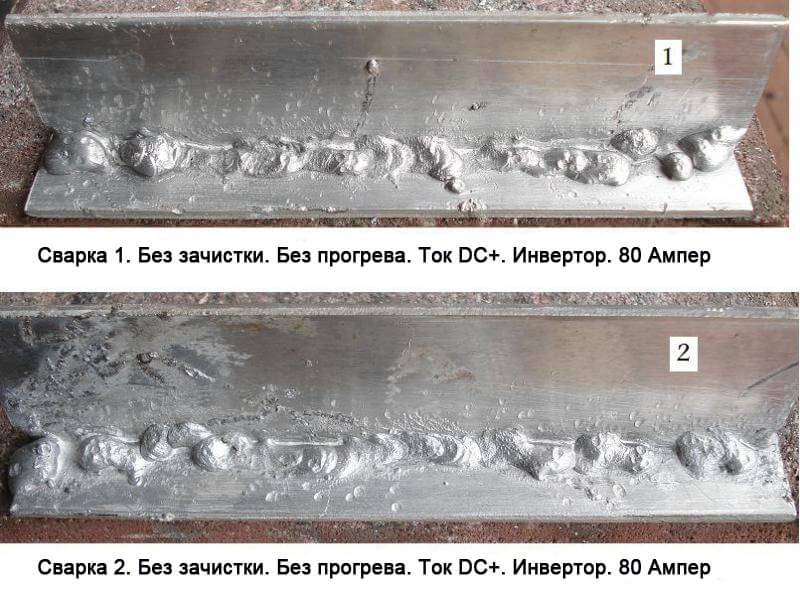
Шов получается не идеальным, но достаточно надежным.  Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
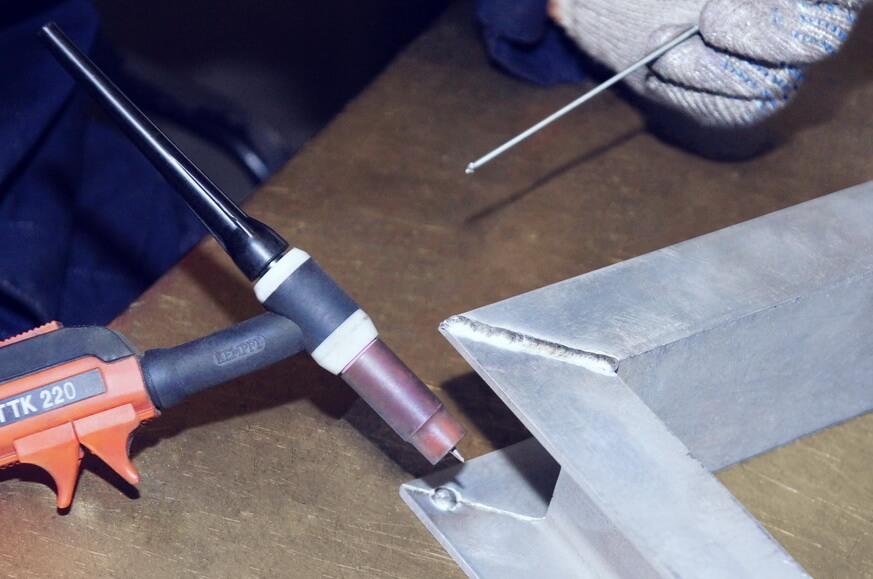
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
obinstrumente.ru
Cварка алюминия инвертором, как варить алюминий электродами?
- Содержимое:
- Технология инверторной сварки алюминия
- Сварочный аппарат-инвертор для алюминия
- Как варить алюминий инверторной сваркой
Технология инверторной сварки алюминия
 Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:- Специальные электроды - для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предназначены для обработки материалов с высоким уровнем теплопроводности, в том числе и алюминия.
- Сварочный инвертор для сварки алюминия - для бытового применения подойдет аппарат практически любой производительности.
- Печка для прогревания электродов - в большинстве случаев неудачи связанные со сваркой алюминия связаны с тем, что электроды не были предварительно подготовлены для работы. Прожарка расходников перед использованием является необходимым и обязательным условием обработки алюминия.
 При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:
При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:- Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, существенно снижающую возможность обработки материала. Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
- Сам металл и его сплавы не меняет цвет во время нагревания, поэтому контролировать состояние сварочной ванны достаточно сложно.
- Основное правило, которое необходимо соблюдать, используя сварочный инвертор для алюминия - это то, что все работы необходимо выполнять не спеша, обеспечивая необходимое прогревание материала.
- Перегрев металла может привести к деформации. В домашних условиях рекомендовано использовать приставку к сварочному инвертору для сварки алюминиевых сплавов. Приставка позволяет обеспечить лучший контроль над проведением работ и в результате получить на выходе ровный и прочный шов.
Технология сварки черных металлов мало чем отличается от работ с цветными сплавами. При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. Теоретически возможно использование электродуговых установок, но чаще всего для работы с алюминием используют полуавтоматы. Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.Специальная приставка к инвертору позволяет осуществлять работы в защитной среде газов практически идентичным образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и крупные европейские концерны часто изготавливают свои аппараты с возможностью подключения дополниельного устройства и быстрого перехода в режим использования среды защитных газов.

Как варить алюминий инверторной сваркой
Хотя полуавтоматы используются для работы чаще, чем сварочный аппарат инверторного типа для сварки алюминия, качество шва, получаемого с помощью последнего типа оборудования, несомненно, качественнее и лучше.Сам процесс проведения работ связан с необходимостью обязательного использования защитного облака газов независимо от того, какое именно оборудование будет использоваться. Поэтому если планируется сварка алюминия инвертором постоянного тока, понадобится предварительно приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки следующим образом:
- Подготовительные работы - зачищаются торцы и поверхность обрабатываемой детали. Электроды предварительно прогреваются в печи.
- Сварочные работы - накладывать шов надо медленно, обеспечивая необходимую глубину провара детали. Инверторная сварка по алюминию не терпит спешки. После наложения шва необходимо чтобы подача газа не прекращалась еще около 5 секунд – это предотвратит растрескивание и деформацию шва.
В промышленных условиях для проведения работ используются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его прочность.
Хотя алюминий является металлом, тяжело поддающимся термической обработке, выполнить ремонт деталей из него или сплавов даже в домашних условиях возможно, при наличии специального оборудования, расходников и определенных навыков и технических знаний. Оптимальным оборудованием для обработки такого металла являются инверторные установки.
stroy-plys.ru
Можно ли инвертором варить алюминий?

Собираясь варить алюминиевое изделие многие люди думают, что для сварки алюминия нужно иметь специальный сварочный аппарат и электроды. Также они могут думать, что помимо оборудования им еще нужен большой опыт работы сварщиком. Однако такие не совсем правы, ведь имея инвертор можно сваривать электроды без никаких проблем.
Для сваривания алюминиевых изделий инвертором не нужно иметь каких-то особенных навыков или приспособлений. Сначала Вам нужно подобрать подходящие электроды, которые будут прекрасно подходить для сваривания металла определенной толщины. Идеально подходят для сварки алюминия электроды ОЗА, ОЗА-1, ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2. Правильно подобрав электроды Вы станете на дорогу к успешному свариванию.
Также Вам необходимо подобрать подходящий сварочный ток, который предназначен для сваривания разной толщины алюминия. Сведения для правильного подбора электрического тока Вы можете найти на страницах нашего сайта или же на упаковке электродов.
Также помимо правильного подбора электрического тока Вам, скорее всего, понадобится прокалить или просто подогреть электроды в специальной печи. Для этого Вам нужно приобрести такую печь. На самом деле она очень востребованная не только при сварке алюминия, а также еще и при сварке других металлов или при использовании других видов электродов.
А теперь давайте переходить к инверторам. Сразу же хочется заметить, что для сварки алюминия подходит практически любой инвертор, ведь самое главное - это приобрести качественные и недорогие электроды и иметь хотя бы начальные навыки сваривания любыми электродами. При правильном подборе электродов и электрического тока, Вам нужно будет всего лишь уметь производить сваривание.
В сваривании специальными электродами для сварки алюминия нет больших отличий от электродов для сварки обычного черного металла, поэтому никаких особенных навыков Вам не понадобится. Единственное, что требуется в случае работы с алюминием, так это осторожность, ведь от не настолько тугоплавок как сталь или вольфрам.
Проявляя осторожность и внимательность Вы сможете производить сваривание алюминия и делать хорошие и долговечные изделия из алюминия. Также кроме внимательности в осторожности Вам нужно качественное сварочное оборудование, которое Вы можете купить не вставая со своего мягкого кресла прямо я завода-изготовителя. Для того, чтобы узнать ссылки на известные заводы, перейдите на специальную страницу нашего сайта "Контакты". Перейдя на нее Вы сможете больше узнать о самых популярным заводах-изготовителях, посетить их сайты, а также совершить необходимые покупки.
elektrod-3g.ru