







Как устроен аппарат для сварки постоянным током. Выпрямитель тока для сварочного аппарата
Выпрямитель сварочного аппарата своими руками: элементы для схемы
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности

Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.

Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.

Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток — на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
foxremont.com
Сварочный выпрямитель: схема, технические характеристики, устройство
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.

Сварочный выпрямитель
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.

Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.

Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварочные выпрямители. Сварка
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.

Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками

Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями

Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Выпрямитель для сварочного аппарата - Главный механик
 Процесс неразъемного соединения заготовок изделия расплавленными частями, полученных нагреванием, называется сварка.
Процесс неразъемного соединения заготовок изделия расплавленными частями, полученных нагреванием, называется сварка.
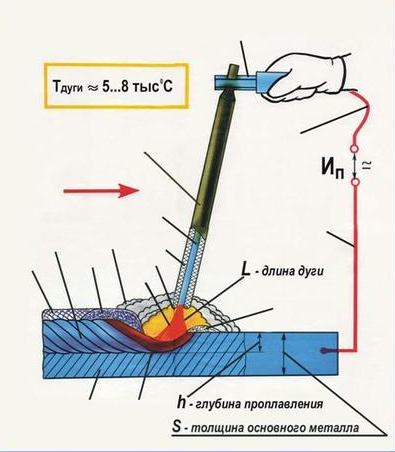
Получение расплава в зоне контакта достигается различными способами: электродугой, механическим (давление), кузнечная (ковка), газовая (газовая дуга). В статье рассмотрены основные понятия по процессу электросварки, получения электродуги для сварки металла и основное оборудование применяемое для этого.
Что такое электродуга и способы ее получения
Электродуга для сварки образуется при достижении достаточной величины разности потенциалов между двумя электродами в ионизированной среде газов и испарений, образованных от обмазки электродов или флюсовых смесей.Зажигание дуги обычно происходит в несколько этапов:
- короткое замыкание заготовки с электродом;
- последующие отвод электрода на 3 — 6 мм с возникновением дуги;
- установление устойчивого горения дуги.
Короткое замыкание необходимо для быстрого разогревания места контакта и начала ионизации пространства вокруг зоны взаимодействия дуги и металла. После отвода электрода от зоны короткого замыкания возникает неустойчивая дуга. По мере ее горения происходит дальнейший разогрев и ионизация газов вокруг дуги. Часть электронов ионизируется в процессе ударение с другими участвующими в разряде электронами, часть разбивая атомы воздуха в зоне горения. В результате подобного взаимодействия воздушное расстояние становится полностью электропроводным, что способствует установлению горения устойчивого дугового разряда.

Условия устойчивого горения сварочной дуги
Хорошее качество сварного шва обеспечивает устойчивое горение дуги.Это устойчивость обеспечивается определенным балансом между током сварки Iсв. и напряжением дуги Uд. Проще говоря — это режим при котором обеспечивается горение дуги между электродом и заготовкой без залипания электрода и стабильностью дуги. Отчасти такое состояние характеризует вольтамперная характеристика сварочного электродугового процесса, которая отражена на графике.
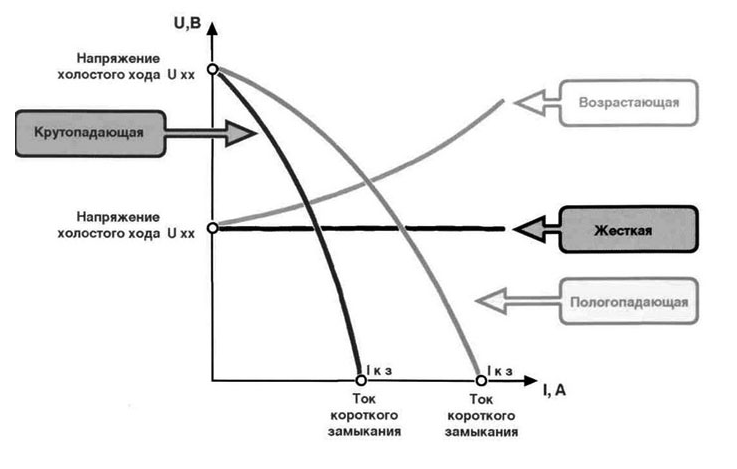 На графике видно три области:
На графике видно три области:
- резкое падение напряжения с возрастанием силы тока, такая характеристика называется — падающая. Сварка в таком режиме обуславливают неустойчивое горение дуги стабильность горения не обеспечивается;
- напряжение дуги не меняется с возрастанием силы тока, такая характеристика называется — жесткой. В этой в этой зоне производится основной вид сварочных работ;
- напряжение увеличивается с возрастанием тока — это возрастающая характеристика. При таком режиме возможен перегрев зоны сварки и прожег тонколистового металла, применяется в ограниченном режиме.
Для того чтобы получить электрическую дугу достаточно иметь на электродах разность потенциалов порядка не менее 45 В. и величину вольтамперной дуги, желательно регулируемую в пределах от 80 — 400А. Еще одна важная характеристика — напряжение холостого хода. Эта характеристика необходима для более быстрого зажигания дуги и ее величина составляет порядка 70-80 В.

Принцип работы сварочного трансформатрора
Рассмотрим схему простейшего трансформатора, который предназначен для понижения напряжения на вторичной обмотке. Понижение напряжения вызывает увеличение тока на вторичной катушке. Такие трансформаторы называются токовыми. Они могут быть сборными из Ш — образных заготовок, или кольцевого железа. Для уменьшения от вредных вихревых наводок заготовки штампуются из тонких листов специальной трансформаторной стали. Из этих заготовок можно собирается остов с тремя или двумя сердечниками. На круглый каркас первичная и вторичная провода наматываются по всей длине железа накладывая рядом друг с другом вплотную. На остове с сердечниками первичная и вторичная катушки располагаются на раздельных стержнях. Отношение витков первичной и вторичной катушки называют коэффициентом трансформации. Например, число витков первичной катушки W1=100, а вторичной W2 = 10, то Кт = W1 / W2 = 10. Примерно на такую же величину возрастет вольтамперная нагрузка на вторичной обмотке.

Как отмечалось выше, дуга между электродом и заготовкой переменного напряжения является неустойчивой: металл в ванне расплава заполняется неравномерно, разбрызгивается и для качественного шва не подойдёт. Более устойчивое горения можно получить если ввести в схему сварочного трансформатора выпрямитель для сварочного аппарата переменного тока. Выпрямитель представляет из себя два или четыре однополярных диода (диодный мост), который пропускает переменное напряжение только в одном направлении и работает по двух или четырех полупериодной схеме соответственно.
Диодный мост преобразует переменное напряжение в постоянное. Такое дополнение позволяет стабилизировать характеристики сварки. Но, до идеала еще далеко, т.к. величина пульсации еще достаточно большая и для компенсирования этих пульсаций дополнительно в схему вводится дроссель и конденсатор. Эта схема работает по принципу электрического компенсатора, накапливая энергию в период пика на конденсаторе и отдавая его при минимальной амплитуде. 
Расчет трансформатора для сварки средней мощности (для домашних нужд)
Для более лучшего понимания работы устройства, произведем его расчет самостоятельно.Прежде всего нам понадобится необходимые начальные и выходные характеристики,начальные:
- напряжение на входе — это потенциал сети 220 В;
- напряжение на выходе — колеблется от 45 до 80 В.
дополнительные:
- расчётные характеристики для вторичной обмотки. Здесь мы будем исходить из того: какое железо мы будем варить. Если от 3 до 5 мм, то аппарат должен быть рассчитан на диаметр электрода 3 — 4 мм, а — это 150 — 200 А. Если меньше, тогда на 100А.;
- площадь сердечника — Sсер. Будет зависеть какая мощность необходима на выходе, в нашем случае сечение принимаем среднее, порядка от 45 до 50 см 2;
- площадь промежутков между стержнями трансформатора — Sо. Подобные промежутки необходимы для формирования магнитного потока между стержнями, охлаждения намотки (величина влияет на беспрерывное время работы устройства) и удобства размещения катушек в окне. Для среднего магнитопровода достаточно параметр от 95 до 110 см2;
- плотность (величина тока в проводе). Этот параметр для самодельных аппаратов принимается порядка 2,75 — 3, 5 А/мм2.
Для примера расчета возьмем среднюю величину выше приведённых параметров:
- сетевое напряжение — U1=220 В;
- выходное напряжение- U2=60 В,
- номинальная сила тока — Iн -170 А,
- площадь сечения сердечника- Sс=45 см2,
- площадь окна So -100 см2,
- плотность электронов в обмотке, — 3 А/мм2
Самый первый расчет — расчет потребляемой мощности, производится по формуле:
Pо = 1,5 х Sс х So = 1,5 х 4 5х 100 = 6750Вт (6,75 кВт.)
Внимание! Данная формула может быть применена к различному типу магнитного проводника, но с различным коэффициентом: расчетная величина 1,5 применяется к типу магнитопровода П, Ш, для кольцевых сердечников — 1,9, значение 1,7 применяется к сердечникам типа ШЛ, ШП
Расчет количества витков
Количество слоев для каждой обмотки определяем из величины площади сердечника по формуле K = 50 : Sс = 50/45 = 1,11 витка на один Вольт.
Внимание! В данной формуле, также, как и в первой, коэффициент 50 принят для трансформаторов с сердечниками типа П и Ш., для кольцевых сердечников будет равен 35 для, ШЛ и ШП — 40.
Теперь определим величину максимального тока на первичной обмотке по формуле: Imax = P : U = 6750 : 220 = 30,71 А. На основании этих данных можно узнать количество слоев для намотки.Расчет ведется по формуле Wх =Uх * K. Для вторичной — это будет W2 = U2 х K = 60 х 1,11 = 67 витков.
Количество слоев первичной обмотки узнаем, позже т.к. для этого необходимо применить другую формулу. Для регулировки мощности на выходе, от первичной обмотки производится несколько выводо. Количество витков для первичной намотки находим по формуле: W1ст = (U1 х W2): Uст, вит.
Где:
- Uст – напряжение на вторичной обмотке.
- U1 – напряжение первичной обмотки;
- W2 – количество витков вторичной обмотки;
- W1ст – количество первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P: I, В.
По формуле U = P : I, В. для исходного расчетного трансформатора Р= 6750 Вт, рассчитаем данные для четырех ступеней мощностью 95 А, 110 А, 135 А и 165 А., Подставив данные в формулу, получаем U1ст1=6750:95 =71 В, U1ст2=61 В, U1ст3=50 В, U1ст4=41 В.
Далее используем полученные данные для расчета намотки. По формуле W1ст = (U1 х W2): Uст, вит. получаем количество витков для каждой ступени (с округлением в большую сторону) W1ст1=(220х67): 71 =208 витка, W1ст2 = 242 W1ст3 = 295 витка, W1ст4 = 359 витков.
Прибавив к большему количеству витков значение от 6 %, получим необходимое расчетное общее количество витков первичной обмотки W1=359+18 = 377.
Наконец, рассчитаем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой намотки на плотность тока. В результате расчета: Sвтор =165 : 3 = 55 мм2 , Sперв = 11 мм2.
В итоге расчета сварочного трансформатора, питающегося от однофазной сети U1 = 220В, мощностью 6,75кВт. получим:
Железо: П образные штампованные листы трансформаторной стали толщиной 0,5 ммТип обмоток — круговые намотанные на каркас; Количество витков W1 =377 в., W2 = 67 в.,Количество регулируемых ступеней — 4. при Iрег — 95 А, 110 А, 135 А и 165 А.Сечение провода Sвтор = 55 мм2, Sперв = 11 мм2
Выбор диаметра электрода от толщины свариваемого металла и тока
Как было отмечено выше, правильный выбор необходимой мощности сварки зависит от толщины свариваемого металла, чем толще металл, тем больше нужен ток, проводником которого является электрод. Электроды выпускается от 1 до 6 мм (для бытовых аппаратов). Точный подбор типа и диаметра электрода поможет избежать нестабильности дуги и ее колебания по сварочной ванне. От этого могут образоваться раковины (непровар) и увеличенное сечение шва. Качество сварочного шва ухудшается.
Если аппарат приобретён в торговой сети, фирма производитель указывает диаметр электрода от величины тока, если же трансформатор сконструирован своими руками, то можно ориентироваться примерно на таблицу.
Примерное соотношение толщины металла, диаметра электрода и сварочного тока
| Толщина металла, мм | 0,5 | 0,8-1,5 | 3 | 4 -5 | 6-8 | 09 -12 | 13-15 |
| Диаметр электрода, мм | 1 | 1,5 — 2 | 3 | 3 — 4 | 4 | 4 — 5 | 5 |
| Ток сварки, А | 10-20 | 30-45 | 65-110 | 110-120 | 121-151 | 121-200 | 201-250 |
Сварочный аппарат «Терминатор»
Сварочный трансформатор с выпрямителем постоянного тока в подсобном хозяйстве вещь очень полезная. Однако, если взять выше рассчитанный трансформатор с мощностью вторичной ступени 170 А, с потребляемой мощностью почти 7 кВт. При нынешних ценах на электроэнергию один день работы с таким аппаратом обойдётся в немаленькую сумму. При этом необходимо учитывать ещё немаловажную вещь, как пульсация электроэнергии в общей сети, особенно если это единая однофазная сеть на всю улицу (сельская электропроводка) а ведь именно там больше всего такие изделия и нужны. Отчасти эту проблему могут решить применение сглаживающих дросселей, но при недостаточной напруге в сети колебания напряжения могут доходить до 50 В.
Такие скачки не смогут сгладить даже мощные дросселя и сетевые стабилизаторы. Это отрицательно сказывается на работе бытовых приборов, например, холодильниках. И уже тогда разборок с соседями точно не миновать.
При развитии современных технологий, промышленность выпускает компактные трансформаторы. Так -как мы уже знаем параметры необходимого трансформатора, то далее будем рассматривать аппараты для применения в подсобном хозяйстве в этих пределах. Хорошо востребованные изделия московского компании «Тор» — терминатор сварочный аппарат с выпрямителем

Сварочный трансформатор «Терминатор» имеет вес 13 кг при почти профессиональных характеристиках: регулируемое разброс тока от 30 до 170А, небольшой вес и габариты, низкая цена (всего 14 тыс. руб.). Именно из -за малые веса аппарат приобрел популярность. Аппарат востребован не только в домашних, но и профессиональных работах, особенно где от сварочного оборудования требуется мобильность — переноска с одного места на другое, например, в коммунальной сфере; стройке, ремонта автотранспортного оборудования, в общем, везде, где нужно часто менять место работы.
У «Терминатора» имеется принудительная система охлаждения вентиляторами, которые регулируют мощность воздушного потока от датчиков температуры. Такая система охлаждения дает возможность использовать аппарат с 70% коэффициентом ПНВ (продолжительность непрерывного включения) это значит, что работать аппарат может из 10 минут — 7 работа, 3 отдых.
Если же произойдет перегрев обмоток, то защита отключит аппарат от нагрузки автоматически. В трансформаторе обмотки выполнены из 9 % меди, что практически исключает потери на внутреннее сопротивление. Поэтому аппарат очень экономичен.
Трансформатор или инвертор
За десятилетие выпуска сварочного трансформатора «Терминатор» Московская фирма «Тор» неоднократно совершенствовал конструкцию выпрямителя. И как логическое продолжение был выпущен сварочный инвертор Торус-175 «Терминатор — 2». Это устройство с новейшей системой преобразования переменного напряжения, стал весить 5 кг, а мощность тока увеличилась до 175 А. Такие характеристики уже можно использовать не только для сварки, но и для резки металла. Имея такие характеристики инвертор стал еще больше популярен в профессиональных кругах.
Несомненно, такие качества как низкая цена, небольшой вес, 60% ПНВ, высокая степень надежности — срок гарантии прибора 3 года, принесут аппарату ещё большую популярность. Основные характеристики инвертора можно посмотреть, зайдя к нам на сайт. Также здесь можно купить любую технику и инструмент.
Основные характеристики сварочного инвентора «Терминатор-2»
| Параметр | Значение |
| Диапазон сварочного тока | 30 — 175 А. |
| Возможные диаметры применяемых электродов | 1,6 — 4,0 мм. |
| Тип сварки | MMA (ручная дуговая сварка штучным покрытым электродом). TIG (аргонодуговая сварка с TIG LIFT поджигом дуги |
| Напряжение сети | от 165В до 242В. |
| Мощность | 5,2 кВт. |
| Напряжение холостого хода | 65 В. |
| Возможность подключения к электростанции | есть (рекомендуемая номинальная мощность генератора 5,5 кВт при максимальном сварочном токе). |
| Продолжительность нагрузки при максимальном сварочном токе (t=20oC) | 60% при 175А (6,0 минут работает 4,0 отдыхает). |
| Класс защиты | IP21. |
| Управление сварочным током | Ручной ступенчатый регулятор. |
| Охлаждение аппарата | принудительное воздушное (вентилятор). |
| Комплектация | Поставляется без сварочных проводов и клемм заземления, Кабеля, держатель электродов (приобретаются отдельно, можно у нас в магазине) — Картонная коробка, — Инструкция эксплуатации. |
| Вес | 4,6 кг. |
| Габаритные размеры (ДхШхВ) | 271×187×126 мм. |
| Гарантия | 3 года. |
themechanic.ru
| индустрия » Электротехника » Сварочные аппараты » Сварочный выпрямитель Изготовить сварочный выпрямитель своими руками при наличии комплектующих деталей, материалы для радиатора крепление вентилей и основного составляющего, Первоначально необходимо подобрать готовый понижающий трансформатор с требуемыми параметрами. Обычно это не удается и его нужно намотать самостоятельно. Но предварительно должен быть сделан расчет его элементов, включая размеры магнитопровода (площадь сечения сердечников), количество витков и размер сечения шин и проводов. Расчет трансформатора выполняется по единой методике и не представляет трудностей со школьными знаниями электричества. Простейший сварочный выпрямитель своими руками может быть выполнен по схеме, приведенной на Рис. 1. Диодный выпрямитель, собранный по мостиковой схеме монтируется на радиаторе для теплообмена и охлаждения. Мощные диоды типа ВД-200 выделяют при работе много тепла. Для обеспечения падающей характеристики тока (вольтамперной) последовательно в цепь включается дроссель. Активное переменное сопротивление (реостат) в последовательной цепи позволяет производить плавную регулировку сварочного тока. Один полюс подключается к сварочному электроду, а второй к свариваемому объекту. Электролитический конденсатор на схеме работает как сглаживающий фильтр для снижения пульсаций. Реостат вполне под силу намотать самому, для подобной работы необходим керамический сердечник (годится керамическая трубка изолятора) и проволока из никелина или нихрома. Диаметр проволоки зависит от величины регулируемого тока сварки. Расчет сопротивления реостата производится на основании удельного сопротивления проволоки, ее сечения и общей длины. От диаметра витков будет зависеть шаг (ступень) регулировки тока сварки. Таким образом, самодельный сварочный выпрямитель можно изготовить в домашних условиях, при наличии необходимых материалов, на 100%. Читайте также
| Если мы хотим собрать сварочный аппарат своими руками, нам потребуется очень мощный источник питания для создания и поддержания дуги, который будет преобразовывать сетевое напряжение обеспечения номинальной величины и качества сварочного тока Под блоком питания дуги в общем случае подразумевается схема состоящая из силового трансформатора и регулирующих элементов, улучшающих характеристику дуги а также выпрямитель и другие устройства. В самом простом варианте, если рассматривать схемы изготовления сварочного аппарата своими руками, то источником питания для дуги является только один силовой трансформатор, без использования дополнительных блоков и узлов.
Блок питания заключается в корпус и оборудуется всеми необходимыми мелочами: соединительными разъемами и клеммами, специальными выключателями и регуляторами. Корпус сварочника можно оборудовать ручками для переноски и колесиками. Подобную конструкцию достаточно хорошего качества сварки можно изготовить самостоятельно и своими руками. Главный секрет самодельного аппарата это небольшое понимание процесса сварки, правильный выбор материала, ну и вложить в процесс изготовления устройства кусочек своей души, мастерства и терпения. Однако, если вы решились на самостоятельную сборку аппарата, вам будет гораздо легче, если свы поймете основные базовые теоретические навыки, касающиеся момента горения сварочной дуги и плавления электрода, характеристик трансформаторов, магнитопроводов. Это главный элемент любой схемы сварочного устройства, он понижает сетевое напряжение до 50...80 В. Работает трансформатор в особых условиях, их называют дуговом режиме при этом происходит максимальная отдача мощности. Поэтому трансформаторы должны спокойно выдерживать протекание больших токов до 200 А. Силовые характеристики трансформаторов должны сочетаться с их динамическими - ВАХ трансформатора должна соответствовать определенным требованиям, иначе ее нельзя будет использовать для ручной сварки. Конструкции типовых трансформаторов сильно отличаются друг от друга. Разнообразие самодельных сварочных трансформаторов огромное, так как в их конструкциях много уникальных решений, но помимо этого самодельные конструкции трансформаторов очень просты: в них отсутствуют дополнительные элементы для регулировки тока, а регулировка происходит путем переключения витков катушек или с помощью других внешних специализированных устройств. Трансформатор состоит из магнитопровода, состоящего из наборных пластин специальной трансформаторной стали, первичной и вторичной обмотки, часто собранных с отводами для регулировки или схемы устройства. Если трансформатор рассчитан на заданный ток, то варить можно сразу с выхода вторичной обмотки, без дополнительных схемных решений ограничения тока. Первичную обмотку рекомендуется изготавливать с отводами - это позволяет немного изменять сварочный ток, а при некоторых условиях поднастроить трансформатор под просевшее напряжение сети. Главной частью трансформатора является магнитопровод. В большинстве случаев при изготовлении своими руками применяют магнитопроводы со списанных силовых и старых телевизионных трансформаторов, а также статоров электродвигателей. Этим объясняется огромное разнообразие изготовленных народными умельцами различных типов магнитопроводов сварочных трансформаторов.
Кроме основных параметров трансформатора таких как геометрические размеры магнитопровода, число витков его обмоток, величина уровня входного и выходного напряжения, потребляемый и максимальный на выходе ток имеются еще ряд характеристик для электросварочной системы, которые трудно оценить в домашних условиях или измерить с помощью самодельных измерительных приборов, однако именно эти характеристики определяют степень годности сварочного трансформатора в качестве источника питания для ручной сварки, в том числе и для формирования качественного шва. Что напрямую зависит от способности трансформатора стабильно держать ток, что описывается таким тезническим параметром, как внешняя вольт амперная характеристика (ВАХ) источника питания. Внешней ВАХ называется зависимость напряжения на разъемах источника от величины сварочного тока.Сварочный ток зависит от нагрузочных свойств трансформатора и от электрической дуги. Для ручной сварки используется только крутопадающая характеристика (3), жесткая и пологопадающая используются только в автоматах. Характеристики сварочной дуги. Дуга это длительный электрический разряд на конце электрода и области дуговой зоны металла. При зажигании дуги сначала произойдет пробой газового промежутка электронами, а затем процесс стабилизируется и в дуговом промежутке появится также ионная проводимость. Помимо этого, стабилизатором горения дуги считается плавящаяся и испаряющаяся обмазка электродов. В процессе соединения металом плавящимся электродом, под воздействием высоких температур, осуществляется плавление металла и формирование капли, а затем ее отрыв от электрода и перенос на металл конструкцию. Диаметр формирующихся капель и скорость их появления зависят от силы тока, диаметра электрода, длины дуги. Если трансформатор работает хорошо, дуга горит стабильно, а наплавленный металл ложитсяровно - значит, все сделано правильно; если нет, то характеристика ВАХ трансформатора близка к жесткой. Тогда можно это исправить включив в цепь балластное сопротивление резистора номиналом в сотые доли ома, например кусочек проволоки из нихрома. Балластный резистор немного ограничит максимальный ток трансформатора, что подправит его внешнюю характеристику. Так можно получить хорошие результаты горения дуги при сварке в ручном режиме. Улучшения крутизны внешней характеристики трансформатора можно также добится увеличив его выходное напряжения холостого хода, хотя при этом снизится КПД трансформатора. Еще один полезный технический параметр, характеризующий работу устройства -Динамическая характеристика источника питания. Как известно, источник питания дуги должен обладать быстрой реакцией на изменения тока и напряжения в дуге. Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги. Это время и считается динамической характеристикой источника питания. Оно не должно быть более 0,05 с на 25 Вольт. Эта особенно значимо при замыкании капель расплавленного металла дугового промежутка, то есть в момент перехода трансформатора в режим короткого замыкания. Сила тока короткого замыкании во вторичной обмотке может быть выше сварочного тока в два раза. Для режима ручной в самодельных сварочных аппаратах своими руками, малое отношение токов могут оказаться отрицательным фактором. Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги , т.е она продолжает гореть при увеличении ее длины. Эластичность дуги величина колличественная, ее критерием является ее максимальная длина, при которой дуга способна существовать. Дуга способна загореться только при достижении в начале полупериода необходимого напряжения. Дуга переменного тока может зажигатся и гаснуть по 100 раз за секунду и гореть отдельными вспышками. Это зависит от напряжение холостого хода и фазового сдвига между напряжением холостого хода и током дуги. Сократить паузы в горении дуги можно повысив напряжения холостого хода. Однако не следует повышать его выше уровня 80 В с точки зрения электробезопасности. Лучше это решить с помощью схемотехнических возможностей, включив в цепь дросселя, приводящие к фазовому сдвигу между током и напряжением. Сварочная дуга после этого может не иметь перерывов в горении вообще, так как она поддерживается ЭДС самоиндукцией. На постоянном токе дуга более стабильна, швы получаются более лучшими. Постоянный ток в сварочных аппаратах собранными своими руками появляется после выпрямления его переменным током с помощью мощных выпрямительных мостов. Например на основе мощных диодов типа В-200 с максимальным ток до 200 Ампер). Эти диоды обладают большими размерами, а их корпус необходимо установить на радиаторы. Лучше будет если вместо отдельных диодов использовать уже готовый диодный мост. Диодные мосты в случае необходимости можно соединить параллельно для увеличения предела максимального тока. Форму постоянного напряжения легко сгладить, использовав на выходе конденсатор емкостью от 10000 мкФ. При этом емкость подключается через сопротивление, который необходим, т.к в момент зажигания дуги происходит касание электрода к металлу и создается короткое замыкание.
Специфика расчета заключается в том, что при изготовлении самодельного аппарата параметры необходимо подстраивать под имеющийся магнитопровод. Часто трансформатор собирается не из самого лучшего материала для магнитопровода, и наматывается не лучшим проводом.
Достоинства аппаратов постоянного тока перед их «переменнотоковыми аналогами хорошо известны. Это мягкое и плавное зажигание дуги, возможность соединять тонкостенные детали, меньшее разбрызгивание металла, отсутствие непровариваемых участков.
Выходное переменное напряжение со вторичной обмотки силового трансформатора — 54 вольта. Использованы мощные тиристоры — Т161 — 160, управляемые оптотиристорами типа ТО125 — 12,5. Диоды мощные типа Д151 — 160. Это схема позволяет варить электродами до 3-4мм. После выпрямителя в схеме имеються три конденсатора по 15000 микрофарад на напряжение 80 вольт, и дроссель. Дроссель изготавливае5тся на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения которого 25 см2 . Намотка осуществляется толстым медным проводом до заполнения каркаса. Блок управления тиристорами выполнен на двух биполярных транзисторах, это стандартный релаксационный генератор с аналогом динистора. Стабилитрон VD1 типа Д814Д. Выпрямительный мост КЦ405Е или его аналог. |
www.samsvar.ru
Выпрямитель сварочный и его устройство
Трудно представить себе строительную промышленность или машиностроение без применения сварки. Она делится на два вида: на постоянном и переменном токе.
Использование постоянного тока обеспечивает более качественный сварной шов. Это объясняется отсутствием нулевых значений тока, а значит, и горение дуги становится более стабильным, снижается разбрызгивание от горящего электрода, проплавление металла получается более глубоким, у сварного шва улучшаются прочностные характеристики.  Помимо этого, с такими материалами, как чугун, высоколегированные стали, сплавы на основе никеля и меди, титан, можно использовать сварку только на постоянном токе.
Помимо этого, с такими материалами, как чугун, высоколегированные стали, сплавы на основе никеля и меди, титан, можно использовать сварку только на постоянном токе.
Для преобразования переменного тока, имеющего частоту 50 Гц, в постоянный, используют выпрямитель сварочный. В нем применяются полупроводниковые вентили и специальные регулирующие устройства в трансформаторе. Существуют разнообразные виды таких изделий. Каждый из них имеет в своей конструкции выпрямительный блок, пускорегулирующий блок для защитной и измерительной аппаратуры и силовой трансформатор.
Выпрямитель сварочный используют для ручной дуговой сварки, когда происходит расплавление электродов, и импульсно-дуговой, при которой импульс способствует отделению от проволочного электрода капли металла.
Для удобства механической сварки создан специальный выпрямитель сварочный ВД трансформаторного типа, имеющий дистанционный переключатель режимов. Такие преобразователи характеризуются основными техническими решениями:
- в одном диапазоне регулировка тока для сварки происходит плавно;

- магнитный клиновой подвижный шунт, горизонтального исполнения, обеспечивает механическую регулировку сварного шва, имеет простую конструкцию;
- трансформаторные обмотки выполнены из меди;
- отсутствуют подвижные обмотки;
- охлаждение на воздухе;
- зажигание выполняется легко, дуга горит устойчиво;
- класс изоляции – Н;
- токовые разъемы безопасные и быстро размыкаются;
- в условиях монтажа выпрямитель сварочный такого типа легко перемещать.
Иногда в домашних условиях возникает необходимость выполнить сварочные работы. В этой ситуации существует два варианта – купить готовый аппарат или самостоятельно сделать сварочный выпрямитель своими руками.
Основным элементом самодельного выпрямителя является трансформатор, предназначенный для преобразования переменного напряжения в сети и обеспечения необходимой величины и качества сварного тока. Подключение его возможно к сети с напряжением 220 В, а на выходе он должен обеспечивать 40-70 В.
Далее к выводам трансформатора нужно припаять сетевой провод примерно 2.5 квадратных миллиметра диаметром и длиной примерно 5 метров, для удобного перемещения сварочного аппарата. Провод лучше использовать в двойной изоляции.
Следующий этап – подготовка кабелей для сварки. Для этой цели лучше использовать мягкие провода, имеющие резиновую изоляцию, длиной не менее двух метров. На конце одного кабеля крепим прищепку «массы» (иногда можно использовать автомобильный «прикуриватель»), на другом кабеле – держатель электрода.
Теперь выпрямитель сварочный нужно скомпоновать. От этого зависит, насколько аппарат будет удобен при эксплуатации. При работе он будет нагреваться, значит, корпус должен быть выполнен с вентиляционными отверстиями. Для удобства транспортировки на корпусе приделываем ручки и устанавливаем колесики. Можно для укладки проводов и кабелей установить дополнительные элементы в виде крючков, шайб, уголков.
fb.ru
инверторы и трансформаторные преобразователи, а также электроды для них
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
 Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
 По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
 Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
 Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
svaring.com










