







О принципах работы аппаратов для сварки волокон (часть I). Сварочный оптический аппарат
| Сварка оптоволокна - операция, требующая исключительной аккуратности и ювелирной точности, поскольку даже минимальные сдвиги волокон значительно ухудшают качество передачи светового сигнала. До появления автоматических сварочных аппаратов для ВОЛС совмещение сколотых концов оптоволоконного кабеля перед сваркой проводилось вручную. Для этого в конструкции сварочных аппаратов обязательно присутствовал микроскоп и специальные юстировочные устройства. Качество сварки напрямую зависело от квалификации оператора прибора. Работа была очень кропотливой и требовала просто виртуозного владения техникой. Но, учитывая бурное развитие коммуникационных сетей, имеющих в своей основе оптоволоконные кабели различных типов, на рынке достаточно быстро появились сначала полуавтоматические аппараты для сварки оптоволокна, а затем процесс был полностью автоматизирован. Современные сварочные аппараты ВОЛС - это высокоточные и дорогостоящие приборы. Все этапы работы - юстировка, стыковка, сварка электрической дугой, проверка уровня затухания сигнала на сварном стыке - управляются центральным процессором прибора. Вместо микроскопа используются мировидеокамеры, которые выводят изображение на небольшой дисплей. От оператора уже не требуется никаких специфических навыков - работа с прибором максимально упрощена, исключено влияние «человеческого фактора», а уровень затухания сигнала на стыках удерживается в пределах 0,05дБ. Для сравнения: в эпоху ручной и полуавтоматической сварки лучшим показателем считался уровень 0,10-0,20 Дб. Оптический сварочный аппаратПередача чистого качественного сигнала без помех при высокой скорости - основное требование, которое предъявляется к современным информационным сетям и успешно решается с использованием оптоволоконных технологий. Они предусматривают передачу сигнала при помощи светового потока по специальным кабельным линиям, проводники которых выполняются из кварца. Вне зависимости от используемой технологии передачи данных невозможно изготавливать бесконечно длинные проводники, поэтому периодически возникает необходимость в сращивании отдельных участков оптических волокон в единую линию. Эта задача выполняется при помощи специальных оптических сварочных аппаратов особой конструкции. Типы сварочных аппаратов оптических волоконЛинии ВОЛС на сегодняшний день получают всё большее распространение, поэтому и производство сопутствующего оборудования развивается достаточно быстрыми темпами. Современные аппараты сварочные для оптического кабеля представлены в широком ассортименте ручных, полуавтоматических и автоматических моделей. При этом первые практически не используются, так как требуют ручного сведения волокон, постоянного контроля выполняемой операции с использованием микроскопа. Полуавтоматические оптические сварочные аппараты распространены наиболее широко, так как отличаются сравнительно невысокой стоимостью и возможностью существенно снизить трудоёмкость выполняемых работ. С использованием таких агрегатов нет необходимости в самостоятельном соединении волокон, достаточно уложить их в аппарат, установленный в месте выполнения сварки. Некоторые сложности возникают только при необходимости выполнения сварочных работ с оптическими шнурами (в этом случае часть работу придётся выполнять в ручном режиме). На рынке появился автоматический оптический сварочный аппарат, цена которого всегда достаточно высока по объективным причинам. Работа оператора с таким оборудованием становится полностью автоматизированной: в аппарат встроены специальные видеокамеры, которые позволяют полноценно наблюдать за всем процессом на экране и полностью его контролировать. Его задачей остаётся только очистка волокна от лака, правильное осторожное скалывание и вложение в зажимы. Оптический сварочный аппарат: устройство и принцип работыВне зависимости от особенностей технологии работы оборудования и его марки сварочный аппарат оптических волокон практически всегда устроен одинаково. Всё они очень компактны и разработаны для удобной работы в стеснённых условиях, работают от блока питания, который может питаться либо от сети (100-300 В), либо от аккумуляторов. В комплектацию также входит электронный блок с материнской платой, блоком дуги, преобразователем напряжения и другими компонентами, которые необходимы для выполнения сварки. Основой механической части устройства является печь, в которой производится непосредственный нагрев волокна, специальные канавки, по которым распределяются оптические проводники, электроприводы и другие элементы. Контроль процесса сварки и её качества, регулировка режимов работы устройства выполняется через клавиатуру и специальные мониторы. Работа аппаратов сварочных для оптических кабелей регламентируется собственным программным обеспечением, которое в оборудовании каждой отдельной марки может быть различным. Технология выполнения сварки оптического волокнаРазделка кабеля и подготовка к сваркеОператором снимается внешняя оболочка с кабеля и отдельных волокон. Обязательное покрытие волокон fff гидрофобный материал fff также должен быть аккуратно счищен (при этом используется специальный гель). Для защиты будущего соединения на каждое волокно должна быть одета специальная гильза, которая выполняется из материала, сужающегося под действием температуры. Зачистка производится для 2-3 см волокна. После окончания всех работ выполняется протирание данных участков спиртом. Все волокна размещаются по V-образным канавкам в механической части оптического сварочного аппарата, стыкуются в автоматизированном модуле. СваркаУстройство подключается, происходит постепенный разогрев волокон и их соединение: в течение 1-2 с на них воздействует дуга высокой мощности и проводники дополнительно сводятся относительно друг друга для сварки. Процесс остывания материала составляет долю секунды. После этого на монитор выводится изображение места соединения и оценка его качества сварочным устройством. Прочность соединения проверяется оборудованием в автоматическом режиме. Кроме того, автоматикой сварочного аппарата оптических волокон анализируется уровень проходимости светового потока через стык. Комплект, предназначенный для защиты места соединения сдвигается на место стыка и фиксируется, подвергаясь тепловой обработке. Волокна с горячей защитной гильзой выкладываются на специальную полку (нельзя класть их на стол из-за высокой вероятности прилипания). Линия будет полностью готово к работе сразу же после укладки волокна в муфту, кассету или спайс-пластину. Цена оптического сварочного аппаратаДаже самый простой оптический сварочный аппарат - дорогостоящее оборудование, покупка которого оправдана только при больших объёмах выполнения работ и необходимости высокой производительности монтажных бригад. Его стоимость зависит от многих факторов:
Вне зависимости от цены оптический сварочный аппарат обеспечивает качество выполнения работы, соответствующее отраслевым нормам. Но при этом наиболее дорогие модели позволяют выполнять выравнивание по центру волокна, имеют максимально полную комплектацию. В результате цена сварочного аппарата может варьироваться в пределах 4-20 тысяч долларов. |
www.samsvar.ru
особенности сварочных аппаратов и последовательность действий
Волоконно-оптический кабель является самым производительным средством передачи данных. Но в стекле, какая бы оптическая прозрачность у него не была, происходит затухание сигнала.
Кабели имеют конечную длину, их требуется соединять. Места соединений вносят дополнительное затухание сигнала. От их качества зависит производительность линии связи. Поэтому сварка оптоволокна является наиболее ответственным моментом в строительстве магистральных линий связи.

Строение кабеля
Суть технологии сварки заключается в соединении торцов оптического волокна и последующего их нагревании до тех пор, пока они не оплавятся и не соединятся в единое целое.
 Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Для тех, кто работал со стеклом, это покажется элементарным, но нужно иметь в виду, что волокно, по которому передаются данные, имеет диаметр 9 мкм (в 10 раз тоньше человеческого волоса) и требуется, чтобы затухание сигнала не превышало сотых долей децибел.
Чтобы понять суть процесса сварки, надо разобраться в строении оптического кабеля. Он представляет собой сложную конструкцию, в центре которой находится стеклянная нить диаметром 125 мкм. Это всего лишь оболочка 9 микронной нити из сверхчистого стекла, которая и является носителем информации.
Внешнее стекло имеет иной показатель преломления, чем внутреннее. Благодаря этому свет распространяется только по внутренней нити, отражаясь от стенок.
Для защиты оптоволокна от внешних воздействий его покрывают лаком и помещают в трубки-модули с гидрофобным гелем. Дополнительно к этому модули оплетают защитной пленкой.
В качестве дополнительной защиты от влаги все покрывается полиэтиленовой пленкой. Дальше идет броня из кевларовых нитей или стальной проволоки, которая покрывается толстым слоем полиэтилена.
Подготовка инструментов
 Основное время занимает подготовка оптоволокна к процессу сварки. От качества подготовки на 50% зависит качество сварки.
Основное время занимает подготовка оптоволокна к процессу сварки. От качества подготовки на 50% зависит качество сварки.
Для разделки оптоволоконных кабелей требуется специальный инструмент. Он продается в виде готового набора, куда входят стрипперы, тросокусы, макетный нож, растворитель гидрофоба «D-Gel», безворсовые салфетки и другой обычный инструмент.
При разделке кабелей все делается по инструкции к муфте, где будет находиться место соединения кабелей.
Если волоконно-оптический кабель находился в сырости, его конец длиной около 1 метра нужно отрезать, поскольку он, скорее всего, набрал влаги, которая отрицательно действует на оптоволокно.
Разделка и очистка кабеля
Для снятия внешней оболочки применяется нож-стриппер. У него вращающиеся лезвия, с помощью которых можно срезать наружный слой. Если кабель самонесущий, то трос удаляется тросокусами.
 Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
Внутреннюю оболочку следует снимать специально на нее настроенным ножом-стриппером.
С модулей удаляются нитки, плёнка, гидрофоб и другие элементы. Для удаления гидрофоба применяется растворитель D-Gel. Работать нужно в перчатках, гель плохо удаляется с рук. Затем модули протираются одноразовыми безворсовыми салфетками с растворителем, потом спиртом.
На нужном расстоянии модули надрезают стриппером и снимают, оставляя волокна голыми. На этом этапе часто происходит поломка оптоволокна. Сварщику нужно работать предельно осторожно.
Длина оптоволокна без оболочек обычно составляет 1,5-2 м, этого требуют инструкции по монтажу муфт, при сварке и укладке работы облегчаются.
 Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
Обращение с волокнами должно быть бережным. Любое повреждение на любом этапе работ приводит к тому, что все приходится делать сначала. Перед сваркой оптоволокна протирают 3-4 сухими салфетками, затем новую салфетку смачивают в спирте и протирают начисто.
На кабель для последующей герметизации ввода в муфту надевают термоусадочную трубку. Когда кабель будет заварен и уложен в муфту, при помощи горелки трубка усаживается.
Кабель завели в муфту, закрепили, можно приступать к замеру необходимой длины оптоволокна и его зачистке. Затем на него надевают термоусадочную трубку КДЗС, которая в дальнейшем будет защищать место сварки.
Голый очищенный конец оптоволокна вставляют в скалыватель. Устройство отрезает волокно так, что торец должен находиться под углом 90 ° к центральной оси. Допустимая погрешность не более 1,5 °.
Процесс соединения
После завершения подготовительных работ начинается сварка:
- спайщик укладывает подготовленное оптоволокно в аппарат для сварки и фиксирует в нем зажимами;
- устройство автоматически начинает сводить волокна до тех пор, пока они не покажутся в секторе обзора камер микроскопов;
- после этого через электроды пропускается кратковременная электрическая дуга, уничтожающая остатки пыли на оптоволокне;
- если состояние волокон нормальное, то прибор с помощью сервомоторов, имеющих возможность перемещать оптоволокно в трех плоскостях, начинает их совмещать;
- подведя торцы волокон почти вплотную, прибор на несколько секунд подает мощную электрическую дугу, которая размягчает стекло;
- аппарат еще ближе подводит разогретые оптоволокна друг к другу, спаивая их таким образом;
- для проверки прочности соединения прибор с заданным усилием пытается развести оптоволокна в разные стороны;
- если тест пройден, то спайщик надевает трубку КДЗС на место сварки и перекладывает ее в печку, где происходит термоусадка гильзы.
Когда таймер сообщает, что процесс закончился, оператор достает оптоволокно и укладывает гильзу КДЗС на охлаждающую полку. Процесс сварки закончился, начинается укладка оптоволокна в муфту.
Сварочные аппараты
Для сварки оптических волокон в России чаще всего используют приборы от японских фирм Fujikura, Sumitomo и китайской Jilong. Японские производители изначально прекрасно проявили себя в этой области, их аппараты лучшие, но китайцы наступают на пятки, выпускают достойные сварочные аппараты по низким ценам.

Чтобы получить качественную сварку оптоволокна требуется сварочный аппарат, способный производить юстировку волокон не только по оболочке, но и по сердцевине.
Они имеет несколько сервомоторов, которые могут перемещать волокно во всех плоскостях. Это позволяет достигнуть наибольшей точности соединения оптоволокон. Большая часть изделий вышеназванных фирм могут произвести качественную юстировку.
Где требования не такие жесткие, как на магистральных линиях связи, можно применять сварочные аппараты с юстировкой по оболочке. Оптоволокно в этих аппаратах подается по V-образным канавкам.
При наличии эксцентриситета центральной жилы или царапины на канавке, качество сварки будет ниже, соответственно затухания будут больше. Японские аппараты универсальные, работают практически со всеми типами волокна.
Скалыватель и рефлектометр
Скалыватель – это механическое высокоточное устройство, обеспечивающее перпендикулярный срез оптоволокна. От качества скола зависит качество сварки.

При плохом сколе интеллектуальные сварочные аппараты просто не варя оптоволокнот. Среди скалывателей японские тоже лучшие.
Некоторые специалисты придают ему настолько большое значение, что при дефиците средств, предпочитают приобрести высококлассный японский скалыватель, а в придачу к нему покупают относительно дешевый китайский сварочный аппарат.
 Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
Сразу после скалывания оптоволокна необходимо его вставить в сварочный аппарат и начинать сварку, никаких промежуточных действий быть не должно, иначе это приводит к загрязнению и низкому качеству сварки.
Третий прибор, без которого нельзя обойтись это рефлектометр, он измеряет качество линии, от его показаний зависит, нужна переделка сварки оптоволокна или нет.
Совокупность точных приборов для сварки в сочетании с опытностью оператора будет давать надежное соединение с оптимальными характеристиками для передачи сигнала.
svaring.com
О принципах работы аппаратов для сварки волокон (часть I)
Введение
Думаю, что большинство связистов хоть раз в жизни пробовали сварить между собой два оптических волокна (ОВ) или, по крайней мере, видели, как это делается. Монтажники связи сталкиваются с задачей сварки ОВ практически каждый день, однако это еще не означает, что каждый делает это правильно (здесь имеется в виду не только соблюдение технологий, но и оптимальная последовательность всех выполняемых действий, сводящая к минимуму число совершаемых "телодвижений" и соответственно обеспечивающая высокую скорость работы с надлежащим качеством).
Действительно настоящих профессионалов по сварке ОВ не так уж много – еще меньше тех, кто знает, как работает сварочный аппарат: по каким алгоритмам действует, как распознает составляющие оптического волокна, как выравнивает ОВ и т.д. От того, какие технологии используются в конкретной модели сварочного аппарата, зависит очень многое. Например, качество сварного соединения во многом определяется используемой технологией юстировки ОВ. Поняв принцип работы сварочного аппарата, можно быстро разобраться, например, из-за чего аппарат выдает ошибку или вовсе не работает и быстро это устранить.
Пару слов о новой модели Fujikura
Сегодня на слуху уже более десятка фирм производителей сварочных аппаратов (разнообразие этого списка с недавнего времени стали активно пополнять китайцы и корейцы), однако по сей день вектор развития или, так сказать, моду на устройства задает тройка японских собратьев – Fujikura, Sumitomo и Furukawa (аппараты под маркой Fitel).
Среди данной тройки наибольшие заслуги имеет фирма Fujikura, образованная еще в 1885 году братьями Зенпачи и Томекичи Фуджикура. Они заработали свой первый капитал на производстве украшений для волос – шнурах и резинках, и затем переключились на производство изоляции электрических проводов, поскольку процесс изготовления был схож.
Последняя модель аппарата Фуджикуры FSM-80S очередной раз продемонстрировала нам новые тенденции развития сварочных аппаратов. Примечательно, что эта модель в России и Китае идет под названием FSM-80S, а в странах Европы – FSM-70S. Модель одна и та же, отличаются аппараты только цветом корпуса. Можно провести следующий любопытный эксперимент: зайти на официальный сайт Fujikura, в англоязычной форме сайта перейти в раздел сварочного оборудования. Вы увидите, что среди моделей аппаратов последней будет FSM-70S. Если переключиться на русскоязычную форму сайта – последней моделью будет FSM-80S. С чем это связано, трудно сказать, возможно, какой-то маркетинговый ход или защита от контрафактных поставок. Если сравнивать характеристики FSM-70S и FSM-80S, то они идентичны. Единственное, что в мануале 80-ки указывается возможность создания искусственного аттенюатора с затуханием до 15 дБ, а в мануале 70-ки этого пункта нет.
На рис. 1.1 изображены FSM-70S и FSM-80S, можно поиграть в игру "найдите 10 отличий". Как видно, для Европы модель идет в голубом корпусе.
а) аппарат для Европы
б) аппарат для России и Китая
Рис. 1.1 – Внешний вид аппаратов Fujikura FSM-70S и FSM-80S
О технологиях юстировки оптических волокон
В принципе, сплавить разрядом вольтовой дуги два оптических волокна большого труда не составляет. Температура электрической дуги в сварочном аппарате достигает 4800°С – температура размягчения кварцевого стекла 1400 °C, а температура плавления примерно 1665 °C. Сложность процесса сварки ОВ заключается именно в точном сведении ОВ во всех трех плоскостях (рис. 1.2а). Необходимо добиться того, чтобы они не просто совпали по оболочке, а чтобы совпали их сердцевины ("совпали их сердца") – "светонесущие жилы" (рис. 1.2а). Поскольку именно по сердцевине передается информационный сигнал и именно из-за расхождения сердцевин в месте соединения ОВ часть оптического излучения попадает в оболочку и далее либо затухает, либо уходит в окружающее пространство. В связи с этим в месте стыка ОВ образуются потери мощности информационного сигнала.
а)
б)
Рис. 1.2 – К пояснению задачи юстировки ОВ: а) фотография под микроскопом волокон подлежащих юстировке; б) схематичное изображение этого процесса.
Никогда не задумывались, почему одна модель сварочного аппарата одной и той же фирмы стоит значительно дороже другой модели? Например, у фирмы Fujikura FSM-60S стоит значительно дороже, чем FSM-18S. Нет, это не из-за того, что FSM-18 более старая модель, а 60-ка – более новая. Все дело в том, что в этих сварочных аппаратах используется разная технология юстировки ОВ. Именно сложность используемой в аппарате технологии выравнивания ОВ напрямую влияет на его стоимость.
На сегодняшний день разработаны 4 основных принципа выравнивания ОВ, также существуют различные их модификации. В разных источниках некоторые методы называются по-разному, но их принцип действия один и тот же. Стоит отметить, что на российском рынке встречаются аппараты, работающие только по двум технологиям: по методу выравнивания по V-образной канавке и по методу выравнивания по профилю показателя преломления (метод PAS).
Помимо этих двух методов существует также метод LID, основанный на вводе излучения в одно ОВ и его последующего детектирования во втором ОВ и метод юстировки по тепловизионным изображениям (RTC метод). Метод LID был разработан компанией Siemens в 1984 г. и после выкуплен фирмой Corning. Поэтому данный метод используется в американских сварочных аппаратах фирмы Corning, например, в Corning OSLID-0SM-T-H, в Corning OS1-0SM-T-H-BK (рис. 1.3). Существует также упрощенный вариант метода PAS, называемый L-PAS (Lens Profile Alignment System), применяемый в тех же аппаратах Corning для грубой юстировки ОВ.
б) OSLID-0SM-T-H
а) OS1-0SM-T-H-BK
Рис. 1.3 Американские сварочные аппараты
Метод юстировки по тепловизионным изображениям используется в малоизвестных аппаратах шведской компании Ericsson. На рис. 1.4 представлен аппарат данной фирмы Ericsson FSU 15. Также по данному методу работают несколько моделей компании Corning.
Рис. 1.4 – Сварочный аппарат Ericson FSU 15 FI
Также, следует вспомнить о методе DACAS (Digital Analysis Core Alignment System) – системе выравнивания ОВ по сердцевине с применением методов цифровой обработки. Этот метод упоминается в характеристиках аппаратов INNO. Однако описание данного метода нигде не встречается, даже нет краткого пояснения его принципа. Скорее всего, это тот же метод PAS только с применение каких-либо дополнительных программных алгоритмов обработки изображения.
Далее мы акцентируем наше внимание на двух методах выравнивания: по V-образной канавке и по профилю показателя преломления (PAS), поскольку модели сварочных аппаратов, представленные на российском рынке, работают именно по ним.
Метод выравнивания по оболочке в V-образной канавке
По легкости исполнения данный метод на голову выше всех остальных. Он был разработан еще в 1977 г. в компании Fujikura. Метод не требует множества шаговых двигателей, способных смещать ОВ вправо/влево, вверх/вниз, не требует сложной системы управления этими двигателями. Поэтому его часто называют пассивным методом выравнивания. Сварочные аппараты, использующие данный метод юстировки, давно уже заняли определенную нишу и отлично подходят для тех ситуаций, когда к сварному стыку не предъявляют высоких требований по вносимым потерям.
Суть метода следующая. Два волокна укладываются в точно выровненные друг относительно друга V-образные канавки и фиксируются специальными зажимами (рис. 1.5).
Рис. 1.5 К пояснению метода выравнивания по V-образной канавке
Поскольку канавки по высоте находятся на одном уровне, два волокна оказываются также на одном уровне. Остается только их сдвинуть поближе друг к другу и можно начинать процесс сплавления. Ничего проще, кажется, придумать нельзя. Однако по известному закону жизни за простоту нам приходится платить качеством. Во-первых, волокна не будут лежать ровно, если в V-образную канавку попадет, так скажем, пылинка или частичка чего-либо (остатки защитного покрытия волокна, гидрофоб, ворсинка и т.д.). Во-вторых, канавки выравнивают волокна, однако совпадение волокон по оболочке не гарантирует точного совпадения их сердцевин. Дело в том, что при производстве оптического волокна, как и любом другом производстве, существуют допуски на нормативные значения (таблица 1). Кроме того, несовпадение сердцевин происходит вследствие эксцентриситета и некруглости оболочки.
Таблица 1. Параметры одномодового волокна согласно рекомендации G.652.D
В связи с перечисленными факторами, потери на сварном соединении для стандартных одномодовых волокон при таком методе выравнивания в среднем составляют 0.05 дБ. Сварочные аппараты такого класса находят свое применение в тех случаях, когда к сварному стыку не предъявляют высоких требований по вносимым потерям, и покупка дорогого сварочного аппарата нецелесообразна. К таким случаям относятся сети операторов связи небольшой протяженности: сети доступа, локальные компьютерные сети, структурированные кабельные системы офисов и т.д. Аппараты данной серии: Fujikura FSM-11S, Fujikura FSM-18S, ILSINTECH Swift-F1 (F2,F3), Sumitomo Type 25 и др.
В следующей части мы рассмотрим метод PAS, позволяющий произвести выравнивания ОВ по сердцевине. В заключение приведены несколько интересных фотографий.
Рис 1.6. ОВ с микротрещинами
Рис 1.7. Защитное покрытие и оболочка
Ссылка на материал, для размещения на сторонних ресурсах
nag.ru
Чистка сварочного аппарата для ВОЛС своими руками!
- Статьи
Сварочный аппарат для оптических волокон – основной инструмент для монтажа волоконно- оптических линий любого масштаба. Поэтому его простой в нерабочем состоянии может дорого обойтись компании.
Не секрет, что многие монтажники не уделяют достойного внимания чистке аппаратов – и это основная причина обращений в сервисный центр в ходе их эксплуатации. Не стоит забывать, что сварочный аппарат - это высокоточный инструмент, задачей которого является сведение и сварка между собой оптических световодов диаметром по 125 МИКРОМЕТРОВ. Принимая во внимание это и сравнивая размеры световодов с размерами частичек грязи и пыли, которые порой приходится видеть на рабочих частях сварочника – удивляюсь как он вообще работает.
Что же стоит делать, чтобы сэкономить средства на сервисном обслуживании и продлить жизнь своему сварочному аппарату? Об этом и пойдет речь далее.
Основными узлами сварочного аппарата, которые нуждаются в периодической чистке являются:
- V – канавки сварочного аппарата и держателей (если они съемные)
- Объективы камер
- Зеркала
- Блок толкателя
Рассмотрим методику чистки своими руками каждого из этих элементов.
Чистка V – канавок сварочного аппарата для ВОЛС
V канавки – это основной (а в некоторых сварочных аппаратов и единственный) инструмент юстировки волокон. Попадание в них грязи вызывает отклонение волокна, и как следствие, повышение потерь на сварном соединении. Особенно чувствительны к загрязнению V – канавок сварочные аппараты с выравниванием волокон по оболочке. Они оборудованы только двумя моторами, которые просто толкают волокна навстречу друг другу. Все же функции выравнивания ложатся на V – канавки. Сварочные аппараты с “Активной V – канавкой” (например ilsintech KF4, ilsintech KF4A) уже имеют 4 мотора, которые позволяют выравнивать волокна в вертикальной плоскости. Наименее чувствительны к загрязнениям V – канавок – сварочные аппараты с выравниванием по сердцевине – Fujikura FSM-80S, Greenlee 910FS, ilsintech K11, ilsintech K7 и другие. И тем не менее все они нуждаются в бережном отношении и поддержании в чистоте.
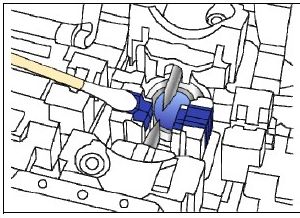
Рисунок 1 – чистка V – канавки при помощи палочки
Для чистки следует использовать специализированные чистящие палочки. Они имеют плоскую форму и позволяют качественно прочистить V – канавку. Такие палочки позволяют удалить как частички грязи и пыли, так и маслянистые загрязнения V – канавки. Для этого следует слегка смочить палочку в изопропиловом спирте. Старайтесь в процессе чистки не прикасаться к электродам.

Рисунок 2 – специализированные палочки для чистки V – канавок
Для удаления засохших частичек грязи допускается также чистка при помощи очищенного от буферного слоя и сколотого волокна. Оно имеет диаметр 125 мкм, полностью соответствует диаметру канавки и позволяет качественно ее прочистить. В ходе чистки, волокно следует расположить под углом примерно 45 градусов к очищаемой поверхности, как показано на рисунке 3. Держать волокно необходимо на расстоянии 5 – 10 сантиметров от его среза. В таком случае легко обнаруживаются засоренные места.
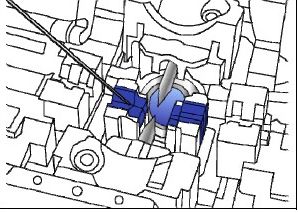
Рисунок 3 – чистка V – канавки при помощи сколотого оптического волокна
Для качественной чистки совмещайте оба описанных выше метода.
Чистка V – канавок держателей аппарата для сварки оптических волокон
Загрязненность держателей конечно в меньшей степени влияет на качество сварки, чем загрязненность V – канавки, однако ее тоже не следует игнорировать. Особенно тщательно за чистотой держателей необходимо следить в сварочных аппаратах с юстировкой по оболочке. В зависимости от типа буфера удерживаемого волокна, держатели делятся на:
- держатели для волокна в буфере 250 мкм
- держатели для волокна в буфере 900 мкм (пигтейл)
- держатели для волокна в буфере 2 – 3 мм (патч корд)
- держатели Indoor кабеля
Методика чистки держателей не отличается от описанной выше, однако при чистке канавки держателя 250 мкм при помощи оптического волокна, не стоит удалять буферный слой. В этом случае диаметр волокна в буферном слое будет соответствовать диаметру канавки.
Рисунок 4 – чистка V – канавки магнитного держателя при помощи оптического волокна
Для удаления маслянистых загрязнений следует пользоваться палочками, смоченными в изопропиловом спирте.

Рисунок 5 – чистка V – канавки магнитного держателя при помощи палочки
При необходимости, можно удалять частички пыли при помощи кисти

Рисунок 6 – удаление пыли с V – канавки магнитного держателя при помощи кисточки
Для получения наилучшего результата, рекомендуется комбинировать указанные выше способы чистки.
Очистка линзы объектива аппарата для сварки оптоволокна
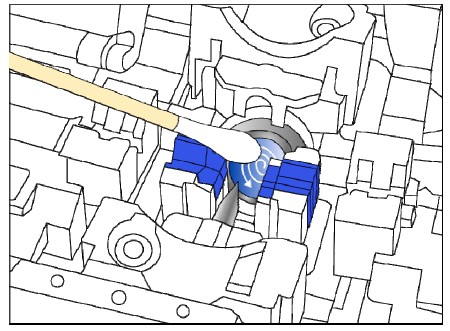
Рисунок 7 – чистка объективов камер сварочного аппарата
Камеры сварочного аппарата – это его “глаза”. При помощи камер сварочный аппарат определяет положение волокон и дает команду моторам на их совмещение между собой. Загрязнение поверхности линзы объектива может привести к ошибочному определению положения сердцевины волокна, результатом чего может стать повышение потерь в сварном стыке и плохая работа сварочного аппарата. Поэтому линзы двух объективов следует регулярно очищать. В противном случае к поверхности может прилипнуть пыль, которую в конечном итоге невозможно будет удалить. Проведите очистку, как указано ниже.
- Перед очисткой линз выключите сварочный аппарат.
- Снимите электроды.
- Проверьте, нет ли на поверхности объектива видимых загрязнений. При их наличии аккуратно удалите их при помощи специализированной палочки слегка смоченной в изопропиловом спирте
- Протрите объектив круговым движением от центра мягкой палочкой, смоченной в спирте, как показано на рисунке 7.
- Удалите остатки спирта с поверхности линзы сухой палочкой.
- Убедитесь в отсутствии линий, царапин или пятен.
- Правильно установите электроды на место.
- Включите сварочный аппарат и выполните диагностический тест.
Категорически запрещается использование сжатого воздуха для чистки элементов сварочного аппарата. Во-первых, сжатый воздух не способен удалить присохшую грязь и маслянистые остатки. Во-вторых – при воздействии сжатого воздуха частицы пыли “бомбардируют” поверхность объективов камер, в следствии чего повреждается их антибликовое покрытие и сварочный аппарат выходит из строя.

Рисунок 8 – палочки для чистки линз и зеркал сварочных аппаратов
Очистка зеркал сварочного аппарата для оптического кабеля
Зеркала сварочного аппарата используются для отражения светового потока от установленного на корпусе светодиода и направления его в камеру. Сварочные аппараты для ВОЛС последнего поколения, такие как Fujikura FSM-80S, ilsintech K11, ilsintech KF4, ilsintech KF4A уже не имеют зеркал. Светодиод у них расположен непосредственно на крышке, что повышает надежность. Однако на рынке эксплуатируется большое количество сварочных аппаратов, имеющих этот конструктивный элемент.
Загрязнение отражающего зеркала снижает уровень прозрачности оптического пути и приводит к неправильному расположению сердечника волокна. Это является причиной повышения потерь в сварном стыке. Методика чистки отражающих зеркал, описана ниже:
- Выключите сварочный аппарат
- Очистите поверхность отражающего зеркала мягкой палочкой, смоченной в изопропиловом спирте. (Зеркала находятся на крышке сварочного аппарата, как видно из рисунка 7.
- Удалите остатки спирта чистой и сухой палочкой.
- Отражающее зеркало должно быть чистым, без линии, царапин или пятен.
- Включите питание и проведите диагностический тест.
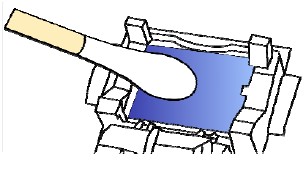
Рисунок 9 – очистка зеркал сварочного аппарата
Очистка блока толкателя
Любые оставшиеся в блоке толкателя загрязнения могут отрицательно повлиять на позицию удержания волокон и привести к плохой их сварке. Таким образом, важно часто проводить осмотр и регулярно очищать блок.
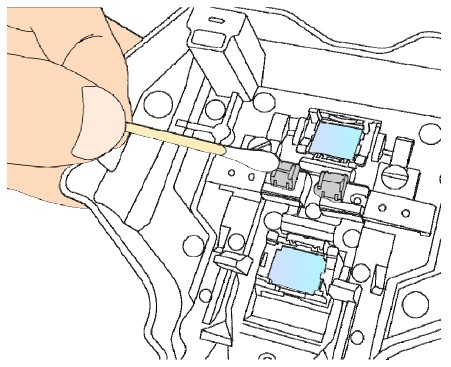
Рисунок 10 – очистка блока толкателя
Для комплексной чистки сварочного аппарата ВОЛС своими руками существуют специальные наборы GT-CFK1003, включающие в себя весь необходимый инструментарий.
Чистка сварочного аппарата ilsintech KF4A
СМОТРИТЕ ТАКЖЕ:
Подписаться на рассылку статей
fibertop.ru
Сварка оптоволокна
Для построения волоконно-оптических линий из отдельных отрезков кабеля применяют сварку, которая обеспечивает беспрепятственное прохождение сигнала из одного кабеля в другой. Чтобы ее качественно выполнить, нужно последовательно пройти все этапы, используя самое современное оборудование для монтажа оптических волокон.
В предыдущих публикациях мы рассматривали все приборы и инструменты, которыми пользуется монтажник для сварки, а в этой статье поясним, каким образом осуществляется этот процесс.
Строение оптического кабеля
Для ясности немного расскажем о строении оптоволоконного кабеля. Оптический кабель может содержать как одно волокно (симплексный), два (дуплексный), так и несколько волокон (мультиплексный), которые покрыты защитной оболочкой. В зависимости от места прокладки кабеля и его назначения, оболочек может быть много, особенно в мультиплексных оптических кабелях. И чтобы их соединить, необходимо предварительно снять эти защитные покрытия.
Снятие оболочки волокна
Берется конец кабеля и с помощью стриппера буферного слоя делается надрез. Затем аккуратно снимается оболочка, попутно следя за тем, чтобы не коснуться волокон. Этот инструмент может обрабатывать жилы диаметром 250 и 900 мкм, и рассчитан для любого типа волокон.
Подготовка к сварке
После обнажения концов волокон их нужно обезжирить с помощью специальной безворсовой салфетки, смоченной в дегидрированном спирте. Во время обработки важно как можно реже касаться оголенных участков. После этого кончики волокон необходимо сколоть. Существуют несколько видов скалывателей, которые выполняют эту процедуру с заданными параметрами: угол скола, длина скола, что весьма удобно, поскольку операция требует высокой точности. Скалыватели могут использоваться для любых волокон: одномодовых и многомодовых.
На конец одного волокна надевают термоусаживающую гильзу, которая позже понадобится для защиты места соединения.
Установка волокон в сварочный аппарат
Помимо ручных приборов, есть и автоматические сварочные аппараты, но во всех случаях необходимо самому устанавливать в них кончики волокон. Затем на дисплее задается их точное позиционирование друг с другом (юстировка), чтобы процесс сварки шел с минимальными потерями. Ведь если расположение волокон будет неправильным, сигнал просто не пройдет из одного в другой отрезок кабеля.
Сварка оптического волокна
После расположения концов волокон, в автоматических аппаратах процесс сваривания можно запустить одним нажатием кнопки, в ручных – требуется самостоятельное прохождение несколько операций. Волокна нагреваются и плавятся электрической дугой, затем соединяются друг с другом. После этого точка сплавления дополнительно прогревается для снятия механического напряжения.
Контроль качества сварки
Чтобы оценить, насколько успешно прошло сваривание кабелей, в самом приборе анализируются тепловые изображения и на их основе вычисляют профиль показателя преломления сердцевины, градиент деформации сердцевины и диаметр модового пятна. Если какие-то параметры не устраивают, сварку можно подкорректировать.
Защита и укладка сварного соединения
Термоусадочная гильза, о которой мы говорили выше, сдвигается на место сварки и нагревается до 90-150 градусов за минуту во встроенной в сварочный аппарат печке. Такая защита предотвратит изгиб волокна в месте соединения, а значит и его случайный разрыв. После охлаждения горячей гильзы ее помещают в сплайс – пластины муфты для дополнительной защиты, затем укладывают волокна вокруг гильзы.
Несмотря на относительную простоту, сварка волокон – это наиболее ответственный момент, ведь случайная ошибка может вывести из строя всю линию. Поэтому она должна проводиться квалифицированными специалистами с применением новейшего оборудования и инструментов.
Оборудование для монтажа волоконно-оптических линий связи
Для бесперебойной эксплуатации волоконно-оптических линий связи (ВОЛС) решающее значение имеет использование современного оборудования, позволяющего на высоком уровне выполнить трудоемкую строительно-монтажную часть работ.
На сегодняшний момент рынок новейших технологий по прокладке ВОЛС предлагает достаточный спектр предложений по поставке необходимого оборудования для специалистов. Львиная доля техно-монтажных средств узкоспециализированы, поэтому мы попытаемся в краткой форме пояснить назначение тех или иных инструментов или приборов относительно поставленной задачи.
Сварочные аппараты
Для обеспечения высококачественной сварки оптических волокон значительную роль играют современные сварочные аппараты, позволяющие с высокой точностью соединять два отростка кабелей с минимальными потерями.
В этой статье мы постараемся дать краткий обзор существующих на рынке приборов, рассчитанных на работу не только с одномодовым, но и с многомодовым волокном. Сначала дадим их общую классификацию, потом перейдем непосредственно к детальному рассмотрению.
Классификация сварочных аппаратов
Как и любые технические приборы, сварочные аппараты выпускаются в разных вариациях: не только с ручным, но и с полуавтоматическим, а также полностью автоматическим управлением. По типу свариваемых волокон данные аппараты подразделяются на специализированные, т.е. способные работать с конкретным типом волокон, и универсальные.
Модели сварочных аппаратов
На сегодняшний момент имеется более десяти моделей сварочных аппаратов, в числе которых есть и отечественные приборы. Если рассматривать с точки зрения качества выполняемых операций в процессе сварки, приходится признать превосходство зарубежных над нашими аналогами, зато в плане цены отечественные приборы намного дешевле, в то время как импортные оцениваются до $20 тыс.
Лидирующими фирмами по выпуску сварочных аппаратов являются японские Fujikura, Furukawa и Sumitomo, а также американский Corning. Их мы и рассмотрим ниже.
Fujikura
Сварочный аппарат FSM50S полностью автоматизирован и благодаря уменьшенным габаритам, малому весу и быстроте проводимых операций с успехом может применяться в полевых условиях. Это было достигнуто за счет модернизации системы сварки и укладки, а также системы юстировки Profile Alignment System (PAS). Операция сварки в нем длится 9 сек., а термоусадка – 35 сек. Потери при соединении волокон для одномодового составляют 0,02 дБ, для многомодового – 0,01 дБ. Цена колеблется в пределах $11-12 тыс.
Sumitomo
Сварочный аппарат Type-39 имеет 2 высокоскоростные печки для термоусадки. В нем реализована ускоренная сварка волокон, что существенно повышает общую скорость работы с волокном. Наличие автостарта дает автоматическую сварку и термоусадку без использования клавиатуры. Превосходящее качество соединений достигается благодаря особой системе юстировки волокон (HDCM – High resolution Direct Core Monitoring). Время сварки, термоусадки, а также потери при соединении волокон аналогичны рассмотренной выше модели. Цена – в диапазоне от $14 до $15,5 тыс.
Furukawa
Сварочный аппарат Fitel S-177a обладает высокой точностью и качеством сварки, содержит в себе 150 программ автоматизированного режима сварки и 12 программ термоусадки. Способен одновременно отображать весь процесс на TFT- экране по осям X и Y. Интересно, что в нем имеется самое большое в мире увеличение изображения волокна - 608x. Время сварки - 9 сек., а термоусадки – 37 сек. Потери при соединении аналогичны описанным выше моделям. Ценовой разброс невелик, в среднем его можно приобрести за $14,2 тыс.
Corning
Сварочный аппарат OptiSplice LID является компактным, надежным, точным и высокопроизводительным прибором, который легко может применяться в полевых работах. Содержащаяся в нем LID система (локальный ввод и детектирование света) анализирует качество сколотой поверхности, благодаря чему снижаются показатели потерь при сварке.
Анализ видеоизображения L-PAS™ (Lens Profile Alignment System, система совмещения по геометрическим размерам) позволяет наблюдать совмещения волокон, оценить качество скола и наличие загрязнений, она обеспечивает быструю сварку многомодового волокна.
Функция CDS™ (Core Detection System, система детектирования сердцевины) применяется, если требуется ускоренная работа по сварке, с ее помощью сердцевины волокон совмещаются за считанные секунды.
Циклы соединений по времени в разных режимах распределяются так: LID-System: от 35 до 45 сек., CDS: от 15 до 25 сек. и L-PAS: от 10 до 20 сек. Потери при соединении аналогичны. Аппарат очень качествен, его цена достигает до $20 тыс.
Так мы рассмотрели самые надежные модели, пользующиеся широким спросом у профессионалов, эти аппараты неоднократно были испытаны в работе и дают гарантированный результат на протяжении длительного времени.
studfiles.net
Сварочный аппарат для оптоволокна Fujikura, DVP-73: характеристики
За последние годы, оптоволокно смогло доказать все свои преимущества и заняло практически все ниши, где оно только может применяться, вытеснив конкурентов. Несмотря на эти плюсы, все равно могут случаться поломки, обрывы и прочие неприятности, которые делают кабель практически неработоспособным. Так как само изделие является дорогостоящим и сложным, то и ремонт его производится не так просто, как обыкновенных металлических проводов. Для этого требуется специальный сварочный аппарат для оптоволокна. Как правило, это многофункциональные устройства, что по большей части зависит от конкретной модели и производителя, но чаще всего в них встречается несколько функций, не говоря уже о режимах.

Сварочный аппарат для оптоволокна
Появилась техника подобного рода относительно недавно, так как само оптоволокно получило столь широкое распространение намного позже, чем остальные виды проводов. Далеко не всем из них требуется подключение к электрической сети, так как некоторые работают на встроенных батареях. Аппарат обеспечивает высокую точность сведения всех поврежденных волокон по специальной канавке. Существует несколько технологий сваривания, что также зависит от модели, но все они обеспечивают в итоге работоспособный кабель, который может применяться также, как и до поломки.
Такие приборы чаще всего используются в монтаже, когда нужно провести линию, где разъединение и создание дополнительных коммутаций является неизбежным. Существует много производителей данной техники. Одним из самых популярных является сварочный аппарат для оптоволокна Fujikura. Под этой торговой маркой выпускается основная масса разновидностей топовых моделей. Помимо этого встречаются и другие более дешевые и менее функциональные варианты. Все модели можно условно отнести к узкоспециализированной технике, использующейся только в сфере работы с оптоволокном. Именно по этой причине производители стараются сделать объединение нескольких в одном устройстве.
Отличительные особенности 
Одной из особенностей практически всех устройств такого типа являются относительно компактные размеры. Даже при соединении нескольких функций в одном аппарате он умудряется сохранять небольшие размеры. Здесь очень богато применяется электронное управление и выставление разнообразных режимов. Аппараты нуждаются в юстировке. Некоторые модели могут сохранять нормальную заводскую юстировку, которая не будет требовать доводки и может позволить сразу использовать технику по назначению, но в иных случаях придется все отстраивать. Такая же процедура понадобится, если настройки сбились.
Каждое соединение, образуемое методом сварки, обладает потерями. Количество этих потерь зависит от качества шва, создаваемого конкретным аппаратом. Качественная техника дает потери, примерно, в 0,2 – 0,4 ДБ. Иногда в самом аппарате есть прибор для измерения оптической мощности кабеля, что помогает провести измерения до и после сваривания. Очень частым дополнением является наличие помпы для спирта в сварочной технике. Но также присутствует термосплиттер, дополнительная подсветка и печь, которая необходима для термоусадки гильз.
Современные модели, использующиеся для ремонта, обладают набором диагностического оборудования. Очень полезной функцией является визуализатор повреждений. Оптический сварочный аппарат, работающий на встроенной батареи, может иметь около 300 рабочих циклов без дополнительной подзарядки. Средняя скорость сварки составляет 5-10 секунд, а термоусадка производится за 15-20 секунд. В каждом аппарате имеются свои электроды, которые идут в комплекте. Они хоть и обладают длительным сроком службы, но все же рано или поздно требуют замены. Ее следует производить, примерно, через 3-4 тысячи циклов.
Технические характеристики популярных моделей
Сварочный аппарат для оптоволокна DVP-740
Параметры | Значение параметров |
| Выравнивания волокон | методом PAS |
| Типы свариваемых волокон | Одномодовые Многомодовые |
| Максимальная длина зачищаемых волокон, мм | 22 |
| Предел потерь при соединении этим аппаратом, дБ | 0,01-0,05 |
| Пределы допустимого сетевого напряжения, В | 85-260 |
| Емкость аккумуляторной батареи, мАч | 6000 |
| Количество циклов без подзарядки | 120 |
Предел рабочей температуры, градусы Цельсия | 25 — +50 |
| Масса, кг | 1,95 |
| Габариты, мм | 142 х 122 х 138 |

Сварочный аппарат для оптоволокна DVP-740
Inno Instrument View 65
Параметры | Значение параметров |
| Выравнивания волокон | методом PAS |
| Типы свариваемых волокон | Одномодовые Многомодовые |
| Максимальная длина зачищаемых волокон, мм | 16 |
| Предел потерь при соединении этим аппаратом, дБ | 0,01-0,04 |
| Пределы допустимого сетевого напряжения, В | 100-2460 |
| Емкость аккумуляторной батареи, мАч | 4200 |
| Количество циклов без подзарядки | 170 |
| Предел рабочей температуры, градусы Цельсия | -25 — +50 |
| Масса, кг | 2,2 |
| Габариты, мм | 175 х 147 х 152 |

Сварочный аппарат для оптоволокна Inno Instrument Viev 65
Inno Instrument View 3
Параметры | Значение параметров |
| Выравнивания волокон | активным методом по V канаве |
| Типы свариваемых волокон | Одномодовые Многомодовые |
| Максимальная длина зачищаемых волокон, мм | 16 |
| Предел потерь при соединении этим аппаратом, дБ | 0,01-0,04 |
| Пределы допустимого сетевого напряжения, В | 100-240 |
| Емкость аккумуляторной батареи, мАч | 4200 |
| Количество циклов без подзарядки | 170 |
| Предел рабочей температуры, градусы Цельсия | -25 — +50 |
| Масса, кг | 2,2 |
| Габариты, мм | 175 х 147 х 152 |

Сварочный аппарат для оптоволокна Inno Instrument View 3
Fujikura 20S
Параметры | Значение параметров |
| Выравнивания волокон | методом PAS |
| Типы свариваемых волокон | Одномодовые Многомодовые |
| Максимальная длина зачищаемых волокон, мм | 16 |
| Предел потерь при соединении этим аппаратом, дБ | 0,01-0,04 |
Пределы допустимого сетевого напряжения, В | 100-240 |
| Емкость аккумуляторной батареи, мАч | 4200 |
| Количество циклов без подзарядки | 200 |
| Предел рабочей температуры, градусы Цельсия | -25 — +50 |
| Масса, кг | 2,5 |
| Габариты, мм | 146 х 159 х 150 |

Сварочный аппарат для оптоволкна Fujikura 20S
Fujikura 12S
Параметры | Значение параметров |
| Выравнивания волокон | активным методом по V канаве |
| Типы свариваемых волокон | Одномодовые Многомодовые |
| Максимальная длина зачищаемых волокон, мм | 13 |
| Предел потерь при соединении этим аппаратом, дБ | 0,02-0,08 |
| Пределы допустимого сетевого напряжения, В | 100-240 |
| Количество циклов без подзарядки | 100 |
| Предел рабочей температуры, градусы Цельсия | -25 — +50 |
| Масса, кг | 0,77 |
| Габариты, мм | 121 х 162 х 57 |

Сварочный аппарат Fujikura 12S
Coringer AFS-48
Параметры | Значение параметров |
| Выравнивания волокон | активным методом по V канаве |
| Типы свариваемых волокон | Одномодовые Многомодовые |
| Максимальная длина зачищаемых волокон, мм | 16 |
| Предел потерь при соединении этим аппаратом, дБ | 0,01-0,05 |
| Пределы допустимого сетевого напряжения, В | 100-240 |
| Количество циклов без подзарядки | 160 |
| Предел рабочей температуры, градусы Цельсия | -10 — +52 |
| Масса, кг | 3,52 |
| Габариты, мм | 175 х 160 х 190 |

Сварочный аппарат для оптоволокна Coringer AFS-48
Особенности выбора
Сварочный аппарат для оптоволокна следует подбирать исходя из того, какие помехи он дает на соединение. Большинство современных моделей имеют вполне приемлемые значения, около одной десятой, а то и сотой ДБ, но встречаются и другие варианты, которых следует избегать.
Для длительных беспрерывных работ нужно подбирать модели с емким аккумулятором. В среднем, даже относительно недорогие аппараты дают возможность производить около 150 циклов без подзарядки. Более дорогостоящие модели обеспечивают 300 периодов сваривания. Здесь стоит понимать, что все зависит не только от емкости батареи, но и от мощности самой техники.
Метод выравнивания волокон, хоть и может иметь определенную разницу, но это не оказывает большого значения, так как в бюджетных и дорогостоящих моделях могут встречаться практически все разновидности данного метода. Стоит обратить внимание на максимальную и минимальную рабочую температуру и пределы напряжения в сети.
Производители
Сейчас сварочный аппарат оптических волокон можно найти от таких компаний как:
- Coringer;
- Fijikura;
- Inno Instrument;
- DVP.
svarkaipayka.ru
Оптический сварочный аппарат. Рекомендуем Fujikura FSM-60S! Компания ИнСистем.
Сварка оптоволокна - операция, требующая исключительной аккуратности и ювелирной точности, поскольку даже минимальные сдвиги волокон значительно ухудшают качество передачи светового сигнала. До появления автоматических сварочных аппаратов для ВОЛС совмещение сколотых концов оптоволоконного кабеля перед сваркой проводилось вручную. Для этого в конструкции сварочных аппаратов обязательно присутствовал микроскоп и специальные юстировочные устройства. Качество сварки напрямую зависело от квалификации оператора прибора. Работа была очень кропотливой и требовала просто виртуозного владения техникой.
Но, учитывая бурное развитие коммуникационных сетей, имеющих в своей основе оптоволоконные кабели различных типов, на рынке достаточно быстро появились сначала полуавтоматические аппараты для сварки оптоволокна, а затем процесс был полностью автоматизирован.
Современные сварочные аппараты ВОЛС - это высокоточные и дорогостоящие приборы. Все этапы работы - юстировка, стыковка, сварка электрической дугой, проверка уровня затухания сигнала на сварном стыке - управляются центральным процессором прибора. Вместо микроскопа используются мировидеокамеры, которые выводят изображение на небольшой дисплей. От оператора уже не требуется никаких специфических навыков - работа с прибором максимально упрощена, исключено влияние «человеческого фактора», а уровень затухания сигнала на стыках удерживается в пределах 0,05дБ. Для сравнения: в эпоху ручной и полуавтоматической сварки лучшим показателем считался уровень 0,10-0,20 Дб.
Оптический сварочный аппарат
Передача чистого качественного сигнала без помех при высокой скорости - основное требование, которое предъявляется к современным информационным сетям и успешно решается с использованием оптоволоконных технологий. Они предусматривают передачу сигнала при помощи светового потока по специальным кабельным линиям, проводники которых выполняются из кварца.
Вне зависимости от используемой технологии передачи данных невозможно изготавливать бесконечно длинные проводники, поэтому периодически возникает необходимость в сращивании отдельных участков оптических волокон в единую линию. Эта задача выполняется при помощи специальных оптических сварочных аппаратов особой конструкции.
Типы сварочных аппаратов оптических волокон
Линии ВОЛС на сегодняшний день получают всё большее распространение, поэтому и производство сопутствующего оборудования развивается достаточно быстрыми темпами. Современные аппараты сварочные для оптического кабеля представлены в широком ассортименте ручных, полуавтоматических и автоматических моделей. При этом первые практически не используются, так как требуют ручного сведения волокон, постоянного контроля выполняемой операции с использованием микроскопа.
Полуавтоматические оптические сварочные аппараты распространены наиболее широко, так как отличаются сравнительно невысокой стоимостью и возможностью существенно снизить трудоёмкость выполняемых работ. С использованием таких агрегатов нет необходимости в самостоятельном соединении волокон, достаточно уложить их в аппарат, установленный в месте выполнения сварки. Некоторые сложности возникают только при необходимости выполнения сварочных работ с оптическими шнурами (в этом случае часть работу придётся выполнять в ручном режиме).
На рынке появился автоматический оптический сварочный аппарат, цена которого всегда достаточно высока по объективным причинам. Работа оператора с таким оборудованием становится полностью автоматизированной: в аппарат встроены специальные видеокамеры, которые позволяют полноценно наблюдать за всем процессом на экране и полностью его контролировать. Его задачей остаётся только очистка волокна от лака, правильное осторожное скалывание и вложение в зажимы.
Оптический сварочный аппарат: устройство и принцип работы
Вне зависимости от особенностей технологии работы оборудования и его марки сварочный аппарат оптических волокон практически всегда устроен одинаково. Всё они очень компактны и разработаны для удобной работы в стеснённых условиях, работают от блока питания, который может питаться либо от сети (100-300 В), либо от аккумуляторов. В комплектацию также входит электронный блок с материнской платой, блоком дуги, преобразователем напряжения и другими компонентами, которые необходимы для выполнения сварки.
Основой механической части устройства является печь, в которой производится непосредственный нагрев волокна, специальные канавки, по которым распределяются оптические проводники, электроприводы и другие элементы. Контроль процесса сварки и её качества, регулировка режимов работы устройства выполняется через клавиатуру и специальные мониторы. Работа аппаратов сварочных для оптических кабелей регламентируется собственным программным обеспечением, которое в оборудовании каждой отдельной марки может быть различным.
Технология выполнения сварки оптического волокна
Разделка кабеля и подготовка к сварке
Оператором снимается внешняя оболочка с кабеля и отдельных волокон. Обязательное покрытие волокон fff гидрофобный материал fff также должен быть аккуратно счищен (при этом используется специальный гель). Для защиты будущего соединения на каждое волокно должна быть одета специальная гильза, которая выполняется из материала, сужающегося под действием температуры.
Зачистка производится для 2-3 см волокна. После окончания всех работ выполняется протирание данных участков спиртом. Все волокна размещаются по V-образным канавкам в механической части оптического сварочного аппарата, стыкуются в автоматизированном модуле.
Сварка
Устройство подключается, происходит постепенный разогрев волокон и их соединение: в течение 1-2 с на них воздействует дуга высокой мощности и проводники дополнительно сводятся относительно друг друга для сварки. Процесс остывания материала составляет долю секунды. После этого на монитор выводится изображение места соединения и оценка его качества сварочным устройством.
Прочность соединения проверяется оборудованием в автоматическом режиме. Кроме того, автоматикой сварочного аппарата оптических волокон анализируется уровень проходимости светового потока через стык. Комплект, предназначенный для защиты места соединения сдвигается на место стыка и фиксируется, подвергаясь тепловой обработке. Волокна с горячей защитной гильзой выкладываются на специальную полку (нельзя класть их на стол из-за высокой вероятности прилипания). Линия будет полностью готово к работе сразу же после укладки волокна в муфту, кассету или спайс-пластину.
Цена оптического сварочного аппарата
Даже самый простой оптический сварочный аппарат - дорогостоящее оборудование, покупка которого оправдана только при больших объёмах выполнения работ и необходимости высокой производительности монтажных бригад. Его стоимость зависит от многих факторов:
- функциональных возможностей устройства,
- качества изготовления самого устройства,
- типа оборудования, трудоёмкости работы с ним.
Вне зависимости от цены оптический сварочный аппарат обеспечивает качество выполнения работы, соответствующее отраслевым нормам. Но при этом наиболее дорогие модели позволяют выполнять выравнивание по центру волокна, имеют максимально полную комплектацию. В результате цена сварочного аппарата может варьироваться в пределах 4-20 тысяч долларов.
insystem-company.ru










