







Сварка оптоволокна — оборудование и технология. Сварочный аппарат оптический
Рассмотрим сварочные аппараты для оптоволокна. Процесс сварки оптических волокон
Для построения волоконно-оптических линий из отдельных отрезков кабеля применяют сварку, которая обеспечивает беспрепятственное прохождение сигнала из одного кабеля в другой. Чтобы ее качественно выполнить, нужно последовательно пройти все этапы, используя самое современное оборудование для монтажа оптических волокон.
В предыдущих публикациях мы рассматривали все приборы и инструменты, которыми пользуется монтажник для сварки, а в этой статье поясним, каким образом осуществляется этот процесс.
Строение оптического кабеля
Для ясности немного расскажем о строении оптоволоконного кабеля. Оптический кабель может содержать как одно волокно (симплексный ), два (дуплексный ), так и несколько волокон (мультиплексный ), которые покрыты защитной оболочкой . В зависимости от места прокладки кабеля и его назначения, оболочек может быть много, особенно в мультиплексных оптических кабелях. И чтобы их соединить, необходимо предварительно снять эти защитные покрытия.
Снятие оболочки волокна
Берется конец кабеля и с помощью стриппера буферного слоя делается надрез. Затем аккуратно снимается оболочка , попутно следя за тем, чтобы не коснуться волокон. Этот инструмент может обрабатывать жилы диаметром 250 и 900 мкм, и рассчитан для любого типа волокон.
Подготовка к сварке
После обнажения концов волокон их нужно обезжирить с помощью специальной безворсовой салфетки, смоченной в дегидрированном спирте. Во время обработки важно как можно реже касаться оголенных участков. После этого кончики волокон необходимо сколоть . Существуют несколько видов скалывателей, которые выполняют эту процедуру с заданными параметрами: угол скола, длина скола, что весьма удобно, поскольку операция требует высокой точности. Скалыватели могут использоваться для любых волокон: одномодовых и многомодовых.
На конец одного волокна надевают термоусаживающую гильзу , которая позже понадобится для защиты места соединения.
Установка волокон в сварочный аппарат
Помимо ручных приборов, есть и автоматические сварочные аппараты , но во всех случаях необходимо самому устанавливать в них кончики волокон . Затем на дисплее задается их точное позиционирование друг с другом (юстировка ), чтобы процесс сварки шел с минимальными потерями. Ведь если расположение волокон будет неправильным, сигнал просто не пройдет из одного в другой отрезок кабеля.
Сварка оптического волокна
После расположения концов волокон, в автоматических аппаратах процесс сваривания можно запустить одним нажатием кнопки, в ручных – требуется самостоятельное прохождение несколько операций. Волокна нагреваются и плавятся электрической дугой, затем соединяются друг с другом. После этого точка сплавления дополнительно прогревается для снятия механического напряжения.
Контроль качества сварки
Чтобы оценить, насколько успешно прошло сваривание кабелей, в самом приборе анализируются тепловые изображения и на их основе вычисляют профиль показателя преломления сердцевины, градиент деформации сердцевины и диаметр модового пятна. Если какие-то параметры не устраивают, сварку можно подкорректировать.
Защита и укладка сварного соединения
Термоусадочная гильза, о которой мы говорили выше, сдвигается на место сварки и нагревается до 90-150 градусов за минуту во встроенной в сварочный аппарат печке. Такая защита предотвратит изгиб волокна в месте соединения, а значит и его случайный разрыв. После охлаждения горячей гильзы ее помещают в сплайс – пластины муфты для дополнительной защиты, затем укладывают волокна вокруг гильзы.
Несмотря на относительную простоту, сварка волокон – это наиболее ответственный момент, ведь случайная ошибка может вывести из строя всю линию. Поэтому она должна проводиться квалифицированными специалистами с применением новейшего оборудования и инструментов.
Оборудование для монтажа волоконно-оптических линий связи
Для бесперебойной эксплуатации волоконно-оптических линий связи (ВОЛС) решающее значение имеет использование современного оборудования, позволяющего на высоком уровне выполнить трудоемкую строительно-монтажную часть работ.
На сегодняшний момент рынок новейших технологий по прокладке ВОЛС предлагает достаточный спектр предложений по поставке необходимого оборудования для специалистов. Львиная доля техно-монтажных средств узкоспециализированы, поэтому мы попытаемся в краткой форме пояснить назначение тех или иных инструментов или приборов относительно поставленной задачи.
Сварочные аппараты
Для обеспечения высококачественной
innovakon.ru
«В России создан аппарат для сварки оптоволокна» в блоге «Инновации»
Компания «Макстелком» первой в России разработала аппарат для сварки оптоволокна. Устройство по ряду показателей не уступает зарубежным аналогам и имеет свои ноу-хау. В саму компанию уже вложили 70 млн рублей один из фондов РВК, структуры правительства Москвы и другие инвесторы.
Российская компания «Макcтелком» представила образец разработанного ею сварочного аппарата AFS-10 для монтажа оптоволоконных кабелей. Производство данного устройства планируется начать летом текущего года, переговоры об этом ведутся с площадками в Москве, Подмосковье, Перми и Калининградской области.
Сейчас в России подобные аппараты не производятся. В СССР для сварки оптоволоконных кабелей использовался аппарат «Сова», который по своим характеристикам морально устарел. Для прокладки кабелей в настоящее время используется оборудование азиатских производителей.
Соответствующее оборудование японских и корейских компаний (Sumitomo, Fitel, Swift, Fujikura) стоит от $4,8 тыс. до $6,5 тыс. Устройства китайских производителей — от $2,5 тыс.
В «Макcтелкоме» уверены, что их продукция иностранным аналогам по своим техническим характеристикам не уступает, а в условиях падения курса рубля у компании будет ценовое преимущество.
Стоимость AFS-10 составит 120−150 тыс рублей. При этом устройство на 80% состоит из российских комплектующих, соответственно, дальнейшее падение рубля не приведет к его удорожанию. В то же время AFS-10, как и зарубежные аналоги, обладает компактными габаритами: 117×159×52 мм, вес — 835 г. Объем первой партии составит 10 тыс. штук, переговоры о продаже оборудования уже ведутся с «Ростелекомом» и МГТС.
Есть у разработчиков из «Макстелкома» и свои ноу-хау. Обычный сварочный аппарат примерно после 1 тыс. сварок надо относить в сервис-центр для очистки и замены электродов. В AFS-10 этого делать не нужно — достаточно самостоятельно сменить некий картридж, цена которого составляет всего около $10. В результате стоимость 100 сварок на аппарате «Макстелкома» оценивается в $3,2, тогда как на аппаратах японских и корейских производителей — $5−9,7.
Помимо технологии катриджей, «Макстелком» также запатентовал печку, которая нагревает необходимый для спайки кабелей пластик. Разработанная компанией печка обеспечивает больший нагрев, и, соответственно, уменьшает время спайки. Кроме того, аккумулятор AFS-10 можно подзаряжать не только от сетевого адаптера, но и от разъема mini-USB. В первом прототипе AFS-10 использовался еще и сенсорный экран, но впоследствии от него было решено отказаться.
В «Макстелкоме» надеются, что разработанный компанией аппарат поможет в распространении оптоволоконных кабелей не только в магистральных каналах, но и на уровне последней мили. Сейчас монтажники бояться использовать оптоволокна, предпочитая применять более простую в прокладке так называемую витую пару, но в компании хотят изменить эту тенденцию.
Коммерческий директор «Союз-Телефонстроя» (занимается строительством сетей связи) Денис Касьяненко считает разработку «Макстелкома» весьма перспективной. «Цена AFS-10 выглядит конкурентоспособной, а габариты устройства даже меньше, чем у зарубежных производителей, — говорит Касьяненко. — Благодаря же технологии сменных картриджей нашему отделу эксплуатации будет гораздо проще работать. К тому же „Макстелком“ обещает маркировать аппараты под крупных клиентов, что исключит ситуации, когда недобросовестные монтажники получают со склада оборудование и затем его подменяют».
Сварочные аппараты для оптоволокна осуществляют спайку либо оболочки кабеля (к числу таковых относится и AFS-10), либо его сердцевины. Первый тип аппаратов более простой, он допускает потерю сигнала в сваренном оптоволокне на уровне 0,05 дБ. Между тем, если речь идет не о каналах последней мили, а о магистральных каналах, то здесь требуется меньший уровень потерь — 0,02 дБ.
В таких случаях используют аппараты для сварки по сердцевине. В «Макcтелкоме» обещают сделать в следующем году такое устройство, при этом оно, в отличие от зарубежных аналогов, будет столь же компактных размеров, что и AFS-10.
«Макстелком» основан выпускниками МГТУ им. Н. Э. Баумана Максимом Гладиловым и Михаилом Колосянко. Компания уже успела привлечь ряд инвесторов. Структуры правительства Москвы предоставили компании субсидии на общую сумму 13 млн рублей, а фонд Бортника выделил компании гранты.
30% акций «Макстелком» приобрел фонд «Гражданские технологии ОПК» (управляет средствами РВК), еще 20% акций купил фонд Amalthera Capital Partners (создан бывшим вице-президентом телекоммуникационного подразделения «Альфа-групп» Евгением Думалкиным и предпринимателем Сергеем Бондаревым).
Всего в компанию было инвестировано 70 млн рублей, при этом ее общая оценка составляет $8 млн. «Макстелком» намерен привлечь новых инвесторов и выйти на международный рынок. К 2017 г. компания хочет войти в ТОП-3 мировых производителей сварочных аппаратов для оптики и занять 10% рынка. Сам рынок стремительно растет: если в 2009 г. его объем составлял $300 млн, то в прошлом он достиг $467 млн, а к 2020 г. должен вырасти до $1 млрд.
sdelanounas.ru
Оптический сварочный аппарат Fujikura 80S
Оптический сварочный аппарат Fujikura 80S

Fujikura 80S - новый сварочный аппарат, пришедший на замену Fujikura FSM-60S. Он рассчитан на работу в самых жестких условиях эксплуатации, имеет высокую защиту от пыли и влаги, не боится ударов и падений, обеспечивает работу в диапазоне температур от -10°С до +50°С. Предназначен для сварки всех типов оптических волокон c выравниванием по сердцевине оптического волокна.
Название нового сварочного аппарата без букв FSM и для России и СНГ аппарат называется Fujikura 80S, а для стран Азии - Fujikura 70S. Видимо, таким образом производитель борется с "серым" импортом.
| Типы свариваемых волокон | Одиночные кварцевые оптические волокна: одномодовые (SM, ITUT G.652), многомодовые (ММ, ITUT G.651), со смешенной областью дисперсии (DS, ITUT G.653), - и волокна для FTTx (G.657) |
| Диаметр свариваемого волокна | 80-150 мкм |
| Диаметр покрытия свариваемого волокна | 100-3000 мкм |
| Длина зачищаемых волокон | 5-16 мм |
| Реальные средние потери на сварном соединении для DS; 0,04 дБ для NZDS | 0,02 дБ для SM; 0,01 дБ для ММ; 0,04 дБ для DS; 0,04 дБ для NZDS |
| Типичное время сварки | 7 секунд для SM волокна |
| Коэффициент отражения от сварного соединения | Не более 60 дБ |
| Программы сварки | 40 настраиваемых пользователем программ сварки, до 60 установленных заводских режимов сварки |
| Оценка потерь сварки | По cердцевине и оболочке |
| Функция внесения потерь в месте сварки | Преднамеренное внесение потерь для создания в линии фиксированного аттенюатора, начиная с 0,1 дБ с шагом 0,1 дБ |
| Сохранение результатов сварки | Внутренняя память позволяет сохранять до 2000 результатов сварки |
| Просмотр места сварки | Оси X и Y одновременно или раздельно с помощью двух CMOS телекамер на 4,73“ цветном ЖК-дисплее |
| Увеличение места сварки | В 320 раз для раздельного просмотра;В 200 раз для одновременного просмотра по осям X и Y |
| Условия эксплуатации | - От 0 до 5000 м над уровнем моря;- Скорость ветра до 15м/с; |
| Относительная влажность | от 0 до 95% |
| Температура | от - 10°С до +50°С |
| Проверка механической прочности места сварки | Настраиваемое, 195 - 225 г |
| Термоусадка | Встроенный нагреватель с 30 режимами нагрева |
| Время термоусаживания | 14 сек для КДЗС 60мм производства Fujikura |
| Типы применяемых термоусадочных трубок | Стандартные, длиной 60 мм, 40 мм, 30мм, 20мм |
| Количество сварок с термоусадкой при питании от аккумуляторной батареи | 200 сварок от полностью заряженной батареи BTR-09 |
| Память | 2000 сварок |
| Интерфейсы | USB 2.0, мини DIN для подключеняи термострипперов HJS-02, HJS-03 |
| Размер | 146х159х150 мм (с обрезиненной защитой) |
| Вес | 2,7 кг (с аккумуляторной батареей) |

В отличие от сварочного аппарата Fujikura FSM-60S, у которого столик был вмонтирован в крышку, у аппарата Fujikura 80S столик находится внутри футляра. Это позволяет работать с аппаратом, не вынимая его из футляра, а только открыв крышку. Петли футляра разъемные, т.е. можно полностью отделить крышку от основания. Крышка имеет специальные пазы для установки сварочного аппарата на закрытом футляре. Вес аппарата с футляром (без аккумулятора и скалывателя) - 7.4 кг.

Изменилась верхняя часть аппарата. Вместо привычной большой ветрозащитной крышки у Fujikura 80S появились небольшие шторки. После включения прибора, они автоматически открываются. Сразу после открытия ветрозащитных шторок сверху включается подсветка – небольшой диод, мощности которого хватает для комфортной работы даже в темноте. В новом аппарате вместо зеркал на шторках установлены диоды подсветки.
V-образные канавки стали тоньше. При использовании скалывателя CT-32 можно оставлять зачищенный участок волокна всего 5 мм, что позволяет использовать микро КДЗС.
Зажимы для волокна у Fujikura 80S работают в полуавтоматическом режиме - открываются самостоятельно по окончании сварки. В настройках аппарата можно выбрать режим их работы, открыть оба зажима, один из них по выбору или не открывать их вообще.
Устанавливать волокно и закрывать зажим пока нужно самостоятельно. После закрытия зажима, аппарат проверяет установку волокна и подтверждает зажим волокна включением соответствующего диода рядом с кнопками управления.
 В случае плохого скола или ошибки одного из волокон при сведении, аппарат автоматически откроет шторки и будет мигать соответствующим диодом, показывая которое из волокон требует вмешательства. При открытии зажима нужного волокна, моторы аппарата устанавливаются в начальное положение. После того, как волокно будет заново установлено и зажим будет закрыт, шторки автоматически закроются и аппарат начнет повторное сведение и, если ошибка была устранена - сварит волокна.
В случае плохого скола или ошибки одного из волокон при сведении, аппарат автоматически откроет шторки и будет мигать соответствующим диодом, показывая которое из волокон требует вмешательства. При открытии зажима нужного волокна, моторы аппарата устанавливаются в начальное положение. После того, как волокно будет заново установлено и зажим будет закрыт, шторки автоматически закроются и аппарат начнет повторное сведение и, если ошибка была устранена - сварит волокна.
При ошибке двух волокон, например при наличии грязи или если установлено слишком длинное волокно, перекрывающее обе камеры, будут мигать оба индикатора. Тогда сброс моторов произойдет только после открытия обоих зажимов.
Зажимы легко снимаются (в комплекте прилагается отвертка, которая также подходит для замены электродов) и могут быть заменены на привычные зажимы серии FH-60. Они, конечно, не будут автоматически открываться, но их можно использовать для установки кабеля с буферным покрытием 2 мм и 3 мм, для дроп-кабеля “бабочка” и других, что позволит значительно сократить длину зачистки перед сваркой.
Электроды в Fujikura 80S остались те же, что и в модели Fujikura FSM-60S, но ресурс их возрос с 2000 до 3000 сварок.
Экран Fujikura 80S имеет диагональ 4,73 дюйма, отлично виден на солнце и выдерживает случайные удары крышкой или удары при падении без видимых последствий. В новом аппарате не используется сенсорный экран, потому что он подвержен механическим повреждениям и температурному воздействию в большей степени чем «пассивный» экран. Сварка проводится в «стерильных» условиях, и кроме обычной грязи подвалов и коллекторов руки монтажника обычно в гидрофобном заполнителе, который после подготовки магистрального кабеля к сварке некогда, да и не так просто, отмыть. Безусловно, при работе с оптикой должна поддерживаться чистота, но в реальности это условие не всегда удается соблюдать, а это значит, что дисплей будет оставаться чистым не так долго, каждый раз придется его протирать. Особой нужды в сенсорном дисплее нет, т.к. настройки выполняются редко, а все необходимые функции вынесены на кнопки. Поэтому, решение не использовать сенсорные экраны является вполне целесообразным.
 Печка для усадки КДЗС практически не изменилась. Вместо защелок, на которые приходилось надавливать волокном, внутри появились два нажимных датчика-кнопки. Закрытие печки происходит только после нажатия одновременно обоих. Как таковой крышки теперь нет, вместо нее появилась отодвигающаяся шторка. При этом, если зажимы и ветрозащитные шторки можно закрыть и открыть вручную, то печка работает только от кнопки или после помещения внутрь КДЗС, надетой на волокно. Открыть или закрыть руками ее не получится.
Печка для усадки КДЗС практически не изменилась. Вместо защелок, на которые приходилось надавливать волокном, внутри появились два нажимных датчика-кнопки. Закрытие печки происходит только после нажатия одновременно обоих. Как таковой крышки теперь нет, вместо нее появилась отодвигающаяся шторка. При этом, если зажимы и ветрозащитные шторки можно закрыть и открыть вручную, то печка работает только от кнопки или после помещения внутрь КДЗС, надетой на волокно. Открыть или закрыть руками ее не получится.
Также в печке данного аппарата встроен механизм натяжения волокна. После срабатывания датчиков закрытия крышки или запуска с кнопки, механизм сначала немного натягивает волокно, чтоб оно выровнялось внутри КДЗС, и только потом зажимает нагревательными элементами. Уменьшилось время усадки теперь оно составляет 10 секунд для КДЗС-40 и 12 сек для КДЗС-60, в то время как даже самые быстрые печки других аппаратов показывают результат в 25 секунд. Это стало возможно благодаря нагреву не только снизу, как раньше, а со всех сторон. После установки КДЗС, ее как бы обхватывает нагревателями. Как говорилось выше, в аппарат уже имеет много встроенных программ работы печки и дает возможность пользователю дополнительно записать свои собственные. Также появился простой но удобный лоток, который можно установить слева или справа от аппарата, чтобы КДЗС не скользили по волокну во время сварки и были под рукой перед усадкой.
Для окончательного остывания усаженных КДЗС служит пластиковый лоток, который является еще и дополнительным элементом крепления сварки к монтажному столику.
 Кроме внешнего вида и автоматизации процесса, изменения коснулись самой сварки. Если выбирается режим АВТО, весь процесс сварки от момента закрытия зажимов до момента их открытия занимает около 25 секунд, из них 5 секунд занимает тест прочности соединения. В аппарате FSM-60S это время составляло около 30-32 сек, с учетом теста на разрыв.
Кроме внешнего вида и автоматизации процесса, изменения коснулись самой сварки. Если выбирается режим АВТО, весь процесс сварки от момента закрытия зажимов до момента их открытия занимает около 25 секунд, из них 5 секунд занимает тест прочности соединения. В аппарате FSM-60S это время составляло около 30-32 сек, с учетом теста на разрыв.
В автоматическом режиме теперь нет необходимости калибровать дугу. Аппарат сам будет следить за качеством сварного соединения и, если необходимо, скорректирует мощность дуги. Таким образом, аппарат самообучается, постоянно адаптируясь под внешние условия работы (например, если вы варили в помещении, а потом вышли на улицу, где холодно). За счет этого, качество сварки в автоматическом режиме несколько улучшилось в сравнении с Fujikura FSM-60S.Также существует быстрый режим сварки. Перед его использованием необходима калибровка дуги. В этом режиме дуга между электродами имеет увеличенную мощность по сравнению со стандартной, чуть более грубое сведение волокон, и как результат - общее время сварки сокращается до 6-8 секунд без заметного ухудшения качества сварки. На изображении мы видим секундомер в правом верхнем углу, который показывается только в режиме быстрой сварки.

Поскольку сварочные аппараты Fujikura теперь имеют жесткую привязку к региону, в сварочном аппарате Fujikura 80S присутствует только русский язык интерфейса. В меню настроек нет пункта выбора языка.
Зато в аппарате возможна настройка абсолютно всего. Можно настроить автозапуск - после закрытия зажимов или после закрытия крышки. Можно выбрать автоматическое закрытие или открытие ветрозащитных шторок, можно выбрать время между моментом закрытия зажимов до закрытия шторок, а можно задать процедуру открывания зажимов после сварки – открыть оба, один или совсем не открывать. Все это легко настраивается или отключается вплоть до полного исключения механизации.
В актуальной версии ПО аппарат содержится 65 встроенных программ сварки, не считая режима АВТО. В этих режимах есть поддержка сваривания различных типов аттенюаторов и различных типов волокон G.657, включая G.657 A1, G657 A2, G.657 B2 и G.657 B3. Работа печки описывается 14-ю программами. Всего сварочный аппарат позволяет хранить настройки 100 программ сварки и до 30 программ работы печки. В самом сварочном аппарате имеются обучающие видео ролики, как по новым функциям, так и по основам работы с прибором в целом.
 Меню очень простое и информативное, выглядит в виде вкладок, которые дополнительно обозначаются соответствующими понятными иконками. Внешних отличий мало, но программа и драйвера другие. ПО для Fujikura FSM-60S не подходит для работы с 80S. Процесс обновления ПО осуществляется через интернет. Программа сама выполнит проверку наличия новых версий и предложит обновить аппарат, если это необходимо.
Меню очень простое и информативное, выглядит в виде вкладок, которые дополнительно обозначаются соответствующими понятными иконками. Внешних отличий мало, но программа и драйвера другие. ПО для Fujikura FSM-60S не подходит для работы с 80S. Процесс обновления ПО осуществляется через интернет. Программа сама выполнит проверку наличия новых версий и предложит обновить аппарат, если это необходимо.
Fujikura 80S комплектуется новым литий-ионным (Li-ion) аккумулятором BTR-09. Внешне он очень похож на металлогидридный BTR-08, которым комплектовалась Fujikura FSM-60S. Емкость новой батареи составляет 4А*ч, что хватает примерно на 200 циклов сварки и термоусадки. Нужно учесть, что данные значения указываются в спецификациях для условий, приближенных к идеальным (непрерывное использование, комнатная температура). В реальных же условиях (например, при работе на холоде), это значение будет ожидаемо меньше.

Как и предыдущий аппарат, новый прибор Fujikura 80S имеет резиновые бамперы со всех сторон. Только сейчас они стали еще более совершенными.
На верхней части аппарата они выступают с четырех углов таким образом, что даже при падении на верхнюю часть удар не доходит до ветрозащитных шторок или печки.
Заявлено, что аппарат выдерживает падения любой стороной с высоты до 75 см.
| Наименование | Модель |
| Сварочный аппарат | 80S |
| Скалыватель | CT-30A |
| Жесткий кейс | СС-30 |
| Адаптер питания | ADC-18 |
| Съемная батарея | BTR-09 |
| Сетевой шнур питания | ACC-15 |
| Шнур для зарядки батареи | DCC-18 |
| Прижимы для волокон | CLAMP-S70A |
| Запасные электроды (пара) | ELCT2-20A1 |
| USB кабель | USB-01 |
| Руководство на CD | M-70 |
| Руководство по эксплуатации на русском языке | Q80S/19S |
lh59.ru
| Сварка | |
| Время сварки | 10 сек |
| Длина зачистки волокна | 8 ~ 16 мм –для внешнего покрытия 250 ~ 1000 мкм |
| Отражение от сварного соединения | > 60 дБ |
| Оценка потерь на сварном соединении | Да (погрешность 0,02 дБ) |
| Программы сварки | 50 режимов |
| Сохранение результатов сварки | 6000 результатов и параметров сварки |
| Средние потери на сварном соединении | 0.02 дБ (SM)0.01 дБ (MM)0.04 дБ (DS)0.04 дБ (NZDS) |
| Типы свариваемых волокон | Одномодовые (SM, G.652)Многомодовые (MM)Со смещенной областью дисперсии (DS, ITU-T G.653)Со смещенной ненулевой дисперсией (NZDS, ITU-T G.655) |
| Диаметр свариваемого волокна | 80 ~ 150 мкм |
| Диаметр покрытия свариваемого волокна | 100 ~ 1000 мкм |
| Ресурс электродов | 2500 сварок |
| Термоусадочная печка | |
| Время термоусадки | 30 сек |
| Тип | Встроенный |
| Программируемая | Да |
| Дополнительные возможности | |
| Интерфейсы | USB, VGA |
| Экран | |
| Диагональ | 5.0″ |
| Поворот дисплея | Да, 180 градусов |
| Просмотр места сварки | По осям X и Y |
| Увеличение | 400х – при просмотре по одной оси X или Y300х – при просмотре одновременно по осям X и YФункция отображения сердцевины |
| Рабочие условия | |
| Влажность | 0 ~ 95 % |
| Высота над уровнем моря | 0 ~ 5000 м |
| Допустимая скорость ветра | 15 м/с |
| Рабочая температура | -10 ~ +50 °C |
| Питание от сети переменного тока | |
| Напряжение на входе | 100 ~ 240 В |
| Напряжение на выходе | 12 В |
| Батарея | |
| Ресурс батареи | Более 180 полных циклов сварки и термоусадки |
| Емкость батареи | 6 Ач |
| Габариты | |
| Размеры (В х Ш х Г), вес | 130 мм х 135 мм х 130 мм, 2,58 кг (с батареей) |
www.c-tt.ru
Сварка оптоволокна - аппараты, оборудование и технология работы
На сегодняшний день, мы не можем представить нашу жизнь без ежедневного потока большого объема информации, и немалую роль в передаче этой информации играет такой материал, как оптическое волокно.
Чтобы оптические волокна без проблем передавали необходимый объем данных, используется — сварка оптоволокна.
Это процесс, в котором применяется высокотемпературная термическая обработка.
Благодаря оптоволоконной связи информация может передаваться гораздо быстрее, чем это происходит при применении электронных средств связи, также особой популярностью этот материал пользуется при создании датчиков.
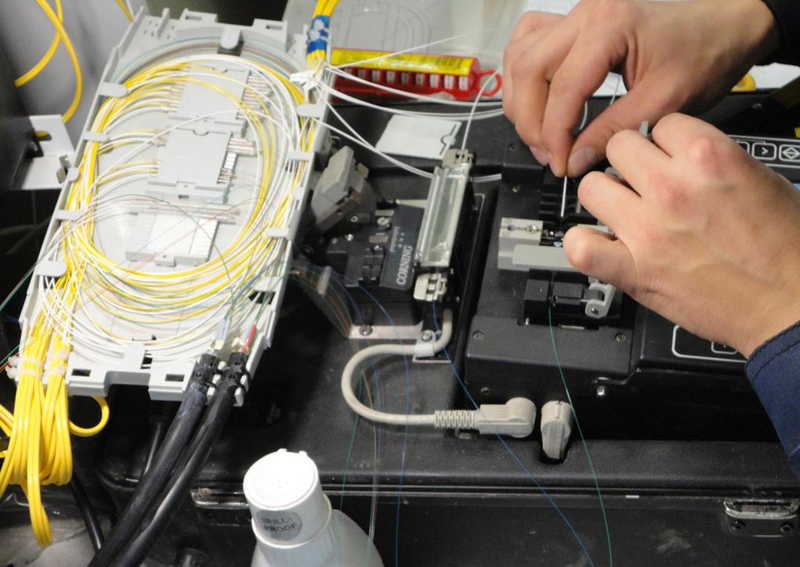
Фото процесса
Для высокоэффективной работы соединений следует использовать современные оптоволоконные материалы, а также аппарат для сварки оптоволокна, который позволит за короткий промежуток время произвести сварку различных частей материала.
Технология и инструкция
Оптоволоконная индустрия, как и любая другая, отличается своей изменчивостью.
Именно поэтому, технология сварки оптоволокна с течением времени также подвергается изменениям, и появляются все новые методы работы с этим материалом.
Очень важно правильно выбрать технологию, ведь от этого зависят затраты времени и денежных средств.
Следует помнить, что сравнивая разные виды технологий необходимо учитывать ряд некоторых факторов:
- время подготовки волокон;
- время отводимое на сварку;
- материальные затраты;
- квалификацию персонала.
Процесс не занимает много времени, но требует концентрации внимания.
Первое, на что следует обратить внимание – это разделка оптического кабеля. 6-8 волокон, как правило, объединяются в модуль, который в свою очередь покрыт изоляцией.
Видео:
Перед работой изоляцию необходимо удалить.Инструкция по сварке оптоволокна говорит, что следующий шаг – это очистка волокон специальными материалами, снятие защитного слоя и цветного лака, очистка спиртом.
Волокна, которые необходимо приварить друг к другу укладываются в сварочный аппарат. Современные устройства проводят сварку автоматически, а также проверяют соединение оптических волокон на прочность.
Завершающий этап – это укладка сваренных волокон в кассету оптической муфты либо кросса.
Процедуру можно выполнить самостоятельно, имея опыт работы, а можно довериться специалистам, которые за определенную цену выполнят всю необходимую работу.
Разнообразные фирмы предлагают свои услуги, отличаясь по многим факторам, это и цена сварки оптоволокна, и скорость выполнения работы, и квалификация персонала, и многое другое.
Очень важно выбрать ту фирму, которая выполнит работу не только по приемлемой цене, но и сможет гарантировать необходимое качество выполнения работ.
Следует помнить, что не всегда высокая стоимость сварки оптоволокна – это гарантия высококлассного результата.
Перед тем, как делать заказ работы необходимо изучить отзывы предыдущих заказчиков, репутацию фирмы-исполнителя, а также ее продолжительность работы в данной отрасли.
Оборудование для сварки оптоволокна
Человек, обладающий опытом в этом виде работы, может сделать все самостоятельно. Но для этого ему необходимо правильно подобрать оборудование для сварки оптоволокна.
Оно бывает трех типов:
- ручное;
- полуавтоматическое;
- автоматическое.
Аппараты для ручной сварки являются самыми несовременными, работа с их использованием очень трудоемка и занимает много времени.
Сведение волокон производится вручную и контролируется при помощи микроскопа.
Естественно, этот вид сварочных аппаратов ушел в прошлое, потому что на смену им пришли более новые и совершенные устройства, которые экономят не только время, но и силы оператора.
Одним из таких устройств, которые использовался еще в конце двадцатого века, был полуавтоматический сварочный аппарат. Такой прибор для сварки оптоволокна также содержал в себе микроскоп, но работа оператора значительно облегчилась.
Волокна уже не нужно было самостоятельно соединять, только укладывать в аппарат и подвигать к месту сварки. Они имели также и отрицательные стороны.
Такие устройства, например, не варили оптические шнуры. Именно поэтому часть работы выполнялась автоматически, а часть делалась вручную оператором.
Хоть их использование и требовало высокой концентрации, а также было трудоемким, плюс в том, что они не были такими дорогостоящими, как версии нового поколения, а именно — автоматические аппараты для сварки.
Устройства этого вида пришли на рынок относительно недавно, но уже успели завоевать хорошие позиции на рынке, ведь с их помощью — сварка оптоволокна стала автоматизированной.
Благодаря встроенным в аппарат видеокамерам оператор может наблюдать за процессом с помощью маленького, иногда даже цветного экрана, и полностью контролировать процессы юстировки, стыковки и сварки оптических волокон.
Видео:
Задача оператора заключается только в том, что волокна необходимо бережно очистить от лака, сколоть и вложить в зажимы.После выполненной сварки волокна следует уложить в автоматическую печку для дальнейшей обработки.
К сожалению, такой сварочный аппарат для сварки оптоволокна стоит немалых денег и перед его приобретением стоит серьезно задуматься о необходимости его покупки.
Учитывая то, что цена оборудования для сварки оптоволокна может быть высокой, то для выполнения единичных работ будет уместнее обратиться к специализированным фирмам, которые выполнят все качественно и сэкономят средства заказчика.
Цена аппарата для сварки оптоволокна варьируется в разных пределах.
Главное, на что стоит обратить внимание — так это на отзывы об использовании устройства, а также о фирме-производителе.
Следует помнить, что такие работы требуют специальных знаний и умений, именно поэтому для их выполнения необходим опыт и знание всех процессов.
rezhemmetall.ru










