







Строительный справочник | материалы - конструкции - технологии. Импульсно дуговая сварка
Импульсно-дуговая сварка - Сварка металлов
 Импульсно-дуговая сварка
Импульсно-дуговая сварка Категория:
Сварка металлов
Импульсно-дуговая сварка Сущность способа состоит в том, что сварочный ток не сохраняет постоянную величину, а подается регулярно следующими друг за другом кратковременными импульсами, когда значение тока возрастает в несколько раз. Способ применим как для плавящегося, так и неплавящегося вольфрамового электрода. Создание импульсного тока осуществляется наложением импульсов на постоянный по величине небольшой ток, питающий дежурную или вспомогательную дугу. Питание сварочной дуги производится от двух источников тока: обычного источника, обеспечивающего непрерывно постоянную силу тока, и импульсного генератора, дающего кратковременные импульсы. Генератор заряжает достаточно мощный электрический конденсатор, посылающий кратковременные импульсы — разряды на сварочную дугу (рис. 1).
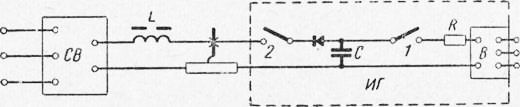
Рис. 1. Установка для импульсно-дуговой сварки
Сварочная дуга питается от сварочного выпрямителя СВ. Импульсы тока на дугу подаются от импульсного генератора ИГ, состоящего в основном из выпрямителя В и конденсатора С. При замыкании контакта 1 конденсатор заряжается, при замыкании 2 разряжается на дугу, зарядка идет через сопротивление В, источник тока защищен от импульса индуктивной катушкой L-Импульсный генератор получается наиболее простым, если число импульсов равно частоте питающей сети (50 гц) или вдвое больше (100 гц). На рис. 1 показаны кривые тока и напряжения для импульсно-дуговой сварки; продолжительность цикла Т, импульса t, паузы между импульсами т.
Использование импульсов тока оказалось весьма эффективным для сварки плавящимся электродом. Импульсы тока прежде всего упорядочивают перенос металла в дуге. В переносе металла ведущую роль играет электродинамическое действие тока, пропорциональное. Поэтому увеличение тока в импульсе, например, л 4 раза увеличивает усилия, воздействующие на металл, в 16 раз. При подаче импульса капля жидкого металла отрывается от электрода и стремительно летит вперед в направлении оси электрода. В результате упорядочивается перенос металлов в дуге, улучшается формирование шва, возрастает глубина проплавления основного металла, облегчается сварка в вертикальном и потолочном положениях. Уменьшается постоянный ток, протекающий в паузах между импульсами; упрощаются источники сварочного тока; возрастает устойчивость дуги, скорость плавления проволоки и скорость сварки.
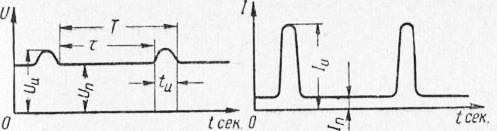
Рис. 2. Кривые тока и напряжения для импульсно-дуговой сварки
Импульсно-дуговую сварку можно производить и неплавя-щимся вольфрамовым электродом. Здесь нет процесса переноса металла в дуге, но наложение импульсов на незначительный по величине постоянный «дежурный» ток, питающий вспомогательную или дежурную дугу, все же значительно улучшает процесс сварки, качество сварных швов, облегчает сварку в вертикальном и потолочном положениях, уменьшает общий нагрев изделия и возникающие при сварке деформации.
Абсолютная величина коробления часто уменьшается в 1,5—2 раза.
Считается, что скорость нарастания тока ~ должна быть не менее 100—200 ка/сек. Ток дежурной дуги обычно очень малый, 1-10 а при сварочном токе до 350 а. Напряжение холостого хода источника, питающего дежурную дугу, 70—80 в; напряжение основного сварочного импульсного источника 50—00 в.
Читать далее:
Вибродуговая наплавка
Статьи по теме:
pereosnastka.ru
ИМПУЛЬСНО-ДУГОВАЯ СВАРКА КАК ОСНОВА СОВРЕМЕННЫХ ТЕХНОЛОГИЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
4.5. Дуговая сварка в среде защитных газов
 4.5. Дуговая сварка в среде защитных газов При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий)
4.5. Дуговая сварка в среде защитных газов При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий)
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ

И. А. Цибульский В. В. Сомонов
 Министерство образования и науки Российской Федерации САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТА ПЕТРА ВЕЛИКОГО И. А. Цибульский В. В. Сомонов «Разработка технологии сварки металлических материалов
Министерство образования и науки Российской Федерации САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТА ПЕТРА ВЕЛИКОГО И. А. Цибульский В. В. Сомонов «Разработка технологии сварки металлических материалов
3-5 июня 2010 г. г. Екатеринбург
 3-5 июня 2010 г. г. Екатеринбург Самозащитная порошковая проволока производства компании Линкольн Электрик Московское представительство Линкольн Электрик : Олег Колюпанов 0 Компания Линкольн Электрик ЭЛЕКТРОДУГОВАЯ
3-5 июня 2010 г. г. Екатеринбург Самозащитная порошковая проволока производства компании Линкольн Электрик Московское представительство Линкольн Электрик : Олег Колюпанов 0 Компания Линкольн Электрик ЭЛЕКТРОДУГОВАЯ
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ СВАРКИ ДАВЛЕНИЕМ

Вестник науки Сибири (2)
") Вестник науки Сибири. 01. 1 () Павлов Николай Викторович, ст. препод. кафедры сварочного производства Юргинского технологического института (филиал) ТПУ. E-mail: [email protected] сварка с управляемым
Вестник науки Сибири. 01. 1 () Павлов Николай Викторович, ст. препод. кафедры сварочного производства Юргинского технологического института (филиал) ТПУ. E-mail: [email protected] сварка с управляемым
УДК Миронова М.В.
 УДК 621.791.927.5 Миронова М.В. ПРОИЗВОДИТЕЛЬНОСТЬ РАСПЛАВЛЕНИЯ ФЕРРОМАГНИТНЫХ СВАРОЧНЫХ ПРОВОЛОК ПРИ НАПЛАВКЕ В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ Использование продольного магнитного поля (ПРМП) при электродуговой
УДК 621.791.927.5 Миронова М.В. ПРОИЗВОДИТЕЛЬНОСТЬ РАСПЛАВЛЕНИЯ ФЕРРОМАГНИТНЫХ СВАРОЧНЫХ ПРОВОЛОК ПРИ НАПЛАВКЕ В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ Использование продольного магнитного поля (ПРМП) при электродуговой
СВАРКА ТОЧКАМИ 3-ФАЗНОЙ СЖАТОЙ ДУГОЙ

2013 г. КАТАЛОГ ПРОДУКЦИИ
 2013 г. КАТАЛОГ ПРОДУКЦИИ О компании - российское машиностроительное предприятие, производящее современное промышленное сварочное оборудование для полуавтоматической сварки в среде активных и защитных
2013 г. КАТАЛОГ ПРОДУКЦИИ О компании - российское машиностроительное предприятие, производящее современное промышленное сварочное оборудование для полуавтоматической сварки в среде активных и защитных
Сварка в углекислом газе
 Федеральное агентство по образованию Государственное образовательное учреждение ВПО Сибирская государственная автомобильно-дорожная академия (СибАДИ) Кафедра «Конструкционные материалы и специальные технологии»
Федеральное агентство по образованию Государственное образовательное учреждение ВПО Сибирская государственная автомобильно-дорожная академия (СибАДИ) Кафедра «Конструкционные материалы и специальные технологии»
Электроды для ручной дуговой сварки

Cварочная головка типа АДФ-2500 (Тандем)
") Cварочная головка типа АДФ-200 (Тандем) Рис.1 Внешний вид головки АДФ-200 (Тандем) Новое оборудование для двухдуговой сварки под флюсом. Сварка под флюсом несколькими, последовательно расположенными дугами,
Cварочная головка типа АДФ-200 (Тандем) Рис.1 Внешний вид головки АДФ-200 (Тандем) Новое оборудование для двухдуговой сварки под флюсом. Сварка под флюсом несколькими, последовательно расположенными дугами,
Sandvik бесшовные нержавеющие трубы
 Sndvik бесшовные нержавеющие трубы Сталь 316L(3R60) Sndvik semless Тubing Применение Сталь Сандвик 3R60 широко используется в промышленности в условиях, где стали типа AISI 304 и 304L не обладают достаточной
Sndvik бесшовные нержавеющие трубы Сталь 316L(3R60) Sndvik semless Тubing Применение Сталь Сандвик 3R60 широко используется в промышленности в условиях, где стали типа AISI 304 и 304L не обладают достаточной
Краткая теоретическая часть
 ЛАБОРАТОРНАЯ РАБОТА 3 РУЧНАЯ ДУГОВАЯ СВАРКА Цель работы: ознакомление с сущностью процесса, оборудованием, особенностями формирования сварного соединения при различных режимах сварки. Краткая теоретическая
ЛАБОРАТОРНАЯ РАБОТА 3 РУЧНАЯ ДУГОВАЯ СВАРКА Цель работы: ознакомление с сущностью процесса, оборудованием, особенностями формирования сварного соединения при различных режимах сварки. Краткая теоретическая
docplayer.ru
Импульсно-дуговая сварка | Строительный справочник | материалы - конструкции
Сущность импульсно-дуговой сварки состоит в том, что сварочный ток в зону дуги подается кратковременными импульсами. Этот способ сварки может применяться при использовании как плавящегося, так и неплавящегося электрода.
Применение импульсов тока при дуговой сварке дает следующие преимущества:
- качественное формирование сварного шва при сварке на весу и уменьшение опасности образования прожогов;
- стабильный перенос металла при сварке плавящимся электродом.
Для импульсно-дуговой сварки пульсирующим током применяются специальные источники питания (BCBУ-315, ВСВУ-630 и т. д.) с регулируемой величиной импульса и паузы сварочного тока по амплитуде и времени.
Для получения управляемого переноса металла применяется дополнительный импульсный генератор, состоящий, как правило, из управляемого выпрямителя и конденсатора.
Обычно число импульсов, поступающих на сварочную дугу, равно частоте питающей сети (50 Гц) или вдвое больше (100 Гц).
Использование импульсов тока бывает весьма эффективным при сварке плавящимся электродом. Импульсы тока, посылаемые конденсатором на сварочную дугу, упорядочивают перенос металла в дуге. Например, увеличение тока в импульсе в 4 раза увеличивает усилия, воздействующие на металл в 16 раз.
В результате подачи импульсов тока капля жидкого металла отрывается от электрода и как бы стремительно летит вперед по направлению к оси электрода, вследствие чего упорядочивается перенос металла в сварочной дуге, улучшается формирование шва, возрастает глубина проплавлення основного металла и улучшаются условия сварки в вертикальном и потолочном положениях.
Применение импульсно-дуговой сварки особенно важно при наложении корневого слоя, так как в этом случае обеспечивается стабильный провар свариваемых кромок без прожогов.
Импульсно-дуговую сварку эффективно используют при монтаже трубопроводов ответственного назначения. Применение этого вида сварки позволяет получать сварные швы, имеющие 100%-ный провар в корне шва и хорошо сформированный обратный валик. Получение хорошо сформированного обратного валика весьма важно для трубопроводов, внутренняя поверхность которых должна быть всегда чистой. Наличие хорошего обратного валика является показателем высокой прочности сварного соединения.
build.novosibdom.ru
Импульсно-дуговая сварка - это... Что такое Импульсно-дуговая сварка?
Подводная сварка
15. Импульсно-дуговая сварка
Дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе
3.1.14 импульсно-дуговая сварка: Дуговая сварка, при которой сварочная дуга дополнительно питается импульсами тока по заданной программе.
[ГОСТ 2601, п. 15]
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Импульсная электрическая устойчивость варистора
- Импульсно-кодовая модуляция сигнала электросвязи
Смотреть что такое "Импульсно-дуговая сварка" в других словарях:
импульсно-дуговая сварка — Дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN pulsed arc welding DE… … Справочник технического переводчика
Сварка импульсно-дуговая — – дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА ИМПУЛЬСНО-ДУГОВАЯ — [Pulsed arc welding] дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе … Металлургический словарь
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
сварка методом STT — 3.1.16 сварка методом STT: Механизированная сварка проволокой сплошного сечения в среде углекислого газа при переносе капель расплавляемого металла сварочной проволоки за счет сил поверхностного натяжения. Источник: СТО Газпром 2 2.2 115 2007:… … Словарь-справочник терминов нормативно-технической документации
СВАРКА — общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, кузнечная сварка, при которой соединение деталей… … Энциклопедия Кольера
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
ВИДЫ СВАРКИ — ГОСТ 2601 84 определяет следующие виды сварки:ручная сварка [manual welding];механизированная сварка [mechanized welding];автоматическая сварка [automatic welding];сварка плавлением [fusion welding];наплавка [surfacing; bulding up welding;… … Металлургический словарь
normative_reference_dictionary.academic.ru
Импульсно-дуговая сварка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Импульсно-дуговая сварка
Cтраница 1
Импульсно-дуговая сварка ( табл. 17 - 16) тока облегчает и упрощает выполнение свар - Включение параллельно с источником свл - ки во всех пространственных положениях, рочного тока генератора мощных импульсов увеличивает производительность сварки. [2]
Импульсно-дуговая сварка позволяет в более широких пределах изменять размеры сварного шва, уменьшать деформации конструкций, снижать уровень остаточных напряжений, уменьшать размеры кристаллитов и пористость в шве, уменьшать размеры зоны термического влияния. [3]
Импульсно-дуговую сварку эффективно используют при монтаже трубопроводов ответственного назначения. Применение этого вида сварки позволяет получать сварные швы, имеющие 100 % - ный провар в корне шва и хорошо сформированный обратный валик. Получение хорошо сформированного обратного валика весьма важно для трубопроводов, внутренняя поверхность которых должна быть всегда чистой. Наличие хорошего обратного валика является показателем высокой прочности сварного соединения. [4]
Процессы импульсно-дуговой сварки плавящимся электродом, получили распространение применительно к инертным газам. [5]
Сущность импульсно-дуговой сварки состоит в том. [6]
Сущность импульсно-дуговой сварки состоит в том, что сварочный ток в зону дуги подается кратковременными импульсами. [7]
Применение импульсно-дуговой сварки особенно важно при наложении корневого слоя, так как в этом случае обеспечивается стабильный провар свариваемых кромок без прожогов. [8]
Техника импульсно-дуговой сварки аналогична технике сварки плавящимся электродом в среде защитных газов. [9]
Метод импульсно-дуговой сварки является развитием полуавтоматической сварки плавящимся электродом в среде газа аргон аппаратами ПРМ. При этой сварке сварочная дуга питается от двух источников тока - основного и импульсного, соединенных параллельно. [11]
Сущность импульсно-дуговой сварки состоит в том, что сварочный ток в зону дуги подается кратковременными импульсами. Этот способ сварки может применяться при использовании как плавящегося, так и неплавящегося электрода. [12]
Применение импульсно-дуговой сварки особенно важно при наложении корневого слоя, так как в этом случае обеспечивается стабильный провар свариваемых кромок без прожогов. [13]
При импульсно-дуговой сварке питание сварочной дуги осуществляется основным источником питания совместно с импульсным источником. [14]
При импульсно-дуговой сварке плавящимся электродом в качестве защитной среды вместо обычно применяемого углекислого газа или его смеси с кислородом используется аргон и аргоноокислительные смеси. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Способ импульсно-дуговой сварки
Изобретение может быть использовано при сварке плавящимся электродом в среде защитных газов. Длину дугового промежутка автоматически регулируют путем изменения параметров импульсов сварочного тока в зависимости от напряжения на дуге. Дозирование энергии на расплавление каждой следующей капли начинают с момента ее отрыва. Способ обеспечивает дозирование энергии именно этой капли. Момент отрыва капли фиксируют по всплеску напряжения на дуге. Изобретение позволяет улучшить управляемость переносом электродного металла и повысить качество сварного шва. 1 ил.
Изобретение относится к сварке и может быть использовано для сварки плавящимся электродом в защитных газах, порошковой проволокой, самозащитной легированной проволокой в различных пространственных положениях.
Известен способ импульсно-дуговой сварки плавящимся электродом, при котором автоматическое поддержание диаметра переносимых капель осуществляется путем автоматического регулирования среднего значения напряжения на дуге посредством изменения длительности импульсов ("Автоматическая сварка", N 9, 1971, с. 1). Однако при таком способе ухудшается качество сварки вследствие изменения соотношения энергии, вводимой в электрод от импульсного и непрерывного источника, что изменяет условия расплавления капель, а также изменяется количество энергии, вводимой в электрод после отрыва капли за оставшееся время длительности импульса, поскольку это время при данном способе не постоянно, а условия ввода тепла дуги в электрод неодинаковы при наличии капли на торце электрода, так как она является буфером, препятствующим тепловому потоку, и при отсутствии капли. Известен также способ импульсно-дуговой сварки плавящимся электродом в среде защитных газов и открытой дугой с подачей импульсов различных параметров в зависимости от изменения скорости подачи проволоки, в котором, с целью управления размерами сварочной ванны и ее кристаллизацией, сварку осуществляют модулированной последовательностью импульсов сварочного тока с заданием модуляции подачи электродной проволоки при постоянной длине дуги путем изменения параметров импульса [см. авт. св. СССР N 521089, B 23 K 9/16, 1973]. Недостатки аналогичны предыдущему способу. Прототипом данного способа является способ импульсно-дуговой сварки плавящимся электродом с автоматическим регулированием длины дугового промежутка путем изменения параметров импульса сварочного тока в зависимости от напряжения на дуге, в котором для повышения качества сварки, параметры импульса изменяют в зависимости от напряжения на дуге в момент, совпадающий с концом паузы, или на интервале всей паузы [см. авт. св. СССР N 522014, B 23 K 19/16, 1974]. Недостатки аналогичны предыдущему способу. Задачей изобретения является повышение качества сварного соединения за счет улучшения управляемости переносом электродного металла и стабилизации размера переносимых капель за счет более точного дозирования энергии на расплавление капли. Поставленная задача решается тем, что в способе импульсно-дуговой сварки плавящимся электродом с автоматическим регулированием длины дугового промежутка путем изменения параметров импульсов сварочного тока в зависимости от напряжения на дуге в момент, совпадающий с концом паузы, или на интервале всей паузы дозирование энергии на расплавление капли осуществляют, начиная с момента отрыва капли, который фиксируется по всплеску напряжения на дуговом промежутке. Заявляемый способ характеризуется наличием следующих существенных отличительных признаков: а) дозирование энергии на расплавление капли осуществляют, начиная с момента отрыва капли; б) момент отрыва капли фиксируют по всплексу напряжения на дуговом промежутке. Проведенные исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признаки "а" и "б" в них отсутствуют. Следовательно, предложенный способ отвечает охраноспособности изобретения: новизне и изобретательскому уровню, а лабораторные испытания показали, что способ может быть промышленно использован. На чертеже представлены кривые тока и напряжения при импульсном питании согласно предлагаемому способу. На интервале времени t1-t2 горит дежурная дуга при минимальном токе 15-40 A. В это время за счет подачи проволоки, движения капли к соосному положению с электродом и движения сварочной ванны навстречу электроду, вследствие уменьшения газодинамического давления из-за резкого снижения тока происходит уменьшение длины дугового промежутка напряжения. При Uд=U3 включают импульс тока в момент времени t2. Под действием электромагнитных сил капля втягивается в столб дуги и движется в сторону ванны. В момент времени t3 происходят отрыв капли и ее ускорение в сторону сварочной ванны, а оставшаяся часть жидкого металла несколько оттесняется на боковую поверхность, создаются благоприятные условия для ввода тепла дуги в электрод, так как жидкая прослойка минимальна. На интервале t3-t4 осуществляется дозирование энергии на расплавление следующей капли. Момент начала дозирования определяют по всплеску напряжения дугового промежутка в момент времени t3. Так как при этом не учитывается энергия данного импульса, унесенная ушедший каплей, а учитывается только энергия на расплавление последней капли, то создаются условия для точной дозировки энергии и стабильности размеров капель. Благодаря осуществлению этого способа с точной дозировкой энергии на расплавление капель, обеспечивающего большую квазистабильность процесса на стадии капли, улучшается формирование шва во всех пространственных положениях.Формула изобретения
Способ импульсно-дуговой сварки преимущественно плавящимся электродом, при котором автоматически регулируют длину дугового промежутка путем изменения параметров импульсов сварочного тока в зависимости от напряжения на дуге, отличающийся тем, что параметры импульса сварочного тока изменяют путем дозирования энергии на расплавление капли, начиная с момента отрыва капли, который фиксируют по всплеску напряжения на дуговом промежутке.РИСУНКИ
Рисунок 1Похожие патенты:

Изобретение относится к контактным наконечникам горелки для дуговой сварки

Изобретение относится к области сварки и может быть использовано для сварки встык изделий из проката
Изобретение относится к области дуговой точечной сварки плавящимся электродом и может быть использовано для сварки электрозаклепками, в частности, при наплавке, а также в других технологиях

Изобретение относится к дуговой сварке в защитных газах, а именно, к конструкции автоматов и полуавтоматов для сварки плавящимся электродом и может быть использовано в машиностроении





Изобретение относится к сварке и наплавке плавящимся электродом и может использоваться, например, при дуговой сварке в среде защитных газов или под слоем флюса

Изобретение относится к сварочному производству, а точнее к способу электродуговой сварки в СО2 конструкций из углеродистых закаливающихся сталей, подвергающимся деформациям и динамическим нагрузкам

Изобретение относится к сварочной технике

Изобретение относится к сварке плавящимся электродом в среде защитных газов

Изобретение относится к дуговой сварке, в частности к электросварочным аппаратам переменного тока облегченной конструкции с пониженным входным током


Изобретение относится к электродуговой сварке и, более конкретно, к способу и системе для регулирования кривой вольт-амперной характеристики выходного сигнала сварочного аппарата с электроприводом от генератора переменного тока

Изобретение относится к технологии получения соединения с использованием сварки плавящимся электродом и может найти применение в тех отраслях народного хозяйства, где используется указанный вид сварки

Изобретение относится к электросварке и предназначено для дуговой электросварки на постоянном токе

Изобретение относится к сварке и может быть использовано для электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка

Изобретение относится к источникам питания постоянного тока преимущественно для электродуговой сварки неплавящимся электродом в среде инертных газов на небольшие токи (до 80 -100 А)

Изобретение относится к сварочной технике и может найти применение при сварке алюминия и его сплавов неплавящимся электродом в инертных газах
Изобретение относится к сварке и может быть использовано для сварки плавящимся электродом в защитных газах, порошковой проволокой, самозащитной легированной проволокой в различных пространственных положениях
www.findpatent.ru
Способ импульсно-дуговой сварки плавящимся электродом
ОП ИСАНИЕ
ИЗОБРЕТЕН ИЯ
Союз Советск их
Социалистические
Республик ()935226
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (6l ) Дополнительное к авт. свид-ву (22) Заявлено 22. 04. 80(21) 2935908/25-27 с присоединением заявки Ж (23) Приоритет
Опубликовано 15.06.82. Бюллетень М 22 Дата опубликования описания 15; 06. 82 (51)M. Кл.
В 23 К 9/16
Гооуааротеоеый комитет
СССР оо лелем изооретеиий и открытий
{53) УДК 621. 791. .753(088.8) (72) Авторы изобретения
Н.С. Барабохин и Н.В. Шиганой (71) Заявитель (54) СПОСОБ ИИПУЛЪСНОДУГОВОЙ СВАРКИ
ПЛАВЯЦИИСЯ ЭЛЕКТРОДОМ
Изобретение относится к сварке и может быть использовано при изготовлении сварных конструкций.
Известен способ импульсно-дуговой сварки металлов плавящимся электродом в среде защитных газов, обеспечивающей управление переносом электродного металла и повышение качества сварных соединений. Сущность его заключается в том, что, с целью управления переносом электродного металла, формированием шва и глубиной проваО ра, на непрерывно горящую дугу нормальной мощности налагают импульсы той же полярности, параметры которых обеспечивают усреднение тепловой мощности процесса. сварки за счет тепловой энергии дуги и жидкого металла расплавленной ванны. При этом параметры импульсов тока выбирают в сле20 дующих пределах: ток импульса I > (6-12) 1св, длительность импульса (1-3,5) 10 - с, частота следова.ния импульсов f = 25-300 Гц, скорость нарастания 5 = 700-5000 кА/с (13
Недостатком известного способа является то, что в сварных швах (особенно алюминиевых сплавов) имеют место несплавления между слоями, раковины и поры. Причиной их образования является недостаточная активация свариваемой поверхности, удаление со свариваемых кромок окисных плен дугой высокоскоростной сварки плавящимся электродом. Для этого требуется увеличение действующего значения сварочного тока, вызывающего увеличение количества наплавляемого металла, который, в свою очередь, препятствует указанной активации.
Наиболее близким по технической сущности и достигаемому положительному эффекту к предлагаемому является способ импульсно-дуговой сварки, в котором для повышения производительности, независимого управления термическим током, а также плавлением
935226 са
Способ сва крутизн
S ° 10 стота
f, Гц
100
1,8
Предлагаемый
1,8
800
100 5
100 5
800
1,8
Таблица 2
Расход гелия л/мин
О-и
Способ сварки
Режим
Параметры дополнительных импульсов
Базовый ток, I„A
Скорость сварки
Ч .м/ч сц амплидлительн.
t ° 10 с крутизн.
S «10
А/с часто та
rig
I туда
Ip,А
Предлагаемый
160
35
500 5 . !О 600
100 10 700
160
100
160
35 электродного металла, на дугу постоянного тока в процессе сварки перед наложением основных импульсов, обеспечивающих перенос электродного металла, налагают дополнительные импульсы, например, в таких соотношениях сварочного тока: амплитуда. тока ) > (2 -2,5) 1 в А или I и = (2-10) 1св,А; длительность t> = (3,5-15)10,с или t> = (0,1-0,9) 10,с; скорость so нарастания тока S = 30-700,кА/с
S = 700-7000, кА/с.
Применение этого способа для сварки алюминиевых сплавов больших толщин с использованием узкощелевой раз- 15 делки кромок позволяет повысить скорость сварки до 40 м/ч и значительно снизить уровень дефектов.
Однако при дальнейшем повышении скорости сварки увеличивается коли- щ чество дефектов в виде пористости и раковин.
Цель изобретения - повышение качества сварных соединений и повышение производительности путем активации 2S свариваемых кромок и удаления с них окисных плен в процессе сварки.
Поставленная цель достигается тем, что согласно способу импульсно-дуговой сварки, плавящимся электродом, зв при котором на дугу постоянного тока налагают основные и дополнительные
1 По 1000 10 500 импульсы тока, параметры дополнительных импульсов выбирают в следующих пределах: частота f 500-25000 Гц, скорость нарастания S 10 -1О А,дли7 тельность t 10 -10 с, амплитуда
1 10 -1О A.
Импульсы указанных параметров,не оказывая существенного влияния на перенос электродного металла, хорошо очищают от окислов и активируют свариваемые поверхности для образования связи с наплавляемым электродным металлом, при этом нет необходимости достигать глубокого проплавления.3а счет применения таких импульсов становится возможным существенное увеличение скорости сварки, значительно сокращается зона термического влияния, уменьшается количество выделенных хрупких составляющих по границам оплавленных зерен и повышается работоспособность сварных соединений.
Производится импульсно-дуговая сварка в среде гелия плавящимся электродом св 1201 2 мм на обратной полярности плит из сплава 1201 толщиной 16 мм с узкощелевой разделкой кромок шириной 6 мм горизонтальным швом на вертикальной плоскости..
Исследуемые параметры режимов сварки приведены в табл. 1 и 2.
Т а б л и ц а 1
Составитель А.Гаврилов
Редактор Н. Горват Техред А. Бабинец Корректор Я.Макаренко.Заказ 41 14/16 Тираж 1153 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д, 4/5
Филиал ППП "Патент", г. Ужгород, ул. Проектная, 5 9352
Результаты металлографических исследований и измерения макротвердости в поперечном сечении сварных соединений показывают их высокую степень однородности, мелкозернистую структуру и малую зону разупрочнения сварных соединений на режимах 1,2 и 3. Ширина зоны разупрочнения на одну сторону от середины шва составляет В/2 =
10-12 мм, что соответствует той же величине для способа электронно-лучевой сварки (ЭЛС).
Особенности структуры и малая зена разупрочнения вызывают существен- . ное повышение механических характе- 15 ристик. Так, при температуре испытания Ти д - 1960C коэффициент прочности сварных соединений составляет
0,7, а удельная работа деформации при статическом изгибе образцов с острым 2о надрезом (r = 0,025 мм), затраченная на развйтие (oLz) и распространение (а ) трещины соответственно сосР 2. г2 тавляет 0,17 кгс/см и 0,6 кгс/см
Для ЭЛС - Кл -- 0,7, ао =- 0,18 кгсм/см 25 . и а г = 0,63 кгсм/см, для известного
Я. способа К„ р= 0,65, ao = 0,16» àp =
0 „46. При Tycho — — 20 С аналогичные свойства составляют по предлагаемому способу Кпр = 0,68, а » = 0,14, аР = зф
0,48 для ЭЛС КлР= 0,70, ао = 0,14, аР = 0,42 для известного способа
Кпр= 0 65, а,= 0,12, аР = 0 35
Механические характеристики сварных соединений плит сплава 1201, полученные предложенным способам, имеют более высокие значения, чем по известному способу,. особенно при этом заметно превышение характеристик
26 6 вязкости а и аР, которые практически одинаковы с аналогичными для способа ЭЛС и на 15-204 превышают те же, полученные по известному способу.
За счет применения предложенного способа значительно сокращается зона термического влияния, увеличивается скорость сварки, уменьшается количество выделенных хрупких составляющих по границам оплавленных зерен,повышается работоспособность сварных соединений.
Формула изобретения
Способ импульснодуговой сварки, плавящимся электродом,при котором на дугу постоянного тока налагают основные и дополнительные импульсы тока, отличающийся тем, что, с целью повышения качества сварных, соединений и повышения производительности путем улучшения активации свариваемых кромок и удаления с них окисных плен в процессе сварки,. параметры дополнительных импульсов тока выбирают в следующих пределах: частота 500-25000 Гц, скорость нарастания тока 10 -10" А/с, длительность 10 - 10 4с, амплитуда 10 -10 А.
-5 — „З
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
8Г 162262, кл. В 23 К 9/16, 1963.
2. Авторское свидетельство СССР
Р 247430, кл. В 23 K 9/16, 1964 (прототип).



www.findpatent.ru










