Электродержатель для дуговой сварки. Электродержатель для электродов
Электрододержатели для сварки | ОБРАБОТКА МЕТАЛЛОВ
Конструкция электрододержателей должна удовлетворять следующим требованиям: а) надежное крепление сварочного провода и электрода; б) возможность быстрой установки электрода; в) минимальная масса; г) возможность вести сварку в труднодоступных местах; д) надежная изоляция токоведущих частей и др.
Защемляющий изолированный электрододержатель. От известных данный электрододержатель отличается тем, что все его токоведущие части защищены изоляционным материалом, а крепление электрода более прочное и надежное.
Электрододержатель (рис. 10) имеет цилиндрическую рукоятку 7, которая соединена винтом 5 с муфтой 6. В муфте подвижно установлена втулка 2 с кольцевой канавкой, в которую входят вставки 4. С муфтой 6 резьбой соединен прижим 3, имеющий наклонное отверстие. На втулке 2 винтом 9 закреплена изоляционная головка 1: Втулка и головка также имеют наклонное отверстие, соосное отверстию в прижиме, но несколько меньшего диаметра.
Электрод устанавливается в наклонные отверстия перечисленных деталей. После этого головку с электродом придерживают одной рукой, а другой вращают рукоятку 7 по часовой стрелке, при этом прижим 3 перемещается вправо и закрепляет электрод и головку в целом.
 Рис. 10. Изолированный электрододержатель.
Рис. 10. Изолированный электрододержатель.
Сварочный провод путем обжатия в специальном устройстве неподвижно крепится во втулке 8, припаянной к муфте 6.
Токоведущие части электрододержателя изготавливают из латуни или меди. Это обеспечивает хороший контакт с ними электрода, предотвращает приваривание и позволяет легко удалять огарок.
Рукоятку 8 и головку 1 изготавливают из изоляционного материала и полностью изолируют токоведущие части.
Срок службы такого электрододержателя в 2 раза и более выше промышленного, его внедрение позволило облегчить условия работы и повысить безопасность труда сварщиков.
Губчатый электрододержатель (рис. 11) предназначен для сварки и наплавки металла на повышенных режимах, когда происходит сильный нагрев. Применение промышленных электрододержателей в этих условиях затруднительно, так как они не обеспечивают нормального охлаждения токоведущих частей.
Особенностью губчатого электрододержателя является открытая зажимная контактная часть, обеспечивающая быструю смену электрода и интенсивное охлаждение. Зажимная часть выполнена в виде двух губок 1 с пружинящим кольцом 2. К кольцу припаяна медная трубка 3, служащая для подсоединения сварочного провода и являющаяся рукояткой. На трубку надевается изоляционный кожух 4 из резины или пластмассы. Сварочный провод присоединяется к медной трубке путем опрессовки или пайки.
Для быстрой установки электрода и удаления огарка концы губок отогнуты. Зажимная часть изготавливается из полосовой стальной ленты шириной 30 мм и толщиной 3 мм.
 Рис. 11. Губчатый электрододержатель.
Рис. 11. Губчатый электрододержатель.
Электрододержатель позволяет производить сварку и наплавку на режимах, которые на 30—50% выше, чем при работе с обычными электрододержателями. Он прост по конструкции и может быть изготовлен на любом предприятии.
Автором губчатого электрододержателя является новатор В. С. Шуйский.
Губчатый электрододержатель повышенной точности. Отличительная особенность этого электрододержателя заключается в конструкции его зажимных губок.
С целью повышения надежности крепления электрода (особенно малых размеров) и улучшения электрического контакта губка 1 (рис. 12) имеет продольное углубление 4, выполненное штамповкой, а губка 2 на участке установки электрода заужена на 2/з ее ширины с двух сторон. Такая конструкция губок всегда обеспечивает при любом угловом положении электрода 3 касание его с губками в трех участках 5, 6 и 7.
Комбинированный электрододержатель для сварки в различных условиях. Конструкция этого электрододержателя разборная. На текстолитовом корпусе 4 (рис. 13, а) смонтирован с одной стороны узел закрепления токоподводящего провода, а с другой — сменные сварочные головки. Узел для закрепления провода включает в себя зажимную втулку 1 из изоляционного материала и конусный наконечник 2.
Конусные поверхности втулки и наконечника служат для защемления оголенного конца. Защемление осуществляется при вращении втулки по часовой стрелке. Жилы провода в конусном отверстии располагаются веерообразно, что обеспечивает увеличение площади контакта его с токоведущим конусом.
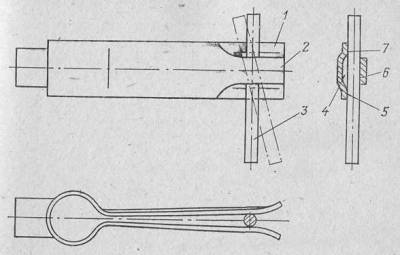 Рис. 12. Губчатый электрододержатель повышенной точности.
Рис. 12. Губчатый электрододержатель повышенной точности.
Для передачи сварочного тока от конуса к головке служит медный стержень 3, который резьбой сняла и с упором 5 головки. Кроме упора головка имеет токопроводящую втулку 6, установленную неподвижно в текстолитовом стакане 7. В стакане и втулке выполнено отверстие для размещения и зажима электрода. Зажим электрода осуществляется торцом упора 5 при вращении корпуса 4 относительно стакана.
Предложенная конструкция электрододержателя предназначена для работы в труднодоступных местах, однако может быть успешно использована для обычных условий сварки путем замены описанной головки другими, например губчатой головкой (рис. 13, б).
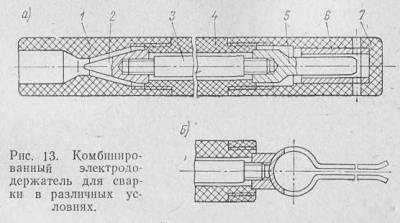
Достоинством комбинированного электрододержателя перед известным является то, что он собирается из простых деталей. Токоведущие детали электрододержателя полностью изолированы и обеспечивают надежный электрический контакт с малым сопротивлением, что уменьшает температуру нагрева и облегчает удаление огарка электрода.
Комбинированный электрододержатель разработан и внедрен новатором М. Э. Васильевым.
Электрододержатель для сварки цветных металлов. Электродуговая сварка цветных металлов сопряжена с определенными трудностями. Для качественной сварки металлическими электродами требуются высокая квалификация сварщика, трудоемкая подготовительная работа и специальное сварочное оборудование. Не каждое предприятие располагает такими возможностями, поэтому во многих случаях применяется сварка при помощи графитовых электродов. Для закрепления этих, электродов используются электрододержатели, отличающиеся от обычных, применяемых для сварки металлическим электродом. Один из таких электрододержателей показан на рис. 14. Корпус 1 держателя изготовлен из двух стальных полос в виде пружинной вилки, на которой закреплены экран 2 и изоляционная ручка 3. На губках вилки с внутренней стороны имеются медные накладки 5, между которыми устанавливается графитовый электрод 6. Сварочный провод крепится к корпусу при помощи винта 4.
В связи с выделением большого количества тепла и разбрызгиванием металла в процессе сварки корпус имеет несколько удлиненную форму, что вместе с защитным экраном создает нормальные условия работы.
Держатель не представляет сложности в изготовлении на любом предприятии.
Электрододержатели для воздушно-дуговой резки. Воздушно-дуговая резка металлов применяется в тех случаях, когда невозможно использовать газокислородную резку, например, при резке чугуна, нержавеющих сталей, цветных металлов и других материалов. Резка осуществляется графитовым электродом с подачей в зону дуги струи сжатого воздуха давлением 4 - 5 кгс/см2 от промышленной магистрали. Для закрепления электродов применяются различные конструкции электрод одержателей.
 Рис. 14. Электрододержатель для сварки цветных металлов.
Рис. 14. Электрододержатель для сварки цветных металлов.
Рычажно-пружинный электрододержатель (рис. 15) нашел широкое применение на Ижорском заводе им. А. А. Жданова. В изоляционной рукоятке 5 расположен трубчатый токовод, на одном конце которого имеются штуцер 6 и узел 7 для крепления сварочного провода. На другом конце токовода смонтирован рычажный узел для закрепления графитового электрода, состоящий из рычага 9 с подвижной губкой 10, неподвижной губки 1, закрепленной на конце токовода, и пружины 8. Подвижная и неподвижная губки соединены шарниром 2. Выступающая из рукоятки часть токовода закрыта теплостойкой изоляцией 3. Рукоятка 4 соединена с вентилем для регулировки подачи сжатого воздуха.
Электрододержатель, показанный на рис. 16, создан на базе промышленного электрододержателя для сварки путем его модернизации.
На существующем тоководе 1 установлена медная трубка 2 со штуцером 3. Штуцер может быть припаян к тоководу, или закреплен другим способом. Для установки трубки используется имеющаяся на тоководе канавка. Свободный конец трубки направляется параллельно устанавливаемому электроду.
Переделка промышленного электрододержателя не требует больших затрат времени и средств. Достаточно снять изоляторы, в двух местах фрезой диаметром 3 мм сфрезеровать две перемычки, установить и закрепить трубку со штуцером. Кроме этого, круглым напильником необходимо выпилить две радиусные канавки на контактных губках.

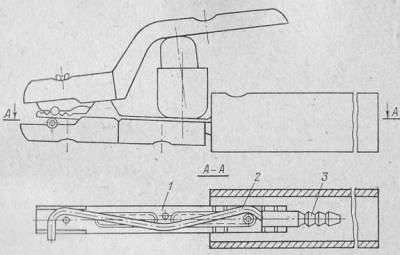 Рис. 16. Модернизированный промышленный электрододержатель для воздушно-дуговой резки.
Рис. 16. Модернизированный промышленный электрододержатель для воздушно-дуговой резки.
Электрододержатель разработан в Ленинградском проектно-технологическом бюро Главленавтотранса и внедрен на заводе ПТО им. С. М. Кирова и других предприятиях.
Электровоздушный строгач. В сварочной лаборатории треста «Союзпромбуммонтаж» разработан электровоздушный строгач, отличительными особенностями которого являются кольцевая подача сжатого воздуха и цанговый зажим угольного электрода (рис. 17).
К трубке 5 слева припаян корпус 17 головки строгача, справа — втулка 6. Сверху трубки 5 намотан асбестовый шнур 18. В головке смонтирован цанговый зажим, состоящий из цанги 4, нажимной гайки 2 и изоляционной рукоятки 1, прикрепленной к гайке винтами 3. В нижней части головки установлен наконечник 15 из асбоцемента, закрытый кожухом 14 с двумя винтами 16.
К торцу втулки 6 припаян штуцер 9, на который надет шланг 10 с размещенным в нем токоведущим проводом 11. На втулке винтами 7 закреплена изоляционпая рукоятка 8. На свободном конце шланга установлен штуцер 13 с клеммой 12.
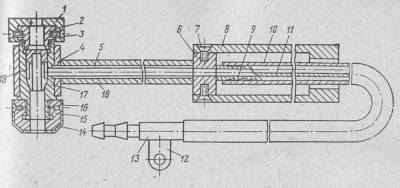 Рис. 17. Электровоздушный строгач.
Рис. 17. Электровоздушный строгач.
В цанговом зажиме можно закреплять угольные электроды диаметром 6, 8 и 10 мм, при этом между угольным электродом и внутренней поверхностью отверстия корпуса образуется кольцевой зазор 19. время горения дуги через этот зазор в зону резки поступает под давлением кольцевая струя сжатого воздуха, который подается по шлангу 10.
Преимуществами электровоздушного строгача перед другими являются: а) небольшая масса; б) интенсивное охлаждение головки, что увеличивает срок службы строгача и дает возможность работать на повышенных режимах; в) равномерное сгорание угольного электрода и работа при любом наклоне головки в процессе обработки; г) исключение забрызгивания контактных частей головки каплями расплавленного металла.
Электровоздушный строгач работает при токе до 500 А и давлении воздуха 4—6 кгс/см2.
Автор - svarka
mgplm.org
Сварочные электрододержатели » Портал инженера
Электрододержатель предназначен для крепления электрода, подвода к нему сварочного тока и манипулирования электродом при сварке. Электрододержатель должен быть по возможности легким, обеспечивать хороший электрический контакт, позволять вести работу без приложения сварщиком длительного усилия. Кроме того, электрододержатель должен обеспечивать надежное крепление электрода в различных положениях, чтобы исключить возможность изгиба последнего при сварке в труднодоступных местах.
Существуют универсальные и специализированные электрододержатели. Требования к универсальным электрододержателям регламентированы ГОСТ 14651 - 69, определяющим, в частности, основные их параметры см. в таблице ниже.
Таблица
| Номинальный сварочный ток, А | Ориентировочный диаметр электрода, мм | Продолжительность работы ПР%, при цикле длительностью 5 мин | Сечение токоподводящего кабеля, мм2 | Масса электрододержателя (не более), кг |
| 125 | 1 - 3 | 60 | 25 | 0,35 |
| 315 | 3 - 6 | 50 | 0,50 | |
| 500 | 6 - 8 | 70 | 0,70 |
Согласно ГОСТу электрододержатель должен обеспечивать возможность, крепления электрода не менее чем в двух положениях; под углами 90 и 115° к его оси. На смену электрода должно затрачиваться не более 4 сек. Превышение температуры наружной поверхности рукоятки над температурой окружающей среды допускается не более чем на 55° С.
Электрододержатели различаются по способу крепления электрода. Наибольшее распространение получили электрододержатели вилочные и пластинчатые как показано на рисунке 1. Они просты в изготовлении, имеют небольшую массу и позволяют быстро менять и устанавливать электрод под разными углами. Однако они не всегда обеспечивают хороший контакт с электродом, что приводит к подгоранию контактных поверхностей. Эти электрододержатели имеют много незаизолированных металлических поверхностей, что приводит часто к коротким замыканиям.
На рисунке 1 в, показан пружинный электрододержатель рычажного типа. Пружинные и рычажные электрододержатели имеют большие габариты и массу, чем вилочные, и более сложную конструкцию. Они обеспечивают надежный электрический контакт с электродом. Надежная защита всех наружных металлических поверхностей позволяет применять их для работы в местах, опасных в отношении поражения электрическим током.
 |
Рис. 1 Различные виды электрододержателей для ручной дуговой сварки
Некоторое распространение получил электрододержатель, позволяющий почти полностью исключить огарки и снизить время крепления электрода в электрододержателе. Безогарковый электрододержатель (рис. 1, д) состоит из стержня 1 с рукояткой 2 и провода 3. Поверхность стержня 1 покрыта изоляционным слоем. Электрод не зажимается, а приваривается к концу стержня за счет возбуждения дуги между торцами и последующего быстрого соприкосновения. В процессе сварки электрод расплавляется полностью, после чего прихватывается следующий электрод. Для ускорения и облегчения прихватки электродов к электрододержателю служит стакан, на дне которого уложена медная или графитовая пластина. Сверху стакан имеет керамическую или асбестоцементную плитку толщиной 20 - 30 мм с отверстиями, в которые углубляются концы электродов. Возникающая при приварке торца электрода к электрододержателю дуга горит внутри плитки, невидимо для глаз.
Наряду с универсальными разработано много специализированных электрододержателей, предназначенных для сварки определенных швов или изделий. Существуют конструкции электрододержателей для сварки несколькими электродами (рис. 1, г) и для сварки трехфазной дугой. Однако они большей частью сложны и тяжелы, что в значительной мере ограничивает применение трехфазной и многоэлектродной сварки.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
Источник: https://www.welding.su
Обсудить на форумеingeneryi.info
электродержатель для ручной электродуговой сварки - патент РФ 2159172
ФОРМУЛА ИЗОБРЕТЕНИЯ
Электрододержатель для электродуговой сварки штучным металлическим плавящимся электродом, состоящий из рукоятки, токоподвода с ложементом, в котором выполнены канавки с упорами для ограничения длины закрепляемой части электрода, и подпружиненного прижима с рычагом, выступающим над рукояткой, отличающийся тем, что в упорах выполнены вертикальные по отношению к плоскости ложемента канавки с размерами, соответствующими максимальному диаметру закрепляемого электрода, сопряженные с канавками ложемента на всю их глубину.www.freepatent.ru
Какие требования предъявляются к электрододержателям?
Какие требования предъявляются к электрододержателям?
П. 1.1, 2.2, 2.3, 2.4, 2.5, 2.7, 2.11, 3.1 ГОСТ 14651-78 «Электрододержатели для ручной дуговой сварки. Техническое условие».
ЭIII-2-39 ПТЭ и ПТБ.
Электрододержатели должны обеспечивать установку в надежное закрепление покрытых металлических электродов в диапазоне диаметров от 1,6 до 10 мм (в зависимости от типа электрододержателя).
Предусматривается 6 типов электрододержателей:
- ЭД-12 – рассчитан на сварочный ток 125 А;
- ЭД-20 – рассчитан на сварочный ток 200 А;
- ЭД-25 – рассчитан на сварочный ток 250 А;
- ЭД-31 – рассчитан на сварочный ток 315 А;
- ЭД-40 – рассчитан на сварочный ток 400 А;
- ЭД-50 – рассчитан на сварочный ток 500 А;
Электрододержатели должны обеспечивать закрепление электрода в одной плоскости не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Конструкция электрододержателя должна обеспечивать замену электрода в течение не более 4 с.
Электрододержатели должны быть снабжены рукояткой; у которой длина участка, охватываемая рукой сварщика, должна быть не менее 110 мм. Поперечное сечение рукоятки должно вписываться в круг, диаметром в которого не должен превышать 36 мм – для электрододержателей на номинальный ток до 315 А включено и 40 мм – для электродержателей на номинальные сварочные токи 400 и 500 А.
На участке рукоятке, охватываемой рукой сварщика, должно быть рифление или предусмотрены другие меры, исключающие проскальзывание руки в рукавице или перчатке по поверхности рукоятки.
Изолирующие детали электрододержателей, расположенные в области крепления электрода, должны быть изготовлены из материала, стойкого к тепловому воздействию сварочной дуги. Теплостойкость по Мартенсу материалов этих деталей должна быть не менее 250° С.
Наработка на отказ устройства для зажима электрода должна быть не менее 6000 циклов при доверительной вероятности 0,8.
Токопроводящие части электрододержателя должны быть изолированы и должна быть обеспечена защита от случайного соприкосновения с ними руки сварщика или свариемого изделия. Сопротивление изоляции токопроводящих частей электрододержателей при нормальных климатических условиях должно быть не менее 5 Мом.
Рукоятка электрододержателя должна быть выполнена из токонепроводящего материала. Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В частотой 50 Гц. Не освобожденная от изоляции часть сварочного кабеля должна входить внутрь рукоятки электрододержателя на глубину, равную двум наружным диаметрам кабеля, но не менее 30 мм.
Превышение температуры наружной поверхности рукоятки на участке, охватываемой рукой сварщика над температурой окружающего воздуха не должно быть более 40° С.
trudova-ohrana.ru
Сварочные приспособления
Сварочные аппараты должны комплектоваться необходимыми принадлежностями - электрододержателем, зажимом для присоединения провода к изделию, сварочными проводами необходимой длины, рассчитанными на всю зону обслуживания, защитным щитком и диэлектрическим ковриком. Особое внимание следует уделить подбору электрододержателя, так как от того, насколько удобен он будет в работе, во многом зависит ее качество.
Электрододержатель
Электрододержатель — приспособление, предназначенное для закрепления электрода и подведения к нему электрического тока. Промышленностью выпускается несколько стандартных видов электрододержателей (рис.1). Различают винтовые, пластинчатые, вилочные и пружинные электрододержатели. Основные требования, которым должен удовлетворять этот инструмент - удобство, надежное закрепление электрода и хороший электрический контакт в месте его крепления.
Рукоятка инструмента должна изготавливаться из негорючего диэлектрического и теплоизоляционного материала, токопроводящие части должны быть надежно заизолированы и защищены от случайного прикосновения к ним. Разница температур наружной поверхности рукоятки на участке, который охватывает рука сварщика, и окружающей средой должна быть не больше 40°С при номинальном режиме работы.
Среди многообразия применяемых электрододержателей наиболее безопасными являются пружинные конструкции, которые выдерживают без ремонта до 10 тысяч зажимов. Применение самодельных электрододержателей (что иногда можно встретить на практике) или инструментов с нарушенной изоляцией недопустимо.
При сварке постоянным током допускается применение электрододержателей с изоляцией только рукоятки. Конструкция такой рукоятки должна исключать создание токопроводящих мостиков между наружной поверхностью рукоятки и деталями, находящимися под напряжением. Такие электрододержатели имеют предостерегающую надпись: «Применять только для постоянного тока».
 |  |
| Рис. 1. Электродержатели: А — пружинный; Б — вилочный; В — пластинчатый; Г — винтовой; 1 — зажим электрода; 2 — кабель | Рис. 1 А. Токоподводящие зажимы: А — с пружинным зажимом; Б — с винтовым зажимом; В — с винтовой струбциной |
Сварочные щитки
Сварочные щитки выпускают двух типов: ручные и головные. Их изготавливают из негорючих материалов с матовой гладкой поверхностью черного цвета и снабжают защитными светофильтрами, защищающими глаза сварщика от действия инфракрасных и ультрафиолетовых лучей сварочной дуги. Подбор светофильтров осуществляют в зависимости от особенностей зрения сварщика, величины сварочного тока, состава свариваемого металла, вида дуговой сварки и защиты сварочной дуги.
Современной отечественной промышленностью выпускается 13 светофильтров, регламентируемых ГОСТ 12.4.035-78, имеющих наружные размеры 52 х 102 мм. Светофильтры вставляют в рамку щитка и защищают снаружи обычным стеклом, которое периодически меняют, так как оно покрывается каплями металла. Светофильтры, рекомендуемые для применения в процессе сварки дуговым методом, отражены в таблице.
Светофильтры для дуговой сварки
| Метод сваривания | Значение тока, А для светофильтров | ||||||||||||
| С-1 | С-2 | С-3 | С-4 | С-5 | С-6 | С-6 | С-7 | С-8 | С-9 | С-10 | С-12 | С-13 | |
| Дуговая сварка плавящимся электродом | - | - | 15-30 | 30-60 | 50-150 | 150-275 | 275-350 | 350-600 | 600-700 | 700-900 | 900 | - | - |
| Дуговая сварка тяжелых металлов плавящимся электродом в среде инертного газа | - | - | 20-30 | 30-50 | 50-80 | 80-100 | 100-200 | 200-350 | 350-500 | 500-700 | 700-900 | 900 | - |
| Сварка легких сплавов плавящимся электродом в среде инертного газа | - | - | - | 15-30 | 30-50 | 50-90 | 90-150 | 150-275 | 275-350 | 350-600 | 600-800 | 800 | - |
| Сварка вольфрамовым электродом в среде инертного газа | - | - | 01.10.15 | 15-20 | 20-40 | 40-80 | 80-100 | 100-175 | 175-275 | 275-300 | 300-400 | 400-600 | 600 |
| Сварка плавящимся электродом в среде углекислого газа | 30-60 | 60-100 | 100-150 | 150-175 | 175-300 | 300-400 | 400-600 | 600-700 | 700-900 | - | - | - | - |
Для обеспечения оптимальных условий работы сварщика с учетом индивидуальных особенностей его зрения рекомендуется кроме светофильтров, приведенных в таблице, использовать светофильтры на один номер больше или меньше. Если в этом случае оптимальные зрительные условия сварщика не будут достигнуты, необходимо проверить освещенность и зрение сварщика.
Кабели и сварочные провода
Кабели и сварочные провода должны быть многожильными, рассчитанными на плотность тока до 5 а/мм² при токах до 300 А. Их сплетают из большого числа отожженных медных проволочек диаметром 0,18 — 0.20 мм. Длина сварочного провода определяется исходя из условий сварки, но в любом случае не рекомендуется применять провода длиной более 30 м, так как это вызывает большое падение напряжения в сварочной цепи.
Токоведущие провода надежно подсоединяют при помощи специальных зажимов, некоторые конструкции которых приведены на рис. 1А. Использование самодельных удлинителей, скруток, кусков и обрезков металла для этой цели недопустимо.
build.novosibdom.ru
Изготовление электродержателей / Информация / rmp
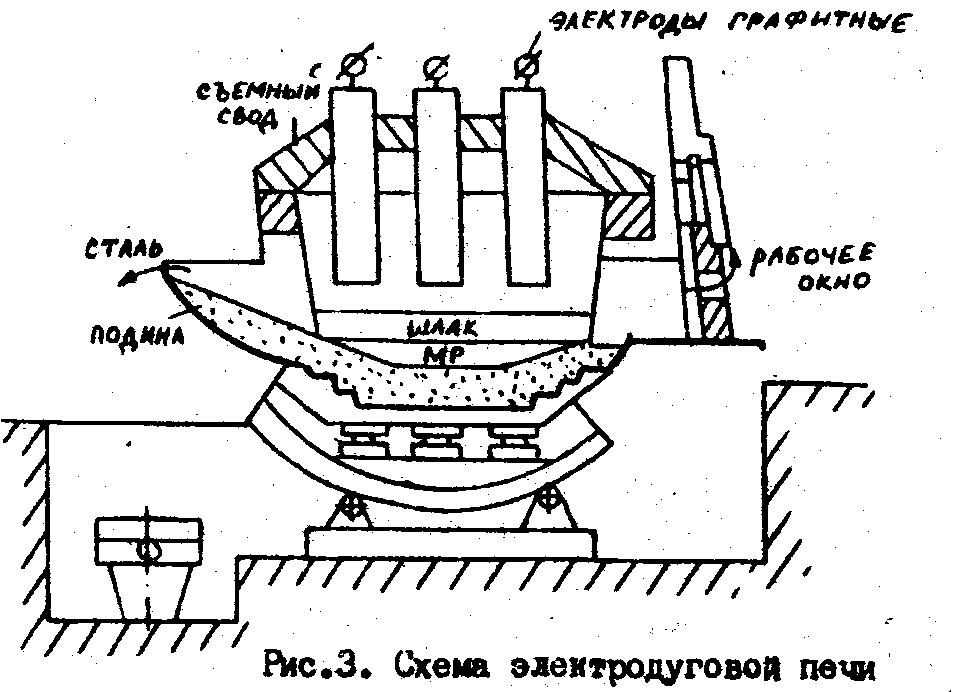
Электродержатель для дуговой печи – это токопроводящая консоль (ферма, кронштейн), необходимая в электрометаллургическом производстве. Основная функция электродержателя – фиксирование электрода на подвижной каретке и подача тока к электроду от кабеля.
Электродержатель для дуговой печи состоит из следующих элементов:
- - головка с контактными щетками;
- - рукав;
- - система фиксации электрода;
- - токовод.
Зажимной механизм обеспечивает независимый подъем и опускание каждого электрода.
Преимущества наших электродержателейНаше ремонтно-механическое предприятие осуществляет изготовление электродержателей для печей и других деталей для литейного производства по чертежам заказчика. В ООО «РМП» можно купить уже готовую продукцию, спроектированную и изготовленную нашими специалистами.
Наши электродержатели для дуговой печи соответствуют требованиям, предъявляемым к оборудованию для сталеплавильного производства:
- обеспечивают надежную крепкую фиксацию электродов в дуговых печах любого типа;
- гарантируют минимальные потери электричества на контакте с графитовым электродом;
- обеспечивают вертикальный перепуск электрода;
- кронштейны для печей наделены устойчивостью к тепловым нагрузкам, возникающим в результате воздействия тока и расплава;
- электродержатели не допускают попадания в рабочую часть дуговой печи жидкости из системы охлаждения, что могло бы привести к аварийной ситуации;
- конструкции обладают достаточной жесткостью, что исключает риск их провисания под тяжестью электрода и предупреждает возникновение вибрации.
Изготовление электродержателей для печей – узкоспециализированная услуга, требующая наличия высокотехнологичного оборудования и квалифицированных рабочих. Вероятность покупки некачественной оснастки для плавильных печей в нашей компании равна нулю. Вся изготовляемая нами продукция подвергается предварительному тестированию. Технологи внимательно следят за каждым этапом производства, поэтому на свой товар мы уверенно даем гарантию.
Изготовление электродержателей для печей происходит при помощи современных цифровых и компьютерных разработок. Комплектующие и узлы для металлургической промышленности выполняются из качественной легированной стали, что является гарантией долговечности и высокой прочности изделий. Поверхности всех деталей подвергаются тщательной обработке на станках с числовым программным управлением, что исключает вероятность ошибок и сокращает время выполнения заказа.
Поскольку мы не посредники, а являемся непосредственными изготовителями, купить электродержатель для дуговой печи у нас можно по самой выгодной цене.
Рекомендуем прочитать:
Запчасти к экскаваторам ЭКГ
rmp74.ru
Электродержатель для дуговой сварки
№ 62045
Класс 21h, 301а
СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Г. П. Михайлов
ЗЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ
Заявлено 29 августа 1940 г. за № 34907/315672 в Народный Комиссариат строительных материалов СССР
В известных электрододержателях для дуговой сварки на трехфазном токе при помощи двух изолированных друг от друга электродов последние занимают неизменное положение относительно оси держателя.
Предлагаемый электрододержатель для сварки двумя спаренными, изолированными друг от друга, электродами выполнен так, что дает возможность располагать электрод под любым углом к оси держателя, Это достигается тем, что пластинчатые зажимные губки для одного электрода располагаются перпендикулярно к таким же губкам другого электрода, у которого зажимаемый конец отогнут на 90 по отношению к оси первого электрода.
На фиг. 1 изображен схематически предлагаемый держатель. Цифрами 1 и 2 обозначены ветви держателя, цифрами 8 и 4 — отверстия для болтов, которые должны быть изолированы от ветвей 1 — 2. Электрод может, вращаясь в губках ветви 2 держателя, перемещаться в губках ветви 1 и может встать или перпендикулярно к оси держателя, илп под углом.
При таком способе закрепления направление обоих электродов может быть или вдоль оси шва (фиг. 2), или поперек ее (фиг. 3).
На фиг. 4 показан держатель в разрезе по А-А на фиг. 1. Здесь цифрами 5 показаны медные или алюминиевые шины, 6 — изоляционные прокладки, 7 — асбестовая обмотка, 8 — изоляционная лента.
Подвод тока осуществляется проводами, как показано на фиг. 5.
Связывание электродов осуществляется проволокой, а так как один или оба электрода имеют толстое качественное покрытие, то короткого замыкания между электродами не происходит.
Лв 62045
Предмет изобретения
Электрододержатель для дуговой сварки двумя спаренными изолированными друг от друга электродами, преимущественно при сварке трехфазным током, отл и ч а ющи и ся тем, что, с целью получения возможности располагать электрод под любым углом к оси держателя, пластинчатые зажимные губки для одного электрода расположены перпендикулярно к таким же губкам другого электрода, у которого зажимаемый конец отогнут на 90 по отношению к оси другого электрода.
Фиг 5
Qoo з аи шип
Риг,З
Редактор Ю. Б. Городецкий Техред А. А. Камышникова Корректор В. Андрианова
Полн. к печ. 15/III — 62 г
Зак. 333/2
Объем 0,18 изд. л.
Цена 5 кон.
Типография, пр. Сапунова, 2.
Д ось шда
Фиг. 2
Формат бум. 70 )(108 /ц
Тираж 200
ЦБТИ при Комитете по делам изобретений и открытий при Совете Министров СССР
Москва, Центр, М. Черкасский пер., д. 2/6


www.findpatent.ru