







Электроды Э42: технические характеристики и аналоги. Длина электрода 3 мм
Размеры электродов для сварки

На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
")
При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.

Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
- АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
svarkagid.com
Электроды Э42: технические характеристики и аналоги
Сварка считается одним из наиболее надежных способов соединения стальных деталей. Существует несколько методик выполнения данной работы с использованием различных марок электродов.

Домашние мастера предпочитают применять технологию ручной дуговой сварки и электроды Э42. Судя по многочисленным отзывам потребителей, данный тип пользуется очень большим спросом. Информация о технических характеристиках электродов Э42 содержится в статье.
Знакомство
Электроды Э42 (ГОСТ №№ 9466, 9467) представляют собой металлические стержни, оснащенные специальным покрытием. Во время сварочных работ они используются в качестве вспомогательных присадочных материалов.

На современном рынке ассортимент данных изделий достаточно широк. Потребитель может приобрести электроды Э42 диаметром: 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
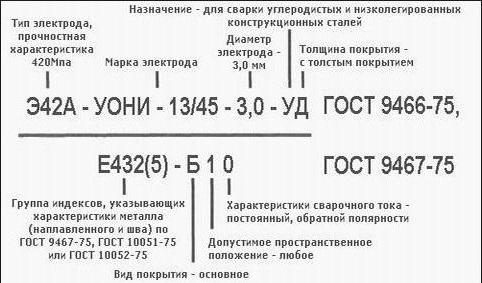
Аббревиатура
Необходимая информация о присадочном материале может быть почерпнута из его маркировки:
- Буква «Э» указывает на то, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режимов.
- Обозначение «42» свидетельствует о том, что наплавленный материал обладает прочностью 420 МПа.
Предназначение
Электроды Э42 используются для работы с деталями, изготовленными из углеродистой стали. Изделия применяются как домашними умельцами в быту, так и профессиональными сварщиками в ремонтных мастерских и во многих сферах промышленности для создания соединений пониженной ответственности. Сварочные работы можно осуществлять практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Обусловлено это тем, что созданные данными электродами наплавления не способны выдерживать больших нагрузок. Поэтому для соединения тех стальных деталей, на которые оказывается постоянное давление большого веса, применять электроды Э42 нежелательно.
Химический состав
В производстве электродов Э42 используются следующие химические элементы:
- Углерод. Его содержание в присадочном материале не превышает 0,12%.
- Марганец – 0,7%.
- Кремний – 0,3%.
- Сера – 0,03%.
- Фосфор – 0,03 %.
Технические характеристики
Электроды Э42 обладают следующими свойствами:
- Показатель временного сопротивления к разрыву составляет 420 МПа.
- «Наплавка» - 10 г/Ач.
- Размер стержня не превышает 400 мм. Электроды Э42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварка выполняется при температуре от – 20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг наплава.
- Шов обладает ударной вязкостью в 150 Дж/см. кв. при температуре +20 градусов. Вязкость при –40 градусов составляет 35 Дж./см. кв.
- Удлинение шва не превышает 22 %.
Особенности изделий
- Электроды данного типа, несмотря на их габаритные размеры, обладают неизменными химическим составом, физическими свойствами и механическими характеристиками. Осуществляя сварочные работы с одним и тем же материалом, мастер может воспользоваться присадочным веществом различной длины. На качестве соединения это никак не отразится.
- Судя по отзывам потребителей, шлаковую корку, образовавшуюся в результате кристаллизации шва, легко удалить.
- Если соблюдаются все правила технологии сварочных работ, то для шва характерна однородность: микропоры и пустоты в нем отсутствуют.
- Шов обладает прочностью и пластичностью.
- Процесс сварки с использованием данных электродов достаточно прост. В ходе работы отсутствует растекание горячего наплавляемого материала по поверхности и сильное разбрызгивание горячего металла. Поэтому применять электроды данного типа сможет даже непрофессиональный сварщик.
- При использовании Э42 многими потребителями отмечено быстрое зажигание дуги, которая характеризуется стабильностью.
- При помощи электродов Э42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщиками используется обратная полярность.
Некоторых потребителей интересует вопрос о том, можно ли использовать электроды типа Э42 для соединения деталей из нержавейки? Как утверждают опытные сварщики, для качественной проварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, для которых характерно пропорциональное содержание хрома и никеля. Электроды типа Э42 в этом случае не подойдут. Образовавшийся шов будет обладать сниженными механическими свойствами и подвергаться коррозийным процессам. В результате такая сварка окажется бессмысленной.
Аналоги электродов Э42

При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
- «Огонек». При помощи данных электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы осуществляются за счет короткой или средней дуги. Разбрызгивание минимизировано.
- «АНО-17». Данные электроды предназначаются для соединения толстых металлов. Их применение характеризуется образованием длинных сварных швов.
- «ВСЦ-4». Данная марка применяется для сварочных работ с трубопроводом.
- «ВСЦ-4М». При помощи этих изделий обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих малую толщину. Электроды обладают низкой токсичностью.
- «ОМА-2». Сварщик применяет удлиненную дугу. Используя данные электроды, можно сваривать отвесные металлоконструкции, толщина которых варьируется в пределах 0,8-3 мм. Для этого присадочного материала характерна низкая проплавляющая способность. Сварочные работы с «ОМА-2» осуществляются на окисленной поверхности.
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.
Производители
В России данные электроды изготавливают на предприятии «СпецЭлектрод» в Москве и Уральском электронном заводе. Электроды также импортируются из Швеции, США и Японии.

В заключение
Присадочные материалы типа Э42 обладают универсальными техническими характеристиками. Данные электроды пользуются большой популярностью у новичков и специалистов, выполняющих сварочные работы любой степени сложности.
fb.ru
Сварочные электроды МР 3:характеристики,размеры,особенности наплавки
Большинство специалистов смогло убедиться на собственном опыте, что для сварки сталей, обладающих низким уровнем легирования, хорошо подходят электроды МР-3. Если сравнивать с другими марками, то для данного применения именно они обладают наиболее подходящими характеристиками и свойствами. Это достаточно качественные присадочные материалы, которые соответствуют мировым стандартам качества. Одним из главных их преимуществ является то, что они обладают высокой производительностью, благодаря чему находят широкое применение во многих сферах производства, не говоря уже о честной среде.

Электрод для сварки марки МР-3
Если сварка проводится с зазорами, то нужно использовать минимальные токи, указанные в технических характеристиках. В ином случае, это может привести к образованию пор. Изделия обладают хорошими санитарно-гигиеническими показателями, так как во время их сгорания в атмосферу выделяется всего 0,6 г марганца. Здесь нет особых требований к чистоте поверхности, так что соединение можно проводить при наличии ржавчины, грязи и влаге.

Сварочные электроды МР-3
Для работы с данной маркой подходит обыкновенный сварочный трансформатор стандартных мощностей. Электроды МР-3 могут производить сваривание деталей средней и большой толщины, причем качество соединения будет соблюдаться полностью на всей глубине проварки. Для создания шва специалисты рекомендуют применять короткую или среднюю длину дуги, чтобы соединение было максимально надежным по всей длине шва. Перед использованием материал желательно прокалить, но не более часа. Расходные материалы одинаково хорошо показывают себя как при сварке постоянным током, так и переменным. Удобно ими работать и при создании вертикальных, а также потолочных швов.

Электрод МР-3 для создания вертикальных и потолочных швов
По окончании работ шлак весьма легко отделяется, чтобы можно было проверить качество соединения визуально. Для специалистов это очень удобно, так как не нужно прилагать много усилий для этого. Большинство преимуществ данной марки обусловлено тем, что она имеет специальное покрытие, которое обладает уникальным химическим составом. В обмазке находится кремний, сера, углерод, фосфор и марганец. Она обеспечивает постоянство горения, а также хороший обжим дуги, вне зависимости от положения и способа сваривания. Качество проявляется даже в тех случаях, когда поверхность основного металла сильно окислена.

Сварочные электроды МР 3 со специальным покрытием
Область применения 
Сварочные электроды МР-3 имеют достаточно широкую область применения, так как низколегированные стали, для работы с которыми они предназначены, встречаются практически во всех областях промышленности. В частности, это могут быть толстые трубопроводы, которые рассчитаны на высокое давление. Специальная обмазка обеспечивает независимости от внешних условий и надежную защиту электрической дуги.
Надежность соединения обеспечивает применение в области машиностроения, а не только создания металлоконструкций. Также с их помощью заваривают треснувшие резервуары и другие герметичные емкости. Эта марка находит применение и в судостроении, где ответственность качества шва является очень высокой. В своем роде это один из наиболее оптимальных вариантов, так что при любых работах с низколегированными металлами стараются использовать такие электроды.

Электроды МР-3
Технические характеристики
Если рассматривать технические характеристики электродов МР-3, то они будут зависеть не только от размеров материала, но и от его химического состава.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,2 | 0,5–0,8 | 0,04 | 0,045 |
Но для специалистов, которые подбирают марку под те условия, в которых будут эксплуатироваться уже сваренные детали, рассматривают механические свойства. Это помогает сделать точный выбор исходя из соотношения цены и качества среди имеющихся вариантов. Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Рассмотрев в электродах МР-3 характеристики, обозначить, какой сварочный ток соответствует выбранному диаметру. Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
Диаметр электрода, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
3 | 100…140 | 80…100 | 80…110 |
4 | 160…220 | 140…180 | 140…180 |
5 | 180…260 | 160…200 | – |
Обозначение и расшифровка
Электроды МР-3 синие в своей аббревиатуре содержат обозначения, что «М» это материал с тонким рутилово-ильменитовым покрытием, который «Р» соответствует высоким требованиям ко шву. «3» означает, что это третья модель завода, выпускающего данные электроды.

Сварочные электроды МР-3 диаметром 3 мм
Производители:
- Стандарт;
- Ресанта;
- Вистек;
- ЭконПлюс;
- Эра;
- Монолит.
svarkaipayka.ru
Выбор электрода для сварки разных материалов и режимов
В процессе выбора электродов для сварки нужно обращать внимание на ряд важнейших характеристик. Лишь правильно подобрав данные приспособления, можно рассчитывать на высокое качество и производительность сварочных работ. Поэтому к процессу выбора сварочных электродов рекомендуется подходить максимально ответственно.

От качества электрода зависит весь процесс сварки, поэтому при выборе электродов необходимо знать следующие условия: физическая сплошность металла швов, эксплуатационная прочность, технологичность электродов, характеристики электродов и другие.
Выбор подходящего диаметра электродов для сварки
Одной из основных характеристик электродов для сварки является их диаметр. При выборе подходящего значения нужно ориентироваться прежде всего на толщину свариваемых изделий, марку металла, его химический состав, выбранную разновидность соединения, форму кромок и прочие параметры. В процессе выбора можете ориентироваться на следующие данные:

Схема электрода для сварки: 1 – стержень; 2 – участок перехода; 3 – покрытие; 4 – контактный торец без покрытия; L – длина электрода; D – диаметр покрытия; d – номинальный диаметр стержня; l – длина зачищенного от покрытия конца.
- Электроды для сварки диаметром 1 мм — используются для работы с изделиями толщиной до 1,5 мм. Сила тока не должна превышать 25 А.
- Изделия толщиной в 1,6 мм, в соответствии с нормативами, предназначены для сварки легированных и низкоуглеродистых сталей. Они могут иметь длину в 20 либо 25 см. С их помощью варятся металлы толщиной не более 2 мм. Допустимая сила тока — 25-50 А.
- Электроды для сварки толщиной 2 мм выпускаются длиной 25 см, также она может составлять 30 см. Применяются при работе с легированными и низкоуглеродистыми сталями. Максимально допустимая толщина металла составляет 2 мм, а сила тока — 70 А.
- Изделия диаметром 2,5 мм предназначены для варки легированных и низкоуглеродистых сталей. Могут иметь длину 25-30 см, допускается длина 25 см, можно варить элементы толщиной до 3 мм при силе тока в 70-100 А.
- Наиболее широко используемыми являются электроды диаметром в 3 мм. Тоже применяются при работе с легированными и низкоуглеродистыми сталями. Существуют изделия длиной 30, 35 и 45 см. Можно варить металлы толщиной до 0,5 см при силе тока до 140 А.
- Изделия диаметром в 4 мм подойдут и для бытовых сварочных агрегатов, и для профессионального оборудования. Длина может составлять 35 и 45 см. Подходят для стали любого вида. Главное, чтобы толщина металла не превышала 1 см, а сила тока — 220 А.
- Пятимиллиметровые электроды могут работать только в комплекте с оборудованием довольно высокой мощности. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные — 35 см. Толщина элементов может достигать 1,5 см, а сила тока — 280 А.
- Профессиональное оборудование обычно работает в комплекте с шестимиллиметровыми изделиями. При работе с легированными и низкоуглеродистыми сталями применяют сварочные электроды длиной 45 см, а при варке высоколегированных сталей — 35 см. Могут варить на токе до 370 А.
- Высокопроизводительное промышленное оборудование комплектуется сварочными электродами диаметром в 8-12 мм. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные можно варить 35-сантиметровыми. Применяются при работе с металлами толще 8 мм. Сила тока может достигать 450 А.
Важно отметить и тот факт, что диапазон силы тока зависит не только от диаметра электрода, но и от его марки. К примеру, трехмиллиметровый УОНИ 13/55 работает на токе в 70-100 А, а МР-3, имеющий такой же диаметр, на 80-140 А.
Электроды для разных режимов тока

Результаты испытаний плавящегося электрода.
На современном рынке оборудования для сварки представлен довольно большой выбор разнообразных электродов. И подбирая подходящий тип, нужно обращать внимание на ряд определенных параметров. Среди них одним из наиболее важных является не только диаметр, но и режим тока, с которым будет осуществляться работа. Он может быть постоянным и переменным.
Среди электродов для работы на постоянном токе наиболее часто используются изделия марок МР-3, УОНИ 13/55, АНО-6, ОЗС-12, ОЗЧ-12, ЦЛ-11 и многие другие. Если сравнивать их с прочими аналогами, то изделия этих марок характеризуются высокими эксплуатационными свойствами и простотой применения. К числу их главных преимуществ можно отнести обеспечение устойчивой дуги и простоту повторного зажигания. Варка такими электродами позволяет получать аккуратные ровные швы.
Что касается электродов для работы на переменном токе, то их можно смело назвать пережитком прошлого. Ранее постоянный ток был не очень распространен из-за высокой стоимости таких работ. В целях экономии приходилось применять переменный ток и жертвовать качеством. К этому подталкивало то, что выпрямительные элементы, предназначенные для работы с большими сварочными токами, еще совсем недавно были очень громоздкими, имели низкий коэффициент полезного действия и дорого стоили.

Выбор электродов для сварки разнородных сталей и сплавов.
Однако с появлением на рынке первых высокоэффективных полупроводниковых выпрямителей компактного размера ситуация изменилась кардинально. А уж после того как были созданы инверторы, ручную дуговую сварку мог позволить себе практически каждый. Однако переменный ток не исчез бесследно. Богатый опыт, накапливаемый в течение десятилетий использования и совершенствования подобных аппаратов, нашел свое применение и в инверторной сварке.
Среди наиболее популярных электродов, использующихся при работе на переменном токе, можно выделить МР, АНО и ОЗС. Отличаются они не только по химическому составу, но и по типу покрытия. К примеру, у АНО-6 и МР-3 ильменитовое и рутиловое покрытие.
Остальные же электроды для работы на переменном токе имеют рутиловое покрытие. С их помощью можно варить низколегированные, малоуглеродистые и углеродистые стали. Преимуществом таких сварочных электродов является их универсальность, что позволяет применять их для работы как на переменном, так и на постоянном токе.
Универсальные электроды

Марки электродов и область их применения.
Существует и отдельная категория универсальных электродов. Купив их, вы сможете одинаково хорошо работать и на переменных, и на постоянных токах. Среди преимуществ таких изделий можно выделить следующие моменты:
- Повышенную производительность сварочных работ.
- Достаточно высокую экономичность.
- Низкое разбрызгивание.
- Довольно хорошее отделение шлаковой корки.
- Возможность качественно варить даже загрязненный, поврежденный коррозией, окисленный и влажный металл.
- Минимальные требования к сварочному аппарату и оператору.
Помимо этого, такие изделия обеспечивают хорошую и стабильную дугу. Они одинаково хорошо подходят для заваривания длинных зазоров, сварки коротких швов и точечного прихвата.

Каждый тип электродов соответствует определенному виду работ.
Если вы планируете отдать свой выбор в пользу именно универсальных сварочных электродов, то вам прежде всего необходимо определиться с предстоящими задачами и уже на основании этого выбрать и приобрести электроды какой-то конкретной марки. Так, существуют следующие марки универсальных электродов:
- АНО-6 и АНО-4. Они разработаны для варки малоуглеродистой стали.
- Изделия марок ОЗС (4,6,12), МР (3 и 3С) и АНО-21 подходят для работы с углеродистой сталью.
- Если вам предстоит варить низколегированную сталь, то следует отдать выбор в пользу универсальных электродов марок ОЗС-6 и ОЗС-4.
Универсальные электроды немного стоят и позволяют получать сварные соединения весьма высокого качества. Это делает их очень популярными.
К примеру, такие изделия нашли свое применение не только в бытовых сварочных работах, но и в прокладке коммуникаций, строительстве и т.д.
Электроды для сварки разных материалов
При выборе сварочных электродов обязательно принимайте во внимание и то, какие именно материалы вы будете варить. К примеру, для стали наиболее популярными являются изделия марок МР, УОНИ и ОЗС. Они очень хорошо себя зарекомендовали. Такие электроды способствуют получению качественного результата и повышению продуктивности работы.

Диаметр электрода.
При работе с изделиями данных марок можно не волноваться о том, что появятся горячие трещины, вскипит ванна, будет разбрызгиваться материал, появится перегрев в месте сварки и т.п. У каждой из этих марок есть свои особенности, о которых нужно знать. Особенности следующие:
- Для электродов марки УОНИ характерна хорошая отделимость шлака и малое разбрызгивание металла.
- Изделия марки МР характеризуются отличными сварочно-технологическими показателями. Они просты в работе, обеспечивают легкое повторное зажигание дуги и хорошее отделение шлака, металл разбрызгивается минимально, сварка ведется на низких токах, агрегат можно запитать от обыкновенной бытовой электрической сети, не требуют от сварщика высокой квалификации, недорого стоят, обеспечивают высокое качество даже при работе с бюджетным оборудованием.
- Электроды марок ОЗС можно использовать даже для варки окисленных металлов. Они создают хорошие по внешнему виду швы и самоотделяемую шлаковую корку.
Углеродистые стали обычно варятся при помощи изделий марки АНО. Они способствуют легкому повторному зажиганию дуги, избавляют от проблем с отделением шлаковой корки, по минимуму разбрызгивают металл.
Для варки нержавейки подходят электроды марки ОЗЛ. При их использовании образуется надежный шов из жаропрочного металла. Он способен нормально переносить температуры до 1000 градусов. Помимо этого, шов характеризуется высокой стойкостью к межкристаллитной коррозии. Если при эксплуатации не будет повышенных температур, то для варки можно использовать и изделия марки ЦЛ. Они тоже обеспечивают шов, устойчивый к межкристаллитной коррозии.
Чугун варится при помощи ОЗЧ-электродов. Они имеют медную основу, содержащую железный порошок. Благодаря такому составу создается очень прочный шов с сохранением пластичных свойств и вязкости.
Помимо упомянутых типов электродов, существует еще очень много различных узкоспециализированных разновидностей. Но для выполнения бытовых задач они вряд ли понадобятся, а опытный сварщик, выполняющий узкоспециализированные работы, и сам прекрасно знает, какие электроды ему нужны.
Ориентируясь на приведенную выше информацию и рекомендации, вы сможете без особых проблем подобрать максимально качественные электроды, подходящие для решения конкретно ваших задач. Отнеситесь к этому мероприятию как можно ответственнее. Удачного выбора!
moyasvarka.ru
Электроды мр-3

Сварочные электроды для сварки металлов мр-3 предназначены для того чтобы производить сваривание ответственных конструкций. Эти конструкции должны иметь временное сопротивление до 490 МПа. Сваривание электродами мр-3 можно производить во всех пространственных положениях. Сваривание производить с использованием переменного и постоянного тока обратной полярности. Напряжение холостого хода электродов мр-3 должно составлять 65 В.
Для изготовления электродов мр-3 используется сварочная проволока Св-08 и Св-08а, которая полностью соответствует государственным стандартам. Для соответствия государственным стандартам сварочная проволока прошла много испытания на прочность и качество сваривания.
Покрытие сварочных электродов мр-3 рутиловое. Коэффициент наплавки электродами мр-3 составляет 8,5 г/Ач. Производительность наплавки металла электродами мр-3 диаметром 4 миллиметра составляет 1,7 килограммов наплавленного металла в час. Расход электродов мр-3 для наплавки 1 килограмма металла составляет 1,7 килограмма использованных при сваривании электродов мр-3.
Химический состав наплавленного металла электродами мр-3 практически не отличается от большинства составов наплавленного металла. Итак, в химический состав наплавленного металла входят такие элементы, как карбон, силиций, сера, фосфор и марганец. Процентное соотношение химических составляющих в наплавленном металле позволяет сделать сваренную конструкцию более прочной.
Сварочные электроды мр-3 производят диаметром 3, 4 и 5 миллиметров. Длина электрода диаметром 3 миллиметра составляет 350 миллиметров, а длина электрода диаметром 4 или 5 миллиметров равна 450 миллиметров. Сварочный ток, который нужно использовать для сваривания электродами мр-3 разных диаметров такой: 80 – 140, 140 – 200 и 160 – 200 Ампер соответственно порядку возрастания диаметра электрода.
Сварочные электроды мр-3 предназначены для сваривания конструкций средних и больших толщин в нижнем положении сварочного шва. Сваривание Вам нужно производить на повышенных режимах с наклоном сварочного электрода в сторону направления сварки. Такая позиция при сварке называется углом назад. Для сваривания электродами мр-3 рекомендуется использовать среднюю и короткую длину дуги.
Электродами мр-3 можно производить сваривание влажного, ржавого и плохо или неправильно подготовленного металла. Использование сварочных электродов мр-3 позволяет Вам увеличить производительность сварочного процесса.
Перед свариванием Вам нужно прокалить электроды мр-3 при температуре от 170 – 200 градусов по Цельсию. Продолжительность прокалки должна не превышать 1 час. Заводы-изготовители электродов и сварочного оборудования рекомендуют использовать для прокалки электродов специальную печь для прокалки электродов. Использование печи для прокалки и электродов мр-3 для сваривания позволит Вам сделать сварочный шов высокого качества.
elektrod-3g.ru
Нюансы применения МР3 электродов и их технические характеристики
У сварщиков со стажем обычно не возникает трудностей, когда им приходится выбирать наиболее подходящие электроды для монтажа низколегированных сталей. Чаще всего специалисты отдают предпочтение сварочным электродам МР-3, и неслучайно. Этот расходный материал отличается высокой эффективностью в работе и качеством исполнения, которое обусловлено требованиями действующих ГОСТов и спецификой использования свариваемых изделий в разных отраслях промышленности.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Электроды с рутиловым покрытием
Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
МР-3
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Электроды МР-3: технические характеристики
Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Для производства присадочного материала используется специальная проволока типа СВ-08 сечением от 3 до 6 мм. По толщине основания электроды можно разделить на несколько групп в зависимости от их диаметра. Электроды марки МР-3 отличаются от других видов элементов наличием рутилового покрытия, с химическим составом которого связаны рабочие характеристики сварочного материала.
Длина элементов может колебаться в диапазоне от 300 до 450 мм. Дополнительно они могут различаться по весу:
- 3 мм — 32 г;
- 4 мм — 62 г;
- 5 мм — 93 г.
В одной упаковке может содержаться разное количество сварочного материала в зависимости от их диаметра:
• 3 мм — 84 шт.;
• 4 мм — 42 шт.;
• 5 мм — 44 шт.
Производители сварочных элементов МР-3 указывают на важность соблюдения условий их хранения. Выбранное место должно быть отапливаемым и сухим, температура воздуха не должна опускаться ниже отметки + 15 градусов. Электроды должны быть защищены от чрезмерного увлажнения, загрязнения и механических воздействий. При признаках увлажнения сварочные элементы необходимо перед использованием прокалить в течение 1 часа при температуре + 180 градусов Цельсия.
Применение
Сварочные элементы марки МР-3 предназначены для проведения сварочных работ при токе постоянной или переменной величины, гарантирующим напряжение в режиме холостого хода не менее 50 В. В случае подачи от источника питания постоянного тока полярность должна быть обратной. В процессе сварки присадочный материал допускается держать в любой плоскости.
Технологические особенности
- Высокое качество соединения и производительность;
- Беспроблемное повторное зажигание;
- Легко отделить от сварочного шва шлаковую корку;
- Незначительное количество брызг металла;
- Простота процесса создания сварочного шва;
- Не возникает трудностей с зажиганием электрической дуги и поддержанием ее стабильного горения.
В условиях нормальной температуры металл сварочного шва, а также наплавленный металл приобретают следующие прочностные характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2 ;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
Для правильного расчета величины рабочего тока необходимо учитывать особенности использования электродов и их диаметр:
- при диаметре 6 мм только в нижнем расположении — 300−360 А;
- 5 мм для вертикального 160−200 А, для нижнего -180−260 А;
- 4 мм для вертикального 140−180 А, для нижнего 160−220 А, для потолочного 140−180 А;
- 3 мм для вертикального 90−110 А, для нижнего 100−140 А, для потолочного 100−120 А.
В зависимости от веса для наплавления на 1 кг металла расходуется порядка 1,7 кг МР-3.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Конструкция и материал изготовления
Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.
Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
tokar.guru
Сварочные электроды МР 3С: технические характеристики,сортамент
Среди всех разновидностей электродов, которые применяются для соединения низколегированных сталей, разновидности марки МР-3 являются одними из наиболее востребованных, так как они обладают наибольшей эффективностью. Сюда относятся и электроды МР-3С, у которых синяя обмазка, обозначающая, что это рутиловое покрытие. Данная разновидность может сваривать углеродистые и низкоуглеродистые стали. Присадочный материал соответствует высочайшим мировым стандартам и может использоваться во многих производственных сферах. Как и другие представители серии, такие как электроды МР 3, данная марка обладает высокой производительностью, что выгодно выделяет ее на фоне остальных.

Сварочные электроды марки МР-3С
Здесь может проводиться сварка как вплотную, так и с зазорами, если того требует ситуация. Во втором случае нужно более тщательно подбирать режимы и придерживаться минимально допустимых токов, иначе есть риск образования пор и трещин. Материалы не токсичны и обладают минимальным количеством вредных выбросов, что не вредит здоровью специалиста, который работает с ними. Одним из главных преимуществ, которые касаются работы в сложных условиях, является минимальное требование, касающееся чистоты поверхности. Она может быть окислена ржавчиной, на ней может быть ржавчина или даже влага, но все равно это не сильно повлияет на качество сваривания.

Электроды марки МР-3С
Для работы применяются обыкновенные сварочные трансформаторы, минимальное напряжение которых составляет от 50 В. Сварочные электроды МР-3С предназначаются для сваривания деталей большой и средней толщины. Металл хорошо проваривается по всей глубине, что обеспечивает высокую надежность соединения. По технологии, дуга не должна быть большой, чтобы температура достигала максимальной глубины и металл схватывался с присадочным материалом. Перед применением электроды следует просушить и прокалить. Тогда их свойства будут раскрыты лучше всего. Данная марка одинаково хорошо подходит как для аппаратов работающих на постоянном токе, для и для трансформаторов на переменном.

Электроды для сварки МР-3С
Электроды предназначены для сварки в любом положении. После окончания процесса шлак оббивается без особых усилий, что не приведет к травмам мастера и не испортит состояние соединения. Практически все преимущества зависят здесь от используемого покрытия, которое обладает особым химическим составом. Благодаря ему дуга стабильно горит, как в нижнем, так ив потолочном положении.
Область применения
Сварочные электроды данной марки широко применяются в тех областях, где можно встретить низколегированные стали. Сюда входит создание металлических конструкций, ремонт и монтаж трубопроводов, в том числе большой толщины для масштабных магистралей. С их помощью ремонтируют резервуары и емкости высокого давления. Благодаря стабильной дуге на процесс сваривания практически не влияют внешние факторы. Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.

Сварочные электроды МР-3С диаметром 3 мм
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
Химический состав, % | ||||
Углерод | Кремний | Марганец | Сера | Фосфор |
0,1 | 0,17 | 0,58 | 0,025 | 0,035 |
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 480 | 25 | 130 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
- М – материал, который обладает тонким рутиловым покрытием;
- Р – соответствие высоким требованиям по созданию шва;
- 3 – марка электродов от данного производителя;
- С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.

Расшифровка электродов МР 3С
Производители:
- Эра;
- ЭконПлюс;
- Вистек;
- Ресанта;
- Стандарт;
- Монолит.
svarkaipayka.ru










