Сварка полуавтоматом без газа — плюсы и минусы. Цена сварка полуавтоматом без газа обычной проволокой
Как правильно варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой
Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки. Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода. Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.
На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный. Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
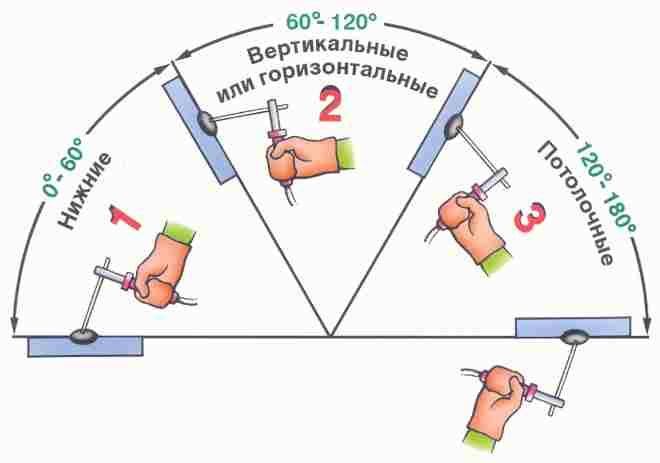
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слиш ком сильной, для предотвращения ее повреждения.
- Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента — дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
svarkagid.ru
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка полуавтоматом без газа – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Полуавтоматический сварочный аппарат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтоматическое сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение полуавтомата без газа
Возможен такой вариант соединения деталей, как сварка полуавтоматом порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Сергей Одинцов
electrod.biz
Как варить сталь и алюминий полуавтоматом без газа
Комментариев:
Рейтинг: 67
Оглавление: [скрыть]
- Преимущества и недостатки сварки полуавтоматом
- Процесс сварки с применением полуавтомата
- Сварка полуавтоматом без применения газа
Сварка – это всем известный процесс соединения металлических деталей в условиях высоких температур.
Сварка полуавтоматом удобна тем, что проволоку не надо подавать вручную.
Для создания таких условий существуют специальные сварочные агрегаты и приспособления, способные работать в ручном, автоматическом и полуавтоматическом режиме. Сварочный полуавтомат выгодно отличается от обычного агрегата ручной сварки тем, что подача сварочной проволоки, выполняющей функции электрода, производится любым полуавтоматом самостоятельно, без участия человека.
Схема сварочного полуавтомата.
Промышленность выпускает много видов различных полуавтоматов, которые предназначены для выполнения сварочных работ алюминиевых и стальных деталей, а также некоторых других металлов и сплавов. Все аппараты классифицируются по разным показателям: по типу применяемой проволоки, по способу защиты сварного шва. Сварочная проволока может применяться стальная или алюминиевая. Защита шва может производиться слоем флюса, средой некоторых защитных инертных газов, особой порошковой проволокой.
Преимущества и недостатки сварки полуавтоматом
К положительным качествам полуавтомата следует отнести:
Недостатком сварки является сильное разбрызгивание металла.
- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.
Недостатки:
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.
Вернуться к оглавлению
Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки – сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
Вернуться к оглавлению
Таблица режимов сварки полуавтоматом.
А как варить полуавтоматом без использования защитного газа, возможно ли это? Если полуавтомат куплен для домашнего использования, то не всегда бывает выгодно приобретать к нему баллон, наполненный газом. Можно использовать вместо него специальную флюсовую или порошковую сварочную проволоку. В разрезе флюсовая проволока представляет собой тонкостенную стальную трубку, заполненную флюсом, который в процессе сварки сгорает, образуя небольшое облачко защитного газа, непосредственно в зоне сваривания деталей. При работе с применением такой проволоки на свариваемое изделие подается плюсовой вывод электропитания.
Проволока может включать компоненты флюса непосредственно в металл, из которого она выполнена. Чем хорош такой вариант? Чтобы ответить на этот вопрос, нужно вспомнить школьный курс физики: когда в результате электродугового разряда проволока начнет плавиться под действием высокой температуры, в сварной ванне обязательно образуется облачко, состоящее из тех веществ, которые входят в состав проволоки. Это облачко почти полностью заменяет инертный газ, который применяется в обычных условиях работы.
Дуговая сварка с защитным газом.
При выполнении вертикальных швов нужно учитывать, что тепло поднимается всегда снизу вверх. Поэтому шов рекомендуется вести в направлении сверху вниз, особенно при сварке тонкого листового металла. Рабочую горелку следует держать с небольшим наклоном вверх, так лучше будет удерживаться так называемая сварочная ванна – зона сварки с защитным облачком газа от сгоревшего флюса. Передвигать горелку вдоль шва нужно достаточно быстро, чтобы несколько опередить появление капли расплавленного металла сверху. Сварочная проволока всегда должна находиться на переднем крае сварочной ванны.
Квалифицированный сварщик способен накладывать сварной шов со скоростью до 2 см в секунду. Достигается это благодаря автоматической подаче проволоки толщиной 0,5-3 мм. Сварка без использования газа немного напоминает обычную сварку сварочным электродом, в процессе которой шлак может затекать в сварочную ванну. Это приводит к тому, что приходится поверх получившегося шва накладывать дополнительный сварной шов, очистив предварительно от шлаков предыдущий.
Порошковая проволока, предназначенная для сварки без использования газа, имеет довольно низкую степень жесткости. Она имеет очень тонкие стенки, поэтому при работе с ней недопустимы резкие повороты и изгибы шланга, по которому она поступает к месту сварки. Использовать обычную проволоку без газа категорически не рекомендуется, так как это приведет к неровному шву с внутренними пустотами, к перерасходу проволоки вследствие ее бесполезного испарения.
А можно ли варить потолочные швы? Следует помнить, что варить потолочные швы без газа не получится, так как получившаяся в процессе сгорания флюса углекислота под действием силы тяжести просто покидает сварочную ванну.
http://youtu.be/aDFeNxxTtYg
Преимущества сварки полуавтоматом без использования газа:
- Нет необходимости покупать дорогостоящую и громоздкую газовую аппаратуру и периодически заряжать баллоны.
- Подготовка к сварке занимает минимум времени.
- Стоимость сварки получается гораздо ниже, чем с использованием газа.
Перед тем как варить полуавтоматом металлические детали, требуется правильно организовать свое рабочее место и неукоснительно соблюдать правила техники безопасности. При выполнении работ нужно создать десятиметровую зону вокруг места проведения сварки. В противном случае люди, случайно оказавшиеся в этой зоне, могут получить ожог сетчатки глаза. Сварщик должен использовать индивидуальные средства защиты. В зоне сварки не должно быть горючих материалов.
moyakovka.ru
Сварка полуавтоматом без газа
Для выполнения процесса дуговой сварки часто используют полуавтомат. Роль электрода выполняет проволока. Механический привод подает ее непрерывно в головку для сварки. Заданная скорость подачи постоянная. Благодаря флюсам, даже если проволока небольшая в диаметре (до 2 мм), металл расплавится на требуемую глубину. Швы отличаются высоким качеством и надежностью, не зависимо от толщины металла.От режима зависит как правильно варить полуавтоматом с углекислотой. В этом случае предусмотрено использование импульсно-дугового режима, при котором хоть металл и расплавляется медленнее, но шов получается прочный.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮПри использовании полуавтомата улучшиться не только качество ее шва, но и значительно увеличится производительность труда. Таким способом опытные специалисты за 1 час сваривают 20 – 40 м шва.
Полуавтоматическая сварка выполняется как с использованием газа, так и без него. Во время проведения процесса с газом возможно полностью исключить доступ кислорода в зону, где производится сварка. Это позволит избежать переизбытка или недостачи углерода. Ведь это может повлиять на качество шва.
Какой газ нужен для сварки полуавтоматом? Для этих целей используется ацетилен. Он получается, когда вода вступает в реакцию с карбидом кальция. При смешивании ацетилена с кислородом достигается температура 3000⁰ и выше.
Сжижений МАФ — газ для сварки полуавтоматом. Этот новый вид сменил ацетилен. Также используют бутаны, пропаны, бензолы и другие. Но во время процесса должен обязательно присутствовать кислород в качестве катализатора.
Иногда возникает вопрос, если производится сварка полуавтоматом, какой газ использовать? Все зависит от вида металла.
Этот метод отличается большой трудоемкостью и значительными затратами, так как газовые баллоны тяжелые, а заправка дорогая. С этого следует, что при нечастой работе лучше использовать проволочный сварочный аппарат.
Сварочный полуавтомат инверторного типа
Производство этих аппаратов началось не так давно. Но благодаря своим функциям, они стали востребованы не только среди любителей, но и профессионалов. Устройство для подачи проволоки в сварочную зону — обязательный механизм инвертора. Она может быть защитной или порошковой.
Выполняя процесс плавящимся стержнем, используется защитный газ для сварки полуавтоматом. Полуавтомат используют для изделий, для изготовления которых были использованы алюминий, низколегированные и коррозионностойкие стали.
Его принцип работы заключается в преобразовании переменного тока в постоянный при подключении агрегата к электрической сети. Эти функции выполняются специальным модулем, высокочастотным трансформатором и несколькими выпрямителями. В усовершенствованных полуавтоматах установлен особый блок, который автоматически регулирует коэффициент мощности.
С его помощью происходит синхронизация рабочих токов по синусоидам напряжения, что позволяет оборудованию работать стабильно и качественно.
Преимущества и недостатки инвертора
Благодаря некоторым преимуществам, такие полуавтоматы более популярны по сравнению с другими агрегатами:
- Процесс достаточно прост.
- Высокое качество швов.
- Работы могут производиться как на твердой поверхности, так и на весу.
- Возможность сварки в разных положениях пространства (под разными углами, снизу или сверху).
- Незначительные материальные затраты на проведение работ.
- Токсичность выделяемого газа не значительна.
Недостатки инвертора полуавтомата:
- Высокая стоимость как новых установок, так и его ремонтных работ.
- Необходима защита от пыли. Чистку и продувку проводят регулярно.
- Агрегат не переносит минусовые температуры.
Можно ли варить полуавтоматом без газа? Для этого не возникнет никаких проблем. Для сварки без газа используется порошковая и флюсовая проволока для полуавтомата. Это стальная трубка с порошком (флюсом) внутри. Рабочая зона защищена газом.
Только следует учесть, что сварка полуавтоматом без газа обычной проволокой запрещена. Использовать обычную проволоку без газа нельзя.
Сварка полуавтоматом без газа обладает преимуществами:
- Отсутствует надобность в газовой аппаратуре.
- Затраты на работу существенно ниже.
- Простота в применении.
Из этого следует, что данный процесс экономически выгодный.
Сварка алюминия полуавтоматом без газа происходит с помощью алюминиевой проволоки, которую используют как электрод. Но чаще для этих целей применяют аргон.
Как варить полуавтоматической сваркой? Данный процесс состоит из нескольких этапов:
- Прежде чем приступить к работам, необходимо прежде всего приобрести подходящую присадочную проволоку. Ее диаметр должен соответствовать глубине необходимого шва. В зависимости от материала металлоконструкции подбирается проволока для сварки полуавтоматом без газа.
Совет!! Полуавтоматом производится сварка флюсовой проволокой без газа. Присадки для аргоновой сварки не подходят.
- Агрегат подготавливаем к работе. На месте, где будут производиться работы, размещают катушку с проволокой. Ее конец пропускают по подающих вальцах, чтобы вывести ее к держаку. Необходимо внимательно следить, чтобы вальцы не сдавливали проволоку, так как она очень хрупкая, и можно повредить ее. Настраивая силу тока, следует учесть ее зависимость от типа проволоки и ее диаметра. Необходимую величину тока указывают на упаковочной таре.
- Подготовка деталей. Необходимо зачистить от ржавчины их торцы на месте стыка. На столе для сварки расположить детали, сдвинуть и закрепить.
- Выполнение процесса сварки. Угол расположения держака по горизонтали должен составлять 80⁰ — 85⁰. Сварку производят от края, что расположен дальше, до ближнего. Чтобы улучшить качество шва, можно повторно пройтись по горячему металлу.
Используя сварочный полуавтомат проволочный, риск пропалить металл исключается. Углекислый газ подавляет горение свариваемой поверхности.
krasimavtomobil.ru
www.dobsovet.ru
| Алюминий нашел широкое применение в разных отраслях промышленности и заработал свою популярность благодаря важным характеристикам, таким как прочность, устойчивость к коррозии и низкая плотность. Чистый алюминий применяется в электротехнической, химической и пищевой промышленности, потому как имеет невысокую прочность. В то время как сплавы имеют широкую область применения, некоторые из них в значительной степени превосходят чугун, сталь и другие металлы. Сваривание алюминия производится с использованием обратной полярности тока. Главной особенностью сварочных работ с алюминием является наличие оксидной пленки, которая покрывает расплавленный металл. Пленку характеризует ее тугоплавкость, потому как температура ее плавления в несколько раз больше температуры плавления алюминия и составляет более 200 градусов по Цельсию. Помимо этого оксидная пленка нередко появляется на поверхности ванны и в значительной мере препятствует сварочному процессу, сказываясь на стабильности работы и образовывает непровары в металле шва. По этой причине работа с алюминием связана с тщательным подбором рода тока и материалов. Профессионалы советуют использовать специальные электроды из вольфрама, с помощью которых можно производить сваривание алюминия и сплавов с ним. Одни специалисты рекомендуют использовать переменный ток, другие – постоянный, но с условием создания обратной полярности. Одним из самых перспективных направлений сваривания алюминия является сварка полуавтоматом без газа. Чтобы проводить подобные работы требуется применять специальную проволоку, которая имеет сердечник из флюса, который прекрасно заменяет защитную сварочную ванну. Нередко такая проволока называется порошковой, потому как внутри нее расположена трубка с флюсом. Флюс – это порошок, который близок по составу и свойствам к обмазке обычных электродов для дугового сваривания. Данный порошок создает отличную защиту процесса работы сварки алюминия. Ввиду того что флюсовая проволока имеет низкую жесткость, ее следует подавать на поверхность металла шва без прикладывания чрезмерных усилий. Также необходимо строго соблюдать полярность: минус подключается к держаку, а плюс – к свариваемому изделию. Стоимость сваривания полуавтоматом без использования газового баллона значительно выше, потому как 500 грамм проволоки стоит 8 и более долларов. В наше время полуавтоматическое сваривание не уступает по распространенности дуговой сварке и широко применяется для проведения сварочных работ с металлами и сплавами. Приступая к работе с алюминием, требуется внимательно изучить его особенности, в частности появление оксидной пленки на поверхности расплавленного металла. Если не обращать внимания на такие особенности, добиться высокого качества сваривания, комфорта при проведении процесса, а также прочности, надежности и долговечности металла практически невозможно. |
www.samsvar.ru
Сварка полуавтоматом без газа (полуавтоматическая сварка)
 Защитный газ для сварки полуавтоматом, изолирующий сварочную ванну, улучшает качество соединительного шва и ускоряет сам процесс монтажа элементов металлоконструкции. Но за эти преимущества приходится расплачиваться увеличенными габаритами сварочного аппарата и возросшей ценой расходных материалов.
Защитный газ для сварки полуавтоматом, изолирующий сварочную ванну, улучшает качество соединительного шва и ускоряет сам процесс монтажа элементов металлоконструкции. Но за эти преимущества приходится расплачиваться увеличенными габаритами сварочного аппарата и возросшей ценой расходных материалов.
Поэтому такая технология, как сварка полуавтоматом без газа получила самое широкое распространения, как в быту, так и на производстве. Ведь компактные автоматы «без газа» позволяют генерировать высокопрочный и аккуратный шов, качество которого не отличается от характеристик шва «с газом».
Полуавтоматическая сварка без газа: суть процесса
«Газовая» сварка проходит в инертной среде, которая защищает расплавленный электрод и разогретые кромки стыкуемых деталей от атмосферного кислорода. То есть, инертный газ, обволакивающий сварочную ванну, играет роль своеобразного флюса.
Сварка «без газа» осуществляется по тому же принципу. Только вместо инертного вещества ванну защищает углекислый газ, который генерирует сама присадочная проволока, а точнее ее покрытие.
Процесс генерации углекислого газа запускает нагрев проволоки (электрода) сварочной дугой.
И общая технологическая схема, на основе которой осуществляется полуавтоматическая сварка без газа, выглядит следующим образом:
- Электрод (проволока) касается стыкуемых деталей и разность потенциалов между катодом и анодом (плюсом и минусом) провоцирует появление электрической дуги.
- Дуга плавит электрод и испаряет его оболочку (флюс).
- Под действием высокой температуры содержащийся в оболочке углекислый газ переходит из твердого состояния в газообразное, заполняя сварочную ванну.
В итоге, элегантное техническое решение аннулирует необходимость поддерживать давление газа при сварке полуавтоматом. Сгоревшее в дуге вещество флюса выделит столько углекислоты, сколько будет нужно. Поэтому надобность в громоздких баллонах с аргоном или углекислым газом попросту отпадает.
Сварка полуавтоматом без газа
На процесс полуавтоматической сварка «без газа» выглядит следующим образом:
- В самом начале вы должны подобрать конкретный сорт присадочной проволоки, подходящей для вашей металлоконструкции. Подбор проволоки осуществляется по ее диаметру и материалу. Последний параметр должен соответствовать конструкционному материалу металлоконструкции. Ну а диаметр выбирают исходя из глубины и ширины шва.
- Далее вы должны настроить ваш сварочный аппарат. То есть вам придется вставить бобину с проволокой в бункер, пропустить кончик сквозь подающие вальцы и вывести его в держак. После этого можно заняться определением силы
 тока сварки. Большинство сварочных полуавтоматов работают с токами до 250-280 Ампер. Конкретная величина силы тока подбирается исходя из диаметра проволоки и ее химического состава. Точные данные можно увидеть в руководстве пользователе сварочным аппаратом и на маркировке, нанесенной на упаковку проволоки.
тока сварки. Большинство сварочных полуавтоматов работают с токами до 250-280 Ампер. Конкретная величина силы тока подбирается исходя из диаметра проволоки и ее химического состава. Точные данные можно увидеть в руководстве пользователе сварочным аппаратом и на маркировке, нанесенной на упаковку проволоки. - Подготовив аппарат и расходный материал, следует заняться стыкуемыми деталями. Вам придется расположить соединяемые элементы на сварочном столе с идеально ровной металлической столешницей. Торцы стыкуемых элементов следует зачистить от ржавчины и оксидов наждаком или металлической щеткой. После чего детали сдвигаются и фиксируются в этом положении струбцинами (или иным способом).
- Сам процесс сварки начинается с контакта проволоки и деталей. При этом аппарат должен быть включен. На месте контакта возникает электрическая дуга, плавящая проволоку и разогревающая стыкуемые детали. Расположив держак под углом 80-85 градусов к поверхности шва, вы ведете расплавленную «тянучку» электрода вдоль кромок стыкуемых поверхностей.
Причем лучше всего смещать держак на себя, проваривая шов от дальнего края к ближнему.
Завершив первый шов, вы можете повторить процесс, наложив еще один слой по пока еще не остывшему металлу. С помощью этого приемы вы улучшите внешний вид вашего стыка.
И в заключение несколько советов, позволяющих упростить процесс сварки «без газа»:
- Во-первых, не передавите хрупкую проволоку в подающих вальцах и шланге, по которому присадка транспортируется к держаку.
- Во-вторых, действуйте смелее. Углекислый газ подавляет процесс горения металла, поэтому вы попросту не сможете «пропалить» вашу заготовку.
- В-третьих, старайтесь «варить» нижним горизонтальным швом. Вертикальные стыки поддаются только сварщикам с опытом, а потолочные швы аппаратом «без газа» не генерируются – углекислота покидает сварочную ванну под действием силы тяжести.
- В-четвертых, пользуйтесь только специальной, флюсовой проволокой. Присадка под аргонодуговые аппараты без инертной среды (подачи аргона) работать не будет.
steelguide.ru
Порошковая проволока для полуавтомата (сварки без газа)
Порошковая самозащитная наплавочная проволока, которая помещаются в газовую среду, выполняет те же задачи, что и флюс.
Представленный расходный материал для сварочных полуавтоматов «Искра Профи» MIG-250D (и прочих моделей), самый популярный и активно используется для того, чтобы варить детали из алюминия или нержавейки.

Порошковая проволока для сварки
Сварка алюминия или нержавейки, проводимая полуавтоматом «Искра Профи» MIG-250 D или другими аналогами, как выяснилось, является наиболее качественной.
Все разновидности таких порошковых наплавочных проволок, предназначенных для того, чтобы варить детали, выполненные с применением алюминия, плавятся под воздействием газа.
Особенности применения
Перед тем, как начать варить между собой детали из нержавейки сварочным полуавтоматом «Искра» MIG-280S, следует учесть советы, что самозащитная наплавочная порошковая проволока имеет ряд особенностей.
Читайте также: какой проволокой осуществляется пломбирование?
Представленная сварочная проволока, применяемая для сварки, начинает плавиться под воздействием нагретого до нужной температуры газа, и в своем составе имеет такие вещества, как кремниаты и силикаты.
Схема полуавтомата для сварки устроена таким образом, что полуавтомат (например, «Искра» MIG-280S), имея собственную полярность, позволяет варить детали порошковой проволокой подвергающейся воздействию газа.

Порошковая проволока для сварки стыков внахлест
Кроме того, такой полуавтомат, как «Искра» MIG-280S способен варить (учитывая полярность) все производные алюминия.
Читайте также: как производят холоднотянутую проволоку, и где ее применяют?
Важно знать, что входящие в состав проволоки для сварки кремниаты и силикаты подвергаются отторжению (учитывая полярность) расплавленным металлом.
Эти вещества, образующиеся в процессе работы сварочного полуавтомата, под непрерывным воздействием газа формируют на поверхности материала пленку.
Перед тем, как начать варить, следует запомнить, что сварочная пленка, возникшая в результате воздействия газа, подающегося из полуавтомата, препятствует проникновению кислорода к расплавленному металлу.
Представленная проволока, предназначенная для сварки с применением полуавтомата, может быть как флюсовой, так и порошковой (учитывая полярность).
Эта сварочная проволока имеет форму трубки, которая выполнена из мягкого легкоплавкого металла.

Сварочный аппарат «Искра» MIG-280S
К слову, описанная сварочная проволока 250-й маркировки, также как и аналогичные материалы, имеет свою полярность.Изнутри она полая. Кроме того, полость такой трубки, предназначенной для сварки при помощи полуавтомата, наполняется измельченным порошком из кремниатов.
Читайте также: чем хороша оцинкованная проволока?
Простая схема трубки устроена таким образом, что материал, находящийся внутри, в процессе оплавления внешних контуров не сгорает.
Схема продумана таким образом, что порошок рассыпается на поверхность, подвергающуюся сварке. При этом сварочная поверхность сохраняет все свои исходные свойства.к меню ↑
Основные требования к проволоке
Как уже упоминалось представленная проволока, с участием которой сварочный полуавтомат производит варку, имеет трубчатый вид.
Внутри эта проволока (250-й маркировки) для полуавтомата заполнена специальным порошкообразным веществом (пыльцой).

Внутри проволока заполнена специальным порошком
Основой для такого расходного материала, который использует полуавтомат, является специальная металлическая лента, которая имеет свою полярность.На первоначальных этапах производства эта лента подвергается холодному формованию и обретает полярность.
На завершающем этапе создания такой проволоки, которую использует полуавтомат, производится ее аккуратная растяжка до достижения ей нужного размера.
Представленная разновидность расходного материала имеет свою собственную классификацию, которая состоит из параметров:
- назначения;
- способов применяемой защиты;
- возможностей проведения работ из различных положений в пространстве;
- некоторых механических свойств.
Большинство разновидностей этих изделий, которые распространены по территории СНГ, способны производить сварку низколегированных и низкоуглеродистых разновидностей стали.

Вид сварного шва после сварки с применением порошковой проволоки
Помимо этого, проволока разделяется на два основных класса. К первому относится такая продукция, которая обеспечивает сваривание с ориентировкой на обычные условия.Второй тип классифицируется как специальный. К изделиям входящим в число специальных можно отнести те, которые предназначены для проведения сварочных работ, подразумевающих принудительное формирование шва.
Сюда же относится проволока, предназначенная для работы под водой, продукция для варки арматуры и автоматической сварки в том числе.
Все представленные порошковые изделия изготавливаются с ориентировкой на определенный набор требований к ним.
При осуществлении сварки, возникающая дуга должна легко возбуждаться и производить стабильное нагревание материала.
data-ad-client="ca-pub-8514915293567855"data-ad-slot="1955705077">
Во время работ, процесс плавки проволоки должен происходить с высокой степенью равномерности. При этом следует избегать излишнего разбрызгивания раскаленных капель рабочего вещества.

Схема процесса сварки с помощью порошковой проволоки
Следует обратить пристальное внимание на то, что шлак, который будет образовываться в процессе плавления должен с высокой степенью равномерности покрывать весь образовавшийся шов.Также шлак в процессе охлаждения должен легко отделяться от сварочной поверхности. В процессе работы сварочный шов должен быть максимально аккуратным, на нем должны отсутствовать всяческие дефекты.
Они могут принимать форму трещин и участков с пористой текстурой материала. Все представленные требования являются наиболее востребованными характеристиками всех сварочно-типологических свойств, которыми должны обладать современные сварочные материалы.
Это обусловлено тем, что все перечисленные свойства напрямую формируют возможность, благодаря которой может быть применена порошковая проволока для осуществления сварки в различных условиях.
К примеру, некоторые из важнейших свойств могут быть выявлены только лишь экспериментальным путем.
Для этого специально подготовленный механизированный валик подвергается наварке на пластину. Эта пластина выполнена с применением низкоуглеродистой стали.

Сварочный аппарат для сварки порошковой проволокой
При этом сварка должна проводиться без случайно возникающих колебаний в максимально опущенном положении.В процессе сваривания параметр точки значения тока и рабочего напряжения берется исходя из среднего интервала всех имеющихся значений, которые предусматривают формирование заданного типа и размера шва.
В результате проведения таких экспериментов выясняется, в какой отрасли и при каких условиях следует применять конкретно взятый вид сварочной проволоки.к меню ↑
Эксплуатационные особенности
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.

Такой метод сварки имеет массу преимуществ
При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком.Сопла, которые обеспечивают подачу защитного газа, могут изрядно забрызгаться в процессе сварки.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- легирование;
- высокая степень защиты;
- раскисление металла;
- высокий уровень производительности.
Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
Читайте также: какую проволоку применяют при изготовлении рабицы?
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
к меню ↑Виды порошковой проволоки
Конструкция представленного расходного материала может быть нескольких видов:
- простая;
- трубчатая;
- с загибами оболочки;
- двухслойная.
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
")
Конструкция порошковой проволоки (вид в разрезе)
В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
По классификации составов изделия могут быть:
- рутиловыми;
- рутил-оргаическими;
- рутил-флюоритными;
- карбонатно-флюоритными;
- флюоритными.
Читайте также: об особенностях производства и назначении горячекатанной проволоки.
По прямому назначению продукция разделяется на два вида:
- Самозащитные – производят сварку без участия дополнительной газовой защиты.
- Изделия для осуществления сварки в среде углекислого газа.
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.к меню ↑
Особенности техники сварки
Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.
Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
Читайте также: как и где применяют вязальную проволоку?
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.к меню ↑
Сварка полуавтоматом с помощью порошковой проволоки (видео)
Статьи по теме:
Портал об арматуре » Сетка » Проволока » Преимущества порошковой проволоки для сварочного аппарата — полуавтомата
armaturniy.ru
Сварочный полуавтомат для работы без газа
Сварочный полуавтомат для работы без газа
В данной статье мы хотим разобраться какой полуавтомат подойдет для работы без защитного газа. Сперва вспомним, для чего нужен газ? В процессе сварки происходит расплавление металла, а кислород, как известно, оказывает разрушительное действие. Газ служит защитной средой, изолируя место сварки от действия внешней среды. В зависимости от металла и типа сварки выбирается разный газ. Самый распространенный вариант - это углекислота. Ее используют для полуавтоматической MIG/MAG сварки стали, черного металла и др. Если работать предстоит с алюминием, то выбирается аргон, в том числе при TIG сварке. Только этот газ позволяет разбить оксидную пленку алюминия и произвести сварку. Для работы с нержавейкой чаще всего также используют аргон. Реже, используется смесь газа. Как бы не бала традиционна углекислота для сварочных работ, на сегодняшний день большинство предприятий переходят на использование смеси вместо чистого СО2. Самой распространенной смесью для работы со сталью является смесь К18 (Аргон 82% + СО2 18%). Данный газ покупается либо уже в готовом виде, либо смешивается на предприятии с использованием специального газового смесителя. Он дает лучшую защитную среду чем СО2. Это обеспечивает меньшее каплеобразование и дает стабильную сварочную дугу. Иногда случается так, что газ закончился, а работать нужно. В этих случаях незаменима бывает сварка без газа. Как это работает?
Сварочный полуавтомат без газа: цена всех составляющих
Для работы без газа необходима специальная проволока (самозащитная, порошковая) и специальное оснащение аппарата (ролики подающего механизма, наконечник и направляющий канал сварочной горелки). Такая сварочная проволока представляет собой стальную оболочку в которой размещен специальный состав. Таким образом при плавлении проволоки создается нужная защитная среда. Поскольку порошковая проволока по своим химическим и механическим свойствам отличается от обычной проволоки, например, СВ08Г2С, то для ее использования в подающем механизме сварочного полуавтомата необходимо произвести замену роликов. Ролики для порошковой и сомозащитной проволоки имеют другой канал (визуально он выглядит иначе и у него имеется специальная насечка).
Со стандартными роликами данная проволока может не работать: она будет сильно плотно прилегать, сдавливаться и собираться в шубу. Стоит заметить, что данная проволока - удовольствие не из дешевых. Например, если 1кг обычной проволоки стоит в среднем 100 руб., то порошковой 1100 руб. Хотя купить сварочную проволоку для полуавтомата порошкового типа вы можете в любом магазине сварочного оборудования. Что касается роликов, то их цена зависит от марки полуавтомата. Например, ролики для работы с порошковой проволокой на сварочном полуавтомате LORCH Micor MIG будут стоить не более 4000 руб. за пару.
Купить сварочный полуавтомат недорого для сварки без газа
Распространенная ситуация, когда сварщик редко варит и хочет сэкономить на газе: купить недорогой сварочный полуавтомат и катушку порошковой проволоки. Однако, это экономия очень спорная. В принципе можно сказать, что любой аппарат полуавтомат может работать без газа, главное чтобы продавец предложил вам сменный комплект роликов для работы с порошковой проволокой. Кроме того, вам нужно переоснастить свою сварочную горелку, и далеко не все горелки являются разборными (если говорить о бюджетных вариантах). При этом, как показывает практика, на недорогие и дешевые сварочные полуавтоматы такие детали даже не привозят и не предлагают к продаже. Это же касается и сварочных горелок. Для сравнения, абсолютно для всех моделей сварочных полуавтоматов LORCH для MIG/MAG сварки можно дополнительно приобрести такие ролики. И это оборудование относится к высоко профессиональному сегменту. Если же вы хотите купить аппарат подешевле, например, КЕДР, то на такие серии сварочных полуавтоматов MIG 160GDM, который прекрасно подойдет для небольших мастерских, ролики не всегда имеются в продаже. Производителю просто не выгодно привозить в Россию данные запасные части - их слишком редко спрашивают. Многие сварщики выходят из данной ситуации просто: вытачивают ролики на заказ и успешно работают на сварочном полуавтомате без газа.
В сравнении с относительно невысокой стоимостью аппарата, стоимость его переоснащения и цена на используемые материалы делает сварку без газа достаточно дорогой. Поэтому, выбирая сварочный полуавтомат стоит сразу задуматься, что будет разумнее для работы: сварка с газом или без.
Перейти в раздел "Сварочные полуавтоматы MIG/MAG"
ecosvar.com
Сварка полуавтоматом без газа — плюсы и минусы
Многие задаются вопросом: Чем отличается сварка полуавтоматом без газа от сварки автоматом, работающим на газу. Существует множество всевозможных доводов и размышлений по этой теме, но в чем же принципиальная разница между данными приборами? Попробуем разобраться в данном вопросе до конца.

Не рассматривая пристально физические явления, происходящие при сварке, можно утверждать то при сварке сварочными полуавтоматами с газом образование сварного шва происходит в инертных газах (углекислый газ, или его смесь с аргоном). Не секрет, что углекислый газ препятствует горению, что является причиной того, что в месте сварки не образуются высокие температуры, и металл не выгорает. В работе сварочного полуавтомата без использования газа применяется специальная проволока, с покрытием из флюса. При работе, из флюса с проволоки выделяется углекислота и не дает металлу выгорать.
Плюсы и минусы сварки по данным методам
Когда осуществляется сварка полуавтоматом без газа, сварочная зона защищается. За счет флюса образовывается защитная поверхность, которая лежит сверху, так как она более легкая, чем металл. Сварки с газами характеризуется наиболее благоприятными условиями сварочного процесса, кроме этого, сварочный шов слегка охлаждается. Сварка по данному методу является более популярной. Кроме того, он является экономически более выгодным. Некоторые специалисты склоняются ко второму варианту, за счет более аккуратного шва.
Ни в коем случае нельзя пользоваться сварочным полуавтоматом без газа с обычной проволокой. В противном случае в сварном шве будут раковины, а сам шов будет неровным. Кроме этого, проволока будет расходоваться быстрее, так как материал просто выветрится. Кроме этого, сварная ванна будет подвергаться воздействию кислорода, в следствие чего будут образовываться окислы.

Что лучше, сварка полуавтоматом без газа, или сварка с газом – это решаете только вы. Следовательно, решить этот вопрос вы сможете только после того, как попробуете и то, и другое.
labuda.blog