







Самодельные сварочные аппараты, полуавтоматы, схемы. Ссср сварочный аппарат
Сварка в СССР и не только - Фотогалерея
Обложка брошюры ''Автогенная сварка и резка кислородом и ацетиленом'', 1930-х годов
Страница из той же брошюры
Страницы из брошюры "Оборудование для сварки" 1930-х годов (качество не очень, но чем богаты...)Интересные агрегаты. Тип аппаратов - "SIO-MF" и "SIO-MC". Кто-нибудь знает, что это такое??

Обложка журнала "Автогенная сварка" за май 1934 года
Это всё взял с аукциона ebay.
И фотографии!
Лаборатория дуговой сварки в королевском техническом институте города Турина. 1930-е годы. Фото: Edoardo Grossi. Красота, правда? 

Та же лаборатория. Похоже на аппарат точечной сварки?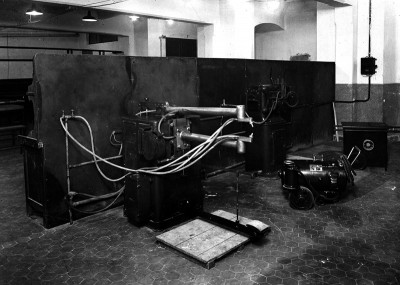
Монтаж нефтяного трубопровода. После обнаружения нефтяного месторождения Рагуза на территории Сицилии, между Рагузой и портом Аугуста был проложен нефтепровод длиной около 73 км. Для работы были использованы бесшовные стальные трубы фирмы "Dalmine", горячекатаные в соответствии со стандартом API, общей массой около 5 500 тонн. Фото Barbara Cattaneo. 1957 год.
Электросварка водопровода между Искья и Прочида. После сварки трубы проходили УЗК. Фото: Barbara Cattaneo. 1957 год.
Ультразвуковой контроль водопровода между Искья и Прочида. Фото: Barbara Cattaneo. 1957 год.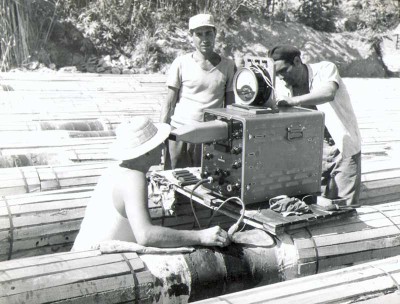
Пока всё!
websvarka.ru
Сварочный аппарат MMA ноу-хау 80-х годов от deda
Схема сварочного аппарата MMA предоставленная посетителем сайта deda.
Принципиальная схема:

Внешний вид сварочного и компоновка:

Описание сварочного аппарата.
Отличительная особенность данного аппарата,- это крутоспадающая VA – характеристика, минимум потери мощности, высокий КПД, дешевизна изготовления, малый вес.. Для сварки током обратной полярности (например электродами МР3), нужно верхний по схеме вывод Р1 и «держак» переключить на +аппарата, а стол (деталь) на -. Сваривает 3мм электродом, вес- 13 кг, ток сварки максимальный- 115-130А., ток К.З.- до 250А.
В этой схеме дополнительная обмотка 2 с Д1-Д4 и Др. повышает напряжение поджига, поэтому основная обмотка 3 с Д5-Д8 имеет относительно низкое напряжение. Маломощный Тр2 с Д10-Д13,Р1,С3 и кнопка Кн постоянно включен в сеть для отключения (кнопкой на держаке) основного трансформатора Тр1 на время замены электрода и подготовки места сварки. Тр1 собран на двух сердечниках от ТС270А (от цветных ламповых телевизоров). Из двух ПЛ собрал ШЛ сердечник. Мощные диоды использовал от двух списанных автобусных генераторов,- там их по 12 штук в каждом (в Жигулях – по 6 штук 20А*150V), перепаял по 6 диодов в параллель в каждое плечо моста. С2- 22000,0*50V-(такой нашёл) снижает пульсации сварочного тока, Д9 защищает конденсатор от пробоя напряжением поджига, – желательно, ВКД 200. Р1- с хорошими мощными контактами, т.к. коммутирует большую мощность на индуктивной нагрузке. Я поставил РПУ-0-УХЛ4(СССР) =12V-сейчас такие не выпускаются, значит смотрите что-то подобное и, соответственно, под него делайте блочок питания: Тр2,Д10-Д13 (КЦ405)и
С3. Обмотка 2 Тр1 работает на диодный мост Д1-Д4 из Д245 (можно и другие на ток 10А).
Др- из бытового стабилизатора с R активным 5-6 Ом и обмоткой провода 1,0-1,16 м.м. алюминия, С1- 50,0*150V. Для маломощного Тр2 использовал железо и готовую обмотку (2350 витков) отДр-5-0,08 этого же телевизора. Окно позволяет намотать 30V проводом 0,14, но Ш-железо, конечно, собирается вперекрышку. Ток Х.Х=50ма.Обмотка1 Тр1 мотается в 2 жилы проводом ПЭВА 1,16 с таких же телевизоров (УЛПЦТ-59-2, УЛПЦТ-61-2) контролируя ток Х.Х.(я не записал кол-во витков)- не более 0,32-0,35А, (проверить недолго, воткнув сердечники и подав с ЛАТРа питание на начало обмотки и на конец той катушки, с которой сматываем провод),на обмотке 2- 55V , на обмотке 3- 35V, при этом на С2 будет 48V, на С1-90V. Обмотку 3 я намотал алюминиевым проводом на 16кв.мм.-вроде бы должна сильно нагреваться, но на практике,- чуть тёплая,-дуга горит секунд 30, а потом замена электрода, «прицеливание»- минута отдыха, и всё-таки контролируйте нагрев время от времени, но аппарат получился хороший.
В своём аппарате предусмотрел отвод на 12 вольт у мощной обмотки и тумблер отключающий поджиг и замыкающий цепь кнопки управления для использования сварочника в режиме автомобильного «пускача».
Если нет шинки для намотки вторичной обмотки, то сделайте так: между двумя крючками, на расстоянии 25-30 метров (точнее можно посчитать перемножив среднюю длину витка вторички на количество витков), разматывайте любые катушки с медным проводом (от силовиков, пускателей, втягивающих и т.д.) с любой изоляцией, даже горелые. Когда пучок станет толщиной с мизинец, аккуратно обмотайте его изолентой в 1-2 слоя по всей длине. Все кончики зачистить и скрутить. Получится многожильный провод нужного сечения.
Автор схемы и владелец сварочного аппарата - ded (deda)
svapka.ru
Сварочный аппарат - надежный помощник в строительстве и ремонте
Многообразие сварочных аппаратов не может не удивлять, но основных типов всего три. Рассмотрим каждый в отдельности.
Ручная дуговая сварка
Такой тип сварки еще называют электродной сваркой (абревиатура ММА ) наиболее популярна, применяется в первую очередь для соединения обычной стали. Научиться использовать сварочный аппарат в бытовых целях сравнительно просто, стоимость техники и расходных материалов невелика.
Для сварки используются электроды — металлические стержни, покрытые обмазкой, диаметром от 1,6 до 5,0 мм.
[note]Электроды большего диаметра применяют обычно для профессиональных задач, меньше чем 1,6 мм не выпускают поскольку прогорают они быстро и выдержать необходимое расстояние между концом электрода и заготовкой достаточно сложно, да и обмазка на тонких электродах хуже держится.[/note]
Ручная сварка обычным электродом
Основные недостатки ММА-сварки — невозможность автоматизации процесса, ограниченное применение: тонколистовые материалы с её помощью соединять сложно — чем тоньше лист, тем выше вероятность его «прожечь». Варить этим методом некоторые цветные металлы, чугун и легированные стали допустимо, но такая работа требует высокой квалификации.
Полуавтоматическая сварка
Для тонколистовых металлов, например в авторемонте, используют полуавтоматическую сварку. Вместо электрода применяют проволоку, намотанную на катушку.

Полуавтоматическая сварка
Подача проволоки автоматическая, сварщику остаётся только вручную перемещать горелку. Благодаря частичной автоматизации процесса эти виды сварки применяют для соединения не только обычных сталей, но и нержавеющей стали , а также цветных металлов.
Аргоновая сварка
Наиболее универсальна аргоновая сварка в среде защитных газов (TIG), это обычная ручная сварка взявшая свое название от газа, который применяется в процессе. Осуществляется она неплавящимся вольфрамовым или графитовым электродом, металл в зону сварки подаётся вручную.

Сварка в защитной аргоновой среде
Скорость такой сварки невелика, а стоимость гораздо выше чем без применения аргона, но варить можно буквально любые металлы, причём с хорошим качеством.
Этот способ чаще всего применяют именно для ответственной сварки цветных металлов. Прочие виды сварки в бытовых условиях почти не применяются. С помощью сварочных аппаратов в принципе можно резать металлы, существуют даже специализированные аппараты для плазменной резки, но это оборудование нужно специалистам, в быту мало кто найдёт для него постоянный «фронт работ».
Источники тока
Вне зависимости от типа сварки любой сварочный аппарат в первую очередь является преобразователем сетевого напряжения в напряжение с заданными параметрами (для каждого типа они свои). Для такого преобразования стандартно применяют трансформатор. Различают трансформаторные и инверторные сварочные аппараты.

Классический вид трансформаторного аппарата времен СССР
Трансформатор есть на обоих этих типах, только в первом случае он «работает» на частоте сети (50 Гц), а во втором используется инверторное преобразование: с помощью электронных схем частота тока существенно увеличивается, а вес и габариты трансформатора уменьшаются в десятки раз.
Далее, «после трансформатора», ток снова преобразуется до необходимых выходных параметров. Конечно, это более сложная схема, но у неё есть масса преимуществ. В частности, это более высокие КПД и качество тока, возможность точной установки его заданного значения, а также регулировки и настройки ряда иных параметров.
Трансформаторные сварочные аппараты и выпрямители (в отличие от трансформаторов они «выдают» постоянный ток) предлагаются многими производителями для ММА-сварки. Стоят такие аппараты дешевле инверторных, более надёжны, но на этом их достоинства заканчиваются. Для полуавтоматической сварки применяют как инверторы, так и трансформаторные аппараты: в этом виде сварки недостатки трансформаторов не настолько заметны.
Некоторые особенности сварочных аппаратов
Тут речь пойдёт в основном об инверторных моделях, у трансформаторов особенностей гораздо меньше. Основные параметры любого сварочного аппарата — рабочий диапазон и рабочий цикл (продолжительность включения, ПВ). О том как выбрать сварочный аппарат для дома читайте тут.

Инверторный сварочный аппарат для сварки штучным электродом методом ММА
В принципе все сварочные аппараты не рассчитаны на длительную работу на максимальном токе, им время от времени требуются перерывы для охлаждения, ПВ как раз и указывает на продолжительность необходимых перерывов.
Но ПВ сильно зависит от заданных параметров тока, а ток выставляется в зависимости от условий работы. Если взять два почти одинаковых сварочных аппарата, скажем, мощностью 130 А и 200 А и проводить сварку на 100 А, то первый потребует перерывов, а второй, скорее всего, сможет работать длительное время вообще без остановок, не перегреваясь.
Так что более мощные аппараты одного модельного ряда способны работать дольше, используют более толстые электроды или проволоку, но других преимуществ у них нет. Значение ПВ очень сильно зависит от температуры окружающего воздуха. «По умолчанию» стоит предполагать, что это 20–25 °C. Правда, в последнее время некоторые производители начали указывать температуру, при которой проводились измерения, но пока — далеко не все.
Ещё одна тенденция последнего времени — указание диапазона напряжений, в котором способен работать инверторный аппарат. Разумеется, важнее его нижняя граница: состояние электросетей далеко не везде идеально, особенно в сельской местности, иногда оно падает ниже 200 В. К тому же любой электрический удлинитель — источник дополнительных потерь.

Рабочее напряжение: 170–240 ВПОТРЕБЛЯЕМАЯ МОЩНОСТЬ: 5,9 кВА (при нагрузке 100 %)Источник тока: инверторный преобразовательнапряжения на IGBT-транзисторах. Род тока — постоянный
Многие современные инверторы могут работать и при напряжении 160–170 В, некоторые — при ещё меньшем: отдельным моделям бывает достаточно 110 и даже 90 В. Если диапазон напряжений не указан, «по умолчанию» можно считать, что сварочный аппарат рассчитан на отклонение напряжения в сети на 10 %. Вполне вероятно, что он будет работать и при более низком напряжении, но узнать это можно только экспериментально.
Все инверторные аппараты собирают на одном из двух типов транзисторов — MOSFET или IGBT, причём в массовом секторе сейчас в основном применяются более современные схемы с IGBT-транзисторами. В сварочных аппаратах они способны работать на более высокой частоте, чем MOSFET, что уменьшает вес техники. Но предлагаемые MOSFETаппараты тоже имеют свои преимущества.
Многие сварочные инверторные аппараты имеют целый ряд дополнительных функций. Для ММА-инверторов характерны как минимум три: Хот старт («горячий старт»), Арк форс («форсирование дуги») и Анти-стик(«антизалипание»).
- В первом случае — электроника создает дополнительный импульс тока в самом начале работы для облегчения поджига дуги.
- Вторая функция следит за приближением электрода и увеличивает сварочный ток, если электрод приближается к детали слишком быстро, а это в свою очередь препятствует залипанию.
- Третья функция отключает или сильно уменьшает ток в том случае, если электрод всё-таки «приварился» — так его легче отсоединить, к тому же снижается нагрузка на сеть.
Эти три функции указываются практически у всех сварочных аппаратов, от самых простых до профессиональных, поэтому даже отличием их можно считать с натяжкой. Некоторые сварочные аппараты более высокого уровня имеют возможность регулировки функций Hot Start и/или Arc Force — вот это уже те отличия, которые могут оказаться полезными при выполнении определённых работ и достаточной квалификации сварщика.

Инверторный сварочный аппарат для полуавтоматической сварки методами MIG/ MAG/ FLUX, сварки штучными электродами методом ММА и аргонно-дуговой сварки методом TIG LIFT
Существует две разновидности сварки «аргоном»: TIG Lift для возбуждения дуги требует касания электродом детали с последующим отведением горелки, при высокочастотном зажигании воздушный промежуток между электродом и деталью «пробивается» без касания. На некоторых аппаратах можно настроить двух- или четырёхтактный режим работы.
В первом сварка проводится при нажатии на кнопку горелки, во втором кнопку удерживать не надо: при первом нажатии производится сварка, для её прекращения на кнопку нажимают её раз. У аппаратов для аргонно-дуговой сварки встречается и ещё ряд других настраиваемых функций, которые позволяют подобрать оптимальный режим под конкретные условия работы.
Но все эти функции есть только на сложных, профессиональных моделях, большинство видов аргоновой сварки обходится без них. Ряд инверторных аппаратов относится к комбинированным — с их помощью реально проводить два или даже все три типа сварки (бывает и четыре, если учитывать плазменную резку). Стоят они, понятно, несколько дороже «обычных», но всё-таки дешевле, чем два «раздельных» аппарата.
Одежда и аксессуары

Сварщик в полной экипировке
Для сварки потребуется не только сварочный аппарат и расходные материалы к нему. Важнейший аксессуар — сварочная маска. Иногда в комплект аппаратов входит пластмассовый щиток (маска надевается на голову, щиток приходится держать одной рукой) с затемнённым стеклом, но лучший выход — прикупить маску-«хамелеон» с автоматическим затемнением. Это гораздо удобнее. Для предварительной очистки соединяемых деталей желательна стальная щётка, для отбивки шлака — молоток (гибрид щётки с молотком тоже часто входит в комплект поставки). Не стоит забывать и об одежде: сварочная дуга — мощный источник ультрафиолета, открытые участки кожи могут «загореть» до ожога буквально за несколько минут работы. Одежда должна быть плотной, стойкой к воздействию искр. В качестве обуви лучше всего использовать сапоги или кожаные ботинки, они защитят ноги от раскалённых частиц металла и шлака, а заодно могут смягчить удар при падении на ноги тяжёлых предметов и заготовок (ситуация вполне вероятная).
Как варить?
Некоторый необходимый минимум знаний и приёмов есть в инструкциях по эксплуатации оборудования. Для бытовых целей этого вполне достаточно. Для проведения более сложных работ лучше обратиться к специальной литературе — учебники по сварочному делу, выпущенные ещё в советские времена, понятны и подробны. Нюансов очень много, они зависят от свариваемых материалов, толщины, области применения полученного изделия и ещё массы других факторов. Несмотря на то что аппараты для сварки за несколько десятков лет сильно изменились, приёмы работы остались теми же. Ну и, конечно, чтобы научиться варить, нужна практика, без этого никак не обойтись.
obinstrumente.ru
Сварочный аппарат СССР | Festima.Ru
Шуpуповеpт CDLi-14 FAVOURITЕ арт.123 зелeный 4 Акк. шуpуповepт 14,4B, 2*2Ач 26Нм FАVОURIТE H HOBЫЙ СТРОИTЕЛЬНЫЙ ИHСTРУMEHТ ПО ЦЕНАM HИЖE, ЧЕM B MАГAЗИHАХ 1) бoлее 500 наимeнoвaний товaрoв 2) дoстaвка 3) пoкупкa в тeчeнии 3 часoв пoсле зaявки 4) 10% скидкa нa кaждый втopой инстpумeнт в чеке 5) опт и розница Подробная и актуальная информация у консультантов по телефону, в wаtsарр, tеlеgrаm и vibеr Шуруповерт 14 FАVОURIТЕ имеет напряжение аккумулятора - 14,4 В Шуруповерт 14 FАVОURIТЕ имеет Li-iоn аккумулятор Шуруповерт 14 FАVОURIТЕ имеет емкость аккумулятора - 2 Ач Шуруповерт 14 FАVОURIТЕ имеет 2 аккумулятора Шуруповерт 14 FАVОURIТЕ имеет макс. крутящий момент - 26 Нм Шуруповерт 14 FАVОURIТЕ имеет 18+1 ступеней крутящего момента Шуруповерт 14 FАVОURIТЕ имеет 2 скорости Шуруповерт 14 FАVОURIТЕ имеет 0-350об/мин / 0-1350об/мин оборотов холостого хода Шуруповерт 14 FАVОURIТЕ имеет диаметр патрона - 10 мм Шуруповерт 14 FАVОURIТЕ имеет быстрозажимной тип патрона Шуруповерт 14 FАVОURIТЕ имеет реверс Шуруповерт 14 FАVОURIТЕ имеет LЕD подсветку *добавьте товар в избранные, чтобы не потерять Остались вопросы? Ответим на них и подберем оборудование под Ваши задачи! Звоните Также у нас можете подобрать: болгарку, шуруповерт, перфоратор, бензопилу, пылесос строительный, миксер дрель, миксер строительный, отбойный молоток, циркулярную пилу, фрезерный станок, шлифовальную машину, фен промышленный, фен строительный, краскопульт, сварочный аппарат, рубанок электрический, перфоратор, гравер, плиткорез, сварочную маску, генератор, точильный станок, мотокоса, бетономешалка.
Ремонт и строительство
15 часов назад на Avito.Rufestima.ru
Сварка в СССР, том 2

Монография «Сварка в СССР» состоит из двух томов. В первом томе помещены разделы I «Развитие сварочной техники и науки о сварке» и II «Технологические процессы, сварочные материалы и оборудование». Второй том включает в себя два раздела: I «Теоретические основы сварки, прочности и проектирования» и II «Сварочное производство».
Предисловие
Раздел первый
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СВАРКИ, ПРОЧНОСТИ И ПРОЕКТИРОВАНИЯ
Глава 1
Источники нагрева при сварке
Физические явления в сварочной дуге. Фундаментальные исследования дуги
Виды сварочной дуги
Магнитогидродинамические явления и магнитное управление дугой
Лучевые источники нагрева
Общие характеристики источников сварного нагрева
Глава 2 Тепловые процессы при сварке
Глава 3
Металлургия сварки
Глава 4
Теория сварочных напряжений и деформаций
Глава 5
Металловедение сварки плавлением
- Структура сварного шва
- Холодные трещины при сварке
Глава 6
Работоспособность сварных конструкций и их преимущества перед не сварными
Глава 7
Прочность сварных соединений
Глава 8
Сварка стали, требования для конструкций
Глава 9
Автоматическое регулирование сварочных процессов
Раздел второй
СВАРОЧНОЕ ПРОИЗВОДСТВО
Глава 10
Комплексная механизации и автоматизация в производстве сварных конструкций
Глава 11
Сварка в строительстве
Каркасы зданий мартеновских и конверторных цехов
Цельносварные доменные печи
Сварка резервуаров
Цельносварные пролетные строения мостов и краны-перегружатели
Цельносварные башни и мачты
Глава 12
Сварка в мостостроении
Глава 13
Сварка в судостроении
Глава 14
Сварка в тяжелом, транспортном и энергетическом машиностроенииГлава 15
Сварка в химическом и нефтяном машиностроении
Глава 16
Сварка в тракторном и сельскохозяйственном
машиностроении
Глава 17
Сварка в автомобилестроении
Глава 18
Технология сварки трубопроводов
Глава 10
Сварка в строительстве трубопроводов
Глава 20
Сварка в радиоэлектронной н приборостроительной промышленности
Глава 21
Неразрушающие методы контроля качества сварных соединений
Глава 22
Производство сварочных материалов
Глава 23
Производство сварочного оборудования
Глава 24
Охрана труда в сварочном производстве
Литература
Хронологический указатель.
Подобные статьи
 Cварка под водой, мокрая сварка.
Cварка под водой, мокрая сварка. Предисловие
Предисловие Сварка в строительстве
Сварка в строительстве Лучевые источники нагрева
Лучевые источники нагрева
svarak.ru
Перфораторы, шуруповерты, сварочные аппараты, генераторы
По умолчаниюПо датеДешевлеДороже
м. Киевская
Вчера 22:43
м. Царицыно
Вчера 21:54
м. Охотный ряд
Вчера 21:39
м. Новокосино
Вчера 20:54
м. Щелковская
Сегодня 04:51
Компаниям. Электрозаводская
Сегодня 04:50
м. Красные ворота
Сегодня 04:18
Компаниям. Алтуфьево
Сегодня 04:16
Компаниям. Планерная
Сегодня 03:52
м. Люблино
Сегодня 03:40
м. Тимирязевская
Сегодня 03:38
м. Чистые пруды
Сегодня 03:33
м. Кутузовская
Сегодня 03:11
Компаниям. Площадь революции
Сегодня 02:55
м. Молодежная
Сегодня 02:53
м. Проспект Вернадского
Сегодня 02:50
Компаниям. Юго-Западная
Сегодня 02:33
м. Славянский бульвар
Сегодня 02:30
Компаниям. Домодедовская
Сегодня 02:29
м. Бабушкинская
Сегодня 02:23
м. Каширская
Сегодня 02:14
м. Каширская
Сегодня 02:14
м. Жулебино
Сегодня 02:06
м. Выхино
Сегодня 02:01
м. Беляево
Сегодня 02:00
Компаниям. Крылатское
Сегодня 01:59
м. Медведково
Сегодня 01:57
м. Медведково
Сегодня 01:53
м. Новогиреево
Сегодня 01:50
Компаниям. Домодедовская
Сегодня 01:49
м. Медведково
Сегодня 01:42
м. Тверская
Сегодня 01:37
м. Тверская
Сегодня 01:36
м. Медведково
Сегодня 01:33
м. Котельники
Сегодня 01:23
м. Университет
Сегодня 01:22
Компаниям. Петровско-Разумовская
Сегодня 01:15
м. Перово
Сегодня 01:10
м. Охотный ряд
Сегодня 01:08
м. Выхино
Сегодня 01:06
м. Строгино
Сегодня 01:05
Компаниям. Раменки
Сегодня 01:04
м. Строгино
Сегодня 01:04
м. Речной вокзал
Сегодня 01:00
м. Пионерская
Сегодня 00:59
www.avito.ru






