







История создания инверторных сварочных аппаратов. Когда появился первый сварочный аппарат
История развития сварки
В строительстве зданий, создании автомобилей, и производстве различных металлических изделий большую роль играет сварка. Доставка воды и удаление стоков происходит по трубам сваренным электрической дугой и покрытыми электродами. Отопление, двери, лестницы и перила тоже часто изготавливают при помощи сварки различными аппаратами. Без этого человечество находилось бы в далеком прошлом в плане передовых конструкций и коммуникаций. Но когда началась история сварки? Кто первый открыл явление электрической дуги и понял какие возможности это дает? Как совершенствовалось оборудование и технологии со временем?

Достижение человечества
Сварочный метод соединения металлов произвел настоящую революцию в мире промышленности и строения, ускорив создание и увеличив прочность многих конструкций. Речь идет о возбуждении электрической дуги между двумя контактами, подсоединенными к полюсам аппарата. Дуга нагреваясь плавит кромки металла, создавая общую «лужицу» расплавленного железа. Так происходит соединение сторон в единый сплав.
Чтобы повысить прочность шва используется плавящийся материал, который может быть в виде стержня электрода, или как дополнительная присадочная проволока. Так можно производить не только сварку, но и наплавку истертых деталей. Сложность заключалась в создании безопасного метода, ведь электрическая дуга способна проявляться и у высокого напряжения, но удержание рабочих частей с большим значением вольт очень опасно для человеческой жизни.
Процесс шагнул дальше, когда ученые смогли создать понижающие источники тока, где благодаря принципу электромагнитной индукции напряжение значительно понижалось, а сила тока наоборот возрастала. Это позволило обезопасить сварочный процесс, а увеличенная сила тока дала возможность плавить более толстые стороны металла. Дальше ученые сконцентрировались на модернизации электродов и рабочих элементов в руках сварщика.
Большие усилия прилагались и в области защиты сварочной ванны от внешних газов. Если вести шов голым стержнем металла, то дуга будет гореть, но последующий валик металла будет весь пронизан порами удаляющегося углерода. Чтобы создать прочное герметичное соединение потребовалось разработать различные обмазки для электродов и специальные порошки-флюсы, предотвращающие взаимодействие расплавленного металла и окружающего воздуха. Но пришли люди к этому не сразу и история развития сварки начинается еще в древних веках.
Самые первые проявления сварки
Еще при раскопках в древнем Египте были найдены украшения из золота, которые спаивались между собой оловом. Разогретый на углях легкосплавный материал наносился на золотые украшения и застывая образовывал некоторое соединение. Во время раскопок в Помпеи археологи нашли остатки водопроводных коммуникаций, которые имели поперечные швы на свинцовых трубах. Поскольку свинец тоже легко плавился на огне, он поддавался заливанию в формы и созданию соединений.
Некоторые металлы соединялись в кузнях. Стороны разогревались на углях до пластичного состояния и сбивались ударами тяжелых молотков. Такое спрессовывание давало надежную сцепку материалов. Это нашло применение в создании корпусов артиллерийский орудий устанавливаемых на кораблях. Частично они выливались в формы, а частично соединялись кузнечной сваркой и дополнительным обрамлением хомутами. Но возможности человечества были ограничены температурой углей. Поэтому другие металлы для соединения были недоступны.
Открытие электрической дуги
История электросварки начинается с 1802 года, когда В.В. Петров, находясь в медико-хирургической академии воспроизвел явление горения электрической дуги между двумя концами аппарата. Произошло это в Санкт-Петербурге. Последующие исследования доказали реальность применения этого явления для плавления металлических кромок и соединения деталей.
Профессором было предложено использовать температуру от электрической дуги для быстрой плавки известных металлов. С 1881г в качестве элементов между которыми возбуждалась дуга стали использовать угольный электрод и металлическую поверхность. Спустя почти 90 лет с момента открытия свойств тока между двумя полюсами, в 1888 году Славянов предложил заменить угольный элемент на плавящийся металлический стержень.
У образовавшегося процесса было несколько сложностей:
- ванна нуждалась в лучшей защите от внешней среды;
- в образованном шве было много дефектов в виде пор и наплывов.
Чтобы улучшить структуру шва начали развиваться гранулированные средства, получившие название флюс. Это стали применять с 1902 года. Металлический стержень обмакивали в заготовленную пасту с содержанием окиси металлов, воды и карбонатов. После высыхания расходный элемент был готов к сварке. Подобным образом до сих пор изготавливают самодельные электроды.
Быстрое развитие технологий в XX и XXI веках
С началом XX века изобретения в области сварки стали различаться на подкатегории по используемому оборудованию. Разработчики поняли, что не только электрическая дуга способна плавить металл, но и ацетиленовое пламя может развить температуру до нескольких тысяч градусов.
Для этого был разработан ацетиленовый генератор в 1906 году. Их конструкция имеет большое сходство с современными моделями и заключается в погружении карбида в жидкость, где окисление содействует разложению твердого материала и выделению чистого ацетилена. В камере нагнетается давление и по шланге газ передается в горелку.
В 1903 году два французских разработчика предложили практичную конструкцию сварочной горелки со смесительной камерой. По одному каналу подавался ацетилен, а по второму кислород, который «разгонял» температуру факела до 3000 градусов. Это нашло широкое применение в сварке водопроводов и газопроводов.
Параллельно с этим продолжала развиваться и электрическая сварка, история которой включает 1912 год, когда было принято решение выпустить электроды с толстым покрытием. Это дало несколько плюсов:
- лучшую защиту от внешней газовой среды;
- стабильное горение дуги;
- более плотные швы, аналогичные по структуре с основным металлом;
- возможность применения на кораблях и в промышленности.
С 1940 года миру стала доступна сварка вольфрамовым электродом в среде защитного газа. Изначально это был гелий, но сейчас применяется и аргон. Сваривание ведется за счет электрической дуги, которая горит между неплавящимся электродом и кромками сторон. Там где требуется более крепкий шов, добавляется присадочная проволока. Данные виды сварки позволили соединять нержавеющую сталь и алюминий, а чистота шва быстро понравилась специалистам.
Из последних достижений в области сваривания материалов имеются:
Краткий экскурс в историю и обобщение
Если подвести итог, то история развития сварки имеет несколько ключевых точек на ленте времени. Их можно выделить так:
- 1802 г — российский ученый В.В. Петров обнаружил возникновение электрического разряда, характеризующегося ярким белым светом, удержание которого в течение определенного времени приводит к быстрому образованию температуры и возгоранию каменного угля.
- 1803 г — Петров опубликовывает собственное издание, где описывает личные опыты по воспроизведению вольтова столба и электрической дуги, а также использования этих физических явлений для электрической сварки и пайки металлических материалов. Параллельно ученый описал возможность применения дуги для создания освещения.
- 1882 г — историческая дата, когда Н.Н. Бенардос воспроизвел сварку электрической дугой с использованием угольных электродов. Ученый получил патенты на свое открытие в России, Германии, Англии, Франции, Италии и США. Метод получил своеобразное название «электрогефест».
- 1888 г — Н.Г. Славянов, будучи первооткрывателем-практиком, реализовал на практике применение плавящегося электрода и дополнительного слоя флюса на металлической поверхности. При наблюдателях со стороны гос комиссии он заварил деталь от паровой машины. Спустя пять лет ученый получил медаль на мировой выставке в Америке, за сварку в слое флюса из толченого стекла.
- 1905 г — В.Ф. Миткевич выступил с рациональным предложением использовать трехфазную дугу при соединении металлических частей. Это позволило работать с более толстыми материалами и создавать глубокие крепкие швы покрытыми электродами.
- 1932 г — еще один советский ученый К.К. Хренов реализовал сварку электрической дугой в подводной среде. Это дало начало различным глубинным методам прокладки коммуникаций через водоемы, а также улучшило ремонтные работы на судах.
- 1939 г — Е.О. Патоном опробованы методы сварки под флюсом и созданы головки для аппаратов с автоматическим действием. Позднее институт, названный в честь этого ученого, внес множество новаторских идей по усовершенствованию различных способов сваривания металлов.
Сварка, история которой будет еще продолжаться, позволила создать многие конструкции и изделия, без которых было бы невозможно современное строительство и другие разработки. Ученые продолжают трудиться над созданием более экономичных аппаратов, способных соединять металлы различной структуры. Но основные технологические процессы, по которым осуществляется сварка, остались такими же как и 100 лет назад.
Поделись с друзьями
4
0
1
3
svarkalegko.com
История развития сварки
Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов.
Известны древнейшие образцы сварки, выполненные в VIII-VII тысячелетиях до н.э. Древнейшим источником металла были случайно находимые кусочки самородных металлов - золота, меди, метеоритного железа. Ковкой их превращали в листочки, пластинки, острия. Ковка с небольшим подогревом позволяла соединять мелкие кусочки более крупные, пригодные для изготовления простейших изделий.
Позже научились выплавлять металл из руд, плавить его и литьем изготовлять уже более крупные и часто весьма совершенные изделия из меди и бронзы.
С освоением литейного производства возникла литейная сварка по так называемому способу промежуточного литья – соединяемые детали заформовывались, и место сварки заливалось расплавленным металлом. В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой появилась пайка, имеющая большое значение и сейчас.
Весьма важным этапом стало освоение железа около 3000 лет назад. Железные руды имеются повсеместно, и восстановление железа из них производится сравнительно легко. Но в древности плавить железо не умели и из руды получали продукт, состоявший из мельчайших частиц железа, перемешанных с частицами руды, угля и шлака. Лишь многочасовой ковкой нагретого продукта удавалось отжать неметаллические примеси и сварить частицы железа в кусок платного металла. Таким образом, древний способ производства железа включал в себя процесс сварки частиц железа в более крупные заготовки. Из полученных заготовок кузнечной сваркой изготовляли всевозможные изделия: орудии труда, оружие и пр. Многовековой опыт, интуиции и чутье позволяли древним Мистерам иногда получать сталь очень высокого качества (булат) и кузнечной сваркой изготовлять изделия поразительного совершенства и красоты.
Кузнечная сварка и пайка были ведущими процессами сварочной техники вплоть до конца ХIХ в., когда начался совершенно новый, современный период развития сварки. Несоизмеримо выросло производство металла и всевозможных изделий из него, многократно - потребность в сварочных работах, которую не могли уже удовлетворить существовавшие способы сварки. Началось стремительное развитие сварочной техники - за десятилетие она совершенствовалась больше, чек за столетие предшествующего периода. Быстро развивались и новые источники нагрева, легко расплавлявшие железо: электрический ток и газокислородное пламя.
Особо нужно отметить открытие электрического дугового разряда, на использовании которого основана электрическая дуговая сварка - важнейший вид сварки настоящего времени. Видная роль в создании этого способа принадлежит ученым и инженерам нашей страны. Само явление дугового разряда открыл и исследовал в 1802 году русский физик и электротехник, впоследствии академик Василий Владимирович Петров.
Петров Василий Владимирович
В 1802 г. русский академик В.В. Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Он изучил я описал это явление, а также указал на возможность использования тепла электрической дуги для расплавления металлов и тем заложил основы дуговой сварки металлов.
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. В последующие годы им были разработаны способы сверки дугой, горящей между двумя или несколькими электродами; сварки в атмосфере защитного газа; контактной точечной электросварки с помощью клещей; создан ряд конструкций сварочных автоматов. Н.Н. Бенардосом запатентовано в России и за границей большое количество различных изобретении в области сварочного оборудования и процессов сварки.
 Бенардос Николай Николаевич
Бенардос Николай Николаевич
Автором метода дуговой сварки плавящимся металлическим электродом, наиболее распространенного в настоящее время, является Н.Г. Славянов, разработавший его в 1888 г.
 Славянов Николай Гаврилович
Славянов Николай Гаврилович
Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива рабочих-сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке. Созданные Н.Н. Бенардосом и Н.Г. Славяновым способы сварки явились основой современных методов электрической сварки металлов.
Внедрение сварки в производство проходило очень интенсивно, так в России с 1890 по 1892 года было по их технологии отремонтировано с высоким качеством 1631 изделие, общим весом свыше 17 тыс. пудов, это в основном чугунные и бронзовые детали. Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла.
Известный мостостроитель академик Патон Евгений Оскарович, предвидя огромное будущее электросварки в мостостроении и в других отраслях хозяйства, резко сменил поле своей научной деятельности и в 1929 году организовал сначала лабораторию, а позднее первый в мире институт электросварки (г. Киев). Им было разработано и предложено много новых и эффективных технологических процессов электросварки. В годы войны в короткий срок под его руководством были разработаны технология и автоматические стенды для сварки под слоем флюса башен и корпусов танков, самоходных орудий, авиабомб.
В настоящее время широкое развитие получили такие новые способы сварки как: порошковыми материалами, плазменная, контактная и электрошлаковая, сварка под водой и в космосе и др., многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института - академик Борис Евгеньевич Патон.
Кроме головного, в этой отрасли, института сварки имени Е.О. Патона, вопросами сварки успешно занимаются многие учебные институты (УПИ, ЧИМЭСХ, ЛГАУ и др.), институты объединения «Ремдеталь».
Наибольшее развитие наука о сварке и техника применяемых в настоящее время передовых методов сварки подучила в нашей стране благодаря трудам многих советских ученых, инженеров и рабочих-новаторов сварочного производства. Ими создано большое количество типов сварочного оборудования, марок электродов, разработаны новые прогрессивные сварочные процессы, в том числе высокомеханизированные и автоматизированные, освоена техника сварки многих металлов и сплавов, глубоко и всесторонне разработана теория сварочных процессов.
В последние годы сварка повсеместно вытеснила способ неразъемного соединения деталей с помощью заклепок.
Сейчас сварка является основным способом соединения деталей при изготовлении металлоконструкций. Широко применяется сварка в комплексе с литьем, штамповкой и специальным прокатом отдельных элементов заготовок изделий, почти полностью вытеснив сложные и дорогие цельнолитые и цельноштампованные заготовки.
Далее: Сварка в прошлом. Статьи
Читать: История развития контактной сварки
Читать: История развития термитной сварки
Источник: Глизманенко Д.Л. Сварка и резка металлов
www.autowelding.ru
с древних времен и до современности
Можно с уверенностью сказать, что сварка на сегодняшний день — это одна из основ развития человечества. И это не голословное утверждение. Именно благодаря этому процессу люди имеют возможность возводить небоскребы, прокладывать инженерные коммуникации, развивать промышленность и науку. И конечно же возникает закономерный вопрос: а когда появилась сварка? Когда люди научились соединять между собой тугоплавкие материалы? Может, 50-100 лет назад? Или это одно из новейших открытий человечества? Постараемся разобраться в этом вопросе и рассмотреть, какая история развития сварки.
Древние времена и Средневековье
Способ получения цельных металлических конструкций путем сварки и пайки пришел к нам с глубокой древности. Доказательством этому служат золотые украшения с оловянной пайкой, которые были найдены во время раскопок в египетских пирамидах и свинцовые водопроводные трубы с поперечным паянным швом, которые были найдены во время раскопок в итальянском городе Помпеи. В древние времена была распространена и кузнечная сварка, при которой металлы разогревались до состояния пластичности, после чего спрессовывались в местах соединения.

Технологический процесс сварки развивался и в Средние века. Примером этому служит огромная пушка Дол Грайет, созданная в 1382 году. Пушка представляла собой кованную трубу, которая была усилена наружными металлическими обручами, присоединенными к ней с помощью кузнечной сварки. Такой способ изготовления артиллерийских орудий применялся во всем мире. Самые большие экземпляры таких пушек были изготовлены в XVI веке в Индии. Вес орудий был более 50 тонн, а общая длина — более 9 метров.
Большинство древних строений предусматривали наличие мощной несущей конструкции из камня, а в качестве балок и перекладин использовались деревянные брусья. Однако в некоторых случаях при создании особо крупных конструкций были необходимы узлы, которые работали на растяжение. Для их создания использовались металлические анкера, изготовленные путем кузнечной сварки или ковки. В Венеции аркады дворца Дожей поддерживались стальными анкерами, причем это было не просто архитектурное излишество, а необходимость. Большинство зданий эпохи Возрождения содержали в себе стальные сварные соединения несущих конструкций. Это было начало применения сварки как обязательного процесса при создании различных сооружений.
Индустриализация и появление сварочных электродов
Благодаря быстрым темпам развития научного и технического прогресса, многие элементы сооружений, которые ранее изготавливались из камня и дерева, были заменены металлом. Преобладающим материалом все так же являлось железо или более крепкие сплавы на его основе — стали.
Большинство сварочных процессов и технологий были разработаны в начале ХХ века, хотя уже в XIX веке они использовались в единичных случаях. Например, в 1802 году профессор медико-хирургической академии в Санкт-Петербурге Василий Владимирович Петров открыл явление дугового разряда. В ходе дальнейших исследований профессором была доказана возможность использования дугового разряда для плавления и освещения металлов. Именно профессор Петров был первым в мире, кто предложил использовать электрическую дугу для мгновенного расплавления всех существующих металлов.
Изначально при применении электрической дуговой сварки не использовались расходные сварочные материалы, а применялся неплавящийся угольный электрод. Впервые сварка с использованием такого электрода была применена в 1881 году, а уже в 1888 году российский ученый Н. Г. Славянов заменил его металлическим электродом. Однако постоянную температуру горения дуги было очень сложно поддерживать, к тому же процесс сварки сопровождался образованием пористых поверхностей и неровностей на металлических конструкциях.
Первые флюсы были изготовлены в 1902 году. Металлические стержни электродов опускались в пасту, которая состояла из окисей металлов и карбонатов, смешанных с водой. Такое покрытие высыхало при обычной температуре (20-40 градусов), после чего электрод был готов к использованию. Несмотря на то, что по современным стандартам применение такого флюса считается достаточно примитивным, такое покрытие электродов обеспечивало стабилизацию электрической дуги и обеспечивало газовую защиту.
Новое время и развитие современных видов сварки
Развитие истории сварки особо активно продолжалось в ХХ столетии. Большинство изобретений в данной сфере, которые были придуманы и разработаны ещё в начале века, используются и по сей день. Единственная разница «наших» сварочных аппаратов от аппаратов прошлого столетия — это технологический уровень. Принцип работы остался точно таким же.
В 1903 году французскими учеными Эдмоном Фуше и Шарлем Пикаром была сконструирована первая ацетиленокислородная сварочная горелка. Конструкция, которая была предложена ими, принципиально не изменилась до наших дней. В 1906 году появились первые надежные ацетиленовые генераторы, после чего началось промышленное использование данного вида сварки для создания газопроводов, технологического оборудования и других конструкций.
В 1912 году было создано толстое электродное покрытие, которое представляло собой обертку из синего асбеста. Электроды с толстым покрытием, которые были пропитаны жидким стеклом, нашли свое применение в военной промышленности и кораблестроении. Толстое флюсовое покрытие использовалось благодаря тому, что оно не только обеспечивало защиту от загрязнения, но и стабилизировало горение электрической дуги благодаря ионизируемым компонентам. Благодаря этому стало возможно создавать сварочные швы без дефектов, а плотность шва впервые стала такой же, как и плотность самого металла.
В 1940 году был впервые применен вольфрамовый электрод, электрическая дуга которого поддерживалась в гелии. Инертный газ обеспечивал самый высокий уровень стабилизации дуги и защиты от загрязнения. В связи с потребностью более чистых инертных газов для сварки реактивных металлов и алюминиевых конструкций в 1946 году стал использоваться аргон, который зарекомендовал себя как наиболее чистый и безопасный для работы инертный газ.
В 1960 году была разработана новая технология сварки, которая предусматривала использование нескольких электродов. Технология заключалась в следующем: две или более сварочные проволоки под флюсом подаются в одну сварочную ванну, причем они могут использоваться как в качестве присадки, так и находится под напряжением. Данный технологический процесс позволяет существенно увеличить скорость плавления металла и улучшить эксплуатационную гибкость.
60-е годы ХХ столетия отметились наибольшим количеством новейших разработок в области процесса сварки. Именно тогда впервые были изобретены, а впоследствии распространились по всему миру процесс сварки металлов с помощью порошкового электрода в инертном газе и без него, электрогазосварка и так далее.В конце 70-х и начале 80-х годов началась разработка газолазерной резки. На тот момент она считалась наиболее перспективной среди всех существующих способов резки металла.История сварки по нашему мнению будет писаться ещё очень долго.
Похожие статьиgoodsvarka.ru
Историческая справка об изобретении сварки
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
В 1802 г. русский ученый Петров В.В. открыл электрический дуговой разряд и указал на возможность использования его для расплавления металла. На Западе принято считать, что первым в этом был английский ученый Хамфрей Дэйвис, работы которого в этой области также относятся к началу XIX века. В 1882 г. русский инженер Бенардос Н.Н. открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им были также разработаны способы дуговой сварки в защитном газе, дуговой резки и др. Несколькими годами позже (в 1888 г.) другой русский инженер Славянов Н.Г. предложил производить дуговую сварку плавящимся металлическим электродом. Он создал первый сварочный генератор, предложил флюсы, позволяющие получить высококачественные сварные швы. Работы Славянова Н.Г. и других ученых были использованы шведским инженером Оскаром Кельбергом, который в 1907 году создал первый покрытый электрод. Так была изобретена сварка покрытыми электродами. При этом использовался постоянный ток, получаемый от сварочных генераторов. Сварку покрытыми электродами на переменном токе стали применять начиная с 20-х годов XX-го столетия.
| Держатели для дуговой сварки угольным электродом, предложенные Н.Н. Бенардосом | |
В 30 - 40-х годов прошлого столетия был разработан способ полуавтоматической и автоматической сварки под флюсом, позволяющий повысить производительность процесса сварки в несколько раз.
С 1920 года получил промышленное применение способ дуговой сварки неплавящимся электродом в инертных газах (ТИГ). Хотя первый патент, относящийся к данному способу сварки, был зарегистрирован еще в 1890 году.
Дуговая сварка плавящимся электродом в защитных газах (МИГ/МАГ) впервые была предложена в США в 1948 году.
В 1950-52 г. группой советских ученых под руководством Любавского К.Ф. и Новожилова Н.М. разработан способ сварки в среде углекислого газа низкоуглеродистых и низколегированных сталей.
В настоящее время сварка покрытыми электродами, сварка плавящимся и неплавящимся электродом в защитных газах, а также сварка под флюсом, которые являются электрическими дуговыми способами сварки, широко применяются в промышленности.
Однако существуют и другие (не дуговые) способы сварки. Так одним из широко применяемых не дуговых способов сварки является контактная сварка, при которой расплавление металла деталей в точке их соединения происходит за счет выделения тепла в месте контакта при прохождении электрического тока. Первые патенты по этому способу сварки относятся к 1885 году.
В настоящее время нашли применение и такие способы сварки как электронно-лучевая, лазерная, индукционная, сварка трением и другие.
Сварка является одним из процессов соединения материалов. Как показано на схеме ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка - химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Схема газовой сварки
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Схема сварки ММА
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Схема сварки МИГ/МАГ
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
Схема сварки ТИГ
Международные коды и аббревиатура для основных процессов сварки
| Цифровой код по EN ISO 4063 | Аббревиатуры:Европейская (EU)Американская (USA)Российская (RU)Украинская (UA) | Полное наименование | |
| 111 | EU | MMA | Manual Metal Arc Welding |
| USA | SMAW | Shielded Metal Arc Welding | |
| RU | РД | Ручная дуговая сварка покрытыми электродами | |
| UA | РДЕ | Ручне дугове зварювання покритим | |
| 114 | EU | FCAW | Flux-cored wire metal arc welding without gas shield |
| USA | FCAW | Flux-cored arc welding | |
| RU | МПС | Механизированная сварка самозащитной порошковой проволокой | |
| UA | ЗП | Дугове зварювання порошковим дротом | |
| 12 | EU | SAW | Submerged Arc Welding |
| USA | SAW | Submerged Arc Welding | |
| RU | АФ | Автоматическая сварка под флюсом | |
| 121 | EU | - | Submerged arc welding with solid wire electrode |
| USA | - | Submerged arc welding with solid wire electrode | |
| RU | МФ | Механизированная сварка под флюсом | |
| UA | ЗФ | Дугове зварювання під флюсом дротяним електродом | |
| 13 | EU | MIG/MAG | Gas Shielded Metal Arc Welding |
| USA | GMAW | Gas Metal Arc Welding | |
| RU | - | - | |
| UA | - | - | |
| 131 | EU | MIG | Metal-arc Inert Gas Welding |
| USA | GMAW | Gas Metal Arc Welding | |
| RU | МАДП | Механизированная аргонодуговая сварка плавящимся электродом | |
| UA | МІГ | Дугове зварювання металевим (плавким) електродом в інертних газах | |
| 135 | EU | MAG | Metal-arc Active Gas Welding |
| USA | GMAW | Gas Metal Arc Welding | |
| RU | МП | Механизировання сварка плавящимся электродом в среде активных газов и смесях | |
| UA | МАГ | Дугове зварювання металевим (плавким) електродом в активних газах | |
| 136 | EU | FCAW | Flux-cored wire metal-arc welding with active gas shield |
| USA | FCAW | Flux-cored arc welding | |
| RU | МПГ | Механизированная сварка порошковой проволокой в среде аткивных газов и смесях | |
| UA | ПАГ | Дугове зварювання порошкоим дротом із захистом активним газом | |
| 137 | EU | FCAW | Flux-cored wire metal-arc welding with inert gas shield |
| USA | FCAW-S | Flux-cored arc welding | |
| RU | МПИ | Механизированная сварка порошковой проволокой в среде инертных газов и смесях | |
| UA | ПІГ | Дугове зварювання порошковим дротом із захистом в інертних газах | |
| 141 | EU | TIG | Tungsten Inert Gas Welding |
| USA | GTAW | Gas Tungsten Arc Welding | |
| RU | ААД | Автоматическая аргонодуговая сварка неплавящимся электродом | |
| UA | ВІГ | Дугове зварювання вольфрамовим електродом в інертних газах із присадним дротом чи без нього | |
weldering.com
История сварки и развития сварочных технологий
В самом начале 19 века, а конкретно в 1802 году, Василий Владимирович Петров (1761 – 1834 гг.), будучи профессором физики Санкт-Петербургской медико-хирургической академии, открыл и описал явление электрической дуги, а также впоследствии предложил ее возможное практическое применение, включая электросварку и электропайку металлов.
 В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
В 1882 году русский изобретатель Николай Николаевич Бенардос (1842 – 1905 гг.) открыл способ дуговой сварки с использованием угольного электрода. Дуга Бенардоса горела промеж угольного электрода и свариваемым металлом. В качестве присадочного прутка для образования шва применялась стальная проволока, а источником электрической энергии были аккумуляторные батареи. В последующие годы Н.Н. Бенардосом были разработаны и другие виды сварки: сварка дугой, горящей между двумя или несколькими электродами; сварка в атмосфере защитного газа; контактная точечная электросварка с помощью клещей. Им же были созданы и запатентованы ряд конструкций сварочного оборудования.
 В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
В 1888 году Николай Гаврилович Славянов (1854 – 1897 гг.) впервые в мире на практике применил наиболее распространенный в настоящее время метод дуговой сварки – метод сварки плавящимся металлическим электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины. Н.Г. Славянов не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал в различных странах мира, но и сам широко внедрял ее в практику. С помощью обученного им коллектива сварщиков Н.Г. Славянов дуговой сваркой исправлял брак литья и восстанавливал детали паровых машин и различного крупного оборудования. Н.Г. Славянов создал первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработал флюсы для повышения качества наплавленного металла при сварке, организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897 г.
Н.Н.Бенардос и Н.Г.Славянов заложили основы автоматизации сварочного производства. К сожалению, в условиях царской России их изобретения не нашли большого применения. Лишь после Великой Октябрьской социалистической революции сварочные технологии получают распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлов, а несколько позже – сварку судов и ответственных конструкций.
 Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
Применение сварки в промышленных объемах требовало создание и скорейшего внедрения в массовое производство надежных источников питания, гарантирующих стабильное горение дуги. В 1924 году на Ленинградском заводе «Электрик» запустили производство сварочного генератора СМ-1 и сварочного трансформатора с нормальным магнитным рассеянием СТ-2. В том же году советский ученый Василий Петрович Никитин (1893 – 1956 гг.) разработал принципиально новую схему сварочного трансформатора типа СТН, выпуск которых был начат заводом «Электрик» в 1927 году.
В 1928 году русский изобретатель и учёный Дмитрий Антонович Дульчевский (1879 – 1961 гг.) разработал технологию автоматической сварки под флюсом.
В 1932 году русский ученый Константин Константинович Хренов (1894 – 1984 гг.) впервые в мире создал технологию электродуговой сварки и резки под водой.
 Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Новая фаза развития сварки приходится на конец 1930-х годов. В это время коллектив института электросварки АН УССР под руководством академика Евгения Оскаровича Патона (1870 – 1953 гг.) изобрел промышленный способ автоматической сварки под флюсом. С 1940 года началось внедрение данного метода сварки в производства, что сыграло огромную роль в годы войны при производстве военной техники (электросварные башни танков) и снарядов. В дальнейшем был разработан способ полуавтоматической сварки под флюсом.
Конец 1940-х годов ознаменовался началом промышленного применения технологии сварки в защитном газе. В 1952 году коллективы Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патона разработали и внедрили в производство способ полуавтоматической сварки в углекислом газе.
Сваривать металлы практический любой толщины стало возможным после разработки в 1949 году сотрудниками Института электросварки им. Е.О. Патона технологии электрошлаковой сварки.
В дальнейшем в нашей стране стали применяться следующие способы сварки: сварка ультразвуком, диффузионная сварка, электронно-лучевая, холодная сварка, плазменная, сварка трением и др.
mavego.ru
История сварки
Сама по себе сварка появилась тогда, когда начали производить и отливать металл. Первоначальный способ был таким: детали разогревали до красна на огне и с помощью ударов тяжелого молотка соединяли детали.

Сварка, в том виде, котором мы наблюдаем ее сейчас основалась в 1802 году, нашим соотечественником, физиком В.В. Петровым, он то и открыл сварочную дугу и разъяснил как происходит данное явление. А на деле, испытать и опробовать сварочную дугу удалось в 1881-1882гг., Н.Н. Бенардосом и Н.Г. Славяновым, которые проводили данные испытания на металле, пытаясь их соединить с помощью сварочной дуги, а работали данные ученые независимо друг от друга, в разных лабораториях. Сварочная дуга Н.Н. Бенардоса горела между специальным угольным электродом и металлическими деталями, похожая на современную TIG сварку. Присадкой для формирования сварочного шва служила проволока из стали. Источником электричества он применил аккумуляторы. Далее, когда суть сварки стала ясна, Бенардос открыл такие виды сварки как: контактная, дуговая сварка в защитных газах и сварка, присадка при которой подавалась в сварочную ванну механически.

В 1888 году наш соотечественник, Н.Г. Славянов разработал сварку с помощью само плавящегося электрода и назвал это дуговой сваркой. Далее он первый начал использовать сварочный флюс, который подавался вместе с присадкой в сварочную ванну, вытесняя оттуда воздух и тем самым защищая ее от внешних воздействий окружающей среды. Так же, он разработал и объяснил методы сварки чугуна. И после всего этого он изобрел сварочный электрогенератор собственного производства, далее, его называли сварочным аппаратом. Когда всё было готово, он открыл единственный во всем мире цех, в котором занимались сваркой металла. Он располагался в Перми, в огромной пушечной мастерской. Там он сам и работал с 1883 по 1897гг. включительно.
Н.Н. Бенардос и Н.Г. Славянов начали подводить к сварке в автоматическом режиме, что могло обеспечить качественный сварной шов и высокую скорость сварки. Но в период царских времен в нашей стране эти процессы не были слишком востребованы. А после большой Октябрьской революции сварочное дело в России стало пользоваться большим спросом. В 20х годах под управлением опытного В.П. Вологодина на Дальнем Востоке электросваркой начали ремонтировать корабли, а далее, по мере получения необходимых навыков специалистами стали изготавливать те же самые корабли самостоятельно. В то же время началось производство ответственных металлоконструкций.
По мере того как развивалась сварка требовалось развивать и мощные источники питания, которые смогли бы поддерживать стабильное горение сварочной дуги. Первый такой образец был изготовлен в 1924г. в Ленинграде, на заводе "Электрик" и получило название: генератор для сварки "СМ-1" и трансформатор для сварки "СТ-2". Так же, в 1924г. профессор В.П.Никитин создал обновленную схему трансформатора для сварки, а производство этих трансформаторов было запущенно в 1927г., на том же заводе "Электрик".

1928г., профессор Д.А. Дульчевский изобретает сварку в автоматическом режиме под флюсом. В ходе сварки на сварочную дугу сыпался угольный порошок. А ученый В.И.Дятлов работая над данным флюсом решил в этот уголь добавить ферросплавы, в результате чего получился отличный сварочный флюс.

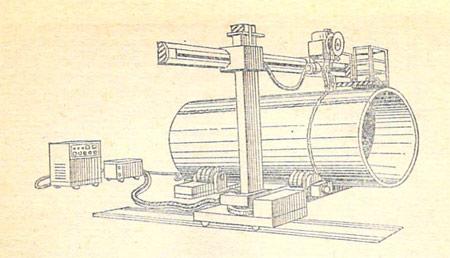
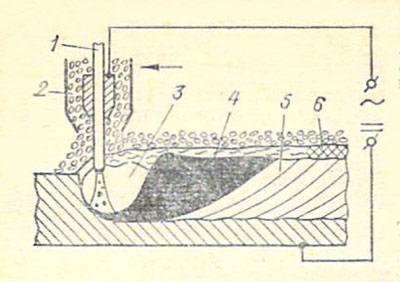
Следующей ступенью развития сварки принято считать с конца 30х гг., когда учеными института по развитию сварки "АН УССР" под покровительством Е.О. Патона изобрели и собрали аппарат автоматической сварки, не имеющий аналогов. Роль электрода исполняла стальная проволока, которая разматывалась и подавалась в сварочную ванну из специальной бухты, выполненной в виде катушки. Сверху на аппарате крепился специальный бункер с флюсом, который сыпался сверху вместо сварки, засыпая сварочную ванну, тем самым защищая шов от внешних воздействий окружающей среды, таких как кислород и азот. После прохождения сварки под флюсом, флюс обращался в шлак, накрывая шов и временно сохраняя высокую температуру в месте сварного соединения. Благодаря чему шов получался крепким и надежным, без пор и трещин. Полноценно этот метод сварки стали использовать с 1940г. Данный вид сварки очень был востребован в военные годы, когда производились танки, крупные орудия и авиационные бомбы. А немного времени спустя был освоен метод сварки под флюсом в полуавтоматическом режиме.
В конце 1940х гг. в промышленности нашла свое применение сварка в защитных газах. А в 1952г. научными институтами была разработана и введена в производство сварка полуавтоматом в углекислоте.
А самым значимым успехом в сварочных технологиях оказалось открытие электрошлаковой сварки учеными "ИЭС", в 1949 году, которая позволяла варить между собой металл очень большой толщины.
Далее начали появляться т другие виды сварки, такие как ультразвуковая, плазменная и диффузионная, холодная и сварка трением. Основной вклад в это развитие привнесли ученые и изобретатели России.
Сварочное дело постепенно начала вытеснять клепанье, литье, резьбовое соединение и кованые крепления металлоконструкций. Есть ряд выгодных преимуществ именно сварки по отношению к другим процессам крепления деталей:
• сокращение используемого металла, экономия от 15ти до 35ти %, зависящее от самих металлоконструкций и их сложности изготовления;
• снижение труда работников, а следовательно повышение скорости работ и уменьшение стоимости металлических изделий;
• благодаря сварке стало возможным выводить технологические процессы на автоматизированный уровень;
• старые и изношенные детали для восстановления начали наплавлять при помощи сварки, а не выбрасывать как раньше;
• появилась герметичность в местах соединений, которые нельзя было добиться при заклепывании и соединении на болтах;
• в цеху снизился уровень шума, благодаря чему работа стала более комфортной. vk12321
sparkking.ru
История создания инверторных сварочных аппаратов сварочный аппарат Киев Украина
Кузнец – одна из самых древних мужских профессий, технология, которой не менялась на протяжении столетий. Лишь во второй половине 19 века, в период бурного развития научно-технических исследований ученые стали искать другой способ термической обработки и соединения металлов. Первую попытку сварки металлов при помощи электрического тока предпринял американский инженер-исследователь Э.Томсон ещё в 1867 году. Он пропускал большой ток через соединенные металлические пластины и, когда они начинали оплавляться, стучал по ним молотом. Соединение получалось надежное, но сильно деформированное, поэтому практическое применение такой метод не нашел.
Инженер из Германии Г. Цернер впервые применил в 1968 году угольные электроды для соединения металлов. Он использовал термические свойства электрической дуги, исследованные русским ученым Владимиром Петровым ещё в 1802 году. Однако и он не обошелся без процесса ковки. Полноценный процесс электродуговой сварки осуществил русский инженер-изобретатель Николай Бенардос (1842 – 1905).
В начале 80-х годов Н.Бенардос разработал метод электродуговой резки, сварки, обработки металлов, пропуская ток, полученный от мощных аккумуляторных батарей. Изменяя количество аккумуляторных элементов, ученый мог регулировать силу тока для конкретных металлических конструкций. Ему удавалось резать даже рельсы. 31 декабря 1986 года в Петербурге он получил патент на это изобретение, который в то время именовался «привилегия № 194». Свое изобретение он назвал «электрогефест» созвучно с древнеримским богом огня Гефестом. Уже в 1887 году этот метод сварки применялся на стационарных заводских сварочных установках в Англии. В 1905 году В. Миткевич впервые применил для электродуговой сварки переменный ток, а в 1927 году русский инженер В. Никитин разработал регулируемый трансформатор электродуговой сварки и получил на него патент.
Трансформаторные сварочные аппараты применяются и по сей день. Они надежны, просты в обслуживании, однако имеют ряд существенных недостатков, среди которых большой вес, применение высокого количества цветных металлов для изготовления обмоток трансформатора, малая степень автоматизации процесса сварки. Идея уменьшить размер трансформатора за счет перехода от частоты электросети 50 Гц на более высокую родилась ещё в 40-е годы двадцатого века. Тогда это делали с помощью электромагнитных преобразователей-вибраторов. В 1950 году для этих целей стали использовать электронные лампы тиратроны. Однако в сварочной технике их было нельзя использовать по причине низкого коэффициента полезного действия (КПД) и невысокой надежности.
В начале 60-х годов прошлого века в электронных устройствах стали широко применять полупроводниковые приборы. Впервые был разработан тиристорный импульсный преобразователь напряжения для сварочных работ. По-существу, это был первый сварочный инверторный аппарат. Однако даже тогда мало кто мог представить, что импульсные преобразователи практически вытеснят трансформаторные схемы. Сварочный инвертор наряду с большим выходным током должен обладать высоким коэффициентом полезного действия. Настоящий прорыв в применении инверторных схем произошел в конце 90-х годов двадцатого века. Именно тогда были разработаны мощные полевые транзисторы, способные работать на высоких ультразвуковых частотах. Применение трансформаторов из ферромагнитных сплавов позволило еще уменьшить размеры инверторных сварочных автоматов.
В 21 веке широкое применение получили биполярные транзисторы с изолированным затвором (IGBT-транзисторы). Они могут работать на ультразвуковых частотах. При этом масса трансформатора уменьшается в десятки раз. Суть схемы инвертора состоит в том, что сетевое переменное напряжение вначале выпрямляется, постоянное напряжение в свою очередь питает высокочастотный генератор на IGBT-транзисторах. Получаемое переменное высокочастотное напряжение трансформируется на более низкое напряжение, которое после выпрямления подается на сварочный электрод. Ток электрода регулируется схемотехнически путем контроля глубины отрицательной обратной связи. Инверторный полуавтомат позволяет в автоматическом режиме осуществлять такие функции, как «антизалипание», «высокочастотное возбуждение дуги», «удержание дуги», другие опции, существенно упрощающие работу со сварочным аппаратом. В настоящее время широкое распространение получают сварочные аппараты с микропроцессорным управлением. Так называемая «умная» сварочная техника способна сама принять решение о предпочитаемом режиме сварки, до минимума уменьшив погрешности за счет человеческого фактора. Это позволяет профессионально выполнять сварочные работы даже дилетанту. Современный инверторный аппарат аргонодуговой сварки может производить монтаж изделий из алюминиевых сплавов, меди, легированной стали, титана и других металлов.
svarka-invertor.com










