Наиболее распространенные вопросы о сварочных дымах. Какой сваркой может варить газоэлектросварщик форум
Какой вид сварки наиболее высокооплачиваем и наименее опасен? - Страница 3 - Остальные вопросы
Вот где это прописано?
ЕТКС.Электрогазосварщик.: "плазменная и газовая сварка особо сложных и ответственных аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, предназначенных для работы под динамическими и вибрационными нагрузками и под высоким давлением. Ручная, дуговая и газоэлектрическая сварка особо ответственных строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, и конструкций особо сложной конфигурации. Автоматическая сварка особо ответственных конструкций из легированных специальных сталей, титановых и других сплавов на автоматах специальной конструкции, многодуговых, многоэлектродных - автоматах и автоматах, оснащенных телевизионными, фотоэлектронными и другими специальными устройствами, на автоматических манипуляторах (роботах). Механизированная сварка особо ответственных аппаратов, узлов, конструкций трубопроводов, строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, при выполнении сварных швов в потолочном положении и на вертикальной плоскости. Сварка экспериментальных конструкций из металлов и сплавов с ограниченной свариваемостью, а также из титана и титановых сплавов. Сварка особо ответственных конструкций в блочном исполнении во всех пространственных положениях сварного шва.
Должен знать: разновидности титановых сплавов, их сварочные и механические свойства; кинематические схемы автоматов и полуавтоматов, принципиальное устройство электронных схем управления; правила обучения роботов и работы с робототехническими комплексами; виды коррозии и факторы, вызывающие ее; методы специальных испытаний свариваемых изделий и назначение каждого из них; основные виды термической обработки сварных соединений; необходимые сведения по металлографии сварных швов.
Примеры работ"
websvarka.ru
Записки начинающего сварщика, часть 1 - Ручная дуговая сварка — ММA
Сегодня продолжил свои упражнения. Порылся на стенде и нашел очень подходящий швеллер толщиной 6 мм.

Почистил его и попробовал варить малыми токами. Оказывается есть жизнь на малых токах! И электрод зажигается и главное - скорость плавления ниже. Ниже нарезка фото швов полученных на 80А движение электрода - ёлочка, типа как здесь http://www.welding.s...gallery_84.html под №2

затем попробовал еще снизить ток до 70А, тоже вроде неплохо получается

ну и под конец сполз до 60А, здесь уже появились некоторые трудности, стало заметно труднее зажигать дугу и горела она менее устойчиво

поэтому решил вернуться на 70А, а движение электрода изменить на спираль №9 на той же картинке. При этом, как мне кажется, чешуйки уже отдаленно напоминают то, что видел когда-то у профессиональных сварных, хотя, конечно, еще далеко до совершенства, особенно в однородности толщины и ширины шва.


Заметил еще одну интересную особенность - шлак при остывании отделяется сам, полез в и-нет и прочитал, что для ОЗС-12 это так и задумано.

В конце работы оставил после себя такое поле боя

В ближайшее время дойду до конца швеллера в горизонтальном положении, и начну варить в вертикальном.
websvarka.ruЧто и чем варить - Аттестация технологий сварки и сварщиков
OK Tigrod 1070 (OK Tigrod 18.01)Алюминиевый пруток, стойкий к химическому воздействию и воздействию атмосферы. Применяется для сварки чистого алюминия, пластичных алюминиевых сплавов типа АД1, АМц. Обладает хорошими сварочными характеристиками.S Al 1070(Al 99,7) /EN ISO 18273/Аналог проволок:Св.-А97,Св.-А85,Св.-АМцOK Tigrod 4043 (OK Tigrod 18.04)Алюминиевый пруток, широко применяемый для сварки литейных Al-Si, содержащих до 7% Si ; Al-Si-Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.п.). Не рекомендуется для толщин более 20 мм. При толщинах 10 мм и более необходим подогрев до 150-200 °С для снижения вероятности образования пор.Защитный газ: Ar, смесь Ar/He, He.Ток ~ .Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. ER 4043/AWS A5.10S Al 4043(Al Si5) /EN ISO 18273/S Al 4043A(Al Si5(A)) /EN ISO 18273Аналог проволок:Св.-АК5,Св.-АК6OK Tigrod 1450 (OK Tigrod 18.11)Алюминиевый пруток, стойкий к химическому воздействию и воздействию атмосферы. Обеспечивает получение шва с высокой сопротивляемостью к образованию трещин.Незначительная добавка титана дает мелкозернистость шва очень хорошей формы. Применяется для сварки алюминия и его сплавов в авиастроении, пищевой промышленности. Не рекомендуется для толщин более 20 мм. При толщинах 10 мм и более необходим подогрев до 150-200 °С для снижения вероятности образования пор. Защитный газ: Ar, смесь Ar/He, He.Ток ~ .Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. S Al 1450(Al 99,5 Ti)/EN ISO 18273АналогСв.- 1201OK Tigrod 5356 (OK Tigrod 18.15)Алюминиевый пруток, широко применяемый для сварки профилей и металлоконструкций из Al-Mg сплавов, содержащих > 3% Mg, таких, как AMg3, AMg4, AMg5, AMg6 с аналогичными. Не рекомендуется для толщин более 20 мм. При толщинах 10мм и более необходим подогрев до 150-200°С для снижения вероятности образования пор.Защитный газ — Ar/He.Ток ~ .Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. ER 5356/AWS A5.10S Al 5356(Al Mg5Cr (A))/EN ISO 18273Аналог проволокиСв.-АМг 5OK Tigrod 5183 (OK Tigrod 18.16)Алюминиевый пруток для сварки Al-Mg сплавов, содержащих до 5% Mg; Al—Mn сплавов; не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной промышленности. Также используется в судостроении, и при сварке конструкций контактирующих с морской водой. Рекомендуется для сварки конструкций, работающих при знакопеременных нагрузках. Для снижения вероятности образования пор можно выполнять предварительный подогрев до 65 °С.Защитный газ — Ar/He.Ток ~.Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. ER 5183/AWS A5.10S Al 5183(Al Mg 4,5Mn0,7(A))/EN ISO 18273Аналог проволокиСв.-АМг 5OK Tigrod 19.82Коррозионно и жаростойкий пруток на никелевой основе для сварки и наплавки никелевых сплавов, сварки высоколегированных, коррозионно и жаростойких сталей, а также для соединения разнородных металлов. Обеспечивает высокую пластичность шва при низких температурах. Применяется для сварки емкостей, трубопроводов и др. конструкций в химической промышленности и химмашиностроении. Обычно сварку производят в чистом Ar, возможно использование смеси Ar/He или чистого He. Металл шва стоек к питтинговой коррозии и коррозионному растрескиваниюТок = (-).Выпускается: ø 1,6; 2,0; 2,4 и 3,2 мм. ER NiCr Mo-3/AWS A5.14S Ni 6625 ( NiCr22 Mo 9 Nb) /EN ISO 18274OK Tigrod 19.85Пруток из коррозионно и жаростойкой проволоки на никелевой снове для сварки и наплавки никелевых сплавов, сварки высоколегированных коррозионно и жаростойких сталей, а также для соединения разнородных металлов. Обычно сварку производят в чистом Ar. Металл шва стоек к коррозионному растрескиванию.Ток = - .Выпускается: ø 1,6; 2,0; 2,4 и 3,2 мм. ER NiCr-3 /AWS A5.14OK Tigrod 19.92Пруток на никелевой основе, легированный титаном для сварки конструкций из никеля (мин. 99,6%), работающих в агрессивной среде. Обычно сварку производят в чистом Ar, He или в смеси Ar-He.Ток = (-).Выпускается: ø 1,6; 2,0 и 2,4 мм. ER Ni - 1 / AWSA5.14S Ni 2061( NiTi3)/EN ISO 18274OK Tigrod 19.12Медная проволока для сварки чистой меди и низколегированных медных сплавов типа М1, М2, М3. Сварку производят в чистом Ar.Ток = (-)Выпускается: ø 2,0; 2,4; 3,2 и 4,0 мм ER Cu/AWS A5.7OK Tigrod 19.30Медная проволока для сварки бронз Cu-Si; Cu-Sn, низколегированной меди.Широко применяется для сварки оцинкованных деталей в автомобилестроении, наплавке на низко и не легированные стали, сварке данных сталей с чугуном.Обычно сварку производят в чистом Ar.Ток = (-).Выпускается: ø 1,6; 2,0; 2,4 мм ER Cu Si- A /AWS A5.7S Cu 6560 ( CuSi 3 Mn1) / EN14640Нержавеющие и жаростойкие сталиOK Tigrod 308L (OK Tigrod 16.10)*Коррозионностойкий хромоникелевый пруток для сварки нержавеющих сталей c содержанием хрома ~ 18% и никеля ~ 8% типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т, 304, 308, 347 и им подобных в среде чистого Ar. Oбеспечивает высокую стойкость против межкристаллической коррозии. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, энергетике и др.Ток = (-).Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 308L/ AWSA5.9W 19 9 L /EN 12072Аналог проволок:Св.-04Х19Н9,Св.-01Х18Н10,Св.-01Х19Н9 С 0,01Si 0,4Mn 1,8Cr 20,0Ni 10,0Mo Сu Предел прочности 645 МПаУдлинение 36% КV+20°С 170 Дж-80°С 135 Дж-196°С 90 ДжFN ~ 8OK Tigrod 347Si (OK Tigrod 16.11)*Коррозионностойкий хромоникелевый пруток для сварки нержавеющих сталей c содержанием хрома ~ 18% и никеля ~ 8% типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т, 304, 308, 347 и им подобных в среде Ar. Легирование ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, энергетике и др.Ток = (-).Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 347 Si /AWS A5.9W 19 9 Nb Si /EN 12072Аналог проволок:Св.-06Х19Н9Т,Св.-07Х18Н9ТЮ,Св.-07Х19Н10Б, С Si 0,8Mn 1,5Cr 20,0Ni 10,0Nb 0,7 Предел текучести 440 МПаПредел прочности 640 МПаУдлинение 35% КV+20°С 90 ДжFN ~ 8OK Tigrod 308LSi (OK Tigrod 16.12)*Коррозионностойкий хромоникелевый пруток для сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. в среде Ar. Наплавленный металл 308 L Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п.Ток = (-).Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 308L Si/AWS A5.9W 19 9 L Si /EN 12072Аналог проволок:Св.-01Х18Н10,Св.-01Х19Н9,Св.-04Х19Н9. С 0,01Si 0,8Mn 1,8Cr 20,0Ni 10,0 Предел текучести 510 МПаПредел прочности 555 МПаУдлинение 36% КV+20°С 175 Дж-60°С 150 Дж-196°С 100 ДжFN ~ 8OK Tigrod 318Si (OK Tigrod 16.31)*Коррозионностойкий пруток для сварки аустенитных нержавеющих сталей c содержанием хрома ~19%, никеля ~ 12% и Mo ~ 3% в среде Ar. Наплавленный металл 318 Si обладает высокой коррозионностойкостью. Легирование прутка ниобием обеспечивает высокую стойкость против межкристалличекой коррозии; а кремнием — высокое качество шва. Проволока применяется в пищевой промышлености, нефтехиммашиностроении для сварки изделий, работающих при температурах до 400 °С.Ток = (-).Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 318 Si/AWS A5.9W 19 12 3 NbSi /EN 12072Аналог проволок:Св.-08Х19Н10МЗБ,Св.-06Х20Н11МЗТБСв-06Х19Н10МЗТ С 0,04Si 0,8Мn 1,3Cr 19,0Ni 12,0Nb 0,5Mo 2,8 Предел текучести 460 МПаПредел прочности 615 МПаУдлинение 35% КV+20°С 40 ДжFN ~ 7OK Tigrod 316 L Si (OK Tigrod 16.32)*Предназначен для сварки аустенитных нержавеющих сталей c содержанием хрома ~18%, никеля ~ 8% и Mo ~ 3% таких, как: 03Х17Н14М2, 10Х17Н13М3Т, 316 и др. в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде. Легирование кремнием обеспечивает высокое качество шва. Применяется в химической и пищевой промышлености, нефтехиммашиностроении.Ток = (-).Выпускается: ø 1,0; 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 316 L Si/AWS A5.9W 19 12 3 L Si /EN 12072Аналог проволок:Св.-01Х17Н14М2,Св.-04Х19Н11МЗ С Si 0,8Mn 1,7Cr 19,0Ni 18,0Mo 12,0Cu Предел прочности 630 МПаУдлинение 33% КV+20°С 175 Дж-110°С 150 Дж-196°С 110 ДжFN ~ 8OK Tigrod 309 LSi (OK Tigrod 16.51)*Пруток коррозионностойкий хромоникелевый для сварки разнородных сталей (нержавеющих сталей c не- и низколегированными), а также для сварки аустенитных нержавеющих сталей, содержащих хрома ~24%, никеля ~ 13% и незначительный % углерода в среде Ar. Применяется в химической и пищевой промышлености, нефтехиммашиностроении.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 309 L Si/AWS A5.9W 23 12 L Si /EN 12072Аналог проволоки:Св.-08Х25Н13БТЮСв.-07Х25Н!13,Св.-06Х25Н12ТЮ С Si 0,8Mn 1,7Cr 24,0Ni 13,0Mo Cu Предел прочности 635МПаУдлинение 32% КV+20°С 150 Дж-60°С 150 Дж-110°С 130 ДжFN ~ 8OK Tigrod 309 L (OK Tigrod 16.53)*Пруток коррозионностойкий для сварки разнородных сталей (нержавеющих сталей c не- и низколегированными), подслоев при плакировании, а также для сварки аустенитных нержавеющих сталей, содержащих: хрома ~24%, никеля ~ 13% и незначительный % углерода (10Х23Н18, 20Х23Н13, 20Х23Н18) с аналогичными в среде Ar. Обеспечивает высокую коррозионную стойкость шва.Применяется в химической и пищевой промышлености, нефтехиммашиностроении и судостроении.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ЕR 309 L/AWS A5.9-81W 23 12 L /EN 12072Аналог проволоки:Св.-08Х25Н13БТЮСв-07Х25Н12Г2ТСв-07Х25Н13,Св-06Х25Н12ТЮ С 0,015Si 0,4Mn 1,7Cr 24,0Ni 13,0 Предел текучести 430 МПаПредел прочности 590 МПаУдлинение 40% КV+20°С 160 Дж-60°С 130 Дж-110°С 90 ДжFN ~ 10OK Tigrod 385 (OK Tigrod 16.55)*Применяется для сварки аустенитных нержавеющих сталей, содержащих: Cr ~20%, Ni ~ 25%, Mo ~5%, Cu ~1,5% и незначительный % углерода в среде защитных газов: Ar, смеси Ar / He, He. Наплавленный металл обладает высокой коррозионной стойкостью, стойкостью к межкристаллической коррозии и стойкостью к воздействию агрессивных сред, значительно превышающую стойкость нержавеющих сталей типа 316L, 318. Применяется в химической и пищевой промсти, нефтехиммашиностроении.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 385/AWS A5.9W 20 25 5 Cu L /EN 12072Аналог проволокиСв-01Х23Н28М3Д3Т С Si Mn 1,7Cr 20,5Ni 25,0Mo 4,7Сu 1,6 Предел текучести 340 МПаПредел прочности 540 МПаУдлинение 37% КV+20°С 120 ДжFN = 0OK Tigrod 310 (OK Tigrod 16.70)*Пруток коррозионностойкий для сварки аустенитных жаропрочных сталей, содержащих: хрома ~25%, никеля ~ 20% (10Х23Н18, 10Х25Н20, 20Х25Н20С2 ) в среде защитных газов: Ar, смеси Ar / He, He. Кроме того, применяется при сварке закаливающихся на воздухе сталей типа броневых. Сварной шов обладает высокой стойкостью к воздействию высоких температур. Применяется в тяжелом машиностроении, энергетике.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ЕR 310/AWS A5.9W 25 20 /ЕN 12072Аналог проволокиСв.- 13Х25Н18 С 0,1Si 0,4Mn 1,7Cr 26,0Ni 21,0 Предел текучести 390 МПаПредел прочности 590 МПаУдлинение 43% КV+20°С 175 Дж-196°С 60 ДжFN = 0OK Tigrod 312 (OK Tigrod 16.75)*Коррозионностойкий пруток для сварки аустенитных нержавеющих сталей, содержащих Cr ~29%, Ni ~ 9%, в среде защитных газов: Ar, смеси Ar / He, He.Благодаря высокому содержанию Cr, наплавленный металл обладает хорошей стойкостью к окислению при высоких температурах, но склонен к охрупчиванию при их длительном воздействии. Широко применяется при сварке разнородных сталей, особенно если один из компонентов полностью аустенитная сталь, а другой - инструментальные, трудно свариваемые, аустенитно-марганцовистые и т.п.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 312/AWS A5.9W 29 9/EN 12072 С 0,1Si 0,5Мn 1,8Cr 30,5Ni 9,5 Предел текучести 610 МПаПредел прочности 770 МПаУдлинение 20% КV+20°С 50 ДжOK Tigrod 2209 (OK Tigrod 16.86)*Пруток коррозионностойкий дуплексный для сварки аустенитоферритных нержавеющих сталей, содержащих: Cr ~22%, Ni ~ 5%, Мо ~ 3% в среде защитных газов:Ar; смеси Ar / He; Обеспечивает высокую сопротивляемость металла шва межкристаллитной, ножевой (питтинговой) и коррозии под напряжением в сероводородных и хлоридных средах. Применяется в химическом машиностроении, при изготовлении шельфовых конструкций, нефтяных платформ.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 2209/AWS A5.9W 22 9 3 N L /EN 12072 С Si Мn 1,7Cr 22,5Ni 8,5Mo 3,3Сu Предел прочности 765 МПаУдлинение 28% КV+20°С 100 Дж-20°С 85 Дж-60°С 60 ДжOK Tigrod 2509 (OK Tigrod 16.88)*Пруток из коррозионностойкой «Супер Дуплекс» стали для сварки аустенитоферритных нержавеющих сталей, содержащих: Cr ~25%, Ni ~ 10%, Мо ~ 4% и небольшой % углерода, в среде защитных газов: Ar, смеси Ar / He. Обеспечивает высокую сопротивляемость металла шва межкристаллитной, ножевой (питтинговой) коррозии. Применяется в химическом машиностроении, при изготовлении шельфовых конструкций, нефтяных платформ, в газовой промышлености и машиностроении для целлюлозной и бумажной промышлености.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм ER 2509/AWS A5.9W 25 9 4 N L /EN 12072 С Si Мn Cr 25,0Ni 9,8Mo 4,0W Сu Предел прочности 850 МПаУдлинение 30% КV+20°С 150 Дж-40°С 115 ДжOK Tigrod 16.95Пруток из коррозионностойкой хромоникелевомарганцевой стали для сварки аустенитных нержавеющих сталей, содержащих: Cr -18%, М ~8%, Mn ~7%, в среде чистого Ar. Наплавленный металл обладает высокой коррозионной стойкостью. Широко применяется при сварке разнородных сталей, аустенитномарганцевых, трудно свариваемых, броневых и жаропрочных сталей.Ток = (-).Выпускается: ø 1,2; 1,6; 2,0; 2,4; 3,2 и 4,0 мм W 18 8 Mn/EN 12072Аналог проволокиСв.-08Х20Н9Г7Т С Si Мn 6,5Cr 18,5Ni 8,5 Предел текучести 450 МПаПредел прочности 640 МПаУдлинение 41% КV+20°С 130 Джлегированные, высокопрочные и теплоустойчивые сталиOK Tigrod 13.09Низколегированный пруток для сварки теплоустойчивых и низколегированных высокопрочных сталей. Имеет международные сертификаты DВ, DnV. Широко применяется в энергетике при сварке паропроводов и бойлеров, работающих при температуре до 500°С, судостроении, химическом машиностроении. Защитный газ — Ar.Ток = (-)Выпускается: ø 1,0; 1,6; 2,0; 2,4; 3,2 и 4,0 мм. Проволоки:ER 80S-G /AWSA5.28W 2Mo/EN ISO 636-AW Mo Si /EN ISO 21952-AНаплавленного металла:W 46 2 W2Mo /EN ISO 636-Aаналог проволоки Св.- 08ГСМТ; С 0,1Si 0,7Mn 1,1Mo 0,5 Предел текучести 540 МПаПредел прочности 630 МПаУдлинение 25 % КV+20°С 180 Дж-20°С 130 Дж-40°С 90 ДжOK Tigrod 13.12Низколегированный хромомолибденовый пруток для сварки теплоустойчивых типа ХМ и низколегированных высокопрочных сталей. Широко применяется в машиностроении, энергетике, нефтехимическом машиностроении. Защитный газ – Ar.Ток = (-)Выпускается: ø 1,0; 1,6; 2,0; 2,4; 3,2 и 4,0 мм. ER 80S-G /AWS A5.28W Cr Mo1Si /EN ISO 21952-Aаналог проволоки Св.-08МХСв.-18ХМА;Св.-08ГСМТ при сварке сталей типа 15Г2СФ.Св.-10ХГ2СМАпри сварке сталей типа 12ХМ С 0,1Si 0,7Mn 1,0Mo 0,5Сr 1,1 Предел текучести 560 МПаПредел прочности 650 МПаУдлинение 26% КV+20°С 180 ДжСвойства после ТО 7000С, 0,5 часOK Tigrod 13.13Омедненный низколегированный пруток для сварки низколегированных высокопрочных сталей с мин. пределом прочности от 690 МПа. Пруток широко применяется в машиностроении, краностроении, энергетике, для сварки конструкций, работающих при низких температурах. Рекомендуется для сварки конструкций из сталей Велдокс (Weldox) 700, 900; Домекс (Domex) 690. Защитный газ — Ar. Данные по мех. свойствам получены непосредственно после сварки, после термообработки они уменьшаются ~ на 5-10 МПа.Ток = (-)Выпускается: ø 1,6; 2,0; 2,4 и 3,2 мм. Проволоки:ER 100S-G /AWS A5.28МпЗNiCrМо/EN 12534Наплавленного металла:W 55 4Mn 3 Ni CrMo / EN 12534аналог проволоки Св.-08ХНМ;Св.-08Г2С, при сварке сталей типа 20ЮЧ, стойких против СКР С 0,1Si 0,7Mn 1,4Mo 0,2Cr 0,5Ni 0,5 Предел текучести 585 МПаПредел прочности 750 МПаУдлинение 27% КV0°С 150 Дж-40°С 69 ДжOK Tigrod 13.22Омедненный низколегированный хромомолибденовый пруток для сварки теплоустойчивых типа Х2М и низколегированных высокопрочных сталей в Ar. Проволока широко применяется в машиностроении, энергетике, нефтехимическом машиностроении (трубопроводы и сосуды под давлением, бойлеры и т.п.) для объектов, работающих до 6000СТок = (-)Выпускается: ø 1,0; 1,6; 2,0; 2,4; 3,2 и 4,0 мм. ER 90S-G /AWS A5.28W Cr Mo2Si /EN 12070аналог проволоки Св.-06Х3Г2СМФТЮЧпри сварке сталей типа 10Х2М1;Cв.=04Х2МА С 0,08Si 0,6Mn 1,0Mo 1,0Сr 2,5 Предел текучести 510 МПаПредел прочности 620 МПаУдлинение 24% КV+20°С 200 ДжСвойства после ТО 7500 С, 0,5 часOK Tigrod 13.28Омедненный низколегированный никелевый пруток для сварки в Ar конструкций из низколегированных сталей, стойких к воздействию низких температур, таких как сосуды, трубопроводы, морские платформы , запорная арматура. Данные по мех.свойствам даны после термообработки.Ток = (-)Выпускается: ø 1,0; 1,6; 2,0; 2,4; 3,2 и 4,0 мм. ER 80S-Ni2 /AWS A5.28W2Ni2 /EN 1668аналог проволоки Св.-06Н3; С 0,1Si 0,6Mn 1,1Ni 2,4 Предел текучести 540 МПаПредел прочности 630 МПаУдлинение 30% КV-20°С 200 Дж-40°С 180 Дж-60°С 150 ДжOK Tigrod 13.32Омедненный среднелегированный хромомолибденовый пруток для сварки теплоустойчивых типа Х5М в Ar. Проволока широко применяется в машиностроении, энергетике, нефтехимическом машиностроении (трубопроводы и сосуды под давлением, бойлеры и т.п.)Ток = (-)Выпускается: ø 1,6; 2,0; 2,4 и 3,2 мм ER 80S-B6 /AWS A5.28W Cr Mo5 /EN ISO 21952-Aаналог проволоки Св. – 10Х5М. С 0,07Si 0,4Mn 0,6Mo 0,6Cr 5,8Ni Cu Предел прочности 680 МПаУдлинение 22% КV+20°С 230 Дж-20°С 200 Дж-29°С 200 ДжСвойства после ТО 7450С, 1 часOK Tigrod 13.38Омедненный высоколегированный хромо-молибденовый пруток для сварки теплоустойчивых типа Х9М в Ar. Проволока широко применяется в машиностроении, энергетике, нефтехимии (трубопроводы и сосуды под давлением, бойлеры и т.п.)Ток = (-)Выпускается: ø 2,0; 2,4 и 3,2 мм ER90S-B9 /AWS A5.28W CrMo91 /EN ISO 21952-Aаналог проволоки Св.–12Х11НМФ. С 0,1Si 0,3Мn 0,5Мо 0,9Сr 8,9Ni 0,7Сu 0,1V 0,2 Предел текучести 700 МПаПредел прочности 790 МПаУдлинение 20% КV+20°С 200 Дж0°С 180 Дж-20°С 150 Дж-40°С 90 Дж-60°С 70 ДжСвойства после ТО 7450 С, 1 чаcНизколегированные сталиOK Tigrod 12.60Пруток, легированный кремнием и марганцем для аргонодуговой сварки разнообразных деталей и конструкций из углеродистых (в том числе и корабельных) сталей.Ток = (-)Выпускается: ø 1,6; 2,0; 2,4; 3,2 и 4,0 мм. Проволоки:ER 70S-3 /AWS A5.18W2Si /EN ISO 636Aаналог проволоки CвO8ГC С 0,1Si 0,72Mn 1,11 Предел текучести 420 МПаПредел прочности 515 МПаУдлинение 26% KV-30°С 90 ДжOK Tigrod 12.64Пруток, легированный кремнием и марганцем для аргонодуговой сварки разнообразных деталей и конструкций из углеродистых (в том числе и корабельных) сталей. Пруток имеет международные сертификаты ABS, DnV, GL.Ток = (-)Выпускаетcя: ø 1,6; 2,0; 2,4; 3,2 и 4,0 мм. Проволоки:ER 70S-6 /AWS A5.18W4Si1 /EN ISO 636AНаплавленного металла:G 46 3 W4Si1/EN ISO 636Aаналог проволокиСв 08Г2С С 0,08Si 0,80Mn 1,28 Предел текучести 525 МПаПредел прочности 595 МПаУдлинение 26% KV-30° С 70 Дж*копипаста*В общем, бронза представляет собой сплав меди и олова,но практически очень разных видов с различными процентах олова а могут существовать и другие примеси, такие как свинец, фосфор, цинк даже есть алюминиевы бронзы.Из-за различного содержания легирующих элементов в бронзе, он также может иметь другой цвет: от серебристого до красновато-желтого.Бронза имеет низкую температуру плавления, поэтому будьте осторожны при сварке к перегреву!Бронзы хорошо вариться по методу TIG DC , особенно тот, кто имеет красноватый цвет. Бронза наиболее часто используемый металл для отливки произведений искусства но здесь вещи становятся сложными для сварки.**в присадке АК5,если ее использовать в качестве присадки и сваривать детали из сплава АМЦМ,то шов трескается будет по любому из за разного состава металла.На производстве мы свариваем металл листовой АМЦМ, присадка АД 0 и АД 1.Ну эт так из своей практики и опыта сварки алюминия.**Да и я диски обычно прорезаю,но иногда на не очень толстых дисках мне хватает и просто разделки, и корень проваривается нормально,начинаю с середины диска на реально большом токе к краю уже снижаю.Присадка 5356И вообще не беру диски с трещинами на спицах или рядом с ними от греха подальшеНу после 5356 еще не один диск назад не приносили, а если и влетали еще раз куда-нибудь то рвало обычно рядом и даже не в околошовной зоне,хотя утверждать ничего не буду**Коробка УАЗика. Сварка ТИГ. Импульсный режим 1гц,, ток базовый-15 А, пиковый 78 А, коэфф участия 50%. Аргон 9 л/мин, электрод 2,4 мм (в иглу), сопло номер 6, послегаз 5 сек. Разделка сквозная U-образная с закруглением всех острых граней.Подогрев до вишнёвокрасного цвета пропановокислородной горелкой. Быстрая зачистка ручной щёткой. Проварка корня и 2/3 толщины шва пройдены 1мм нихромом. Проковка шва."Заливка" поверхности и наплавленный валик- скрутка из 1мм нержавеющей проволоки для полуавтомата и 1мм медного эл провода. Проковка. Прогрев после сварки околошовных зон до вишнёвокрасного цвета, медленное остужание в минвате.
websvarka.ruКакая разница между сваркой трубы с отрывом и без? - Сварка в сантехнике
Тема заезжана прям до не могу.Сварка должна выполняться без отрыва.Все что говориться трубы гнилые, электроды плохие, электроды рутиловые - Это все отмазка, люди плывут по течению, что им сказали то и варят, что дали тем и варят. Мы вели 219 газовую трубу на факел, привезли уонни мол это всеголишь газ на факел давление не большое, мол варите этим, у нас никто не стал варить, так как сейчас здесь уонни заваришь, они тебе их всегда будут совать, сидели ждали пока привезут ЛБ52.Есть руководящие документы, в которых описывается то, как должны быть выполнены работы. Если идет отклонение от условий - то это уже брак.Так что если вы варите Б/У трубы сырыми электродами, то можете забить на просвет и узк, по той простой причине, что нет смысла светить такой стык, так как даже при годном сварочном стыке, просвет покажет расслоение основного металла стенки Б\У трубы и естественно это брак.(хотя здесь надо подметить, что даже на наших котельных, ставят б\у и трубы и отводы и тройники и т.д. - так как экономят и это все брак, а то что проходит - неудивительно, у нас и авто ВАЗ - это европейское качество).Вот те жизненный прикол из темы как правильнее варить. Устраивался работать через кадровое агентство, отправили нас 8 чел в Воркуту, пока ехали в поезде общались, все прям спецы (самые сварщики из сварщиков). По приезду надо тестовую катушку варить, Кто заварит образец - встает на трубу с з\п 70000руб, кто не заварит - на металлоконструкции с зарплатой 50000руб.Ну так вот подходит чел и начинает варить отрывисто, сжигает электрод, ему говорят все хватит идешь на метал, второй варит такая же картина, тут мы и смекнули, что в этой конторе даже есть главный сварщик и его мнение - если кто варит отрывисто, его следует считают сварщиком с низкой квалификацией и на трубу не ставить. Короче из 8 человек, мы только вдвоем пошли на трубы с зарплатой 70000.Почему варят с отрывом и не могут варить без отрыва - да по тому, что в силу тех или иных обстоятельств завышают сварочный ток.На завышенном токе идет прожег, да и ванна не держится, убегает. Вот например: стык перед сваркой не был зачищен, при правильно подобранном токе электрод залипает из-за всякой грязи, вот увеличиваем ток варим прирывисто и типа все ок.Или просто привыкли все работать с балласниками, где погрешность 10-15А туда сюда гуляет и сами не понимают, что завышают ток.Я варил трубу 57х3,5 без отрыва, за один проход, так вот изменение тока всего на 1-2А давало большой результат, тогда варили так много стыков, что я приспособился подбирать ток одним взглядом на стык и в зависимости от зазора (который гулял всего на 1 мм) я ставил от 59А до 61А.Совет только один - варите без отрыва(учитесь, тренеруйтесь), а уж если варите гнилые трубы, то ни кто вам не мешает найти обрезок хорошей трубы,очистить его, правильно подогнать, взять нормальные электроды и учится варить без отрыва.Кстати вот когда допрут сварщики, что чем меньше d трубы, тем меньше нужен d электрода и заставят им это дать, вот тогда начнут прекрасно варить и мелкую трубу без отрыва.Насчет электродов, я прекрасно варю 57 трубу МР-3 без отрыва, так же прекрасно варю без отрыва трубы d 16 - 32, только электроды беру 2мм.А на счет легче, не легче - Мне без отрыва гораздо легче, да и быстрее - подогнанный и расхваченный стык 57 трубы - варю 6 минут с копейками, сжигая 2 электрода d 2,6мм.
websvarka.ru
Наиболее распространенные вопросы о сварочных дымах - Остальные вопросы
1) Какой респиратор мне нужный, если я свариваю нержавеющую сталь?
При сварке нержавеющей стали с помощью MIG или электродного типа сварки, выделяется дым, который содержит части хрома и никеля. Хром более токсичен по отношению к организму человека. Силовой респиратор с противоаэрозольным фильтром, обеспечит Вам достаточный уровень защиты в этом случае. При сварке TIG не образуется большого количества сварочных дымов, но образуется озон (читайте больше в вопросе 6). При использовании плазменной резки или сварки, значительно повышаются температуры и при этом может образоваться очень опасный окисел азота (читайте больше в вопросе 7).
2) Нужна ли респираторная защита при сварке обычной стали?
Хотя сварочные дымы от обычной стали не очень опасны, но они и не являются полезными для Вашего здоровья. Среди многих частиц, у дыма присутствует оксид железа, который может вызывать сидероз (хроническое воспаление легких). При работе с MIG/MAG или электродным типом сварки, образуется большое количество дыма. Это требует использования респираторов и обеспечения нужной вентиляции помещения.
3) Какой тип респираторов нужно использовать при сварке металла с покрытием?
При сварке металла с покрытием могут образуются разные вредные вещества. При сварке оцинкованной стали выделяется оксид цинка. Он может вызывать цинковую лихорадку. Нужно быть особенно осторожным при сварке окрашенных материалов - много красок вмещают очень вредные вещества. При сварке оцинкованной стали или материалов с покрытием, которое вмещает свинец, рекомендуется использовать силовой респитор с противоаэрозольным фильтром. Если материал имеет покрытие из двухкомпонентной краски или изолированное полиуретаном, нужно обратиться к Инженеру из охраны труда. В таком случае существует очень высокий риск влияния изоцианатов, которые являются очень опасными для здоровья. В этих случаях нужно использовать респираторы с подачей сжатого воздуха.
4) Какую респираторную защиту нужно иметь при работе в условиях ограниченной вентиляции воздуха?
При работе в условиях ограниченной вентиляции воздуха (в условиях, когда есть опасность накопления повышенных уровней загрязнения воздуха или снижения концентрации кислорода), независимо от метода сварки рекомендуется использование систем подачи сжатого воздуха с достаточным уровнем кислорода и обеспечивают защиту от аэрозольных частиц и газов. Однако нужно помнить, что ни силовые респираторы, ни системы подачи сжатого воздуха, не используются для защиты в условиях Мгновенно Опасных для Жизни и Здоровья (МНЖЗ).
5) Влияет ли использование защитных газов и легированных электродов на качество воздуха?
При сварке методами MIG/TIG в качестве защитных газов используются инертные газы аргон и гелий. Эти газы не считаются опасными для здоровья, но нужно помнить, что они могут замещать кислород в условиях с ограниченной вентиляцией воздуха. В таком случае рекомендуется использование систем с подачей сжатого воздуха. При сварке MAG в качестве защитного газа используется углекислый газ или смесь углекислого газа с инертным газом. Так как часть защитного газа может превращаться в угарный газ, то при проведении работ вокруг места сварки может образовываться большое количество угарного газа, который нельзя фильтровать. Если вентиляция воздуха недостаточна, нужно контролировать уровень кислорода в воздухе и применять систему подачи сжатого воздуха. При сварке MAG используются легированные электроды. Они часто содержат марганец или силикаты. Это значит, что во время сварки может образовываться большое количество оксида марганца и силикатов. Для таких случаев силовой респиратор с противоаэрозольным фильтром обеспечит достаточный уровень защиты.
6) Когда образовывается озон?
Озон образуется при сварке алюминия во время взаимодействия УФ радиации от электрической дуги с кислородом. Озон также образуется при сварке нержавеющей стали с помощью TIG. Фильтрация с помощью фильтров абсорбцийного типа может быть недостаточной, но со временем озон превращается назад в кислород. Этот процесс ускоряется при контакте озона с твердой поверхностью.При низких концентрациях озона использования силовых респираторов с противоаэрозольным фильтром значительно снижает концентрацию озона, который попадает к сварщику. Это происходит благодаря тому, что очень большая внутренняя поверхность противоаэрозольного фильтра и трубки подачи воздуха помогает убыстрять превращение озона. При повышенных концентрациях озона дополнительное установление противогазового фильтра с большой внутренней поверхностью поможет еще больше снизить концентрацию озона.
7) Что такое азотистые газы?
Двуокись азота и окись азоту являются примером азотистых газов, которые образуются во время высокоамперной и высокотемпературной сварки. Азотистые газы формируются в результате реакции азота и кислорода. Высокие концентрации азотистых газов могут образовываться в помещениях с недостаточной вентиляцией, они являются очень опасными и в таких условиях нужно использовать респираторные системы защиты с подачей сжатого воздуха.
Взято с НТЦ "Промавтосварка"
websvarka.ru
Записки начинающего сварщика, часть 1 - Страница 51 - Ручная дуговая сварка — ММA
Доброго времени суток уважаемые, чья работа невеждам не видна и проста, а у знающих вызывает уважение. Представлю Вашему вниманию отчет о ремонте (усилении) петель ворот. По порядку, так было до вмешательства
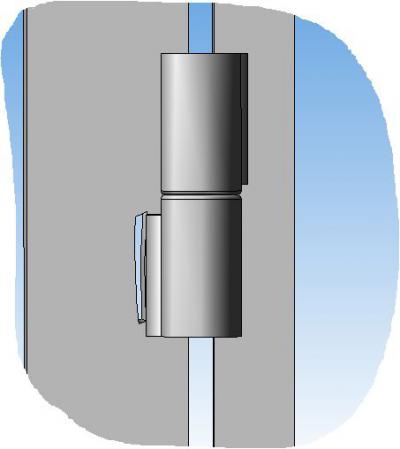
решил оставить кусок 3д модели, поскольку не было времени сфотать перед началом работ. Это после вмешательства,

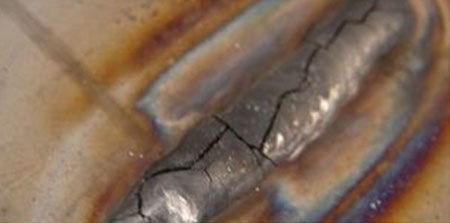
сначала была заварена трещина, УШМом подчищен шов, сверху пластина, обварена почти со всех сторон, далее шов соединяющий пластину и шарнир был защищен из-за наличия соплей, вскоре после зачистки просматривается в вероятных зашлаковках металл, что вроде как не плохо, но не эстетично . Знаю, вижу, что везде лепилово, есть вопросы, но задавать не буду - просто мало практики. Варил Ано-21 2мм. по одной причине, инвертор питался от удлиннителя примерно 50 метров до точки, удлиннитель 1,5мм2, для двойки итак накручивал ток 75-80, удлиннитель не мой, поэтому нафих нужен риск и тому сопутствующие ему последствия. Далее фото остальных шарниров и частей где более менее лепильно, и скрывательство мест замазанных холодной

сваркой (шутка)




Прошу внимания к данной фоте (надо же как-то возгордиться собой...)левее на фото, шов верхней половинки шарнира, (варен некто товарищем изначально монтировавшим ворота) как мне показалось чуть хуже моего лепилова. Уголок наварен для ограничения распашки ворот в другую сторону, кстати похоже это и стало причиной возникновения "разрывной" трещины. Ну и в конце подвигов я всетаки возгордился проделанной работе и что я обнаружил? я супермэн (надеюсь не нарушу правил разместив такое фото)

А всем начинающим, да и просто всем напомнить, перед началом сварочных работ, прикройте, залепите, укутайте, все открытые участки тела, дабы не получить ожог!!! Время работы примерно 2,5 часа большая часть ушла на подготовку и уборку после работы.
Прикрепленные изображения
websvarka.ru