







Чем варить нержавейку? Технология сварки, оборудование. Чем сварщики варят
Как правильно научиться варить инверторной сваркой
Очень часто в быту возникает необходимость применить сварное соединение, особенно в частном секторе. Если работы много, то можно воспользоваться услугами сварщика, но если это пара маленьких работ, то лучше прибегнуть к помощи инверторного сварочного аппарата. Почему инвертор? На самом деле, это один из наиболее простых, доступных и удобных типов сварки. Сварка инвертором, для начинающих вникать в тему сварных соединений, поможет разобрать основы, потратив немного денег, не набив при этом много шишек.
Cодержание статьи
Предварительная подготовка к сварке
Прежде, чем разбираться как варить инверторной сваркой, нужно произвести предварительную подготовку. Она состоит из ряда требований техники безопасности, а это одежда, правильно скомпонованное рабочее место, индивидуальные средства защиты и так далее. С другой стороны это использование подходящих электродов, а также настройка сварочного инвертора. Без этих знаний получить ровный, качественный шов довольно трудно, но еще сложней обеспечить себе безопасность. Средства защиты
Начнем мы с того, как научиться варить безопасно или как защитить себя во время сваривания металла инвертором. Нам понадобятся:
- Перчатки из толстой ткани (не резиновые).
- Сварочная маска. Для каждого сварочного тока должна быть собственная маска, иначе вы будете ловить «зайчиков» или просто не сможете контролировать сварное соединение. Также можно купить маску «Хамелеон» — это специальная маска для сварщика, которая самостоятельно подстраивается под интенсивность дуги. Для хамелеона есть одно замечание – при низких температурах скорость реакции снижается.
- Одежда, которая не возгорается от искр. Требования к штанам, верху и обуви универсальные — они должны выдерживать попадание окалин и не загораться при этом.

Подготовка рабочего места сварщика
Следующий шаг – создание удобной рабочей площадки, чтобы научиться варить сварочным инвертором. Опытные сварщики предпочитают использовать специальный сварной столик, для новичков подойдет любой металлический стол, чтобы удобно расположить и при необходимости зафиксировать свариваемые детали. Конечно, должно быть организовано достаточное освещение. Так, как вовремя работы с инвертором могут возникать искры и большие окалины, то стол и пространство вокруг него должно быть очищено от горючих и легко воспламеняемых жидкостей и материалов. Сам сварщик должен стоять на поверхности, защищающей от возможного поражения током, например деревянном настиле.
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов. Для каждого типа металла существует тип электрода, выпускаются они, под конкретную марку металла. Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара. Для новичков советуем брать стальные детали и сваривать их выбранными электродами, к примеру АНО-21 или УОНИ 13/55, сечение которых 3 – 5 мм.

Схема подключения инвертора, полярность
Общая схема выглядит примерно так — розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора. От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода. Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения массы и рукоятки: прямой (масса +, рукоять -) и обратный (масса — рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл. Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.

Подготовка металла к сварке
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;;
- тавровые;
- торцовые;
- нахлесточные
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке. Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать. Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем — «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.

Как работать сварочным инвертором :
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги :
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.

Как передвигать электродом во время сварки:
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно.
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.

Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.

Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость
- Чем быстрей движется электрод, тем меньше получается провар. Если вести его медленно, то может произойти перегрев металла и его прожиг.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга. Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Советы начинающему сварщику:
- Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
- При первых попытках сварить различные соединения у вас будет получаться много ошибок. Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
- Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
- Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
- Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
- Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
- Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
- Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле. Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами. Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором.
Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
promsnabservisnk.ru
Как научиться варить сваркой: основные положения инструкции
Научиться варить можно в профессионально-техническом училище, колледже, на курсах. На это требуется 2-3 года. В случае же если вы не планируете в дальнейшем работать сварщиком, но хотите уметь варить сваркой, вам вовсе не обязательно тратить время на столь длительное обучение. Перед тем как научиться варить, нужно внимательно изучить теоретическую часть, а уже после этого приступать к тренировкам. Освоить все самостоятельно довольно сложно, но при большом желании вы научитесь сварке и сможете все делать не хуже опытного мастера.

Сварка может понадобится в любое время, поэтому следует знать основы этого дела, для того , что бы не нанимать мастера.
Подготовка к работе со сваркой: изучение инструментов и комплектующих
Прежде чем приступать к изучению сварочного мастерства, нужно разобраться в том, что используется непосредственно для выполнения такой работы. Главным элементом является, конечно же, сварочный аппарат. Существующие агрегаты могут работать на переменном и постоянном токе. При работе с электродуговой сваркой на постоянном токе электроды движутся в одном направлении. Поэтому «главное» направление определяется в соответствии с полярностью. Современные инверторы позволяют самостоятельно устанавливать полярность. Кстати, опытные мастера рекомендуют новичкам начинать освоение данной работы именно с инверторов. При помощи современного агрегата вы научитесь сварке в кратчайшие сроки.

Устройство газового сварочного аппарата.
Важно различать такие понятия, как обратная и прямая полярность. При прямой полярности «плюс» провода подсоединяется на клемму «земля», а «минус» — на электрод. В случае с обратной полярностью «минус» будет на «земле», а «плюс» подключится на электрод.
Сварочные аппараты различаются по самым разнообразным характеристикам. При выборе конкретного агрегата опирайтесь в первую очередь на то, какие именно работы вы планируете выполнять с его помощью. Определившись с типом устройства и полярностью, переходите к изучению зажимов и проводов.
Для обеспечения агрегата током используются провода с быстросъемными зажимами. Сварочные работы лучше всего проводить с применением изолированных медных проводников. Проводники, за счет которых осуществляется соединение электрододержателей при электродуговой сварке, работают на источниках переменного напряжения 220 В и номинальной частоты 50 Гц. Провода могут быть обозначены как:
- КОГ 1. В данном случае жилы имеют сечение 16-35 мм².
- КОГ 2. Сечение жил составляет 25-35 мм².

Сварка полуавтоматом.
Медные многопроволочные жилы проводят ток. Синтетическая пленка выполняет функции сепаратора.
На конце рабочего провода находится быстросъемный зажим с подключенным 3-метровым проводником и электрододержателем. Следующим этапом изучения сварочного аппарата и сопутствующих агрегатов является именно электрододержатель. Он выполняет функции главного «контактера». Без данного элемента сварщик попросту не сможет держать электрод в нужном состоянии и обеспечивать контакт.
Электрододержатели оснащаются теплоизолирующими рукоятками высокой прочности. Провод жестко фиксируется. Внешне электрододержатель похож на плойку, которой женщины пользуются для завивки волос. Только вместо локона во время работы будет использоваться сварочный электрод.
Что нужно знать об электродах для сварки?

Типы электродов.
Первое, что вам нужно знать об электродах для сварки, они должны быть высококачественными. Штучный электрод выглядит как металлический стержень длиной до 30 см. Электроды могут иметь разное покрытие. Основным является рутиловое. На рынке представлено несколько разных видов электродов, различающихся по своему предназначению, а именно:
- Электроды общего назначения.
- Электроды для сварки низколегированных сталей.
- Электроды для работы с ответственными конструкциями.
Это далеко не полный перечень. Существует множество электродов специального назначения, позволяющих наилучшим образом выполнять те или иные работы.
Электроды для сварки должны иметь высокие технологические свойства и отвечать следующим требованиям:
- Обеспечивать легкое зажигание и поддержку сварочной дуги в стабильном состоянии.
- Способствовать формированию качественного шва и хорошей отделимости шлака.
- Предотвращать значительное разбрызгивание расплавленного металла.
- Обеспечивать стойкий сварной шов без пор и трещин.
- Способствовать получению бездефектных швов в усиленном режиме.
- Обеспечивать легкость ведения шва сварки в процессе повторного зажигания дуги.
Электросварочный процесс будет иметь свои различия в зависимости от того, какой тип электрода вы выберете.

Защита сварщика: очки, костюм, щитки.
И последний из основных моментов — это защита сварщика. Работать можно только «при полной амуниции», т.е. в специальной одежде, перчатках и щитке.
Для выполнения сварочных работ вам понадобится следующее:
- Сварочный аппарат.
- Электроды и проволока для сварки.
- Доступ к источнику электроэнергии.
- Защитная одежда, перчатки и щиток электросварщика.
Электросварочные работы: основные положения
Купите или возьмите у кого-нибудь на прокат сварочный аппарат на время обучения и выполнения необходимых работ. Электроды рекомендуется купить сразу с большим запасом, т.к. в процессе обучения вы испортите достаточно большое их количество, прежде чем сможете выйти на приличный результат. Начинать обучение рекомендуется с электродами диаметром 3 мм. Они лучше всего подходят для домашних тренировок. Более толстые электроды увеличат нагрузку на сеть. Тонкие же изделия предназначены для сварки тонколистового металла, к работе с которым рекомендуется приступать только после получения определенного опыта и навыков.

Электросварочные работы
Ручную дуговую сварку освоить не очень легко, но нет ничего невозможного. Нужно запастись терпением и выделить на это свободное время. Залогом успешного освоения сварочного мастерства являются регулярные частые практические занятия. По возможности рекомендуется пригласить опытного сварщика, который будет контролировать процесс обучения и сразу указывать на ошибки.
Начинайте тренироваться на каком-нибудь ненужном металлическом изделии. Заранее уберите подальше от рабочего места горючие материалы и изделия. Рядом поставьте ведро с водой, чтобы при возгорании можно было оперативно предотвратить распространение пламени. Будьте максимально осторожны. Даже мельчайшая искра может стать причиной серьезного пожара.
Сначала вам нужно надежно прижать к обрабатываемой детали зажим «заземления». Убедитесь в качестве изоляции кабеля. Он должен быть заправлен в держатель. Выставьте нужный ток на сварочном аппарате в соответствии с диаметром электрода.
Попробуйте зажечь дугу. Чтобы это сделать, вам нужно установить электрод под наклоном около 60-70 градусов к детали и очень медленно провести им по ее поверхности. Когда появятся искры, нужно прикоснуться электродом к детали и поднять его на расстояние до 5 мм. Должна зажечься дуга. Выдерживайте заданное расстояние в течение всей работы. Помните о том, что электрод будет выгорать. Перемещайте его равномерно, с небольшой скоростью. При залипании качните электродом в сторону. Если дуга так и не появится, установите более высокое значение силы тока на сварочном агрегате. Ваша цель — получить стабильную дугу длиной в 3-5 мм.
Если вы смогли зажечь дугу и научились поддерживать ее в стабильном состоянии, для начала попробуйте наплавить т.н. валик. Для этого зажгите дугу и, путем плавного передвижения электрода горизонтальными колебательными движениями, сделайте наплав. Вам необходимо пытаться «подгребать» расплавленный металл к центру дуги. В результате получится аккуратный шов с небольшими волнами из наплавленного металла. Когда научитесь делать такие валики, можете переходить к более серьезной работе, т.е. свариванию отдельных деталей.
Инструкция по работе с ручной дуговой сваркой
Как отмечалось, чтобы сварка была качественной, вам нужно научиться поддерживать электрическую дугу на постоянной величине и правильно ее перемещать. Если дуга будет слишком короткой, расплавленный металл начнет окисляться и азотироваться, станет разбрызгиваться, из-за чего шов примет пористую структуру. При чересчур длинной дуге изделие может прожечься.
Существует 3 основных направления дуги, ее можно перемещать:

Дуговая сварка.
- Поступательно вдоль оси электрода.
- Продольно по оси свариваемого шва. При таком перемещении создается т.н. ниточный сварочный валик. Его толщина будет зависеть от скорости передвижения электрода и его диаметра.
- Поперечно. За счет таких движений можно задавать нужную ширину сварного шва. Выполняется такой шов колебательными движениями возвратно-поступательного характера.
При наложении этих трех движений друг на друга будет создаваться довольно сложная траектория движения сварочного электрода. Характер перемещения дуги нужно выбирать таким образом, чтобы осуществлялось проплавление кромок соединяемых деталей с образованием требуемого количества наплавленного металла и нужной формы шва.
Помните о том, что при электродуговой сварке электрод может выгорать практически полностью. В результате в зажиме держателя будут оставаться лишь небольшие кусочки.
Если вы не успеваете завершить шов к этому моменту, временно остановите работу, замените электрод, устраните шлак и возобновляйте сварку.
Для завершения оборванного шва зажгите дугу на расстоянии порядка 12 мм от углубления, образовавшегося на конце шва. Его еще называют кратером. Верните электрод к кратеру, чтобы получить сплав старого и нового электрода, а затем приступайте к его перемещению по выбранной изначально траектории.
Таким образом, при желании каждый научится варить сваркой. Следуйте инструкции — и все получится. Удачной вам работы!
moyasvarka.ru
Чем варить нержавейку? Технология сварки, оборудование
Чем варить нержавейку – вопрос довольно актуальный для современной промышленности. Стоит отметить, что данный тип стали - довольно прочный материал, поэтому его обработка имеет определенные нюансы. Выбор метода сварки зависит и от толщины заготовок, и от химического состава.
Нержавеющая сталь. Основные характеристики
Нержавеющая сталь – это сплав углерода и железа, легированный хромом. Большое содержание последнего элемента обеспечивает высокую стойкость материала в коррозийной среде. Оксиды хрома образовывают специальную защитную пленку, благодаря которой основной металл сохраняет свою стойкость. Дополнительно сталь легируют никелем, кобальтом, титаном. Главными преимуществами нержавейки является высока стойкость при контакте с агрессивной средой, высокая прочность, соответственно, и длительный период эксплуатации. К тому же сталь имеет хороший эстетический вид.
Особенности сварки стали, стойкой к коррозии
Данный материал имеет большое линейное расширение. Как следствие, при термическом воздействии заготовки могут деформироваться, изменять свои размеры. Чтобы избежать такой ситуации, необходимо четко придерживаться оптимального зазора между деталями, что соединяются. Действие высокой температуры может привести к тому, что легированная сталь несколько теряет свои свойства, стойкость к коррозии уменьшается. В этом случае сварной шов должен своевременно охлаждаться. Низкая теплопроводность стали требует снижения силы тока примерно на 25%. Стоит также правильно подбирать сварочные электроды, так как при большой длине возможен их перегрев. Еще одна сложность – появление тугоплавких карбидов на поверхности, межкристаллитная коррозия.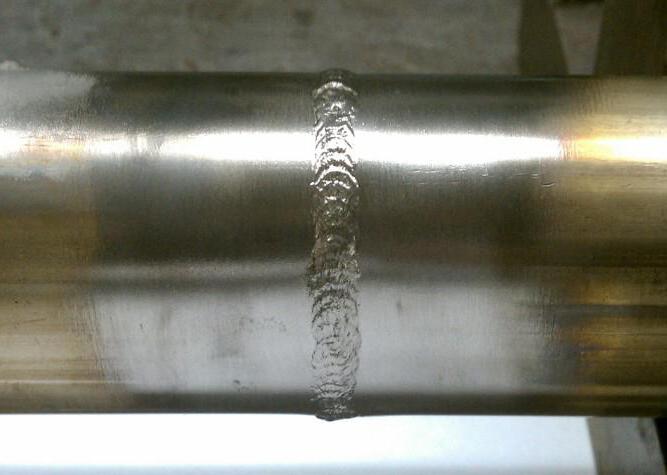
Способы варки нержавеющей стали
Существует немало методов сварки коррозионностойкой стали. При небольшой толщине метала (1,5 мм) целесообразно использовать дуговую сварку (в среде инертного газа). Чем варить нержавейку толщиной менее 0,8 мм? В данном случае используют импульсный дуговой способ. Тонкие металлы также соединяют дугой со струйным переносом материала. Все чаще используется плазменный метод сварки. Применять его можно для широкого диапазона толщины заготовок. Сечения более 10 мм варят под шаром флюса. Еще используют сварку токами высокой частоты, лазерный метод.
Аргонная сварка материала
Данный процесс происходит в защитной среде газа – аргона. Он защищает материал от воздействия кислорода. В специальном приспособлении образовывается дуга между деталью и электродом из вольфрама. В процессе нагрева кромки плавятся, возникает защищенная сварочная ванна. В дугу также постоянно подается специальная проволока для сварки нержавейки. Производится сам процесс соединения под углом 90°. Для наиболее качественной работы стоит исключить любые колебательные движения электрода. В результате получается шов, свободный от шлаков. Такое соединение отличается высоким качеством, прочностью, удовлетворяет все эстетические запросы. Сварка нержавейки газом используется во многих отраслях: химической, пищевой промышленности, автомобилестроении, авиации, теплоэнергетике. Среди недостатков можно выделить лишь большие затраты времени на сам процесс. Также технология требует специальных навыков и опыта у работников.
Оборудование для аргонодуговой сварки
Прежде всего, для данного типа соединения металлов необходим инвертор. Его модификаций и моделей довольно много: "Сварог", KEMPPI Master, BRIMA и др. Основными преимуществами аппарата является простота эксплуатации, небольшие размеры и вес, стабильная дуга. Инверторы можно применять для сварки практически любых металлов, при этом соединения будут высокого качества. Как варить нержавейку инвертором и что нужно учитывать? Прежде всего, необходимо правильно подобрать рабочий диапазон температуры. Некоторые модели не работают на открытом пространстве в холодное время. Также стоит учитывать мощность аппарата. Для бытового использования подойдет инвертор с током до 160 А (например, "Сварог TIG 200 P", PRO TIG 200 P) Детали перед соединением очищают, обезжиривают. Для сварки потребуется и газовый баллон с аргоном. Хотя на практике допускается использование разбавленного газа. К газовому шлангу крепится горелка, в держатель которой вставляется вольфрамовый электрод. На ручке горелки имеются кнопки для подачи тока и газа. Необходима также и сварочная проволока из того же материала, что и соединяемые детали.
Как происходит сварка полуавтоматом
Чем варить нержавейку при ремонте автомобиля, в быту? В этом случае часто используют метод сварки полуавтоматом. Происходить он может как в защитной среде, так и без использования газа. Применяют полуавтоматы и на крупных автомобильных предприятиях, что говорит о высоком качестве сварного соединения. Электродом и присадочным материалом в данном случае выступает специальная проволока. Работать с оборудованием можно несколькими способами: короткой дугой, струйный перенос, импульсная сварка нержавейки. Технология предусматривает работу и без защитного газа, однако в этом случае следует выбирать специальные порошковые электроды. Данный способ подходит и для работы на воздухе. Нет необходимости покупать (а, соответственно, тратить дополнительные средства) газовый баллон. Это имеет свой недостаток – со временем сварное соединение может покрыться ржавчиной. Поэтому специалисты рекомендуют все же использовать специальные электроды по нержавейке и проводить сварку с использованием аргона. На сегодняшний день существует много разновидностей полуавтоматов как отечественного ("ФЕБ", "Сварог"), так и зарубежного производства (BRIMA, EWM, TRITON и др.). Выбор аппарата зависит от поставленных задач, объемов сварки и характеристик соединяемых материалов.
Использование электродной сварки
Чем варить нержавейку, если особых требований к качеству шва не предоставляется? Как правило, в бытовых условиях, при соединении всевозможных труб, в мелкосерийном производстве, а также для получения короткого шва применяется сварка электродом. Суть этого процесса заключается в образовании соединения из материала заготовки и металла электрода.  К достоинствам методики можно отнести простоту исполнения, возможность соединять разные металлы (как тонкие, так и довольно большие сечения). Нет необходимости использовать газ, что удешевляет процесс. Также сварка электродами дает возможность подойти к труднодоступным участкам детали. Существуют и определенные минусы такой технологии. Во-первых, сварной шов требует очистки от образовавшихся шлаков. Во-вторых, скорость сварки небольшая.
К достоинствам методики можно отнести простоту исполнения, возможность соединять разные металлы (как тонкие, так и довольно большие сечения). Нет необходимости использовать газ, что удешевляет процесс. Также сварка электродами дает возможность подойти к труднодоступным участкам детали. Существуют и определенные минусы такой технологии. Во-первых, сварной шов требует очистки от образовавшихся шлаков. Во-вторых, скорость сварки небольшая.
Как выбрать электроды для сварки
Электроды по нержавейке широко используются для соединения стойких к коррозии сплавов, которые работают при высоких температурах. Как правило, стержни изготавливаются на основе никеля, хрома. При ручной дуговой сварке можно использовать два типа электродов. Первые – работают в условиях постоянного тока. Основное покрытие чаще всего состоит из магния, карбонатов кальция. Сварочные электроды с рутиловым покрытием могут работать при переменном токе. При сварке с использованием аргона применяют различные вольфрамовые стержни. Благодаря высокой рабочей температуре они не плавятся. Существует немало их разновидностей. Зеленые электроды (WP) состоят из чистого вольфрама. Они обеспечивают достаточно высокую стойкость дуги. Белые – WZ-8 – легированы оксидом циркония. Оксид тория добавляют в красные электроды. Это наиболее распространенная группа, стержни обладают высокой стойкостью. Также в вольфрамовые электроды может входить лантан, церий.
Обработка сварных соединений
После окончания процесса соединения деталей необходимо очистить шов. Это следует сделать для того, чтобы улучшить внешний вид, продлить срок службы. В противном случае в этой области может возникнуть коррозия. Прежде всего, проводится механическая очистка сварного шва. Более эстетично место соединения смотрится после пескоструйной обработки. Следующий этап включает шлифовку поверхности. При этом не рекомендуется использовать абразивы на основе корунда, так как он может спровоцировать появление коррозии. Стоит отметить, что все эти манипуляции направлены на улучшение внешнего вида детали. Защитить сварной шов от разрушений поможет травление, пассивация. Травление – это обработка поверхности специальными химическими средствами, которые разрушают возникшую окалину. При пассивации на место соединения наносится особое вещество. Под его воздействием появляется защитная пленка (из оксида хрома).
Лазерный метод сварки сплавов
Один из наиболее современных и технологичных методов соединения – лазерная сварка нержавейки. Суть этого метода заключается в использовании лазерного луча в качестве источника нагрева. Отличается такая сварка высокой скоростью, большой концентрацией энергии в месте соединения. Тепловое воздействие на зону, которая находится в непосредственной близости ко шву, незначительное. Поэтому риск образования горячих или холодных трещин минимальный. Шов, полученный в результате, отличается своей прочностью, пористость отсутствует. Также есть возможность доставить в место соединения легирующих элементов, защитного газа. Так как сварочные электроды отсутствуют, то в шов не попадают инородные соединения. Лазерная сварка может применяться даже для ювелирных изделий, так как все швы тонкие, аккуратные и прочные. Единственный недостаток – оборудование является достаточно дорогостоящим, поэтому массовое применение таких установок пока невозможно.
Суть этого метода заключается в использовании лазерного луча в качестве источника нагрева. Отличается такая сварка высокой скоростью, большой концентрацией энергии в месте соединения. Тепловое воздействие на зону, которая находится в непосредственной близости ко шву, незначительное. Поэтому риск образования горячих или холодных трещин минимальный. Шов, полученный в результате, отличается своей прочностью, пористость отсутствует. Также есть возможность доставить в место соединения легирующих элементов, защитного газа. Так как сварочные электроды отсутствуют, то в шов не попадают инородные соединения. Лазерная сварка может применяться даже для ювелирных изделий, так как все швы тонкие, аккуратные и прочные. Единственный недостаток – оборудование является достаточно дорогостоящим, поэтому массовое применение таких установок пока невозможно.
fb.ru
Как правильно научиться варить сваркой, правильный выбор электродов
Сварка представляет собой прочнейшее соединение деталей, такое, что их впоследствии невозможно будет разнять друг от друга. В быту такой способ нашел очень широкое применение.

При обучение сварочным работам, сварочный ток с трансформатора следует увеличить на 15 — 20 %.
К примеру, сварку используют для изготовления:
- рабицы, являющейся видом сетки;
- каркасов для теплицы;
- различного рода печей, использующихся в банях и гаражах;
- каких угодно емкостей, которые будут весьма кстати на даче.
Стоит отметить, что научиться варить желательно каждому человеку, ведь только в этом случае есть возможность придать обычным вещам довольно-таки удивительный и интересный вид. Ведь ажурная ограда смотрится намного лучше, чем обычный забор.
Почему сварка столь надежна?

Таблица выбора сварочного тока.
Сварка используется только тогда, когда необходимо создать действительно крепкое и надежное соединение. Ее секрет кроется в электрической дуге, которая предназначена для того, чтобы нагреть сплавы самых разных металлов.
Под действием высоких температур они деформируются и могут принять абсолютно любую форму. И в то же время появляются связи, состоящие из молекул, которые и обладают огромнейшей прочностью.
В наши дни сварка бывает совершенно разной. Так, на рынке можно встретить аппараты, основанные на лазерных и электронных лучах, ультразвуке, а также такие, которые варят с помощью пламени газовой горелки.
Однако для обычной сварки в быту до сих пор применяется всем известное устройство, основанное на электрической дуге. И неспроста, ведь именно оно доступно большинству населения и обладает простым функционалом.
Вернуться к оглавлению
Способы, с помощью которых можно варить

Схема видов сварки электродом.
Для сварки можно применять множество различных способов. Самыми популярными из них являются:
- Газопрессовая, где используется пламя ацетилкислорода. Главный плюс этой сварки заключается в том, что она обладает огромнейшей производительностью. Именно поэтому этот вид широко применяется в таких отраслях современной промышленности, как нефтяная и газовая. Частными случаями ее использования является, к примеру, возведение каких-либо магистралей, предназначенных для перемещения полезных ископаемых, и машиностроение.
- Контактная. Этот вид сварки осуществляется с помощью электрического тока, который обладает достаточно низким напряжением, но тем не менее имеет высокую силу. Этот способ применяется при сварке встык, шок и точечной.
Помимо всего вышеперечисленного, иногда можно встретить и такие разновидности, как электрошлаковая и роликовая сварки, но применяются они довольно редко и только в определенных условиях.
Вернуться к оглавлению
Как правильно выбрать оборудование?

Схема окончания сварки электродом.
Для того чтобы научиться сварке, необходимо грамотно и ответственно подойти к выбору оборудования для этого действия. Можно как приобрести соответствующий аппарат, так и взять его в аренду на определенный срок.
Сейчас можно встретить самые разные современные приспособления, например, такие, которые могут поднимать или опускать силу тока. Для тех же, кто любит все делать своими руками, предлагается смастерить такого рода устройство из каких-либо подручных средств. Но сразу необходимо предупредить, что дело это весьма скрупулезное и даже немного нудное.
Если же рассматривать покупку сварочного аппарата, то лучше всего обратить внимание на такой вид, как инвертор. Он отличается от всех остальных своих собратьев тем, что обладает довольно высокой производительностью и при этом достаточно компактный и легкий. Плюс ко всему, научиться обращаться с ним сможет даже новичок в этом деле, а стоимость такого оборудования приятно удивляет. Помимо всего вышеперечисленного, он начинает работать буквально сразу же после включения, то есть процесс будет идти очень быстро.
Вернуться к оглавлению
Правильный выбор электродов для сварки

Схема процесса сварки.
Если необходимо правильно научиться варить сваркой, то обязательно следует обратить внимание на выбор электродов. Эти устройства предназначены для того, чтобы подводить ток к шву самой сварки. Нетрудно догадаться, что они выполняют важнейшую функцию во всем этом процессе, поэтому без таких приспособлений сварка просто-напросто не удастся.
Как правило, в качестве такого материала используется проволока, которая в своем составе имеет специальный порошок, при необходимости расплавляющийся. Но если приходится работать со сваркой впервые, лучше всего воспользоваться электродами, которые выглядят как твердые стержни с плавящимся покрытием. Все дело в том, что они позволят создать идеально ровный шов как специалисту, так и новичку в этой области.
Вернуться к оглавлению
Как обезопасить себя при проведении сварочных работ?
Те, кто научились варить, скажут, что этот процесс сам по себе является опасным. Ведь яркое излучение света, которым сопровождается данный процесс, может запросто посадить зрение, а брызги горячего металла — нанести существенные ожоги. Именно поэтому сварщики всегда находятся в щитке и маске, которые выполнены из специального материала, предохраняющего от подобных негативных последствий.
Следует позаботиться и о руках, которым также может достаться при проведении работ. В частности, необходимо обзавестись брезентовыми либо замшевыми рукавицами, которые смогут предохранить от ожогов. Вдобавок ко всему вышеперечисленному, нелишним будет надеть комбинезон, изготовленный из плотного брезента или резины.
Следует отметить и тот факт, что при проведении подобных работ может начаться возгорание чего-либо. Так что всегда нужно иметь при себе емкость с водой или же огнетушитель.
Вернуться к оглавлению
Как правильно выполнять сварочные работы?
Для того чтобы сварка увенчалась успехом, необходимо следовать специальной инструкции, в которой четко прописан порядок действий.

Схема манипулирования электродом.
Естественно, сделать это очень непросто, особенно на первых порах работы, но со временем этот навык выработается автоматически:
- Поверхность, на которой будет осуществляться процесс, необходимо тщательнейшим образом зачистить. В частности, она не должна иметь ржавчину и грязь. В противном случае металл не сможет нормально схватиться.
- Перед тем как приступить к выполнению подобных работ, необходимо поместить электрод в специально отведенное для этого место и сформировать электрическую дугу. Для того чтобы сделать это, необходимо чиркнуть вставленным стержнем по какому-либо металлу.
- После того как электрическая дуга полностью сформировалась, можно создавать зазор между поверхностью, которую необходимо соединить, и самой дугой. Следует отметить, что для достижения более-менее ровного шва это пространство должно оставаться неизменным во время всего процесса сварки.
- Угол, на который необходимо наклонять стержень, должен находиться в пределах 70 градусов. Однако его можно и менять, но только если это действительно необходимо. Ведь при выполнении подобных работ вымерять строгое отклонение невозможно, так как на первый план выходят комфорт и удобство в работе.
- Необходимо учитывать и такой факт, как стабильная подача электротока. В частности если его сила будет выше допустимой, металл просто-напросто проплавится, и в итоге выйдет совсем не то, что нужно. Если же эта самая сила будет заниженной, будет иметь место процесс гашения дуги, что, опять же, отрицательно скажется на результате проделанной работы. На первых порах будет довольно трудно выработать ту самую золотую середину, но со временем опыт придет.
Нужно сказать и о том, что начинать следует с простого и постепенно нарабатывать навык обращения с таким оборудованием. Потом, когда результат будет удовлетворять, можно переходить на создание более сложных и интересных вещей.
moiinstrumenty.ru
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
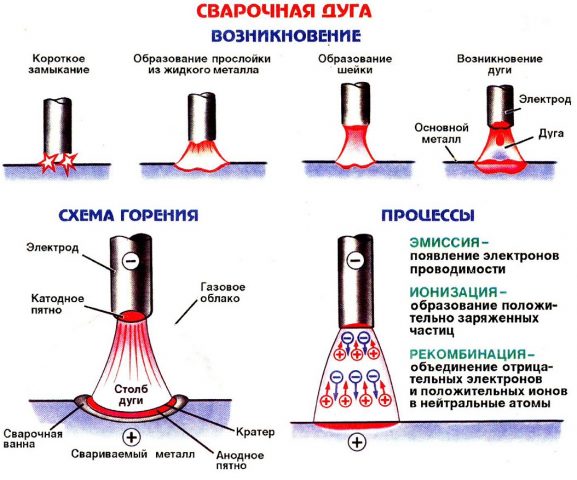
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.

Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.

Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.

Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.

Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.

Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
remboo.ru










