Как правильно научиться сваривать металл инвертором? Советы начинающему сварщику инвертором
Сварка инвертором для начинающих в домашних условиях
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.

Принцип работы инвертора и его подключение
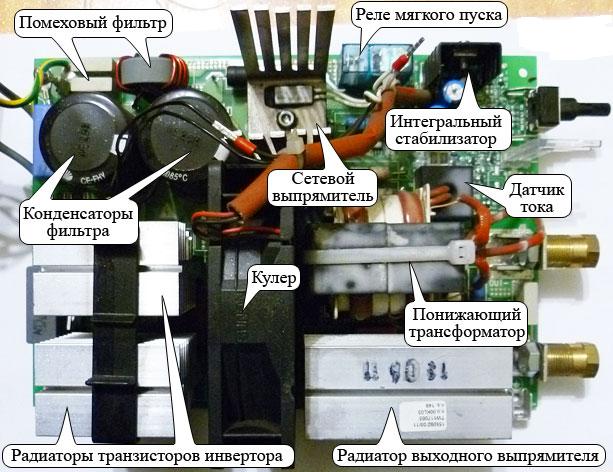
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
instrumentiks.ru
советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+" и «-").
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
tokar.guru
Сварка инвертором для начинающих их методы и рекомендации специалистов
Сварка инвертором для начинающих должна включать в себя не только практическую работу, но также изучение основ данного процесса, включая и особенности подготовки (выбор инвентаря, инструмента, защитных элементов и прочее).
Если раньше помимо трансформаторов и выпрямителей для выполнения сварочных работ другого оборудования не было, то сегодня ввиду широкого разнообразия агрегатов разных типов и целевого назначения необходимо иметь соответствующий уровень подготовки и обладать достаточным объемом знаний для эффективной работы с техникой такого рода.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.

Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Смотрим видео, производим подготовительные работы с полуавтоматом:
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.
Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Решая вопрос, как научиться варить сварочным электрическим инвертором, следует знать о нюансах работы этого агрегата. Например, чаще всего на корпусе указывается соответствие свариваемого материала величине рабочего тока в конкретных условиях.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода. Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Смотрим видео, с чего начинается работа:
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы. Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения

Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Если электрод располагается под очень небольшим углом относительно поверхности материала, то ванной в этом случае управлять очень сложно, учитывая, что сила дуги направлена по направлению сварного шва.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Правильная схема подключения обеспечит долговечность сварочного шва, а также высокое качество соединения элементов конструкции, относительно которых применялась сварка. Рекомендуемый угол наклона электрода – 30 градусов. Во время работы не следует забывать о необходимости постоянного контроля выполнения сварочного соединения.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
generatorvolt.ru
как научиться делать правильный сварной шов, сварочное оборудование
Один из наиболее простых методов соединения металлов — сварка инвертором. Для начинающих сварщиков она даёт возможность быстро освоить простые навыки и научиться работать с металлом. При проведении сварочных работ требуется не очень много оборудования, и оно доступно по цене. Действия с раскалённым металлом требуют соблюдения правил техники безопасности. Поэтому начинать надо с изучения оборудования, средств защиты и способов правильного выполнения операций.
Необходимое оборудование и экипировка
Прежде всего, нужен выбор оборудования, средств защиты и изучение способов правильно пользоваться инвертором. Необходимая экипировка:
- Брезентовые краги;
- Роба или плотная хлопчатобумажная одежда;
- Сварочная маска со светофильтрами;
- Респиратор;
- Обувь на резиновой подошве.
Основное защитное средство — это сварочная маска. Она защищает от брызг раскалённого металла, от яркого свечения и от сильного ультрафиолетового излучения.
Из оборудования понадобится:
- сварочный инвертор;
- молоток;
- щётка;
- электроды.
Главная характеристика инвертора — это диапазон регулировки сварочного тока. Инвертор с максимальной силой тока до 160 А может применяться и для сварки, и для резки металла, но будет испытывать значительные перегрузки.
Другой характеристикой является коэффициент постоянного включения. Это отношение времени работы ко времени охлаждения инвертора. При уменьшении силы тока коэффициент постоянного включения увеличивается, аппарат меньше перегревается.
При учёте обеих характеристик лучшим выбором для начинающего сварщика будет аппарат с максимальной силой тока 180—200 А.
Основы сварки
По правилам техники безопасности перед началом следует убрать из рабочей зоны все легковоспламеняющиеся, деревянные, бумажные, пластиковые предметы. Маску надо надевать перед началом розжига дуги.
Электрод — металлический стержень, который покрывается специальной флюсовой обмазкой. Плавящийся электрод при сварке заполняет металлом сварной шов. Обмазка тоже плавится и покрывает поверхность расплавленного металла (сварной ванны), защищая жидкий металл от окисления. Сила тока обуславливает глубину проплавления металла. Чем сильнее ток, тем больше расстояние, на которое распространяется расплавление во время сварки. Сила тока прямо пропорциональна диаметру электрода. Она указывается в табличной форме на упаковке с электродами.
Виды швов
Нижний шов — наиболее лёгок в исполнении. Детали лежат горизонтально, сварочная ванна устойчива. При горизонтальном шве гораздо труднее удержать металл в ванне.
Вертикальный шов выполняется снизу вверх, чтобы не давать металлу вытекать из сварочной ванны. Иначе качество шва будет плохим. Он получится неравномерным, с наплывами и непроваренным.
Самый трудный шов — это потолочный, потому что шов и сварочная ванна находятся вверху над электродом. Для выполнения потолочных швов требуется высокая квалификация сварщика. Очень трудной является сварка труб. Там нижний шов постепенно переходит в вертикальный и в потолочный. Надо хорошо владеть всеми этими видами.
Порядок работы
Чтобы научиться варить сварочным инвертором, нужно начинать с нижнего шва. Выбирается металлический предмет, например, толстый уголок или швеллер, такой, чтобы можно было провести длинный шов. Для обучения лучше использовать электроды типа МР-3. У них легко зажигается сварочная дуга и формируется сварной шов, что важно в процессе обучения для новичка. Чтобы научиться правильно варить инверторной сваркой, можно выбрать электроды диаметром 3 мм. Они распространены и недороги.
Перед началом нужно проверить и собрать оборудование. Для этого требуется:
- Проверить сварочные кабели подсоединить к инверторному оборудованию. Кабель с прищепкой на металл к отрицательному разъёму инвертора. Кабель с электрододержателем — к положительному.
- Вставить электрод в электрододержатель.
- Включить прибор в сеть и установить регулятором наименьшее значение силы тока.
- Повернуть тумблер включения прибора.
Теперь нужно приступать к сварке. Сначала производится розжиг дуги. Для этого требуется:
- Удалить обмазку с конца электрода, обстукивая его об металл.
- Произвести розжиг чирканьем. Это похоже на чирканье спички. Надо проводить быстро электродом по поверхности металла, не давая ему прилипать. Может возникнуть вопрос, почему прилипает электрод при сварке инвертором даже с функцией антиприлипания. Это происходит из-за неправильной настройки прибора или при использовании сырых электродов. Залипать электрод может и из-за неочищенного металла.
- Электрод разогревается и сможет зажечь дугу при приближении к детали. Под разгоревшейся дугой образуется участок расплавленного металла.
Можно зажигать дугу постукиванием о поверхность металла. Вести электрод надо на постоянном расстоянии от детали. Рекомендуемое расстояние 3 мм. Наклоном электрода нужно регулировать поведение ванны:
- Сварка под прямым углом производится в труднодоступных местах. Ванна образуется симметричная, но работать неудобно.
- Сварка углом вперёд образует более глубокую ванну в начале шва.
- Сварка углом назад применяется только в нижнем шве и во временных швах — прихватках.
Основные дефекты шва возникают из-за неравномерного движения электрода, некачественной обмазки или слишком быстрого ведения инструмента.
Прямая и обратная полярность
Под прямой и обратной полярностью понимается порядок подключения к полюсам постоянного тока. При подключении электрода к минусу, а металлической заготовки к плюсу говорят о прямой полярности. Зона расплавления глубокая и узкая. При обратной полярности к минусу подключена металлическая деталь. При выборе полярности нужно знать, какой элемент должен нагреваться больше. Его следует подсоединить к плюсу.
Прямая полярность применима при резке металлоконструкций, толстостенных заготовок и в случаях, когда необходимо создание высокой температуры процесса. При обратной полярности повышенный нагрев происходит на электроде, а металл нагрет меньше. Применяется при электросварке тонких листов металла для получения идеального шва или когда надо исключить порчу заготовки при работе.
Для производства ремонтных работ дома, в гараже, на даче очень важно научиться сваривать металл. Советы для начинающих можно найти на многочисленных сайтах, посвящённых сварке. Имеются видеоуроки и самоучители с подробным рассказом, как правильно варить металл инвертором, и показом всех этапов рабочего процесса.
Оцените статью: Поделитесь с друзьями!elektro.guru
Сварка инвертором для начинающих: как пользоваться
Владельцы частных домов или загородных участков не понаслышке знают, как часто возникает необходимость что-либо сварить. Чтобы не тратиться каждый раз на вызов мастера, можно приобрести недорогой сварочный аппарат постоянного тока — сварочный инвертор — он стоит недорого (от 5 тыс. до 15 тыс. рублей), занимает совсем мало места, и с ним можно обучаться сварке даже начинающим.
Что такое сварочный инвертор и как он работает
Сварочный инвертор или (ИИСТ)— это разновидность источника питания сварочной дуги. Его основное назначение — обеспечивать лёгкий поджиг и стабильное горение.
Чтобы понять, как он работает, нужно разобраться в терминологии. Что значит инверторный? Этот термин подразумевает, что прибор оснащён электронным блоком, который преобразует прямой ток в переменный — и вот, как это работает:
- Переменный ток проходит через выпрямитель, и тот, в свою очередь, преобразует его в те же 220 вольт.
- Инверторный блок преобразует переменный ток в постоянный, при этом повышая его частоту до 30-50 кГц.
- Высокочастотный ток поступает в трансформатор, и тот снижает напряжение, тем самым увеличивая силу тока, но уже более высокой частоты (по сравнению с трансформаторными аппаратами).
- Высокочастотный ток подаётся на вторичный выпрямитель.
Справка! Благодаря такому преобразованию тока, КПД сварочного инвертора увеличивается, а габариты трансформатора — уменьшаются.
Основные правила сварки инвертором
Перед тем, как приступить к работе, необходимо провести подготовку. Для этого:
- Освободите рабочее пространство — уберите лишние предметы, и в первую очередь — легковоспламеняющиеся материалы и жидкости.
- Обеспечьте себе нормальное освещение для работы.
- Подготовьте все необходимые материалы для сварки и инструменты.
- Проверьте правильность подключения кабелей, их целостность и надёжность соединения, что особенно актуально при использовании удлинителей.
- Размотайте и расправьте сварочные кабели, подключите к гнёздам инвертора.
- Разложите свариваемые детали, проверьте правильность соединений и желательно — закрепите их в тисках.
После того, как всё готово, можно приступать к работе:
- Наденьте защитные средства и приготовьте маску.
- Присоедините зажим со знаком «+» к одной из свариваемых поверхностей.
- Вставьте электрод в держатель.
- Проверьте подключение аппарата к электросети — не нажимайте до этого момента клавишу подачи электропитания.
- Обмотайте предплечье кабелем — чтобы в процессе сварки кабель не болтался (это может отразиться на качестве шва).
- Включите подачу электропитания и подождите 20 секунд. После этого аппарат будет готов к работе.
- Поднесите электрод к месту предполагаемого шва, наденьте защитную маску и разожгите дугу.
- Сформируйте сварочную ванну и шов.

По завершении сварочных работ сделайте следующее:
- Уберите руку с держателем и прервите образование электрической дуги.
- Выключите аппарат и отключите его от электросети.
- Подождите, пока шов остынет, и проконтролируйте качество шва лёгкими постукиваниями.
Обратите внимание! Шов в идеале должен представлять на себя ряд «чешуек», которые частично накладываются одна на другую.
А также стоит уделить внимание технике безопасности. Чтобы не навредить своему здоровью во время сварочных работ, придерживайтесь следующих правил:
- Не работайте в помещениях с высокой влажностью, а также под открытым небом во время осадков.
- Варите в полной защитной экипировке — костюме, обуви, маске и перчатках.
- Освободите пространство. Вблизи рабочего места не должно быть легковоспламеняющихся и взрывоопасных материалов.
Контролируем дуговой промежуток
На начальных этапах обучения сварке очень важно выработать навык правильного формирования дугового промежутка. Дуговой промежуток — это термин, которым обозначается небольшой промежуток между электродом и провариваемым металлом.
Научившись регулировать длину дуги, можно обеспечить качественный результат. Дуги бывают 3 видов:
- Короткая дуга — около 1 мм. Шов должен получиться выпуклый. На том месте, где шов соединяется с металлом, может появиться дефект (подрез). Это маленькая канавка, параллельная шву, которая уменьшает его прочность.
- Нормальная дуга — нормальной считается дуга, ширина которой не превышает 3 мм.
- Длинная дуга — довольно трудна в исполнении и стабилизации. Дуга плохо защищена от воздействия воздуха и атмосферы, хуже прогревает металл, и шов получается неглубокий.

Формируем правильный сварочный шов и не допускаем дефектов
Качество шва при сварке — это навык, вырабатываемый с опытом. Кроме придавливающих движений по кромке сварки, мастер должен выполнять поперечные движения — для обеспечения качественного провара. Если металл тонкий и его толщина не превышает 4 мм, то поперечных движений выполнять не стоит. Чтобы получить плоский шов, нужно наклонять электрод под разными углами.
- Углом вперёд — используется при работе с тонкими пластами металла, так как шов получается широкий, но мелкий.
- Углом назад — используется при работе с плотными пластами металла, так как материал прогревается и проплавляется глубоко. Шов глубокий, но узкий.

К распространённым дефектам и проблемам при сварке инвертором у новичков можно отнести:
- Подрез — возникает в тех случаях, когда плавящегося металла не хватает, чтобы заполнить ванную. Избежать этого дефекта можно только тщательно контролируя толщину образовываемой ванной.
- Невозможность управлять ванной — дефект возникает, если сварщик по незнанию наклоняет электрод слишком сильно.
Что такое прямая и обратная полярность при сварке инвертором
В зависимости от порядка подключения, существует два вида сварки:
- Прямая полярность — электрод подведен к «-», а свариваемый металл — к «+». Зона плавления узкая, но в то же время глубокая. Подходит для толстого металла.
- Обратная полярность — электрод подключён к плюсу, а металл к минусу — зона плавления широкая и неглубокая. Применяется для тонкого металла.
Как влияет скорость подачи электрода
Скорость сварки и подачи электрода должна быть оптимальной для того, чтобы обеспечить достаточное поступление жидкого металла в зону сварки. Если его будет недостаточно, образуется подрез.
Если торопиться с перемещением электрода, то дуга не успеет проплавить металл. Шов получится неглубокий и не сварит между собой кромки.
Если же, наоборот, перемещать электрод слишком медленно, то появляется риск прожечь поверхность и деформировать тонкий металл.
Как сила тока влияет на результат сварки
Только при условии оптимального соотношения силы тока и скорости электрода можно получить аккуратный, прочный и в меру выпуклый шов. Чем больше сила тока, тем глубже проплавляется металл и, соответственно, тем быстрее продвигается электрод.
Сила тока выставляется согласно таблице:
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5- 6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Заключение
Регулярно практикуясь, вы сможете отточить свои навыки сварки и овладеть инвертором. Вдвойне будет приятно осознать, что для того, чтобы заменить забор, сварить арку или осуществить какие-либо другие бытовые сварочные работы, не нужно вызывать мастера.
remboo.ru
розжиг дуги и параметры сварки
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.

Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.

Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки — что это такое?

Классификация сварочной дуги.
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока составит: 3 * 3,5 = 105 А.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором

Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
| Инвертор | Трансформатор | |
| Устойчивость дуги | Хорошая | Средняя |
| Зависимость от колебания напряжения в сети | Низкая | Высокая |
| Потребление электроэнергии | Ниже, соответствует бытовым нормам | Выше, превышает бытовые нормы |
| Вес сварочного аппарата | 7-10 кг | 20-50 кг |
Меры безопасности при сварке

Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор. Обязательно надевается одежда, закрывающая все тело (длинные брюки, кофта с длинными рукавами). Это также важно для начинающего, поскольку в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. Обязательно надевается на лицо защитная маска с темным стеклом (светофильтром). Для солнечного света это стекло непроницаемо. Горение дуги через светофильтр будет видно.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?

Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« — ») вставляем электрод. Для простоты работы возьмем электрод диаметром 3 мм. Сварка более толстым электродом сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Выставляем ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Берем в руки ручку клеммы с электродом, включаем инвертор (подаем ток) и надеваем защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Процесс сварки: как поддержать дугу?

Схема сварки дугой.
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).

Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения. При этом движения должны быть не прямолинейными (вдоль шва), а колебательными (то вправо, то влево). Типичный рисунок движения электрода при сварке приведен на рис. 3.
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
moyasvarka.ru
Как правильно сваривать металл инвертором: последовательность операций (видео)
Сварочный инвертор — устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором?

Схема элементов инверторного сварочного аппарата.
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат — сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Вернуться к оглавлению
Подготовка к сварке

Схема источника питания инверторного сварочного аппарата.
- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) — появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
Вернуться к оглавлению
Розжиг дуги в начале сварки

Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги — первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Вернуться к оглавлению
Сварная ванна и сварной шов

Рисунок 2. Зависимость диаметра от толщины деталей.
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем — можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.
Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Вернуться к оглавлению
Какими электродами варить металл?
Электрод — металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода.

Классификация электродов.
Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током.
Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности.
Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами.
Второстепенными факторами, влияющими на выбор электрода, является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей.

Положения электрода при сварке.
При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм.
Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва — большей.
Вернуться к оглавлению
Как выбрать значение сварочного тока и его полярность?
Сила тока определяет глубину проплавления металла. Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами.
На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений — меньше на 20%.
Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А.

Рисунок 3. Движение электрода при сварке.
Полярность — направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности?
Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее. Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах.
Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше.
Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение.
Вернуться к оглавлению
Как передвигать электрод во время сварки?
Электрод передвигается вдоль сварочного шва не прямолинейно, а по возвратной траектории (зигзагом вправо-влево, спиралью, елочкой). Это обеспечивает наиболее качественное проплавление, отсутствие непроваров и несплошностей в шве. Схема наиболее традиционных видов движения конца стержня при сварке инвертором приведена на рис. 3.

Управление сварочным инвертором.
Скорость сварки или скорость передвижения электрода формируют поверхность шва и его параметры: выпуклость, ширина и глубина. Чем быстрее передвигается сварная ванна, тем меньше глубина шва и его выпуклость после застывания. Сварное соединение получается узким и ровным. Медленное передвижение электрода увеличивает глубину шва и придает его поверхности более выпуклый вид, сварное соединение получается широким, со значительной выпуклостью и наплывами.
В конце сварки клемма со стержнем задерживается на несколько секунд в зоне окончания шва. Это позволяет накопиться расплавленному металлу и предупредить образование углубления (кратера).
На параметры сварного шва влияет положение электрода при сварке. Угол наклона электрода определяет положение сварной ванны. Угол расположение электрода к поверхности металла должен быть близок к 90º и может отличаться от него на 15-20º.
Рассмотренные нами показатели (величина тока, полярность, диаметр и вид электрода) называются характеристиками сварки. Их правильный выбор обеспечивает качественное сплавление деталей. Для домашней сварки инвертором на приусадебном участке (каркас теплицы, лестница, беседка для винограда) или в индивидуальном строительстве (каркас фундамента) наиболее востребованы электроды диаметром 3 и 4 мм, с использованием сварочного тока силой около 100 А, при прямой полярности.
Сварка инвертором представляет доступный обучению процесс.
Инверторы — устройства нового поколения. Они значительно облегчают обучение свариванию и имеют ряд дополнительных функций, помогающих начинающему сварщику стать профессионалом.
moiinstrumenty.ru