







§ 6. ТЕРМИЧЕСКАЯ ОБРАБОТКА (ЗАКАЛКА И ОТПУСК). Закалка и отпуск стали
1 Закалка и отпуск
Закалка – нагрев доэвтектоидной стали на 30..50°С выше АС3, заэвтектоидной - на 30..50°С выше АС1, выдержка и последующее охлаждение со скоростью выше критической (Рис. 38, 42). Цель закалки – получение структуры мартенсита.
Структуры сталей после закалки:
доэвтектоидных - М+АОСТ,
эвтектоидной - М+АОСТ,
заэвтектоидных – М+АОСТ+ЦII.
Рис. 42. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева под закалку
В качестве закалочных сред применяются: вода, водные растворы солей и щелочей, минеральное масло. Охлаждающая среда должна обеспечивать скорость охлаждения стали выше критической в области наименьшей устойчивости аустенита. В диапазоне температур мартенситного превращения скорость охлаждения желательно замедлить, чтобы уменьшить внутренние напряжения, возникающие при переходе аустенита в мартенсит, и предотвратить возникновение закалочных дефектов. Для углеродистых и низколегированных сталей применяют воду и водные растворы NaCl, NaOH. Для легированных сталей применяют минеральное масло.
Закалка, как правило, не является окончательной термообработкой, после нее следует отпуск.
Отпуск – нагрев закаленной стали до температур ниже АС1, выдержка и охлаждение. Цель отпуска – получение окончательной структуры и свойств стали. Отпуск основан на превращениях мартенсита при нагреве (см. п. 6.3), в результате которых происходит изменение структуры и свойств стали (рис. 43).
Различают три вида отпуска (табл.3). Окончательная термообработка, назначаемая изделию для придания требуемых свойств, состоит из закалки и последующего отпуска. Закалку с низким отпуском применяют для деталей машин и инструмента, от которых требуются высокая твердость и износостойкость. Закалку с последующим средним отпуском – для изделий с повышенными упругими свойствами. Закалку с высоким отпуском (улучшение) – для деталей, работающих при повышенных динамических (ударных) и циклических нагрузках.
Рис. 43. Влияние температуры отпуска на механические свойства закаленной стали
Таблица 3 Характеристика видов отпуска
| Виды отпуска | Температура, °С | Структура | Свойства | Применение |
| Низкий | 150…250 | Мотп | HRC, σв | Инструмент,подшипники, детали после ХТО и ТВЧ |
| Средний | 350…500 | Тотп | σупр, σ-1 | Рессоры, пружины |
| Высокий | 500…680 | Сотп | КС | Валы, оси, шатуны |
7.4.1. Отпускная хрупкость
Существуют определенные температурные интервалы отпуска, в которых снижается ударная вязкость (Рис.44). Понижение ударной вязкости при температурах отпуска называется отпускной хрупкостью.
Отпускная хрупкость I рода (необратимая) наблюдается в температурном интервале среднего отпуска (250…400°С) у всех конструкционных сталей. Её связывают с неравномерным выделением карбидов из мартенсита по границам зёрен. Хрупкость I рода устраняется нагревом до температуры выше 400°С, снижающим, однако, твердость.
Отпускная хрупкость II рода (обратимая) проявляется при температуре 500…550°С в Cr-Ni- и Cr-Mn- улучшаемых сталях. Предполагаемая причина – скопление фосфора и элементов внедрения по границам зёрен при медленном охлаждении. Хрупкость II рода устраняется повторным отпуском с быстрым охлаждением. Для предупреждения обратимой хрупкости стали легируют молибденом (0,3%) или вольфрамом (до 1%).
Рис. 44. Влияние температуры отпуска на ударную вязкость легированной стали
§ 6. ТЕРМИЧЕСКАЯ ОБРАБОТКА (ЗАКАЛКА И ОТПУСК)
Назначение закалки заключается в том, чтобы придать изделию высокую твердость и прочность. Однако при закалке с повышением твердости сталь становится более хрупкой.
Для закалки изделия нагревают до высокой температуры, а затем быстро охлаждают в специальных охлаждающих средах. В зависимости от режима закалки одна и та же сталь получает различные структуры и свойства. Для получения наилучших результатов изделие равномерно нагревают до температуры 740—850°С и затем быстро охлаждают до 400-450°С. Скорость охлаждения должна быть не менее 150°С в секунду, т. е. охлаждение должно произойти в течение всего 2—3 с. Дальнейшее охлаждение, ниже 300°С, может протекать при любой скорости, так как полученная при закалке структура достаточно устойчива и скорость дальнейшего охлаждения на нее не оказывает влияния.
В качестве охлаждающих сред чаще всего употребляются вода и трансформаторное масло. Скорость охлаждения в воде больше, чем в масле. При температуре воды 18°С скорость охлаждения достигает 600°С в секунду, а в масле — до 150°С в секунду.
Для придания изделию большей твердости закалку производят в проточной воде. При охлаждении горячей поковки в стоячей воде между водой и поковкой возникает слой пара, который изолирует нагретую поковку от охлаждающей среды. Поэтому во избежание этого пользуются проточной водой.
Иногда для повышения закаливающей способности в воду добавляют поваренную соль (до 10%) или серную кислоту (до 10—12%).
Нагрев изделия выше критической точки придает металлу крупнозернистое строение, а это приводит к нежелательным последствиям: короблению, деформации и появлению трещин. К этому же приводит и быстрое охлаждение.
При закалке инструментов применяются закалочные печи, которые делятся на камерные, или пламенные, где изделие нагревается открытым пламенем; электрические муфельные; печи-ванны, представляющие собой тигли, наполненные расплавами солей, например хлористым барием.
Нагревание в ваннах наиболее удобно, вследствие того что температура ванны всегда постоянная и закаливаемый инструмент не может нагреться выше этой температуры. Кроме того, нагрев в жидких средах идет в два раза быстрее, чем в воздушной среде, а в расплавленном металле—в четыре раза быстрее. Например, для закалки мелких стальных изделий используют расплавленный свинец. Мелкие заготовки погружают в ванны и сверху кладут древесный уголь, который при горении на поверхности свинца создает восстановительное пламя — свинец не окисляется. Чтобы свинец не оседал на стальных изделиях, их смазывают мучным клейстером с поваренной солью.
В табл. 14 приведены составы закалочных солевых ванн.
Таблица 14
| Состав солевой, нагревающей среды (массовая доля, %) | Температура плавления, °С | Температура практического применения, °С | |
| Калиевая селитра | 55 | 137 | 150-500 |
| Нитрат натрия | 45 | ||
| Хлористый натрий | 28 | 500 | 540-870 |
| » кальций | 72 | ||
| » натрий | 44 | 663 | 700-870 |
| » калий | 56 | ||
| » натрий | 100 | 808 | 850-1100 |
| » барий | 100 | 960 | 1100-1350 |
При нагревании инструмента в муфелях применяются следующие режимы.
1. Изделия загружают в холодную печь. Нагревают постепенно, вместе с печью. Время нагрева продолжительное, но температурное напряжение, возникающее в изделиях, наименьшее.
2. Изделия загружают в печь, нагретую до заданной температуры, и прогревают при этой температуре. Время нагрева здесь меньше, но температурные напряжения больше, чем при предыдущем режиме.
3. Изделия загружают в печь, температура которой выше необходимой для закалки, в процессе нагрева температуру снижают до заданной. В этом случае скорость нагрева высокая, но и напряжение, возникающее в изделиях, очень велико.
4. Изделия загружают в печь, температуру которой непрерывно поддерживают выше необходимой. Изделия нагревают до заданной температуры, но ниже температуры печи. Это наиболее форсированный режим, напряжение достигает максимальных величин.
В последнее время для нагрева под закалку применяют токи высокой частоты. Закаливаемую деталь помещают в специальный индуктор, по которому пропускают ток высокой частоты, и деталь очень быстро нагревается до необходимой температуры.
После закалки необходимо произвести отпуск. Он смягчает действия закалки, повышает вязкость и уменьшает хрупкость и твердость изделия. Кроме того, отпуск устраняет или снижает напряжение, вызванное закалкой.
Для определения температуры отпуска очень часто до сих пор пользуются цветами побежалости. Если очищенное от окалины стальное изделие нагревать, то начиная с температуры 220°С на нем образуется тонкая пленка оксидов железа, придающая изделию различные цвета — от светло-желтого до серого. С повышением температуры или увеличением времени пребывания изделия при данной температуре оксидная пленка утолщается и цвет ее изменяется.
В табл. 15 приведены температуры нагрева и соответствующие им цвета побежалостей.
Таблица 15
| Температура нагрева, °С | Цвет побежалости | Температура нагрева, °С | Цвет побежалости |
| 220 | Светло-желтый | 285 | Фиолетовый |
| 230 | Желтый | 300 | Темно-синий |
| 240 | Темно-желтый | 325 | Светло-синий |
| 255 | Коричневый | 330 | Серый |
| 265 | Коричнево-красный |
Цвета побежалости одинаково появляются как на сырой, так и на закаленной стали.
При отпуске закаленных инструментов применяют два способа.
1. Поверхность закаленного инструмента хорошо отшлифовывают мелкой шкуркой и затем нагревают. По мере того как температура нагрева повышается, на чистой поверхности инструмента появляются цвета побежалости. Когда появится нужный цвет и, следовательно, изделие будет нагрето до определенной температуры, его быстро охлаждают в воде. За цветами нужно следить внимательно, некоторые из них, как, например, светло-красный, сменяются быстро.
2. При закалке многих инструментов, например чеканов, щтихилей, резцов, молотков и т. д., требуется, чтобы закаленной была только рабочая часть, а сам инструмент оставался незакаленным, сырым. В этом случае инструмент нагревают немного выше режущего (рабочего) конца до требуемой температуры, после чего охлаждают в воде только рабочую часть, а место выше рабочей части остается горячим. Быстро вынув инструмент из воды, зачищают рабочую часть (шкуркой или трением о землю). Теплота, оставшаяся в неохлажденной части, поднимает температуру охлажденного конца, и после появления на нем нужного цвета побежалости инструмент окончательно охлаждают.
При закалке инструмента с двумя концами, например кирки, молотка и т. д., трудность заключается в том, что в изделии только два рабочих конца должны быть закалены, а середина должна быть незакаленной. Закалку производят за один нагрев. Изделие равномерно нагревают до нужной температуры и в воду опускают в первую очередь конец, имеющий меньшую массу, т. е. тот, который может быстрее охладиться. При охлаждении в воде конца только рабочей части нужно внимательно следить за нагретым вторым концом, чтобы он не охладился. Быстро вынув первый конец и зачистив его шкуркой, второй (только рабочую часть) погружают в воду. При этом следят за цветами побежалости первого конца; когда появляется нужный цвет, снова опускают первый конец в воду, второй быстро зачищают и следят за цветами на втором конце. При появлении нужного цвета также замачивают в воде. Так, периодически меняя положение концов, изделие остужают.
Запас температуры должен оставаться в средней части
инструмента, поэтому при закалке пользуются клещами с узкими губками. Большие плоскости холодных губок клещей отбирают теплоту в зоне прикосновения. "Для закалки более мелких изделий можно использовать клещи с массивными губками, изделие в этом случае нагревают вместе с клещами. Прием с клещами применяется при местном отпуске, когда в каком-то участке стального закаленного изделия нужно сделать отверстие, а его твердость не позволяет это сделать. Для этого берут клещи нужного размера, нагревают их до красного или светло-красного каления и захватывают металл в зоне будущего отверстия.
За отпуском металла можно следить по цветам побежалости. Этот прием используется при отпуске тонких стальных изделий — кос, пил и т. д.
Температура отпуска и цвета побежалости для некоторых инструментов приведены в табл. 16.
В процессе нагрева стальных изделий происходит их окисление и обезуглероживание. Получение на поверхности окалины идет за счет образования оксидов железа.
Образование на поверхности окалинйг приводит к угару металла, искажению геометрической формы изделий, уменьшению теплопроводности, что понижает скорость нагрева изделия. Кроме того, повышается твердость и затрудняется механическая обработка. Окалина удаляется с изделий либо механическим, либо химическим путем (травлением).
 85. Железный кронштейн (XVII в.)
85. Железный кронштейн (XVII в.) 86. Декоративный элемент с использованием скручивания и горновой сварки
86. Декоративный элемент с использованием скручивания и горновой сваркиТаблица 16
| Температура отпуска, °С | Название инструмента | |
| 220 | Светло-желтый | Токарные и строгальные резцы для обработки чугуна и стали |
| 240 | Темно-желтый | Чеканы для чеканки по литью |
| 265 | Коричнево-красный | Плашки, метчики, сверла, резцы для обработки меди, латуни, бронзы |
| 285 | Фиолетовый | Инструмент по дереву, зубила для обработки стали |
| 300 | Синий | Чеканы для чеканки из листовой меди, латуни и серебра |
Обезуглероживание состоит в выгорании углерода с поверхности изделия. Обезуглероженный слой обладает пониженной твердостью и прочностью.
Интенсивность, с которой происходит окисление и обезуглероживание, зависит от состава печной атмосферы и температуры нагрева. Чем выше нагрев, тем процессы идут быстрее.
Чтобы избежать образования окалины, мелкие изделия (чеканы, стамески и т. п.) помещают в отрезок трубы и вместе с трубой закладывают в горн. Иногда при закалке применяют пасту следующего состава (г): жидкое стекло — 100, огнеупорная глина — 75, графит — 25, бура — 14, карборунд — 30, вода — 200. Пасту наносят на изделие и дают просохнуть, затем изделие нагревают обычным способом. После закалки изделие промывают в горячем содовом растворе.
Для предупреждения образования окалины на инструментах из быстрорежущих сталей их иногда покрывают бурой. Для этого инструмент, нагретый до 850°С, погружают в насыщенный раствор или порошок буры.
* * *
В наше время больших научных и технических достижений древнее ремесло кузнеца не исчезло. Изделия современных кузнецов находят применение в нашем быту. Творения, созданные руками художников-кузнецов, гармонично сочетаются с фасадами и внутренней архитектурой зданий, являясь одновременно самостоятельным художественным произведением. Ажурный орнамент кованых решеток красиво сочетается со стройными линиями современной архитектуры. Умелое использование новых видов обработки металла — электросварки, газовой, автогенной и т. д. — дают художникам-кузнецам более широкие возможности использования и применения своего ремесла.
Старые технологические приемы оживают вновь при восстановлении разрушенных памятников культуры. Кузнечное дело, как и всякая рукодельная работа, является средством пропаганды эстетической мысли и чувств и не теряет своего значения в период высокоразвитой промышленности.
В заключение на рис. 85 и 86 показаны некоторые древнерусские кованые изделия, выполненные из деталей и собранные горновой сваркой или на заклепках.
* * *
В заключение следует отметить, что для успешной работы в области художественной обработки металлов, прежде всего необходимо овладеть простейшими слесарными операциями, т. е. уметь работать зубилом, молотком, напильником, сверлом, шабером и др.
Навыки по выполнению этих слесарных работ необходимы мастерам и художникам прикладного искусства, так как они постоянно применяются при первоначальной обработке деталей, их сборке и монтировке в целые готовые изделия.
Например, кованые художественные изделия: решетки, кроншнейны, ограды, каминные принадлежности и др., выполненные из отдельных частей, собирают также и на резьбовых соединениях.
В табл. 17 даны диаметры сверл для получения отверстий под метрическую резьбу, а в табл. 18 указаны диаметры отверстий для нарезания соответственной резьбы на болтах и винтах.
В табл. 19 приведены характеристики марок обыкновенных углеродистых сталей, которые являются основным материалом для художественной ковки.
Таблица 17
| Диаметр резьбы, мм | Диаметр сверла, мм | |
| под чугун и бронзу | под сталь и латунь | |
| 2,0 | 1,6 | 1,5 |
| 2,3 | 1,9 | 1,9 |
| 2,6 | 2,15 | 2,15 |
| 3,0 | 2,5 | 2,5 |
| 3,5 | 3,0 | 3,0 |
| 4,0 | 3,3 | 3,5 |
| 5,0 | 4,1 | 4,2 |
| 6,0 | 4,9 | 5,0 |
| 8,0 | 6,7 | 6,7 |
| 10,0 | 8,3 | 8,4 |
| 12,0 | 10,0 | 10,1 |
| 14,0 | 11,7 | 11,9 |
| 16,0 | 13,8 | 13,9 |
| 18,0 | 15,1 | 15,4 |
| 20,0 | 17,1 | 17,4 |
| 22,0 | 19,1 | 19,4 |
| 24,0 | 20,5 | 20,6 |
| 27,0 | - | 23,8 |
| 30,0 | - | 26,3 |
| 36,0 | - | 31,8 |
Таблица 18
| Диаметр резьбы, мм | Диаметр стержня, мм | Диаметр резьбы, мм | Диаметр стержня, мм |
| 2,0 | 1,6 | 12,0 | 11,88 |
| 3,0 | 2,4 | 14,0 | 13,88 |
| 4,0 | 3,92 | 16,0 | 15,88 |
| 5,0 | 4,92 | 18,0 | 17,88 |
| 6,0 | 5,92 | 20,0 | 19,86 |
| 8,0 | 7,90 | 22,0 | 21,86 |
| 10,0 | 9,90 | 24,0 | 23,86 |
Таблица 19
| Марка стали | Химический состав, % | Степень закаливаемости | Цвет условной окраски | Применение | ||
| углерод | марганец | кремний | ||||
| Ст0 | ДО 0,23 | _ | _ | Не закаливается | Хорошо сваривается, вязкая; применяется | |
| Ст1 | 0,07-0,12 | до 0,5 | - | » | Белый | для художественных, кузнечных и гибочных |
| Ст2 | 0,09-0,15 | до 0,5 | - | » | Желтый | работ в виде прутков, полос, проволоки, а |
| СтЗ | 0,14-0,22 | до 0,6 | до 0,3 | » | Красный | также листов |
| Ст4 | 0,18-0,27 | до 0,7 | до 0,3 | Слабо закаливается | Черный | Профильный прокат, уголок, тавр, швеллер, трубы, болты, заклепки |
| Ст5 | 0,28-0,37 | до 0,8 | до 0,35 | » | Зеленый | Крупные поковки |
| Стб | 0,38-0,50 | до 0,8 | до 0,35 | Хорошо закаливается | Синий | В художественной промышленности употребляется редко |
Первоисточник:
Техника художественной эмали, чеканки и ковки. А. В. Флеров, М. Т. Демина, А. Н. Елизаров, Ю. А. Шеманов — М., 1986.art-con.ru
Закалка и отпуск стали
Количество просмотров публикации Закалка и отпуск стали - 537
Отжиг
Отжигом стали принято называть вид термической обработки, заключающийся в ее нагреве до определенной температуры, выдержке при этой температуре и медленном охлаждении. Цели отжига — снижение твердости и улучшение обрабатываемости стали, изменение формы и величины зерна, выравнивание химического состава, снятие внутренних напряжений. Существуют различные виды отжига: полный, неполный, диффузионный, ре кристаллизационный, низкий, отжиг на зернистый перлит, нормализация. Температуры нагрева стали для ряда видов отжига связаны с положением линий диаграммы Fе-Fе3С. Низкая скорость охлаждения обычно достигается при остывании стали вместе с печью.
Полный отжиг применяется для доэвтектоидных сталей. Нагрев стали для полного отжига осуществляется на 30…50 °С выше линии GS диаграммы Fе-Fе3С (рис. 15). При этом происходит полная перекристаллизация стали и уменьшение величины зерна. Исходная структура из крупных зерен феррита и перлита при нагреве превращается в аустенитную, а затем при медленном охлаждении в структуру из мелких зерен феррита и перлита. Повышение температуры нагрева привело бы к росту зерна. При полном отжиге снижается твердость и прочность стали, а пластичность повышается.
При неполном отжиге нагрев производится на 30…50 °С выше линии РSК диаграммы Fе-Fе3С (рис. 15). Он производится, в случае если исходная структура не очень крупнозерниста или не нужно изменить расположение ферритной (в доэвтектоидных сталях) или цементитной (в заэвтектоидных сталях) составляющей. При этом происходит лишь частичная перекристаллизация — только перлитной составляющей стали.
Диффузионный отжиг (гомогенизация) состоит в нагреве стали до 1000…1100 °С, длительной выдержке (10…15 часов) при этой температуре и последующем медленном охлаждении. В результате диффузионного отжига происходит выравнивание неоднородности стали по химическому составу. Благодаря высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая должна быть устранена последующим полным отжигом.
Рекристаллизационный отжиг предназначен для снятия наклепа и внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Нагрев крайне важно осуществлять выше температуры рекристаллизации, которая для железа составляет 450 °С (см. раздел 2.1.).Обычно для повышения скорости рекристаллизационных процессов применяют значительно более высокие температуры, которые, однако, должны быть ниже линии РSК диаграммы Fе-Fе3С. По этой причине температура нагрева для рекристаллизационного отжига составляет 650…700 °С. В результате рекристаллизационного отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Низкий отжиг применяется в тех случаях, когда структура стали удовлетворительна и крайне важно только снять внутренние напряжения, возникающие при кристаллизации или после механической обработки. В этом случае сталь нагревают значительно ниже линии РSК диаграммы Fе-Fе3С (200…600 °С).
Отжиг на зернистый перлит (сфероидизацию) применяют для сталей близких к эвтектоидному составу или для заэвтектоидных. Такой отжиг осуществляют маятниковым способом (температуру несколько раз изменяют вблизи линии РSК, то перегревая выше нее на 30…50 °С, то охлаждая ниже на 30…50°С) или путем длительной выдержки (5-6 часов) при температуре несколько выше линии РSК и последующего медленного охлаждения. После такого отжига цементит, обычно присутствующий в структуре в виде пластин, приобретает зернистую форму. Сталь со структурой зернистого перлита обладает большей пластичностью, меньшей твердостью и прочностью по сравнению с пластинчатым перлитом. Отжиг на зернистый перлит применяется для подготовки сталей к закалке или для улучшения их обрабатываемости резанием.
Нормализация состоит из нагрева стали на 30…50 °С выше линии GSE диаграммы Fе-Fе3С (рис. 15), выдержки при этой температуре и последующего охлаждения на воздухе. Более быстрое охлаждение по сравнению с обычным отжигом приводит к более мелкозернистой структуре. Нормализация — более дешевая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки. Стоит сказать, что для низкоуглеродистых сталей (до 0,3% С) разница в свойствах между нормализованным и отожженным состоянием практически отсутствует и эти стали лучше подвергать нормализации. При большем содержании углерода нормализованная сталь обладает большей твердостью и меньшей вязкостью, чем отожженная. Иногда нормализацию считают самостоятельной разновидностью термической обработки, а не видом отжига.
Превращения в стали при охлаждении. При медленном охлаждении стали образуются структуры, соответствующие диаграмме Fе-Fе3C. Вначале происходит выделение феррита (в доэвтектоидных сталях) или вторичного цементита (в заэвтектоидных сталях), а затем происходит превращение аустенита в перлит. Это превращение состоит в распаде аустенита на феррит, почти не содержащий углерода и цементит, содержащий 6,67 % С. По этой причине превращение сопровождается диффузией, перераспределением углерода. Диффузионные процессы происходят в течение некоторого времени, причем скорость диффузии резко падает с понижением температуры. Обычно изучают изотермическое превращение аустенита (происходящее при выдержке при постоянной температуре) для эвтектоидной стали. Влияние температуры на скорость и характер превращения представляют в виде диаграммы изотермического превращения аустенита (рис. 16).
Диаграмма строится в координатах температура — логарифм времени. Выше температуры 72 °С на диаграмме находится область устойчивою аустенита. Ниже этой температуры аустенит является неустойчивым и превращается в другие структуры. Первая С - образная кривая на диаграмме соответствует началу превращения аустенита͵ а вторая — его завершению. При небольшом переохлаждении — приблизительно до 550 °С происходит упомянутое выше диффузионное перлитное превращение.
Учитывая зависимость отстепени переохлаждения образуются структуры, называемые перлит, сорбит и тростит. Это структуры одного типа — механические смеси феррита и цементита͵ имеющие пластинчатое строение. Отличаются они лишь степенью дисперсности, т. е. толщиной пластинок феррита и цементита. Наиболее крупнодисперсная структура — перлит, наиболее мелкодисперсная — тростит. При переохлаждении аустенита приблизительно ниже 240 °С скорость диффузии падает почти до нуля и происходит бездиффузионное мартенситное превращение. Образуется мартенсит — пересыщенный твердый раствор углерода в α - железе. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пересыщенности углеродом решетка мартенсита сильно искажается, благодаря чему мартенсит имеет высокую твердость (до НRС 65). Горизонтальная линия Мн диаграммы соответствует началу .превращения аустенита в мартенсит, а линия Мк — завершению этого процесса.
В диапазоне температур от мартенситного до перлитного превращения происходит промежуточное превращение и образуется структура, называемая бейнит.
Закалка — это вид термической обработки, состоящий в нагреве стали до определенной температуры, выдержке и последующем быстром охлаждении. В результате закалки повышается твердость и прочность, но снижается вязкость и пластичность. Нагрев стали производится на 30…50 °С выше линии GSK диаграммы Fе-Fе3С. В доэвтектоидных сталях нагрев выше линии GS необходим для того, чтобы после закалки в структуре не было мягких ферритных включений. Для заэвтектоидных сталей применяется нагрев выше линии SК, так как присутствие цементита не снижает твердость стали.
Обычно в результате закалки образуется мартенситная структура. По этой причине охлаждать сталь следует с такой скоростью, чтобы кривая охлаждения не пересекала С- образные кривые диаграммы изотермического превращения аустенита (рис. 16). Для достижения высокой скорости охлаждения закаливаемые детали погружают в воду (для углеродистых сталей) или минеральные масла (для легированных сталей).
Способность стали закаливаться на мартенсит принято называть закаливаемостью. Она характеризуется значением твердости, приобретаемой сталью после закалки и зависит от содержания углерода. Стали с низким содержанием углерода (до 0,3 %) практически не закаливаются и закалка для них не применяется.
Прокаливаемостью принято называть глубина проникновения закаленной зоны. Отсутствие сквозной прокаливаемости объясняется тем, что при охлаждении сердцевина остывает медленнее, чем поверхность. Прокаливаемость характеризует критический диаметр Dкр, т. е. максимальный диаметр детали цилиндрического сечения, которая прокаливается насквозь в данном охладителе.
Отпуск стали — это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определенной температуры (ниже линии РSК), выдержке и охлаждении. Цель отпуска — получение более равновесной по сравнению с мартенситом структуры, снятие внутренних напряжений, повышение вязкости и пластичности. Различают низкий, средний и высокий отпуск.
Низкий отпуск проводится при температуре 150…200 °С. В результате снимаются внутренние напряжения, происходит неĸᴏᴛᴏᴩᴏᴇ увеличение пластичности и вязкости без заметного снижения твердости. Образуется структура мартенсит отпуска. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой твердостью и износостойкостью.
При среднем отпуске производится нагрев до 350…450 °С. При этом происходит неĸᴏᴛᴏᴩᴏᴇ снижение твердости при значительном увеличении предела упругости и улучшении сопротивляемости действию ударных нагрузок. Структура стали представляет собой тростит отпуска, который имеет зернистое, а не пластинчатое строение. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск проводится при 550…650 °С. В результате твердость и прочность снижаются значительно, но сильно возрастают вязкость и пластичность и получается оптимальное для конструкционных сталей сочетание механических свойств. Структура стали — сорбит отпуска с зернистым строением цементита. Применяется для деталей, подвергающихся действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, принято называть улучшением. Она является основным видом обработки конструкционных сталей.
referatwork.ru
Закалка и отпуск стали
Превращения в стали при охлаждении. При медленном охлаждении стали образуются структуры, соответствующие диаграмме Fe-Fe3C. Вначале происходит выделение феррита (в доэвтектоидных статях) или вторичного цементита (в заэвтектоидных сталях), а затем происходит превращение аустенита в перлит. Это превращение заключается в распаде аустенита на феррит, почти не содержащий углерода и цементит, содержащий 6,67% С. Поэтому превращение сопровождается диффузией, перераспределением углерода. Диффузионные процессы происходят в течение некоторого времени, причем скорость диффузии резко падает с понижением температуры
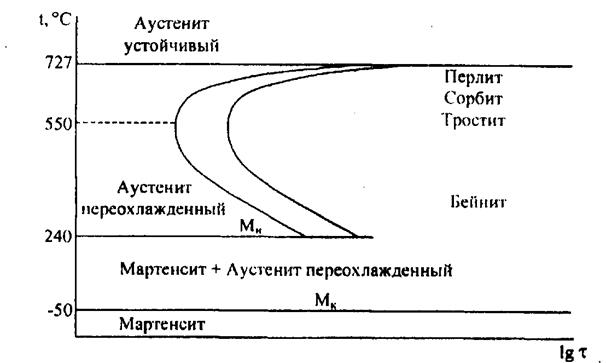
Рис 12.2. Диаграмма изотермического превращения аустенита эвтектоидной стали.
Обычно изучают изотермическое превращение аустенита (происходящее при выдержке при постоянной температуре) для эвтектоидиой стали. Влияние температуры на скорость и характер превращения представляют в виде диаграммы изотермического превращения аустенита (рис. 12.2). Диаграмма строится в координатах температура — логарифм времени. Выше температуры 727°С на диаграмме находится область устойчивою аустенита. Ниже этой температуры аустенит является неустойчивым и превращается в другие структуры. Первая С- образная кривая на диаграмме соответствует началу превращения аустенита, а вторая — её завершению. При небольшом переохлаждении — приблизительно до 550°С происходит упомянутое выше диффузионное перлитное превращение. В зависимости от степени переохлаждения образуются структуры, называемые перлит, сорбит и тростит. Это структуры одного типа — механические смеси феррита и цементита, имеющие пластинчатое строение. Отличаются они лишь степенью дисперсности, т.е. толщиной пластинок феррита и цементита. Наиболее крупнодисперсная структура — перлит, наиболее мелкодисперсная — тростит. При переохлаждении аустенита приблизительно ниже 240°С скорость диффузии падает почти до нуля и происходит бездиффузионное мартенситное превращение. Образуется мартенсит — пересыщенный твердый раствор углерода в аа-железе. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пресыщенности углеродом решетка мартенсита сильно искажается, благодаря чему мартенсит имеет высокую твердость (до HRC 65). Горизонтальная линия Мк диаграммы соответствует началу превращения аустенита в мартенсит, а линия Мк — завершению этого процесса.
В диапазоне температур от мартенситного до перлитного превращения происходит промежуточное превращение и образуется структура, называемая бейнит.
Закалка — это вид термической обработки, состоящий в нагреве стали до определенной температуры, выдержке и последующем быстром охлаждении. В результате закалки повышается твердость и прочность, но снижается вязкость и пластичность. Нагрев стали производится на 30-50°С выше линии GSK диаграммы Fe-Fe3C. В доэвтектоидных сталях нагрев выше линии GS необходим для того, чтобы после закалки в структуре не было мягких ферритных включений. Для заэвтектоидных сталей применяется нагрев выше линии SK, так как присутствие цементита не снижает твердость стали.
Обычно в результате закалки образуется мартенситная структура. Поэтому охлаждать сталь следует с такой скоростью, чтобы кривая охлаждения не пересекала С - образные кривые диаграммы изотермического превращения аустенита (рис. 12.2). Для достижения высокой скорости охлаждения закаливаемые детали погружают в воду (для углеродистых сталей) или минеральные масла (для легированных сталей).
Способность стали закаливаться на мартенсит называется закаливаемостью. Она характеризуется значением твердости, приобретаемой сталью после закалки и зависит от содержания углерода. Стали с низким содержанием углерода (до 0,3%) практически не закаливаются и закалка для них не применяется.
Прокаливаемостьюназывается глубина проникновения закаленной зоны. Отсутствие сквозной прокаливаемости объясняется тем, что при охлаждении сердцевина остывает медленнее, чем поверхность. Прокаливаемость характеризует критический диаметр D, т. е. максимальный диаметр детали цилиндрического сечения, которая прокаливается насквозь в данном охладителе.
Отпуск стали — это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определенной температуры (ниже линии PSK), выдержке и охлаждении. Цель отпуска — получение более равновесной по сравнению с мартенситом структуры, снятие внутренних напряжений, повышение вязкости и пластичности. Различают низкий, средний и высокий отпуск.
Низкий отпускпроводится при температуре 150-200°С. В результате снимаются внутренние напряжения, происходит некоторое увеличение пластичности и вязкости без заметного снижения твердости. Образуется структура мартенсит отпуска. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой твердостью и износостойкостью.

Рис. 12.3 Мартенсит
При среднем отпускепроизводится нагрев до 350-450°С. При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшении сопротивляемости действию ударных нагрузок. Структура стали представляет собой троостит отпуска, который имеет зернистое, а не пластинчатое строение. Применяется для пружин, рессор, ударного инструмента.
Рис. 12.4 Троостит
Высокий отпускпроводится при 550-650°С. В результате твердость и прочность снижаются значительно, но сильно возрастают вязкость и пластичность и получается оптимальное для конструкционных сталей сочетание механических свойств. Структура стали — сорбит отпуска с зернистым строением цементита. Применяется для деталей, подвергающихся действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей
Рис. 12.5 Сорбит
Вопросы для самоконтроля.
1.Что такое термообработка стали?
2. Расскажите превращения в углеродистой стали при нагреве выше критической точкеАс1 (образование аустенита)
3. Расскажите превращения при медленном охлаждении стали (распад аустенита на перлит).
4. Что такое отжиг и какие виды отжига стали бывают?
Тест (работать с диаграммой Fe-Fe3C)/
1. При неполном отжиге заэвтектоидную сталь нагревают для получения структуры…
а) феррит + аустенит;
б) аустенит;
в) аустенит + цементит вторичный.
2. Цель отжига стали…
а) снижение твердости и повышение пластичности;
б) снижение твердости и пластичности;
в) повышение твердости и пластичности.
3 При отжиге сталь охлаждают…
а) медленно;
б) быстро;
в) на воздухе.
4. При нормализационном отжиге сталь нагревают…
а) выше линии PSK;
б) выше линии SE;
в) выше линии GSE.
5. При нормализационном отжиге сталь нагревают для получения структуры…
а) феррит + аустенит;
б) аустенит;
в) аустенит + цементит.
6.При нормализации углеродистую сталь охлаждают…
а) медленно;
б) быстро;
в) вместе с печью.
7. Структура стали, содержащей 0,4%С после отжига состоит из…
а) феррита и перлита;
б) перлита;
в) перлита и цементита.
8. Структура стали, содержащей 0,8%С после отжига состоит из…
а) феррита и перлита;
б) перлита;
в) перлита и цементита.
9.При нагреве доэвтектоидной стали выше 727оС образуется
а) аустенит + феррит;
б) аустенит;
в) аустенит + цементит.
10. При нагреве эвтектоидной стали выше 727о С образуется …
а) аустенит + феррит;
б) аустенит;
в) аустенит + цементит.
11. При нагреве заэвтектоидной стали выше 727о С образуется …
а) аустенит + феррит;
б) аустенит;
в) аустенит + цементит вторичный.
12. При нагреве стали со структурой перлит выше 727о С образуется …
а) аустенит + цементит;
б) феррит + аустенит;
в) аустенит.
Занятие 13. Термическая обработка: отжиг, закалка, отпуск стали. Технология, получаемые свойства.
Похожие статьи:
poznayka.org
Закалка и отпуск стали — Мегаобучалка
Превращения в стали при охлаждении. При медленном охлаждении стали образуются структуры, соответствующие диаграмме Fе-Fе3C. Вначале происходит выделение феррита (в доэвтектоидных сталях) или вторичного цементита (в заэвтектоидных сталях), а затем происходит превращение аустенита в перлит. Это превращение заключается в распаде аустенита на феррит, почти не содержащий углерода и цементит, содержащий 6,67 % С. Поэтому превращение сопровождается диффузией, перераспределением углерода. Диффузионные процессы происходят в течение некоторого времени, причем скорость диффузии резко падает с понижением температуры. Обычно изучают изотермическое превращение аустенита (происходящее при выдержке при постоянной температуре) для эвтектоидной стали. Влияние температуры на скорость и характер превращения представляют в виде диаграммы изотермического превращения аустенита (рис. 16).
Диаграмма строится в координатах температура — логарифм времени. Выше температуры 72 °С на диаграмме находится область устойчивою аустенита. Ниже этой температуры аустенит является неустойчивым и превращается в другие структуры. Первая С - образная кривая на диаграмме соответствует началу превращения аустенита, а вторая — его завершению. При небольшом переохлаждении — приблизительно до 550 °С происходит упомянутое выше диффузионное перлитное превращение.
В зависимости от степени переохлаждения образуются структуры, называемые перлит, сорбит и тростит. Это структуры одного типа — механические смеси феррита и цементита, имеющие пластинчатое строение. Отличаются они лишь степенью дисперсности, т. е. толщиной пластинок феррита и цементита. Наиболее крупнодисперсная структура — перлит, наиболее мелкодисперсная — тростит. При переохлаждении аустенита приблизительно ниже 240 °С скорость диффузии падает почти до нуля и происходит бездиффузионное мартенситное превращение. Образуется мартенсит — пересыщенный твердый раствор углерода в α - железе. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пересыщенности углеродом решетка мартенсита сильно искажается, благодаря чему мартенсит имеет высокую твердость (до НRС 65). Горизонтальная линия Мн диаграммы соответствует началу .превращения аустенита в мартенсит, а линия Мк — завершению этого процесса.
В диапазоне температур от мартенситного до перлитного превращения происходит промежуточное превращение и образуется структура, называемая бейнит.
Закалка — это вид термической обработки, состоящий в нагреве стали до определенной температуры, выдержке и последующем быстром охлаждении. В результате закалки повышается твердость и прочность, но снижается вязкость и пластичность. Нагрев стали производится на 30…50 °С выше линии GSK диаграммы Fе-Fе3С. В доэвтектоидных сталях нагрев выше линии GS необходим для того, чтобы после закалки в структуре не было мягких ферритных включений. Для заэвтектоидных сталей применяется нагрев выше линии SК, так как присутствие цементита не снижает твердость стали.
Обычно в результате закалки образуется мартенситная структура. Поэтому охлаждать сталь следует с такой скоростью, чтобы кривая охлаждения не пересекала С- образные кривые диаграммы изотермического превращения аустенита (рис. 16). Для достижения высокой скорости охлаждения закаливаемые детали погружают в воду (для углеродистых сталей) или минеральные масла (для легированных сталей).
Способность стали закаливаться на мартенсит называется закаливаемостью. Она характеризуется значением твердости, приобретаемой сталью после закалки и зависит от содержания углерода. Стали с низким содержанием углерода (до 0,3 %) практически не закаливаются и закалка для них не применяется.
Прокаливаемостью называется глубина проникновения закаленной зоны. Отсутствие сквозной прокаливаемости объясняется тем, что при охлаждении сердцевина остывает медленнее, чем поверхность. Прокаливаемость характеризует критический диаметр Dкр, т. е. максимальный диаметр детали цилиндрического сечения, которая прокаливается насквозь в данном охладителе.
Отпуск стали — это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определенной температуры (ниже линии РSК), выдержке и охлаждении. Цель отпуска — получение более равновесной по сравнению с мартенситом структуры, снятие внутренних напряжений, повышение вязкости и пластичности. Различают низкий, средний и высокий отпуск.
Низкий отпуск проводится при температуре 150…200 °С. В результате снимаются внутренние напряжения, происходит некоторое увеличение пластичности и вязкости без заметного снижения твердости. Образуется структура мартенсит отпуска. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой твердостью и износостойкостью.
При среднем отпуске производится нагрев до 350…450 °С. При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшении сопротивляемости действию ударных нагрузок. Структура стали представляет собой тростит отпуска, который имеет зернистое, а не пластинчатое строение. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск проводится при 550…650 °С. В результате твердость и прочность снижаются значительно, но сильно возрастают вязкость и пластичность и получается оптимальное для конструкционных сталей сочетание механических свойств. Структура стали — сорбит отпуска с зернистым строением цементита. Применяется для деталей, подвергающихся действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей.
megaobuchalka.ru
Закалка и отпуск стали |
Целью закалки и отпуска стали является повышение твердости и прочности. Закалка и отпуск стали необходимы для очень многих деталей и изделий. Закалка основана на перекристаллизации при нагреве и предотвращении перехода аустенита в перлит путем быстрого охлаждения. Закаленная сталь имеет неравновесную структуру мартенсита, троостита или сорбита.
Чаще всего сталь резко охлаждают на мартенсит. Для смягчения действия закалки сталь отпускают, нагревая до температуры ниже точки А1. При отпуске структура стали из мартенсита закалки переходит мартенсит отпуска, троостит отпуска, сорбит отпуска.
Закалка стали. Температура нагрева стали при закалке та же, что и при полном отжиге: для доэвтектоидной стали на 30—50 °С выше точки Ас3, для заэвтектоидной — на 30—50° выше точки Aс1. При нагреве доэвтектоидной стали до температуры между точками Ас1и Ac3(неполная закалка) в структуре быстро охлажденной стали наряду с закаленными участками будет присутствовать нерастворенный при нагреве (в аустените) феррит, резко снижающий твердость и прочность. Поэтому для доэвтектоидной стали обязательна полная закалка с нагревом выше точки Ас3.
В заэвтектоидной стали избыточной фазой является цементит, который по твердости не уступает мартенситу и даже превосходит его, поэтому сталь достаточно нагреть на 30—50 °С выше точки Ас1.
Нагревать заготовки, особенно крупные, нужно постепенно во избежание местных напряжений и трещин, а время выдержки нагретых заготовок должно быть достаточным, чтобы переход в структуру аустенита полностью завершился.
Скорость охлаждения заготовок при закалке должна быть такой, чтобы получить заданную структуру. Критическая скорость закалки изменяется в широких пределах в зависимости от наличия легирующих компонентов в стали. Для простых сплавов железо—углерод эта скорость очень высока. Присутствие в стали кремния и марганца облегчает закалку на мартенсит, так как для такой стали С-образные кривые на диаграмме изотермического превращения аустенита будут сдвинуты вправо и критическая скорость закалки понижается.
Наиболее распространено охлаждение заготовок погружением их в воду, в щелочные растворы воды, в масло, расплавленные соли и т. д. При этом сталь закаливается на мартенсит или на бейнит.
При закалке применяют различные способы охлаждения в зависимости от марки стали, формы и размеров заготовки.
Простую закалку в одном охладителе (чаще всего в воде или водных растворах) выполняют, погружая в него заготовки до полного охлаждения. На рис. 1 режим охлаждения при такой закалке характеризует кривая 1. Для получения наибольшей глубины закаленного слоя применяют охлаждение при интенсивном обрызгивании. Прерывистой закалкой называют такую, при которой заготовку охлаждают последовательно в двух средах: первая среда — охлаждающая жидкость (обычно вода), вторая — воздух или масло (см. кривую 2 на рис. 1). Резкость такой закалки меньше, чем предыдущей.
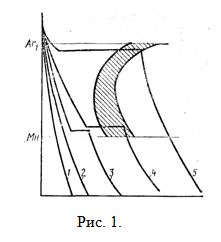
При ступенчатой закалке заготовку быстро погружают в соляной расплав и охлаждают до температуры несколько выше Мн. Выдержка обеспечивает выравнивание температуры от поверхности к сердцевине заготовки, что уменьшает напряжения, возникающие при мартенситном превращении; затем заготовку охлаждают на воздухе (кривая 3 на рис. 1).
Изотермическая закалка (закалка в горячих средах) основана на изотермическом распаде аустенита. Охлаждение ведется до температуры несколько выше начала мартенситного превращения (200—300 °С) в зависимости от марки стали. В качестве охладителя используют соленые расплавы или масло, нагретое до 200—250 °С. При температуре горячей ванны заготовка выдерживается продолжительное время, пока пройдет инкубационный период и период превращения аустенита (кривая 4 на рис. 1). В результате получается структура бейнита, по твердости близкая к мартенситу, но более вязкая и пластичная. Последующее охлаждение производится на воздухе.
При изотермической закалке вначале требуется быстрое охлаждение со скоростью не менее критической, чтобы избежать распад аустенита. Следовательно, по этому методу можно закаливать лишь небольшие (диаметром примерно до 8 мм) заготовки из углеродистой стали, так как массивные заготовки не удается быстро охладить. Это не относится однако к легированным сталям, большинство марок которых имеют значительно меньшие критические скорости закалки. Большим преимуществом изотермической закалки является возможность рихтовки (выправления искривлений) заготовок во время инкубационного периода превращения аустенита (который длится несколько минут), когда сталь еще пластична.
Закалка при помощи газовой горелки. Кислородно-ацетиленовое пламя газовой горелки с температурой около 3200 °С направляется на поверхность закаливаемой заготовки и быстро нагревает ее поверхностный слой до температуры выше критической. Вслед за горелкой перемещается трубка, из которой на поверхность заготовки направляется струя воды, закаливая нагретый слой. Этот способ применяется для изделий с большой поверхностью (например, для прокатных валков, зубьев больших шестерен и т. д.).
Обработка холодом. Этот метод применяется для повышения твердости стали путем перевода остаточного аустенита закаленной стали в мартенсит. Холодом обрабатывают углеродистую сталь, содержащую больше 0,5 % С, у которой температура конца мартенситного превращения находится ниже 00 С, а также легированную сталь (например, быстрорежущую).
Отпуск стали. Отпуск смягчает действие закалки, снимает или уменьшает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева заготовок до температуры ниже критической; при этом в зависимости от температуры могут быть получены структуры мартенсита, троостита или сорбита отпуска.
При низком отпуске (нагрев до температуры 150—200 °С) в структуре стали в основном остается мартенсит, который однако имеет другую решетку, как сказано выше. Кроме того, начинается выделение карбидов железа из пересыщенного твердого раствора углерода в a-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение вязкости стали, а также уменьшение внутренних напряжений в заготовках. Для низкого отпуска, заготовки выдерживают в течение определенного времени обычно в масляных или солевых ваннах. Если для низкого отпуска заготовки нагревают в атмосфере воздуха, то для контроля температуры часто пользуются цветами побежалости, появляющимися на зачищенной поверхности заготовки. Появление этих цветов связано с интерференцией белого цвета в пленках оксида железа, возникающих на поверхности заготовки при ее нагреве. Для углеродистой стали в интервале температур от 220 до 330 °С в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Для легированной стали соответствующие температуры выше. Низкий отпуск применяют для режущего инструмента из углеродистых и легированных сталей, измерительного инструмента, цементированных заготовок, а также других изделий, работающих в условиях трения на износ.
При среднем (нагрев в пределах 300—500 °С) и высоком (500—700 °С) отпуске структура мартенсита переходит соответственно в структуру троостита или сорбита. Чем выше температура отпуска, тем меньше твердость отпущенной стали и тем больше ее вязкость. При высоком отпуске сталь получает наилучшее сочетание механических свойств: повышенные прочность, вязкость и пластичность; поэтому закалку на мартенсит с последующим высоким отпуском называют улучшением стали. Средний отпуск применяют при производстве кузнечных штампов, пружин, рессор, а высокий—для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
ndt-welding.com
Отпуск закаленной стали. Структура и свойства закаленной стали после отпуска
Отпуск закаленных углеродистых сталей
Образующийся при закалке стали мартенсит, представляет собой неустойчивую структуру, характеризующуюся высокой твёрдостью, хрупкостью и высоким уровнем внутренних напряжений. По этой причине закалённую сталь обязательно подвергать отпуску.Отпуском называют термическую операцию, заключающуюся в нагреве закалённой стали до температур, не превышающих точку Аc1 (т.е. не выше линии PSK), выдержке и последующем охлаждении чаще всего на воздухе. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того, отпуск частично или полностью устраняет внутренние напряжения, возникшие при закалке.Окончательные свойства стали в большей степени зависят от температуры отпуска. Различают три вида отпуска стали в зависимости от температуры нагрева.Низкий (низкотемпературный отпуск) проводят при температурах не выше 250...300°С. При таких температурах происходит частичное обезуглероживание мартенсита и выделение из него некоторого количества избыточного углерода в виде частиц е - карбида железа. Образующаяся структура, состоящая из частичного обезуглероженного мартенсита и е-карбидов, называется отпущенным мартенситом. Выход некоторого количества углерода из решетки мартенсита способствует уменьшению её искажения и снижению внутренних напряжений. При таком отпуске несколько повышается прочность и вязкость без заметного снижения твёрдости. В целом изменение свойств при низком отпуске незначительно. Так закалённая сталь с содержанием углерода 0,5... 1,3 % после низкого отпуска сохраняет твёрдость в пределах 58...63 HRC, а следовательно, обладает высокой износостойкостью. Однако такая сталь не выдерживает значительных динамических нагрузок.Низкому отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, работающий без значительного разогрева рабочей части, а такие детали, прошедшие поверхностную закалку или цементацию. Цель такого отпуска - некоторое снижение внутренних напряжений.
Средний (средне-температурный) отпуск выполняют при температурах 350...500°С и применяют преимущественно для рессор, пружин, некоторых видов штампов. При таких температурах происходит дальнейшее обезуглероживание мартенсита, приводящее к его превращению в обычный а-раствор,т.е. в феррит. Одновременно происходит карбидное превращение по схеме; Fe2C ® Fе3С,В результате образуется феррито-цементитная смесь, называемая троститом отпуска. Наблюдается снижение твёрдости до величины 40...50 HRC, а также снижение внутренних напряжений.Такой отпуск обеспечивает высокий предел упругости и предел выносливости, что позволяет применять его для различных упругих элементов.Высокий(высокотемпературный) отпуск проводят при 500...600°С. Структурные изменения при таких температурах заключаются в укрупнении (коагуляции) частиц цементита. В результате этого образуется феррито-цементитная смесь, называемая сорбитом отпуска. Также, как итростит отпуска, эта структура характеризуется зернистым строением в отличии от пластинчатых структур тростита и сорбита закалки. Твёрдость стали после высокого отпуска снижается до 25,,,35 HRC, Однако уровень прочности при этом ещё достаточно высок , В то же время обеспечивается повышенная пластичность и особенно ударная вязкость, практически полностью снимаются внутренние напряжения,, возникшие при закалке.Таким образом, высокий отпуск на сорбит обеспечивает наилучший комплекс механических свойств, позволяющий применять его для деталей, работающих в условиях динамических нагрузок. Такой же отпуск рекомендуется для деталей машин из легированных сталей, работающих при повышенных температурах.
Термическую обработку, состоящую из закалки на мартенсит и последующего высокого отпуска на сорбит, называют термическим улучшением. Вообще термическому улучшению подвергают детали из среднеуглеродистых (0,3...0,5%С) конструкционных сталей, к которым предъявляют высокие требования по пределу текучести, пределу выносливости и ударной вязкости. Однако износостойкость улучшенной стали вследствие её" пониженной твёрдости невысока.
Скорость охлаждения после отпуска оказывает большое влияние на величину остаточных напряжений. Чем медленнее охлаждение, тем меньше остаточные напряжения. Так охлаждение на воздухе даёт напряжения в 7 раз меньше, а охлаждение в масле в 2,5 раза меньше по сравнению с охлаждением в воде. По этой причине изделия сложной формы во избежание их деформации после отпуска следует охлаждать медленно (на воздухе), а детали из некоторых легированных сталей, склонных к отпускной хрупкости, рекомендуется охлаждать в масле (иногда даже в воде).
Легирующие элементы, входящие в состав легированных сталей, особенно такие, как Мо5 W, Cr, Ti, V и Si, сильно тормозят диффузионные процессы, происходящие при отпуске закалённой стали. Поэтому после отпуска при одинаковой температуре легированная сталь сохраняет более высокую твёрдость и прочность. Это делает легированные стали более теплостойкими, способными работать при повышенных температурах.
Поверхностная закалка ТВЧ.
Многие ответственные детали работают на истирание и одновременно подвергаются действию ударных нагрузок. Такие детали должны иметь высокую поверхностную твердость, хорошую износостойкость и в то же время не быть хрупкими, т. е. не разрушаться под действием ударов.
Высокая твердость поверхности деталей при сохранении вязкой и прочной сердцевины достигается методом поверхностной закалки.
Из современных методов поверхностной закалки наибольшее распространение в машиностроении находят следующие: закалка при нагреве токами высокой частоты (ТВЧ); пламенная закалка и закалка в электролите.
Выбор того или иного метода поверхностной закалки обусловливается технологической и экономической целесообразностью.
Закалка при нагреве токами высокой частоты. Такой метод является одним из самых высокопроизводительных методов поверхностного упрочнения металлов. Открытие этого метода и разработка его технологических основ принадлежит талантливому русскому ученому B. П. Вологдину.
Высокочастотный нагрев основан на следующем явлении. При прохождении переменного электрического тока высокой частоты по медному индуктору вокруг последнего образуется магнитное поле, которое проникает в стальную деталь, находящуюся в индукторе, и индуктирует в ней вихревые токи Фуко. Эти токи и вызывают нагрев металла.
Особенностью нагрева ТВЧ является то, что индуктируемые в стали вихревые токи распределяются по сечению детали не равномерно, а оттесняются к поверхности. Неравномерное распределение вихревых токов приводит к неравномерному ее нагреву: поверхностные слои очень быстро нагреваются до высоких температур, а сердцевина или совсем не нагревается или нагревается незначительно благодаря теплопроводности стали. Толщина слоя, по которому проходит ток, называется глубиной проникновения и обозначается буквой δ.
Толщина слоя в основном зависит от частоты переменного тока, удельного сопротивления металла и магнитной проницаемости. Эту зависимость определяют по формуле
δ = 5,03-104 корень из (ρ/μν) мм,
где ρ - удельное электрическое сопротивление, ом мм2/м;
μ, - магнитная проницаемость, гс/э;
v - частота, гц.
Из формулы видно, что с увеличением частоты глубина проникновения индукционных токов уменьшается. Ток высокой частоты для индукционного нагрева деталей получают от генераторов.
При выборе частоты тока, кроме нагреваемого слоя, необходимо учитывать форму и размеры детали с тем, чтобы получить высокое качество поверхностной закалки и экономно использовать электрическую энергию высокочастотных установок.
Большое значение для качественного нагрева деталей имеют медные индукторы.
Наиболее распространены индукторы, имеющие с внутренней стороны систему мелких отверстий, через которые подается охлаждающая вода. Такой индуктор является одновременно нагревательным и охлаждающим устройством. Как только помещенная в индуктор деталь нагреется до заданной температуры, ток автоматически отключится и из отверстий индуктора поступит вода и спреером (водяным душем) охладит поверхность детали.
Детали можно также нагревать в индукторах, не имеющих душирующих устройств. В таких индукторах детали после нагрева сбрасываются в закалочный бак.
Закалка ТВЧ в основном производится одновременным и непрерывно-последовательным способами. При одновременном способе закаливаемая деталь вращается внутри неподвижного индуктора, ширина которого равна закаливаемому участку. Когда заданное время нагрева истекает, реле времени отключает ток от генератора, а другое реле, сблокированное с первым, включает подачу воды, которая небольшими, но сильными струями вырывается из отверстий индуктора и охлаждает деталь.
При непрерывно-последовательном способе деталь неподвижна, а вдоль нее перемещается индуктор. В этом случае проипоследовательный нагреве закаливаемого участка детали, после чего участок попадает под струю воды душирующего устройства, расположенного на некотором расстоянии от индуктора.
Плоские детали закаливают в петлевых и зигзагообразных индукторах, а зубчатые колеса с мелким модулем - в кольцевых индукторах одновременным способом. Макроструктура закаленного слоя мелкомодульного зубчатого колеса автомобиля, изготовленного из стали марки ППЗ-55 (сталь пониженной прокаливаемости). Микроструктура закаленного слоя представляет собой мелкоигольчатый мартенсит.
Твердость поверхностного слоя деталей, закаленных при нагреве ТВЧ, получается на 3-4 единицы HRC выше, чем твердость при обычной объемной закалке.
Для повышения прочности сердцевины детали перед закалкой ТВЧподвергают улучшению или нормализации.
Применение нагрева ТВЧ для поверхностной закалки машинных деталей и инструмента позволяет резко сократить продолжительность технологического процесса термической обработки. Кроме того, этот метод дает возможность изготовлять для закалки деталей механизированные и автоматизированные агрегаты, которые устанавливаются в общем потоке механообрабатывающих цехов. В результате этого отпадает необходимость транспортирования деталей в специальные термические цехи и обеспечивается ритмичная работа поточных линий и сборочных конвейеров
infopedia.su
- Краска негорючая

- Простое зарядное устройство

- Электричество из тепла

- Аккумулятор для батареек

- Маркировки стали

- Обслуживание компрессора воздушного поршневого

- Контроллер заряда солнечной батареи схема
- Термообработка металла 5

- Стали аустенитного класса

- Сколько нужно заряжать автомобильный аккумулятор

- Холодный старт ибп это
