







Вихретоковый метод неразрушающего контроля. Вихретоковый метод неразрушающего контроля
Что такое вихретоковый контроль? Особенности, область применения
Для выявления недостатков внутренней структуры конструкций и деталей применяются методы неразрушающего контроля. Они позволяют без вторжения в основу материала фиксировать дефекты разного рода, определяя их соответствие нормативным требованиям. Одним из наиболее точных способов такого обследования является вихретоковый контроль, в процессе применения которого задействуется электротехническая аппаратура. У этого способа есть и существенные недостатки, но в отдельных сферах он применяется достаточно активно.

Принцип действия метода
Контроль происходит на основе анализа параметров взаимодействия между электромагнитным полем дефектоскопа с его оснасткой и вихревыми токами, которые формируются в поле объекта исследования. Что касается исполнительного элемента, генерирующего активную электромагнитную зону, то он обычно представлен индуктивной катушкой, которая также называется преобразователем. Импульсные токи, которые возбуждают вихревые потоки, в итоге и позволяют рассчитать дефектные зоны. Дело в том, что нарушения в структуре исследуемого объекта неизбежно приведут к неравномерному взаимодействию материала с электромагнитным полем по всей его площади. Именно участки с колебаниями токов и обнаруживает вихретоковый метод неразрушающего контроля с помощью специального анализа. Принцип действия достаточно сложен по сравнению с альтернативными методами магнитного контроля, но опять же он является и одним из самых точных способов выявления дефектов.
Особенности вихретоковой дефектовки
У этого метода есть две принципиальные особенности. В первую очередь это возможность исключения прямого контакта с целевым объектом. То есть речь идет не просто о неразрушающем контроле, а о технике бесконтактного обследования. Это позволяет, к примеру, диагностировать конструкции и элементы, находящиеся в движении. Но и контактные способы анализа не исключаются. Для сравнения можно привести метод магнитно-порошкового анализа, который в обязательном порядке требует нанесения индикаторного материала на поверхность исследуемого объекта. Вторая особенность, выделяющая вихретоковый контроль из общей группы методов дефектовки, заключается в возможности дополнительного анализа электрофизических свойств материала. Но этот функционал уже зависит от конкретной модели применяемого прибора и качества вспомогательной оснастки.
Вихретоковые дефектоскопы

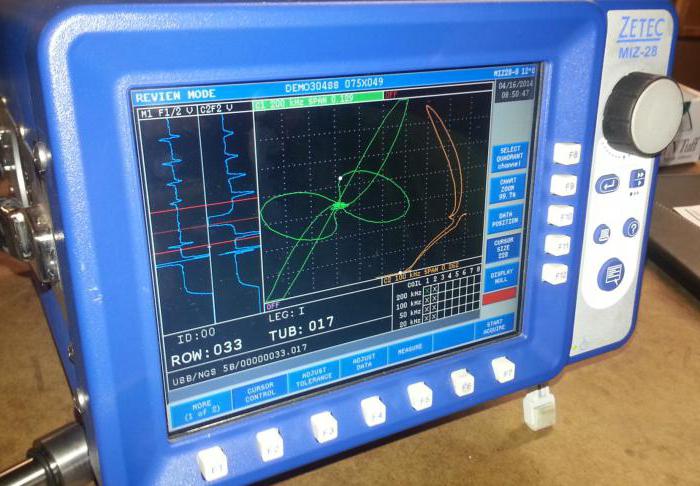
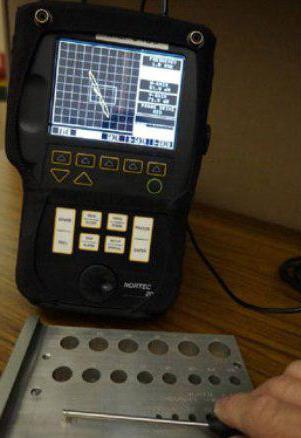
Устройства могут иметь разные форматы исполнения. Распространены ручные модели, станции контроля, компонентные и модульные аппараты. Также они различаются по способам обработки и представления информации: можно выделить аналоговые, цифровые и микропроцессорные современные приборы контроля. Внутреннее наполнение обычно составляет электротехническая основа с теми же катушками, а внешние органы представлены чувствительными элементами анализа.
Также приборы вихретокового контроля комплектуются насадками для удобного размещения преобразующего устройства перед контролируемой поверхностью. Хотя аппараты предусматривают возможность бесконтактного контроля, положение и направление чувствительного элемента имеют большое значение с точки зрения получения качественного результата. Что касается энергоснабжения, то приборы питаются от аккумуляторных батарей или электросети. В первом случае устройства дают возможность автономной диагностики сооружений и коммуникаций на удаленных участках.
Вихретоковые толщиномеры
Как уже говорилось, дефектовка является не единственной задачей, которую может решать вихретоковый способ контроля материалов. Второй по распространенности его функцией является измерение толщины. Таким способом оцениваются параметры пластин, пленочных изделий, стенок труб и других предметов. Для этого применяют специальные приборы вихретокового контроля с опцией толщиномера. Зачастую это и есть основная функция, которую решают подобные аппараты. Они представляют собой компактные устройства ручного типа с чувствительным элементом, который также создает электромагнитное поле, но в процессе анализа фиксирует не наличие пустот, а толщину электропроводящего листа.

Разновидности вихретоковых измерений
Основным направлением использования вихретоковой диагностики все же является дефектовка, которая также предусматривает разные варианты исполнения. В частности, абсолютный контроль позволяет замерять отклонения измеряемой величины от ранее установленной опорной точки, которая проверяется на этапе калибровки аппарата. Также вихретоковый контроль осуществляет сравнительное измерение, при котором вычисляется разность двух величин, одну из которых принимают за опорную.
Применяется и дифференциальное измерение, которое также вычисляет разницу между двумя фиксируемыми величинами в процессе контроля. Но в этом случае путь измерения при неизменном расстоянии между опорными точкам остается прежним. В каждом из методов вихретоковый контроль может работать как с поверхностными, так и с внутренними характеристиками структуры материала. Однако углубленный анализ предусматривает небольшое погружение порядка 2-3 мм, что является главным недостатком этой технологии.
Подготовка аппарата к работе
Прибор настраивается на рабочий процесс путем калибровки и установки оптимального показателя чувствительности по отношению к характеристикам целевого объекта. В зависимости от функциональности аппарата пользователь может регулировать параметры электромагнитных фильтров, фазность и величину зазора чувствительного датчика. Важно учитывать, что на качество применения вихретокового метода неразрушающего контроля оказывают влияние и внешние факторы. Для обеспечения удобного размещения прибора, его установки, центровки и направления преобразователя должно быть соответствующим образом подготовлено и рабочее место. Также и участок обследования тщательно моется, очищается от грязи и масляных пятен, после чего сушится и при необходимости дополнительно обрабатывается химическими растворами.
Техника применения метода
На первом этапе поверхность детали сканируется электромагнитным сигналом по всей целевой площади, которая может немного захватывать и область, не подлежащую анализу. На основе характеристик полученного обратного сигнала выводится заключение о физическом состоянии объекта. Аппарат с помощью компьютерного анализа предоставляет данные об износе объекта, наличии дефектов и повреждений. Конкретный набор параметров будет зависеть от того, какая задача ставилась перед вихретоковым контролем. ГОСТ 15549-2009 для данного метода определяет и обязательный набор характеристик сигнала, среди которых фаза, амплитуда и их сочетание в предварительно указанных спектрах. Далее полученные сведения заносятся в технический журнал контроля. Критерии оценки выявленных дефектов заранее предусматриваются в задании для контроля и в дальнейшем позволяют принять решение о допуске изделия к целевому применению.
Где применяется вихретоковый метод контроля?

Данную технологию диагностики конструкций и деталей на предмет наличия дефектов широко используют в строительстве и на производствах. Например, многофункциональные станции задействуют на конвейерных линиях, выпускающих металлические изделия. Оборудование в автоматическом режиме проверяет детали на предмет соответствия нормативным параметрам. В строительстве этим способом оценивают качество металлических конструкций, перекрытий, стоек, крепежных элементов, сварочных швов и т. д. Широко распространен и вихретоковый контроль труб, который позволяет выявлять несплошности металла и своевременно обновлять проблемные участки коммуникационной сети. В бытовой же сфере чаще используются толщиномеры, которыми определяются параметры тех же трубопроводов или корпусов различной техники.
Заключение

Вихретоковый способ дефектовки можно назвать одним из самых технологичных и современных. Он позволяет работать с деталями разной формы и назначения, с высокой точностью фиксируя их физические параметры. Но есть характеристики, по которым вихретоковый неразрушающий контроль значительно уступает альтернативным методам, в том числе из группы магнитных способов. Это касается не только ограничения в глубине проникновения сигнала. Электромагнитные токи могут дать информацию о внутренней структуре материала только в случае его электропроводности. Отсутствие этого свойства делает прибор бесполезным применительно к такому изделию.
fb.ru
ГОСТ Р ИСО 15549-2009 Контроль неразрушающий. Контроль вихретоковый…
ГОСТ Р ИСО 15549-2009
Группа Т00
ОКС 01.040.19;19.100
Дата введения 2011-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт оптико-физических измерений" (ФГУП "ВНИИОФИ") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Управлением по метрологии Федерального агентства по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1099-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15549:2008* "Контроль неразрушающий. Контроль вихретоковый. Основные положения" (ISO 15549:2008 "Non-destructive testing - Eddy current testing - General principles").________________* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке. - Примечание изготовителя базы данных.При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕИнформация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Стандарт ISO 15549:2008 "Non-destructive testing - Eddy current testing - General principles" подготовлен Техническим комитетом ISO/ТС 135 "Неразрушающий контроль", подкомиссия SC 4 "Вихретоковый контроль".Сноски, выделенные в тексте стандарта курсивом, приведены в качестве информации.
1 Область применения
Настоящий стандарт определяет общие принципы неразрушающего контроля изделий и материалов с помощью вихревых токов для обеспечения заданных и воспроизводимых параметров.Стандарт включает в себя инструкции по подготовке документов, устанавливающих конкретные требования к применению метода вихревых токов для изделий конкретного типа.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:_______________* Таблицу соответствия национальных стандартов международным см. по ссылке. - Примечание изготовителя базы данных.
3 Термины и определения
В настоящем стандарте применены термины, определенные в ИСО 12718.
4 Общие положения
В основе вихретокового метода контроля лежит индукция электрического тока в проводящем материале. Измеряемый и анализируемый параметр относится к распределению индуцированных токов. При переменном возбуждении он представляет собой вектор в комплексной плоскости.Распределение вихревых токов по глубине в материале подчиняется физическим законам. При увеличении глубины плотность токов значительно уменьшается. При высокочастотном возбуждении это уменьшение представляет собой экспоненциальную функцию глубины.Свойствами контролируемого изделия, оказывающими влияние на измеряемую величину, являются следующие:- проводимость материала;- магнитная проницаемость материала;- размер и геометрия контролируемого изделия;- взаимное расположение поверхностей датчика вихревых токов и контролируемого изделия.Более подробную информацию можно получить при отображении измеряемой величины на комплексной плоскости.Преимущества данного метода заключаются в следующем:- нет физического контакта с изделием;- не требуется контактная среда, например вода;- высокая производительность.
5 Квалификация персонала
К проведению вихретокового контроля следует допускать только квалифицированный и опытный персонал. Рекомендуется, чтобы персонал был аттестован в соответствии с требованиями ИСО 9712 или эквивалентного стандарта.
6 Цели исследования и исследуемая продукция
Целями исследования являются следующие:- идентификация неоднородностей в изделии, которые могут негативно влиять на его соответствие назначению;- измерение толщины покрытий или слоев;- измерение других геометрических характеристик;- измерение металлургических или механических свойств изделия;- измерение проводимости и/или проницаемости изделия;- сортировка изделий по любым из вышеперечисленных свойств.Примерами контролируемых изделий являются проводящие материалы, такие как:- трубы, профили, балки или прутковое железо;- детали в автомобильной и машиностроительной промышленности;- кованые или литые изделия;- многослойные компоненты в самолетостроении.Примерами использования данного метода являются следующие:- поточный контроль в прокатном стане, покрасочной или вытяжной линии;- проверка трубопроводов теплообменников в процессе их эксплуатации;- проверка свойств товаров массового производства и полуфабрикатов;- проверка летательных аппаратов в процессе технического обслуживания;- проверка поверхностей цилиндрических отверстий, сформированных в изделиях.
7 Методы измерений
Измерения могут быть статическими или динамическими. Для динамических измерений требуется движение датчика относительно испытуемого изделия.Сканирование испытуемого изделия может проводиться в ручном режиме или с помощью механизированного оборудования, которое прецизионно регулирует путь сканирования.Широко применяемыми методами измерений являются следующие:
a) Абсолютное измерениеПри абсолютном измерении измеряют отклонение измеряемой величины от фиксированной опорной точки. Опорную точку определяют в процессе калибровки. Опорная точка может быть сгенерирована опорным напряжением или катушкой. Метод используют для сортировки изделий на классы по физическим свойствам (таким, как твердость), размерам или химическому составу, а также для идентификации непрерывных или постепенно изменяющихся сосредоточенных неоднородностей.
b) Сравнительное измерениеПри сравнительном измерении вычисляют разность двух измерений, одно из которых считают опорным. Этот метод обычно используют для сортировки изделий на классы.
c) Дифференциальное измерениеПри дифференциальном измерении вычисляют разность двух измерений, выполненных при постоянном расстоянии между местами измерения и на одном и том же пути измерения. При использовании этого метода уменьшается уровень шума вследствие низких вибраций контролируемого изделия.
d) Двойное дифференциальное измерение.При двойном дифференциальном измерении вычисляют разность двух дифференциальных измерений. Этот метод измерений обеспечивает высокочастотную фильтрацию дифференциального измерения независимо от относительной скорости между датчиком и контролируемым изделием.
f) Псевдодифференциальное измерениеПри псевдодифференциальном измерении вычисляют разность двух измерений, выполненных при постоянном расстоянии между местами измерения.
8 Оборудование
8.1 Система контроляПри проведении измерений используют прибор для измерения вихревых токов, один или несколько датчиков и соединительные кабели. Вместе с механическим оборудованием и периферийными устройствами для хранения данных и другими устройствами они образуют систему контроля.Все важные части системы должны быть описаны в соответствующем документе по эксплуатации (см. 13.2) или в методике контроля, согласованной во время запроса и заказа.При выборе оборудования учитывают следующее:- тип материала, из которого изготовлено изделие, и его металлургический состав;- форму, размеры и состояние поверхности изделия;- цель измерения, например обнаружение трещин или определение толщины;- типы исследуемых сосредоточенных неоднородностей и их положение и ориентацию;- условия окружающей среды, при которых проводится контроль.
8.2 Прибор для измерения вихревых токовВыбор прибора для измерения вихревых токов зависит от цели контроля. Особенно важны регулируемые параметры прибора, диапазон данных параметров и форма отображения сигнала.Параметры прибора, влияющие на результаты контроля, должны быть указаны в документе по эксплуатации и описаны в соответствии с действующими стандартами.
8.3 ДатчикВыбор датчика зависит от цели контроля.Параметры датчика, влияющие на результаты контроля, должны быть указаны в документе по эксплуатации и описаны в соответствии с действующими стандартами.
8.4 Эталонные образцыПри проведении вихретокового контроля используют эталонные образцы. Эталонные образцы, содержащие известные особенности, используют для настройки системы контроля с целью проведения функциональных проверок, проверки возможностей системы и получения калибровочных кривых.Как правило, эталонные образцы состоят из того же материала и имеют обработку, аналогичную контролируемому изделию.Эквивалентность какого-либо альтернативного технологического процесса должна быть подтверждена.Особенности эталонных образцов могут иметь форму:- отверстий или выемок определенных размеров;- естественных или вынужденных дефектов с известными характеристиками, например трещин, вызванные циклом усталости;- диапазона известной толщины покрытия;- диапазона известных свойств материала.Измеряемые параметры особенностей и эталонные образцы не должны со временем значительно изменяться.
9 Подготовка оборудования
9.1 Настройка прибораНастройку прибора проводят в соответствии с целью контроля и назначением контролируемого изделия.Некоторые настройки, например фильтров, фазы, чувствительности, могут проводиться с использованием эталонных образцов.
9.2 Настройка датчикаСпособ установки, центровки и направления датчика оказывает влияние на эффективность контроля.Изменение зазора датчика влияет на чувствительность контроля.Для динамического контроля чувствительности можно использовать сигнал, зависящий от изменения зазора датчика.Если контроль механизирован, скорость перемещения датчика по исследуемой поверхности и путь сканирования должны оставаться в пределах допусков, определенных в процедуре контроля, в течение всего контроля.
10 Калибровка оборудования
10.1 Интервалы калибровкиСистему контроля необходимо калибровать* через установленные интервалы времени как на месте эксплуатации, так и в лаборатории. Калибровку выполняют в соответствии с требованиями действующих стандартов._______________* В международном стандарте использован термин "Verification".
10.2 Функциональная проверкаФункциональную проверку* проводят через определенные промежутки времени, как минимум, в начале и в конце исследования и/или при замене деталей оборудования, и/или при замене обслуживающего персонала._______________* В международном стандарте использован термин "Functional verification".После установления рабочие условия должны оставаться постоянными в течение контроля. Необходимо сделать допуск на изменение рабочих условий в соответствии с требованиями действующих стандартов или согласованной во время запроса или заказа методикой контроля.Неудовлетворительный результат функциональной проверки должен быть оформлен документально, а все изделия, прошедшие контроль с момента предыдущей успешной проверки, считают не проконтролированными.
10.3 Профилактическая проверкаПрофилактическую проверку* обычно проводят один раз в год._______________* В международном стандарте использован термин "Preventive verification".Отклонения и корректирующие действия должны быть оформлены документально.
11 Подготовка контролируемого изделия
11.1 Подготовка поверхностиСостояние поверхности контролируемого изделия может оказать негативное влияние на эффективность контроля.На эффективность контроля могут влиять:- загрязнения;- непроводящие покрытия, особенно с переменной толщиной;- другая проводящая отделка поверхности;- шероховатость поверхности;- следы, оставшиеся после проведения сварочных работ;- масло, смазочные вещества или вода.Если состояние поверхности изменить нельзя, необходимо доказать эффективность контроля.
11.2 ИдентификацияКонтролируемые изделия должны иметь уникальную индивидуальную или серийную идентификацию.Кроме того, могут потребоваться справочные данные для четкого определения местоположения любой сосредоточенной неоднородности, указанной в протоколе контроля.
12 Контроль
12.1 Стадии контроляСтадии контроля должны быть подробно указаны в методике контроля (см. 13.2).
12.2 Меры предосторожности и защита окружающей средыПри проведении контроля должны соблюдаться национальные и региональные нормы по предотвращению несчастных случаев, электробезопасности, обращения с опасными веществами и охраны окружающей среды.
12.3 Область контроляПоверхность изделия сканируют в соответствии с требованиями документа по эксплуатации (см. 13.2) или методики контроля, согласованной во время запроса и заказа. В область контроля рекомендуется включать:- площадь, подлежащую сканированию, или площадь, не подлежащую сканированию;- направление сканирования;- тип и размер датчика;- скорость движения датчика относительно поверхности;- ширину зоны охвата датчика.Степень охвата определяется шириной зоны охвата датчика и также может влиять на скорость сбора данных прибором и скорость движения датчика относительно поверхности.Для полного охвата поверхности (без пропусков) ширина пути сканирования не должна превышать ширину зоны охвата датчика.
12.4 Характеристика сигналаДля принятия решения результаты контроля должны быть соотнесены с особенностями контролируемого изделия, такими как трещины, износ, физические свойства.Поэтому документы по эксплуатации или описание методики контроля, согласованной во время запроса и заказа, должны включать в себя требования:- к регистрации;- к оценке;- к отчетности.Сигналы анализируют по таким характеристикам, как амплитуда, фаза или их сочетание в заданных диапазонах.Классификация показаний может варьироваться от простого механизированного сортирующего устройства до классификации с использованием многопараметрического корреляционного метода, в основе которого лежит применение более одной кривой калибровки.
12.5 Критерии приемкиКритерии приемки и последующие действия в отношении изделия должны быть указаны в документах по эксплуатации (см. 13.2) или в методике контроля, согласованной во время запроса или заказа.
13 Документация
13.1 Основное положениеДокументация должна содержать описание процедуры контроля и протокол контроля.
13.2 Процедура контроляОбщие требования к применению и использованию методов вихретокового контроля изделий устанавливают в следующих документах:- стандартах организаций;- спецификациях;- нормах и правилах;- контрактных документах.Процедура контроля, основанная на этих документах, должна содержать описание всех важных параметров, а также соблюдаемые меры предосторожности. Документация на процедуру контроля должна содержать:- цель контроля;- описание контролируемого изделия;- документы по эксплуатации;- описание квалификации и аттестации персонала;- размеры исследуемой площади;- путь сканирования;- способы подготовки поверхности;- условия окружающей среды;- описание эталонных образцов;- конфигурацию системы контроля;- периодичность проведения калибровки прибора и датчика;- требования к оценке сигнала;- подробное описание контроля и последовательность его этапов;- информацию, подлежащую включению в протокол контроля.Перед определением процедуры контроля необходимо получить все или некоторые из следующих данных:- цель контроля;- описание контролируемого изделия;- физическое положение области, в которой проводится исследование;- требования к подготовке поверхности;- степень деформации поверхности контролируемого изделия в процессе контроля, которая допускается без снижения степени пригодности данного изделия;- степень охвата исследуемого изделия;- чувствительность исследования;- метод, используемый для проверки чувствительности;- критерии приемки, если они определены;- требования к протоколу исследования;- описание квалификации персонала.
13.3 Протокол контроляПротокол контроля должен содержать достаточную информацию для повторного проведения контроля в будущем.В протокол должно быть включено, как минимум, следующее:- идентификационные данные о предприятии - изготовителе изделия;- идентификационные данные о каждом контролируемом изделии;- ссылки на документы по эксплуатации и процедуру контроля;- технические сведения (или равноценная информация) с подробным описанием процедуры, если процедура исследования допускает изменения метода контроля, оборудования или настройки оборудования;- идентификационные данные о системе контроля, особенно детали, необходимые для полной идентификации использованных типов прибора и датчика;- использованные настройки прибора;- идентификационные данные об использованных эталонных образцах;- результаты контроля;- все отклонения от процедуры контроля;- наименование организации, проводившей контроль;- фамилия и квалификация лица, проводившего контроль;- подпись лица, проводившего контроль, или фамилия и подпись другого уполномоченного лица;- дата и место проведения контроля.Формат протокола контроля должен быть согласован во время запроса и заказа.
Приложение ДА (справочное). Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Приложение ДА(справочное)
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 9712 | - | * |
ISO 12718 | IDТ | ГОСТ Р ИСО 12718-2009 "Контроль неразрушающий. Контроль вихретоковый. Термины и определения" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов.Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов:- IDT - идентичный стандарт. | ||
Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2011
docs.cntd.ru
Вихретоковый метод неразрушающего контроля
ПОЧЕМУ СУДЫ ОТКЛОНЯЮТ ЗАКЛЮЧЕНИЯ
Читать статью!
ВЫПОЛНЕННЫЕ РАБОТЫ
20.08.2018 г. - Проведена экспертиза крыши,по адресу: г.Рязань, ул.Вознесенская.
17.08.2018 г. - Проведена экспертиза дома,по адресу: МО,мкр.Светлый.
16.08.2018 г. - Проведена экспертиза сруба,по адресу: МО,дер.Титово.
16.08.2018 г. - Проведена экспертиза здания после пожара,по адресу: г.Москва, Остафьевское шоссе.
16.08.2018 г. - Проведена экспертиза дверей,по адресу: г.Москва, Средний Золоторовский пер.
15.08.2018 г. - Проведена экспертиза ремонта квартиры,по адресу: г.Москва, ул.Университетская.
15.08.2018 г. - Проведена экспертиза по замерам сопротивления изоляции здания,по адресу: г.Люберцы, Комсомольский проспект.
14.08.2018 г. - Проведена экспертиза здания,по адресу: г.Одинцово,ул.Говорова.
13.08.2018 г. - Проведена экспертиза кровли,по адресу: Владимирская обл., пос.Ставрово.
13.08.2018 г. - Проведена экспертиза определения причин появления плесени,по адресу: г.Москва,ул.Никулинская.
СМОТРЕТЬ ЕЩЁ
*******
МЫ РАБОТАЕМБЕЗ ВЫХОДНЫХ
с 8-00 до 22-00
Ждем Ваших звонков не только в будние дни, а также в субботу и в воскресенье. Наши эксперты выезжают на экспертизу и обследование ежедневно и без выходных.
*******
СТРОИТЕЛЬНЫЙ АДВОКАТ
Бесплатная консультация нашего строительного юриста.
Анализ перспектив Вашего спора в суде или в досудебном порядке.
Юридические услуги оказывают юристы в области строительного права.
*******
ДОСТАВКА
курьером строительного заключения, актов приемки-сдачи, счетов-фактур.
*******
ОСТОРОЖНО!
В последнее время появилось большое количество мошенников и непрофессионалов.
Читать Проверка экспертной организации.
*******
ПЛАНЫ МНСЭВ 2018 году
планируем открытие новых офисов МНСЭ
в следующих городах:
Севастополь
Минск
Астана
Киев
*******
ДОСТИЖЕНИЯ МНСЭЗА 2017 г.:
698 проведенных строительных экспертиз;
267 проведенных обследований;
32 проведенных энергоаудита;
103 разработанных проектов.
*******
МНСЭ - участник и докладчик2-го Всероссийского Симпозиума "Актуальные проблемы судебной экспертизы и контрольных процедур в строительстве", который прошел 16 апреля 2015 г. в Центральном Доме Архитектора в Москве.
*******
ПЛАГИАТ
Увидели у конкурентов похожий на наш сайт по структуре или по содержанию. Проверьте в интернете, кто является первоисточником. Ответ, который Вы получите - МЫ.
mnse.ru
Вихретоковый метод неразрушающего контроля - PDF
Вихретоковый метод (ЕТ)
") Вихретоковый метод (ЕТ) Считается, что вихретоковый метод (ЕТ) неразрушающего контроля (НК) не является сложным для освоения в процессе обучения. Но не каждый специалист может усвоить курс по названному
Вихретоковый метод (ЕТ) Считается, что вихретоковый метод (ЕТ) неразрушающего контроля (НК) не является сложным для освоения в процессе обучения. Но не каждый специалист может усвоить курс по названному
Вестник науки Сибири (14)
") Ван Юй, студент кафедры информационно-измерительной техники Института неразрушающего контроля ТПУ. E-mail: wangyu1211@mail.ru Область научных интересов: электромагнитный контроль, метод и средство неразрушющего
Ван Юй, студент кафедры информационно-измерительной техники Института неразрушающего контроля ТПУ. E-mail: wangyu1211@mail.ru Область научных интересов: электромагнитный контроль, метод и средство неразрушющего
ЦЕЛИ И ЗАДАЧИ ОСВОЕНИЯ ДИСЦИПЛИНЫ
 Программа составлена на основе федерального государственного образовательного стандарта высшего образования (уровень подготовки кадров высшей квалификации) по направлению подготовки 12.06.01 «Фотоника,
Программа составлена на основе федерального государственного образовательного стандарта высшего образования (уровень подготовки кадров высшей квалификации) по направлению подготовки 12.06.01 «Фотоника,
Магнитопорошковый контроль
 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ РГУ нефти и газа (НИУ) имени И.М. ГУБКИНА Кафедра сварки и мониторинга нефтегазовых сооружений А.А. АНТОНОВ Магнитопорошковый контроль Методические
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ РГУ нефти и газа (НИУ) имени И.М. ГУБКИНА Кафедра сварки и мониторинга нефтегазовых сооружений А.А. АНТОНОВ Магнитопорошковый контроль Методические
1. Цели и задачи дисциплины
 2 1. Цели и задачи дисциплины 1.1 Цели дисциплины: Целью дисциплины является формирование у студентов представления о методах контроля, контроле, средствах, которыми он осуществляется, о датчиках, способах
2 1. Цели и задачи дисциплины 1.1 Цели дисциплины: Целью дисциплины является формирование у студентов представления о методах контроля, контроле, средствах, которыми он осуществляется, о датчиках, способах
Инструкция по эксплуатации
 Инструкция по эксплуатации Инструкция по эксплуатации металлоискателей, следующих моделей: ВМ-311 ВМ-611 ВМ-611ПРО Поздравляем Вас с удачным приобретением продукции компании Сфинкс, мы надеемся, что этот
Инструкция по эксплуатации Инструкция по эксплуатации металлоискателей, следующих моделей: ВМ-311 ВМ-611 ВМ-611ПРО Поздравляем Вас с удачным приобретением продукции компании Сфинкс, мы надеемся, что этот
Однофазный трансформатор.
 050101. Однофазный трансформатор. Цель работы: Ознакомиться с устройством, принципом работы однофазного трансформатора. Снять его основные характеристики. Требуемое оборудование: Модульный учебный комплекс
050101. Однофазный трансформатор. Цель работы: Ознакомиться с устройством, принципом работы однофазного трансформатора. Снять его основные характеристики. Требуемое оборудование: Модульный учебный комплекс
Список информационных источников
 вибрирующих заводов и других вещей, но также и вследствие низкого качества сырья, прежде всего окиси железа. Список информационных источников 1.Журавлев Г.И. Химия и технология ферритов. Л.: Химия, 2008.
вибрирующих заводов и других вещей, но также и вследствие низкого качества сырья, прежде всего окиси железа. Список информационных источников 1.Журавлев Г.И. Химия и технология ферритов. Л.: Химия, 2008.
Магнитный толщиномер МТ-201 1
 Магнитный толщиномер МТ-201 1 СОДЕРЖАНИЕ ВВЕДЕНИЕ 2 1. НАЗНАЧЕНИЕ 2 2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 3 3. КОМПЛЕКТНОСТЬ 5 4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ 6 5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ 8 6. ПОДГОТОВКА К РАБОТЕ
Магнитный толщиномер МТ-201 1 СОДЕРЖАНИЕ ВВЕДЕНИЕ 2 1. НАЗНАЧЕНИЕ 2 2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 3 3. КОМПЛЕКТНОСТЬ 5 4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ 6 5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ 8 6. ПОДГОТОВКА К РАБОТЕ
ДЕФЕКТОСКОП ВИХРЕТОКОВЫЙ ВДЛ
 Научно-производственное предприятие «ИНТЕРПРИБОР» ДЕФЕКТОСКОП ВИХРЕТОКОВЫЙ ВДЛ 5.2 1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ 1.1. Вихретоковый дефектоскоп ВДЛ-5.2 предназначен для обнаружения и оценки глубины
Научно-производственное предприятие «ИНТЕРПРИБОР» ДЕФЕКТОСКОП ВИХРЕТОКОВЫЙ ВДЛ 5.2 1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ 1.1. Вихретоковый дефектоскоп ВДЛ-5.2 предназначен для обнаружения и оценки глубины
ИЗУЧЕНИЕ ЯВЛЕНИЯ ЭЛЕКТРОМАГНИТНОЙ ИНДУКЦИИ
 Министерство образования Республики Беларусь БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ Кафедра физики ЛАБОРАТОРНАЯ РАБОТА. ИЗУЧЕНИЕ ЯВЛЕНИЯ ЭЛЕКТРОМАГНИТНОЙ ИНДУКЦИИ МЕТОДИЧЕСКОЕ
Министерство образования Республики Беларусь БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ Кафедра физики ЛАБОРАТОРНАЯ РАБОТА. ИЗУЧЕНИЕ ЯВЛЕНИЯ ЭЛЕКТРОМАГНИТНОЙ ИНДУКЦИИ МЕТОДИЧЕСКОЕ
Общие сведения о NKD - 019E UltraSonic
 Общие сведения о NKD - 019E UltraSonic Толщиномер NKD-019E UltraSonic представляет собой удобный, компактный, простой в эксплуатации прибор, предназначенный для прецизионного бесконтактного измерения толщины
Общие сведения о NKD - 019E UltraSonic Толщиномер NKD-019E UltraSonic представляет собой удобный, компактный, простой в эксплуатации прибор, предназначенный для прецизионного бесконтактного измерения толщины
Исследование электронно-лучевой трубки
 Министерство общего и профессионального образования Российской федерации. КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. А.Н.ТУПОЛЕВА Кафедра теоретической радиотехники и электроники Исследование
Министерство общего и профессионального образования Российской федерации. КАЗАНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. А.Н.ТУПОЛЕВА Кафедра теоретической радиотехники и электроники Исследование
Электричество и магнетизм
 Электричество и магнетизм Электростатическое поле в вакууме Задание 1 Относительно статических электрических полей справедливы утверждения: 1) поток вектора напряженности электростатического поля сквозь
Электричество и магнетизм Электростатическое поле в вакууме Задание 1 Относительно статических электрических полей справедливы утверждения: 1) поток вектора напряженности электростатического поля сквозь
Теоретическое введение.
 1 ОПРЕДЕЛЕНИЕ ОТНОСИТЕЛЬНОЙ ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТИ ДИЭЛЕКТРИКОВ Цель работы: экспериментальное определение относительной диэлектрической проницаемости различных диэлектриков. Продолжительность работы:
1 ОПРЕДЕЛЕНИЕ ОТНОСИТЕЛЬНОЙ ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТИ ДИЭЛЕКТРИКОВ Цель работы: экспериментальное определение относительной диэлектрической проницаемости различных диэлектриков. Продолжительность работы:
ДЕФЕКТОСКОП ВИХРЕТОКОВЫЙ ВДЛ
 Научно-производственное предприятие «ИНТЕРПРИБОР» ДЕФЕКТОСКОП ВИХРЕТОКОВЫЙ ВДЛ 5.2 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СОДЕРЖАНИЕ Введение... 3 1. Назначение и область применения... 3 2. Основные технические характеристики...
Научно-производственное предприятие «ИНТЕРПРИБОР» ДЕФЕКТОСКОП ВИХРЕТОКОВЫЙ ВДЛ 5.2 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СОДЕРЖАНИЕ Введение... 3 1. Назначение и область применения... 3 2. Основные технические характеристики...
- испытательное напряжение 5,2 кв;
 МЕГАОММЕТРЫ ЭС00/1-Г, ЭС00/-Г Паспорт Ба. 7. 056 ПС 1 ОБЩИЕ СВЕДЕНИЯ 1.1 Мегаомметры ЭС00/1-Г;; ЭС00/-Г (в дальнейшем - мегаомметры) предназначены для измерения сопротивления изоляции электрических цепей,
МЕГАОММЕТРЫ ЭС00/1-Г, ЭС00/-Г Паспорт Ба. 7. 056 ПС 1 ОБЩИЕ СВЕДЕНИЯ 1.1 Мегаомметры ЭС00/1-Г;; ЭС00/-Г (в дальнейшем - мегаомметры) предназначены для измерения сопротивления изоляции электрических цепей,
КОНТРОЛЬНАЯ РАБОТА 3 ВАРИАНТ 1
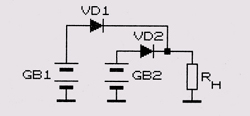
 КОНТРОЛЬНАЯ РАБОТА 3 ВАРИАНТ 1 1. Три источника тока с ЭДС ξ 1 = 1,8 В, ξ 2 = 1,4 В, ξ 3 = 1,1 В соединены накоротко одноименными полюсами. Внутреннее сопротивление первого источника r 1 = 0,4 Ом, второго
КОНТРОЛЬНАЯ РАБОТА 3 ВАРИАНТ 1 1. Три источника тока с ЭДС ξ 1 = 1,8 В, ξ 2 = 1,4 В, ξ 3 = 1,1 В соединены накоротко одноименными полюсами. Внутреннее сопротивление первого источника r 1 = 0,4 Ом, второго
МГТУ им. Н.Э. Баумана
 МГТУ им. Н.Э. Баумана 1 Л.И. Баландина, Т.В. Бородина, Ю.В. Герасимов, Н.В. Герасимов, М.Ю. Докукин ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИЯ. ВЗАИМНАЯ ИНДУКЦИЯ Методические указания к лабораторной работе Э-1Б по курсу
МГТУ им. Н.Э. Баумана 1 Л.И. Баландина, Т.В. Бородина, Ю.В. Герасимов, Н.В. Герасимов, М.Ю. Докукин ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИЯ. ВЗАИМНАЯ ИНДУКЦИЯ Методические указания к лабораторной работе Э-1Б по курсу
Трассоискатель "Успех АГ М"
 ОАО «НОВОСИБИРСКИЙ ЭНЕРГЕТИЧЕСКИЙ ЦЕНТР» РОССИЯ, 630132, г. Новосибирск, проспект Димитрова 7, офис 605, Тел/факс. (383) 221-70-01, 221-81-54, E-mail: pribor@necenter.ru http://www.necenter.ru Трассоискатель
ОАО «НОВОСИБИРСКИЙ ЭНЕРГЕТИЧЕСКИЙ ЦЕНТР» РОССИЯ, 630132, г. Новосибирск, проспект Димитрова 7, офис 605, Тел/факс. (383) 221-70-01, 221-81-54, E-mail: pribor@necenter.ru http://www.necenter.ru Трассоискатель
docplayer.ru
Вихретоковой метод контроля сварных швов и соединений:как проводят
После окончания сварочного процесса, как правило, правило проводят анализы для получения результатов, на соответствие их требуемым параметрам. Одним из таких видов проверки является вихретоковый контроль сварных соединений. Он не приводит к разрушению образца, так что его можно применять безопасно для самой заготовки. Основным принципом действия, на котором основана работа устройства контроля, является взаимодействие электромагнитных полей вихревых токов и полей вихретокового преобразователя. Все это подходит для работы с графитом, металлом, различными сплавами, полупроводниками и прочими материалами. Параметры зоны контроля, к примеру, такой как глубина проникновения, зависят от мощности электромагнитного поля, при помощи которого исследуют объект. Чем оно больше, тем больший участок можно захватить.

Вихретоковый контроль сварных соединений
Вихретоковый контроль сварных соединений помогает определить геометрические размеры и структуру изучаемого объекта. Благодаря данному методу можно определить не только наличие несплошностей, но и их место расположения, так как далеко не все из них располагаются на виду, а могут залегать на различной глубине. Данный метод помогает определить наличие трещин различного типа, раковин, закатов, расслоений, наличие неметаллических включений, пор и прочих видов дефектов сварных швов.

Вихретоковый контроль
Вихретоковый контроль сварных швов помогает определять наличие трещин размером от 1 мм и на глубине от 1% относительно диаметра. Также можно контролировать геометрические размеры прутков и труб, диаметр проволоки, толщину стенок листов и прочих конструкционных элементов. Предел измерения находится в диапазон от нескольких микрометров до нескольких десятков миллиметров, а погрешность измерения в среднем составляет 3-4%. Минимальная площадь контроля составляет 1 квадратный миллиметр. Этот вид дефектоскопии сварных швов используется для определения зазоров, вибраций и перемещений в различных механизмах и машинах. Структурное состояние определяет физические и механические свойства исследуемых материалов, так что подробное их изучение при помощи вихревого дефектоскопа позволяет определить наличие отклонений в структуре и принять решение, допустимы ли такие виды отклонений при планируемых условиях эксплуатации.

Вихретоковый дефектоскоп
Преимущества 
- Производительность данного метода находится на очень высоком уровне;
- Скорость анализа может составлять, примерно, 10 см в секунду;
- Контроль может проводиться на поверхностях с шероховатостью Rz30;
- Контроль может проводиться даже при наличии верхнего слоя немагнитного покрытия, который достигает до 2 мм;
- Процедура может проводиться даже при ограниченном доступе к поверхности;
- Возможна работа с деталями сложной конфигурации.
Недостатки
- Контроль сварных соединений вихретооковым методом требует применения специализированной техники;
- Для работы с прибором контроля необходимо обладать соответствующими навыками.
ГОСТ
Данный метод анализа провидится по ГОСТ 24289-80, который посвящен неразрушающему вихретоковому контролю, его определениям и терминам.
Принцип проведения
Принцип проведения основан на том, как взаимодействуют внешнее электромагнитное поле и поле вихревых токов. Они наводятся при помощи возбуждающей катушки на месте анализа контролируемого объекта. Катушка индуктивности встроена в вихретоковый преобразователь. Она является основным источником электромагнитного поля. В исследуемом объекте это поле создает вихревые токи. После этого электромагнитное поле начинает воздействовать на катушку преобразователи и в ней возникает электродвижущая сила. Она создает сигнал в вихретоковом датчике. После образования сигнала, он передается во внутренний электронный блок устройства. Там происходит анализ сигнала, который помогает определить искомые значения, такие как величина покрытия, размеры трещин, электропроводность материала и прочие важные данные. Принцип действия, как проводят вихретоковый контроль сварных соединений, практически везде одинаковый, несмотря на различие в особенностях приборов в различных моделях
Приборы вихретокового контроля
Существуют различные типы устройств. Которые применяются в данной сфере. Они отличаются не только по моделям и широте исследуемого диапазона, но и по области применения, так как функциональные направленности здесь представлены достаточно широко. Среди имеющихся вариантов стоит отметить:
- Вихревые дефектоскопы. Включают в себя широкую линейку портативных приборов. Они используются для поиска дефектов при любых условиях эксплуатации и с любой сложностью обнаружения.
- Структуроскоп. Применяется для неразрушающего контроля тех изделий, которые производятся из алюминия и меди. Он входит в основной блок в линиях сортировки, которая занимается определением типа металла. Данные приборы могут использоваться при контроле деталей в напряженно-деформированном состоянии, если они состоят из магнитных марок металлов.
- Ферритометры. Данные устройства применяются при измерении содержания ферритной базы, которая имеется в сварных соединения. В стальных деталях приборы могут определить магнитную проницаемость.
- Линия вихревого контроля. Это система автоматических приборов, которые применяются в производстве. Такие системы предназначаются для промышленного выявления дефектов, которые находятся в швах. Здесь настраивается определенный размер, на котором будет основан поиск.
Технология проведения
Контроль сварных соединений вихретоковым методом проводится в несколько основных этапов. Сначала подготавливают поверхность к сканированию, чтобы толщина посторонних материалов не мешала проведению процесса.
«Важно!
Расположение дефектоскопа должно быть перпендикулярно к предполагаемому дефекту.»
Затем выставляют дефектоскоп в нужное положение и задают поисковые настройки, в каком диапазоне придется работать. Сам процесс проходит путем проведения анализа отдельных участков, которые максимально может захватить прибор. Проведения анализа может состоять из нескольких этапов, с изменением настраиваемых параметров. Если поверхность оказывается слишком большой для нескольких охватов, ее желательно предварительно разметить на отдельные зоны, что также облегчит фиксирование места положения дефекта.

Проведение вихретокового контроля сварных соединений
После окончания перемещения преобразователя следует проанализировать полученные данные, после чего приступать к анализу следующего участка.
svarkaipayka.ru
Вихретоковый контроль
Вихретоковый контроль – вид неразрушающего контроля, основанный на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте. Вихретоковые методы неразрушающего контрол используются для контроля качества электропроводящих объектов: металлов, сплавов, графита, полупроводников. Зона контроля определяется глубиной проникновения электромагнитного поля в контролируемый объект.
 Метод используется для дефектоскопии, определения геометрических размеров и структуроскопии материалов и изделий.
Метод используется для дефектоскопии, определения геометрических размеров и структуроскопии материалов и изделий.
В дефектоскопии определяются дефекты типа несплошностей, выходящих на поверхность или расположенных на небольшой глубине (листы, прутки, трубы, проволока, железнодорожные рельсы, мелкие дефекты и др.), а также трещины различного происхождения, расслоения, закаты, плены, раковины, поры, неметаллические включения и т.д.
Метод позволяет выявлять трещины глубиной 0,1–0,2 мм, протяженностью 1–2 мм или протяженностью около 1 мм и глубиной 1–5 % от диаметра контролируемой проволоки или прутка.Вихретоковый метод позволяет контролировать геометрические размеры: диаметр проволоки, прутков и труб, толщину металлических листов и стенок труб при одностороннем доступе, толщину электропроводящих (например, гальванических) и диэлектрических (например, лакокрасочных) покрытий на электропроводящих основаниях. Пределы измерения от микрометров до десятков миллиметров с погрешностью измерения 2–5 % и минимальной площадью контроля до 1 мм2. С помощью метода измеряют зазоры, перемещения и вибрации в машинах и механизмах.
Структурное состояние материалов, определяющее уровень физико-механических свойств, оказывает влияние на магнитные и электрические характеристики. Поэтому по изменению последних определяют химический состав сплавов, качество химической и химико-термической обработки, пережоги, механические свойства, состояние поверхностных слоев, содержание альфа-фазы и т. д.
Наиболее распространены вихретоковые приборы – дефектоскопы, толщиномеры, структуроскопы. Практически в дефектоскопии используются вихревые токи с частотой до 1 млн Гц.
Применяется только для контроля изделий из электропроводящих материалов, в том числе цветных, немагнитных металлов (меди, латуни, алюминия и т. д.). Контролируются геометрические размеры изделий, определяются химический состав и структура материала изделия, внутренние напряжения, изменения электропроводности металлов и их магнитные свойства, обнаруживаются мельчайшие поверхностные и подповерхностные (на глубине несколько мм) дефекты.
Принцип контроля.
Вихревые токи возбуждают в объекте с помощью преобразователя в виде катушки индуктивности, питаемой переменным или импульсным током. Приемным преобразователем (измерителем) служит та же или другая катушка.
Интенсивность и распределение вихревых токов в объекте зависят:
- от геометрических размеров объекта
- от электрических и магнитных свойств материала объекта
- от наличия в материале несплошностей
- от взаимного расположения преобразователя и объекта
Это определяет большие возможности метода как средства контроля различных свойств объекта, но в то же время затрудняет его применение, так как при контроле одного параметра другие являются мешающими. Эти параметры нужно разделить.
Первичные информативные параметры – раздельно или совместно измеренные фаза, частота и амплитуда сигнала измерительного преобразователя, контроль сигнала одновременно на нескольких частотах, амплитудно-частотный спектр.
обучение специалистов неразрушающего контроля
tofd-pa.ru
Вихретоковый метод НК
Вихретоковое исследование проводится в специально оборудованной лаборатории. В качестве оборудования создающего внешнее электромагнитное поле применяется индуктивная катушка. Вихретоковый метод состоит в помещении изучаемого объекта в этот вихретоковый преобразователь.
В катушках создается синусоидальный ток, называемый еще импульсным. Вихревые токи полностью преобразуют полное сопротивление. Регистрируемое напряжение показывает положение объекта относительно катушек. Фиксируются особенности объекта, существующие нарушения форм и размеров, а также изменение положения объекта относительно вихретокового прибора. А также осуществляются:
- толщинометрия,
- структуроскопия,
- виброметрия,
- дефектоскопия,
- дефектометрия объекта.
Приборами для вихретокового исследования являются дефектоскопы и толщинометры.
Преимущества данной методики в проведении на большой скорости бесконтактного исследования.
Разнообразие применяемых методов неразрушающего контроля, позволяет специалистам "ПРОконтроль", использовать в своей работе наиболее эффективные способы диагностики. Выбор метода - зависит от цели контроля, особенностей эксплуатации, формы, конфигурации и материала, из которого изготовлены детали и конструкции проверяемых объектов.
В случае, когда требуется произвести тщательный контроль поверхности металлических изделий сложной конфигурации, с большими подконтрольными площадями, скрытыми или труднодоступными участками, специалисты "ПРОконтроль" применяют вихретоковой метод неразрушающего контроля. Этот метод применим при контроле поверхностей скрытых под антикоррозионным, или изоляционным покрытием. А так же, при диагностировании окрашенных поверхностей и в тех случаях, когда невозможен, или нежелателен прямой контакт с исследуемой поверхностью
Принципы вихретокового контроля.
Вихретоковой метод - основан на физическом явлении электромагнитной индукции. В вихретоковом датчике - переменный ток протекает через индукционную катушку и создает переменное магнитное поле. Если датчик и его магнитное поле, приблизить к токопроводящему металлическому объекту, то магнитное поле будет индуцировать в проводнике круговой поток электронов, известных как вихревой ток. Этот вихревой ток, протекающий через металл, в свою очередь генерирует свое собственное магнитное поле, которое будет взаимодействовать с катушкой и её полем, через взаимную индуктивность. Изменение толщины металла или дефекты, такие, как при поверхностном растрескивания - будут прерывать, или изменять амплитуду и характер вихревого тока и результирующего магнитного поля. Это, в свою очередь, влияет на параметры тока в катушке путем изменения индуктивности катушки. Изменения, отраженные на дисплее измерительного прибора, специалист "ПРОконтроль" использует для идентификации изменений в испытательном образце.
Плотность вихревого тока, имеет наибольшую величину вблизи поверхности детали - это область самой высокой чувствительности контроля. Стандартная глубина проникновения, определяется, как глубина, при которой вихревая плотность тока составляет 37% от её поверхностного значения. И в свою очередь, может быть рассчитана из тестовой частоты, магнитной проницаемости и проводимости исследуемого материала. Таким образом, изменения в проводимости исследуемого материала, его магнитная проницаемость, частота переменного тока импульсов управляющей катушки, и геометрия катушки - влияют на чувствительность и глубину контроля.
Мы подберём самый правильный вариант диагностирования!
Существует множество факторов, влияющих на возможности токовихревой диагностики:
Вихревые токи, распространяющиеся в материалах с более высокими значениями проводимости, будут более чувствительны к поверхностным дефектам, но при этом, будут иметь меньшее проникновение в материал. Глубина контроля - так же зависит от заданной частоты.
Более высокие частоты, повышают чувствительность контроля поверхности, но ограничивает глубину контроля, в то время как более низкие частоты, увеличивают глубину контроля, но снижают чувствительность.
Большие катушки - контролируют больший объем материала, из любого положения, так как магнитное поле течет вглубь образца, в то время как более мелкие катушки, чувствительны к малым дефектам. В то время, как проводимость и проницаемость - являются свойствами исследуемого материала, на которые оператор влиять не может. Испытательные частоты, тип катушки и размер катушки, могут быть выбраны на основе требований по проведению испытаний.
Некоторые проверки - включают диагностику несколькими частотами, для оптимизации результатов, или осмотр с несколькими зондами, для получения наилучшего разрешения и проникновения, необходимых для выявления всех возможных недостатков. Для каждого вида диагностики - востребован свой вариант оборудования.
Области применения:
Способность вихретокового контроля, для измерения электропроводности - могут быть использованы для идентификации и сортировки черных и цветных сплавов, а также для проверки качества термической обработки;
Поверхностные трещины, в обрабатываемых деталях из металла в процессе производства, могут быть легко идентифицированы с вихревым током. Это обследование, включает в себя и осмотр области вокруг крепежных деталей - в авиации, атомной промышленности и в других, важных отраслях;
Вихретоковой метод используется для выявления и количественной оценки коррозии на внутренней поверхности тонкого металла;
Контроль внутренних поверхностей глухих отверстий – диагностика стенок внутри отверстий под болты. Вихретоковый неразрушающий контроль, не потребует использования дополнительных расходных материалов.
Помимо обнаружения микротрещин - вихретоковый неразрушающий контроль, используется для проверки твердости металлов;
Для исследования электропроводимости - в отраслях, где эти свойства представляют интерес;
Метод пригоден, для измерения толщины слоёв непроводящих покрытий (например таких, как краска на металлических объектах).
При создании соответствующих условий, вихретоковый неразрушающий контроль может быть применён при:
При выявлении микротрещин и микродефектов;
Определении толщины стенок труб и ёмкостей;
Определении целостности изоляционного или антикоррозийного слоя;
Идентификации материала;
Обнаружении повреждений вызванных тепловым воздействием;
При контроле качества термической обработки.
Преимущества вихретоковой диагностики "ПРОконтроль".
Преимуществом вихретокового метода, в качестве инструмента диагностики - является широкий спектр проверок и измерений, доступных при диагностировании различных объектов.
Вихретоковый неразрушающий контроль это:
Высокая чувствительность к микротрещинам и другим дефектам;
Обследование дает немедленный результат;
Компактное оборудование;
Диапазон применения метода не ограничивается дефектоскопией;
Минимальная подготовка к процессу обследования;
Бесконтактный контроль;
Обследование объектов сложных форм и размеров.
Вихретоковый неразрушающий контроль, не требует использования дополнительных расходных материалов.
Всё, что мы делаем - мы делаем хорошо! "ПРОконтроль" - дружелюбные цены, высокое качество и следование договорным обязательствам!
prokontrol.ru
- Вихретоковый метод неразрушающего контроля
- Сонячні батареї

- Сонячні батареї
- Резервный источник питания
- Резервный источник питания
- Ремонт стабилизатора ресанта

- Ремонт стабилизатора ресанта
- Деформация остаточная

- Деформация остаточная
- Цинковое покрытие

- Китайские солнечные панели
