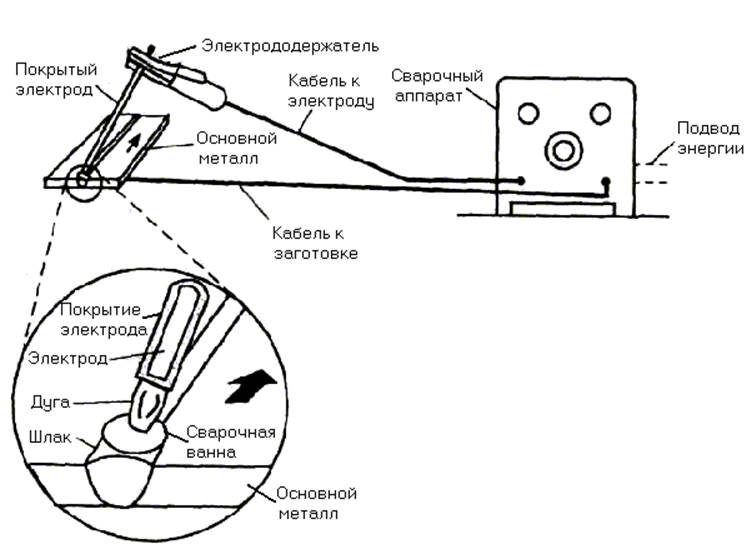
Дефектоскопия трубопроводов – ультразвуковой способ контроля труб, сварных швов и соединений. Ультразвуковой контроль сварных соединений трубопроводов
распространена ультразвуковая дефектоскопия сварных швов и соединений
 В течение длительного периода использования, трубопроводы попадают под негативное внешнее и внутреннее воздействие окружающей среды. В итоге – металл деградирует, на нем образуются коррозийные образования, появляются трещины и сколы, и другие типы дефектов. Казалось бы, при создании проекта трубопровода используя современные технологии, должна быть обеспеченна полная защита магистральных коммуникаций.
В течение длительного периода использования, трубопроводы попадают под негативное внешнее и внутреннее воздействие окружающей среды. В итоге – металл деградирует, на нем образуются коррозийные образования, появляются трещины и сколы, и другие типы дефектов. Казалось бы, при создании проекта трубопровода используя современные технологии, должна быть обеспеченна полная защита магистральных коммуникаций.
Но, к сожалению, исключить в полной мере возникновение повреждений невозможно. Чтобы небольшие дефекты не превратились в серьезную проблему, используют различные виды контроля.
Одним из них, который не предусматривает вывода в ремонт магистральной системы – является дефектоскопия трубопроводов.
Этот метод диагностики получил широкое распространение. Его применение позволяет выявить следующие виды дефектов:
- потеря уровня герметичности;
- потеря контроля состояния напряженности;
- нарушение сварных стыков;
- разгерметизация сварных швов другие параметры, которые ответственны за надежное функционирование магистралей.
Проверять таким образом можно:
- теплосеть;
- газоподающую сеть;
- нефтепроводы;
- водоподающие трубопроводы и др.

Дефектоскопия на 100% способна выявить недостатки и предупредить серьезные аварии. Методы поиска дефектов постоянно усовершенствуются, обновляется оборудование, и испытываются новые модели дефектоскопов. Плюс ко всему этому проводятся различные анализы для того, что бы в последствие улучшить работу средств.
Ультразвуковая дефектоскопия
Ультразвуковая дефектоскопия трубопровода впервые была предоставлена Соколовым С.Я. в 1928 году. Она создана на основе изучения передвижения ультразвуковых колебаний, 
которые находились под контролем дефектоскопа. Описывая принцип работы этих устройств, необходимо отметить, что волна звука не меняет направление своего передвижения в среде, имеющем одинаковую структуру. Когда среда разделяется удельным акустическим препятствием, то получается отражение волны.
Видео: Магнитопорошковая дефектоскопия сварных швов
Чем выше количество таких препятствий, тем больше волн будет отражена от границы, которая разделяет среду. Возможность обнаружить небольшие дефекты отдельно один от другого определяет длина звуковой волны. А она при этом зависима от того, насколько часты звуковые колебания.
Многообразные задачи, стоящие при проведении ультразвуковой дефектоскопии, привели к тому, что появились большие возможности этого способа поиска неисправностей. Из них выделяют пять основных вариантов:
- Эхо – локация.
- Теневой метод.
- Зеркально-теневой.
- Зеркальный.
- Дельта – способ.
Приборы современного производства для ультразвуковой проверки оснащают несколькими возможностями измерения одновременно. И делают это в разных сочетаниях.

Эти механизмы отличаются очень высокой точностью, в результате остаточное пространственное разрешение и достоверность итогового вывода о дефективности трубопровода или его деталей получается максимально правдивым.
Ультразвуковой анализ не приносит повреждений исследуемой конструкции, и дает возможность провести все работы с максимально быстро и без вреда человеческому здоровью.
Ультразвуковая дефектоскопия – это доступная во всех отношениях система контроля мест соединения и швов. То, что в основе этого метода положена высокая возможность проникновения ультразвуковых волн сквозь металл.
Анализ сварных швов
 Дефектоскопия сварных швов трубопроводов является обязательной процедурой перед запуском в эксплуатацию магистральных коммуникаций, особенно проходящих под землей.
Дефектоскопия сварных швов трубопроводов является обязательной процедурой перед запуском в эксплуатацию магистральных коммуникаций, особенно проходящих под землей.
В любой конструкции сварной шов являлся слабым местом, по этим причинам их качество всегда должно быть под контролем. На сварных швах лежит важная ответственность – они определяют герметичность и качество готового сооружения в целом.
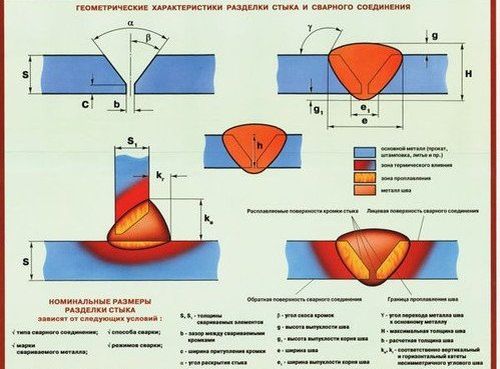
Суть различных подходов для анализа таких стыков состоит в оценке тех или других физических свойств, характеризующих надежность и прочность трубопровода. Дефектоскопия определяет не только размер дефектов, но и оценивает качественное состояние швов. В эту оценку входит:
- показатель прочности;
- возможность противостоять коррозийным образованиям;
- степень пластичности;
- структура металла шовного соединения и области возле него;
- количество о габариты дефекта.
Способ ультразвукового исследования – это один из основных методов выявления дефектов на сварных швах.
Видео: Обзор дефектоскопа магнитопорошкового
Дефектоскопия сварных соединений трубопроводов имеет следующие преимущества.
- Быстрое проведение ревизии.
- Высокая точность исследования.
- Небольшая стоимость.
- Абсолютная безвредность для человека.
- Мобильность используемых для проверки устройств.
- Возможность выполнять проверку качества функционирующего трубопровода.
Самая простая процедура дефектоскопии – это визуальный осмотр. Визуально – измерительный способ позволяет на основе первых полученных результатов при внешнем осмотре определить наличие многих дефектов.

Этим методом выявляют отклонения от номинальных размеров. При этом поверхность трубопровода тщательно очищают от грязи, металлических брызг, ржавых образований, окалины, масла и прочих загрязнений.
В зону внимания попадают сварные швы и прилегающая к ним зона. Все найденные на этом этапе недостатки устраняют до выполнения иных способов дефектоскопии.
Например, заметно выраженные различия в высоте сварного шва свидетельствуют о том, что дуга во время сварочных работ прерывалась.
На период проверочных мероприятий такие стыки рекомендуют обработать 10% раствором азотной кислоты. Если будут заметны грубые геометрические нарушения, то это свидетельствует о нарушении качества сварного шва.
Видео: В видео представлен краткий обзор ультразвуковых приборовTG 110-DL, Avenger EZ
Преимущества данного метода исследования следующие:
- Чаще всего на такую операцию нужно немного времени.
- Небольшая стоимость проверки.
- Безопасность данной процедуры для человеческого здоровья.
- Можно проверить действующий трубопровод.
Ну и куда же без недостатков:
- Возможность разрушающего действия.
- Потребность в спецреактивах и иных расходных материалах.
- Опытные образцы после этого процесса не всегда подлежали восстановлению.
Дефектоскопия стыков трубопроводов
Дефектоскопия соединений трубопроводов – это довольно ответственный процесс, который начинают только после того, как сварной шов готовый. Место состыковки должно остыть и его необходимо очистить от загрязнений.
Еще одним методом проверки является цветная дефектоскопия трубопроводов, ее по-другому называют капиллярный контроль. В основе данной проверке лежит капиллярная активность жидкости. Поры и потрескавшиеся образования создают сетку в стыке.

Когда они контактируют с жидкостью, то они просто пропускают ее сквозь себя. Такой способ дает возможность обнаружить скрытие проблемные образования. Проводят такую процедуру в соответствии к ГОСТу 1844-80.
Часто для этого вида поверки применяют магнитную дефектоскопию. В ее основу положили такое явление, как электромагнетизм. Возле проверяемой зоны механизм создает магнитное поле. Его линии свободно проходят сквозь металл, но когда присутствует повреждение, то линии теряют ровность.
Видео: Проведение внутритрубной диагностики магистральных трубопроводов
Чтобы зафиксировать полученное изображение, используют магнитографическую или магнитопорошковую дефектоскопию. Если применяют порошок, то его накладывают сухим или в виде влажной массы (в нее добавляют масло). Порошок станет скапливаться только в проблемных местах.
Внутритрубная проверка
Внутритрубная дефектоскопия магистральных трубопроводов – это самый эффективный вариант обнаружения проблем, основанный на прогоне по системе труб спецустройств.
Ими стали внутритрубные дефектоскопы, с установленными специальными приборами. Эти механизмы определяют конфигурационные особенности поперечного сечения, выявляют вмятины, утончения и коррозийные образования.

Также есть внутритрубные механизмы, которые созданы для решения конкретных заданий. Например, оборудование, имеющее видео и фотокамеры, инспектирует внутреннюю часть магистрали и определяет степень кривизны и профиль конструкции. Также оно обнаруживает трещины.
Эти агрегаты передвигаются по системе потоком и оснащаются разнообразными датчиками, они накапливают и хранят информацию.
Внутритрубная дефектоскопия магистральных трубопроводов имеет весомые преимущества. Она не выставляет требований ставить устройства, которые ведут систематический контроль.
К сказанному необходимо добавить, что, используя это вид диагностики, можно производить регулярный контроль деформационных изменений по всему участку действующей конструкции с высоким уровнем производительности.
Таким путем можно вовремя установить участок, который несет аварийную угрозу всей системе, и своевременно провести ремонтные работы по устранению неполадок.
Говоря об этом методе, важно заметить, что есть ряд технических трудностей по его внедрению. Основное – он является дорогим. А второй фактор – это наличие устройств только для магистральных трубопроводов с большими объемами.
Видео
По этим причинам этот метод чаще всего применяют для относительно новых газопроводных систем. Внедрить этот способ для других магистралей можно посредством выполнения реконструкции.
Помимо оговоренных технических трудностей, этот метод отличается максимально точными показателями с обработкой проверочных данных.
Для исследования магистральных трубопроводов не обязательно выполнять все процедуры, чтобы убедиться в отсутствии проблем. Каждый участок магистрали можно проверить тем или другим наиболее подходящим способом.
Чтобы выбрать оптимальный вариант проверки нужно оценить, насколько важна ответственность стыка. И уже, исходя из этого, подбирать метод исследования. Например, для домашнего производства часто хватает визуального осмотра или других бюджетных видах проверок.
Записи по теме: Опубликовано: Ноябрь 13, 2016 Загрузка...
Загрузка...trubanet.ru
Контроль труб и сварных соединений ультразвуковым методом
Для промышленных инженерных коммуникаций введен ряд стандартов, подразумевающих довольно жесткую проверку соединений. Эти методики переносятся на системы, находящиеся в частном владении. Применение методов позволяет избежать аварийных ситуаций и провести наружный и скрытый монтаж с требуемым уровнем качества.
Входной контроль
Входной контроль труб проводится для всех типов материалов, включая металлопластиковые, полиэтиленовые и полипропиленовые после покупки изделий.

Входной контроль труб
Упоминаемые стандарты подразумевают проверку труб, независимо от материала, из которого они изготовлены. Входной контроллинг подразумевает правила проверки получаемой партии. Проверка сварных соединений проводится в рамках приемки работ по монтажу коммуникаций. Описываемые способы обязательны к применению строительно-монтажными организациями при сдаче жилых, коммерческих и промышленных объектов с системами водоснабжения и отопления. Похожие способы применяются, где необходим контроль качества труб в коммуникациях промышленного типа, действующих в составе оборудования.
Последовательность проведения и методики
Приемка продукции после поставки является важным процессом, впоследствии гарантирующим отсутствие нерациональных затрат на замену трубной продукции и аварий. Тщательной проверке подлежит, как количество продукции, так и ее особенности. Количественная проверка позволяет учитывать весь расход продукции и избежать лишних затрат, связанных с завышенными нормами и нерациональным использованием. Нельзя упускать и влияние человеческого фактора.
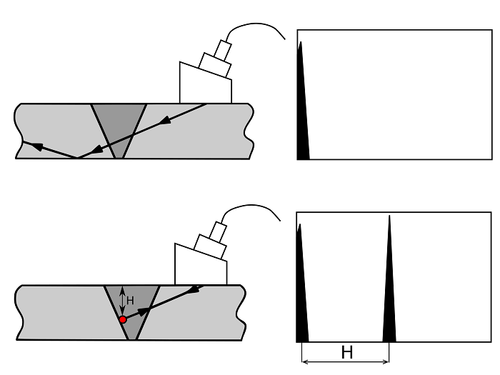
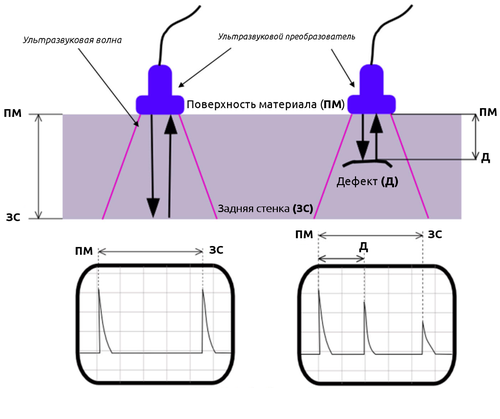
Схема работы ультразвука
Работы проводятся в соответствии с разделом № 9 стандарта СП 42-101-96.
Последовательность входных мероприятий следующая:
- Проверка сертификата и соответствия маркировки;
- Выборочные испытания образцов проводятся при сомнениях в качестве. Исследуется величина предела текучести при растяжении и удлинении при механическом разрыве;
- Даже при отсутствии сомнений в поставке отбирается небольшое количество образцов для испытаний, в пределах 0,25-2% партии, но не менее 5 шт. При использовании продукции в бухтах, отрезают 2 м;
- Проводится осмотр поверхности;
- Осматривается на предмет вздутий и трещин;
- Измеряют типовые размеры толщин и стенок микрометром или штангенциркулем.

Ультразвуковая проверка труб
При официальной проверке коммерческой или государственной организацией по факту проведения процедуры составляется протокол.
Неразрушающий контроль – особенности
Неразрушающие способы используются в функционирующих системах инженерных коммуникации. Особенное внимание уделяется реальному состоянию металла и сварным соединениям. Безопасность эксплуатации определяется качеством сварки швов. При длительной эксплуатации исследуется степень повреждения конструкции между соединениями. Они могут быть повреждены ржавчиной, что приводит к истончению стенок, а засорение полости может привести к повышению давления и прорыву трубопровода.
Обнаружение дефекта трубы
Для этих целей предложено специализированное оборудование – дефектоскопы (например, ультразвуковые), которые могут применяться для проведения работ в частных и коммерческих целях.
В исследованиях трубопроводов применяют методы контроля труб:
- Вихретоковые – основаны на измерении вихревых токов в дефектах. Способ обладает довольно высокой точностью, позволяет исследовать поверхность на глубину 2 мм и установить возможные места прорывов;
- Ультразвуковые – используются эхо- и теневые сигналы, позволяющие установить наличие дефектов. Довольно дорогостоящий и требовательный метод;
- Капиллярные – предназначены для визуального обнаружения дефектов, прежде всего, мелких трещин и расколов, которые могут образовывать течь. Используют порошок, который активизируют с помощью проявителя. Используется не только на металлических, но и полиэтиленовых трубах;
- Магнито-порошковые – связаны с рассеиванием магнитного поля над имеющимися дефектами. Используется магнитный порошок или раствор (например, testex), оценивается визуально. Применяется, прежде всего, для проверки сварки.
-

Дефекты сварных швов
С помощью данного оборудование отслеживается развитие трещин или нарушение целостности. Причем основным достоинством является определение скрытых дефектов. Очевидно, что каждый из этих методов показывает высокую эффективность на определенных видах повреждений. Вихретоковый дефектоскоп в какой-то степени является универсальным и оптимальным по стоимости.
Ультразвуковой контроль труб – более дорогое удовольствие и требовательно, но очень популярно среди специалистов благодаря сформировавшемуся стереотипу. Многие сантехники используют капиллярный и магнитопорошковый метод, который применим для всех видов трубной продукции, включая полиэтиленовые и полипропиленовые. Среди специалистов популярно средство Testex для проверки герметичности сварки.

Заключение
Из предложенных способов неразрушающего контроля все 4 варианта успешно используются на практике, но не обладают абсолютной универсальностью. Система контроля труб включает в себя все виды дефектоскопов для проведения работ. Некоторой степенью универсальности обладает ультразвуковой способ, а также методика, основанная на вихревых токах. Причем вихревой вариант оборудования обходится значительно дешевле.
trubygid.ru
Контроль трубопроводов, диагностика и ультразвуковой контроль сварных соединений трубопроводов
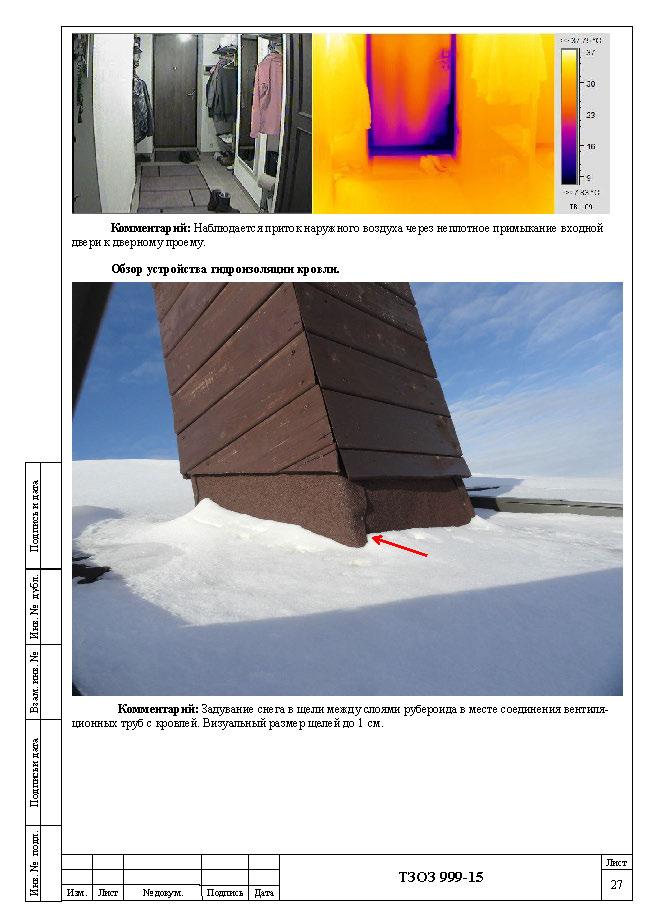
Пример технического отчета тепловизионного обследования.
Структура технического отчета.
Общие положения технического отчета.
Термины и определения.
Общие сведения.

Допуск СРО на обследование зданий.

Допуск СРО энергоаудит.
Нормативно-техническая документация.
Используемое оборудование тепловизионного контроля.
Данные о поверке средств измерения.
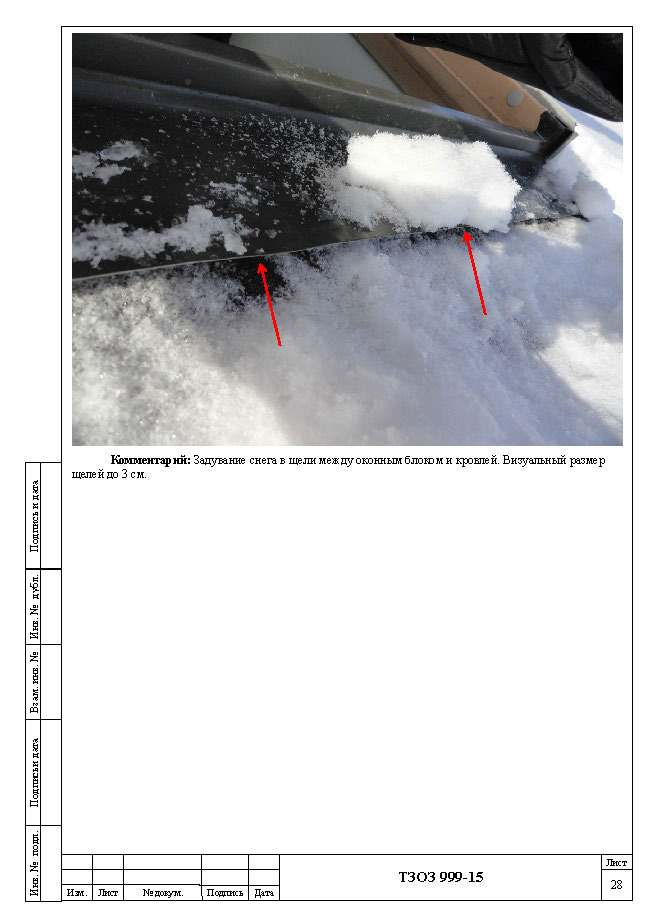
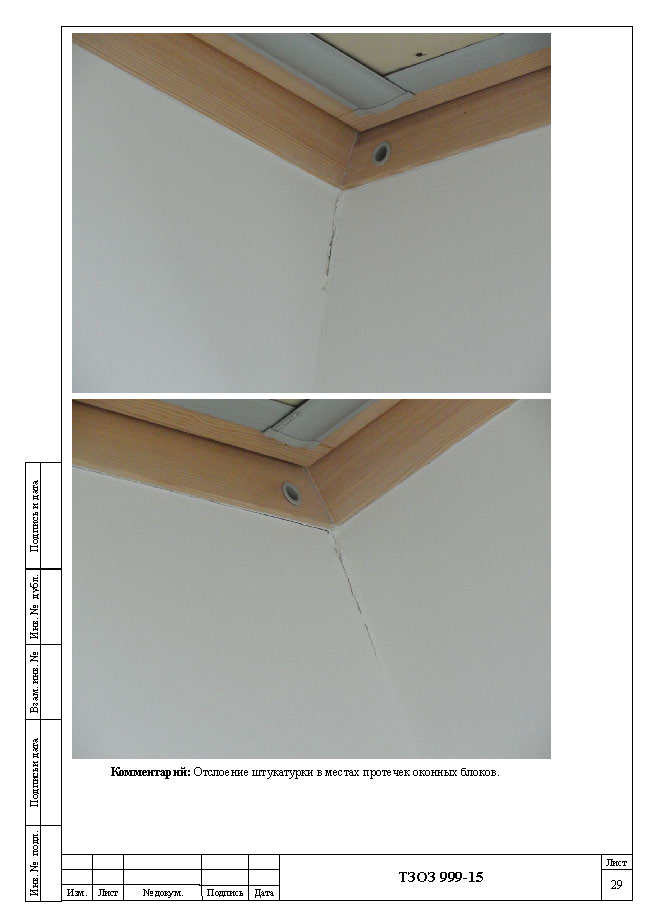
Результаты тепловизионного контроля.
Экспертное заключение.
Приложение 1. Планы и схемы.
Схема узла примыкания крыши к стене.
Схемы обследованных узлов и соединений.
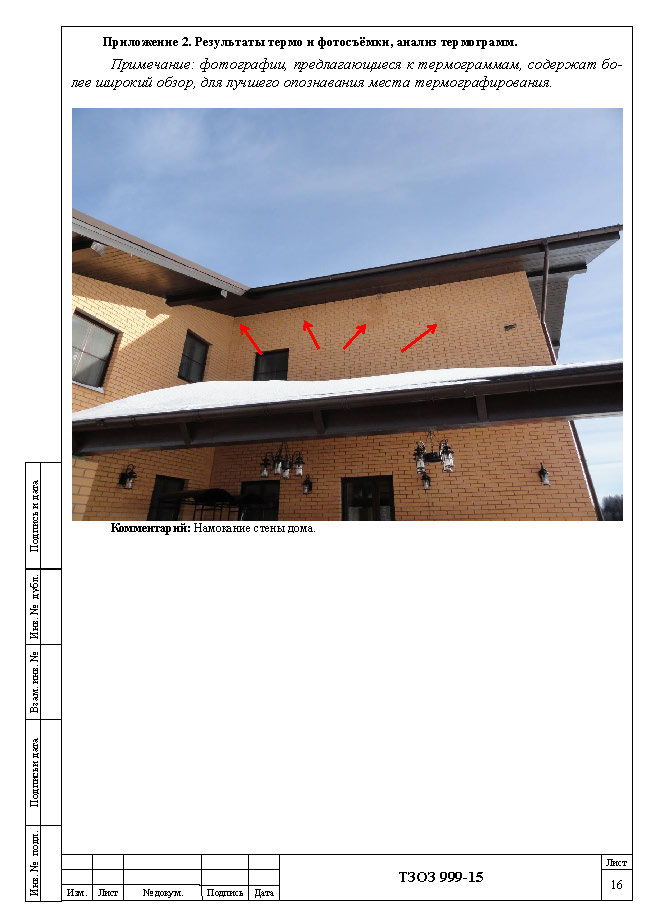
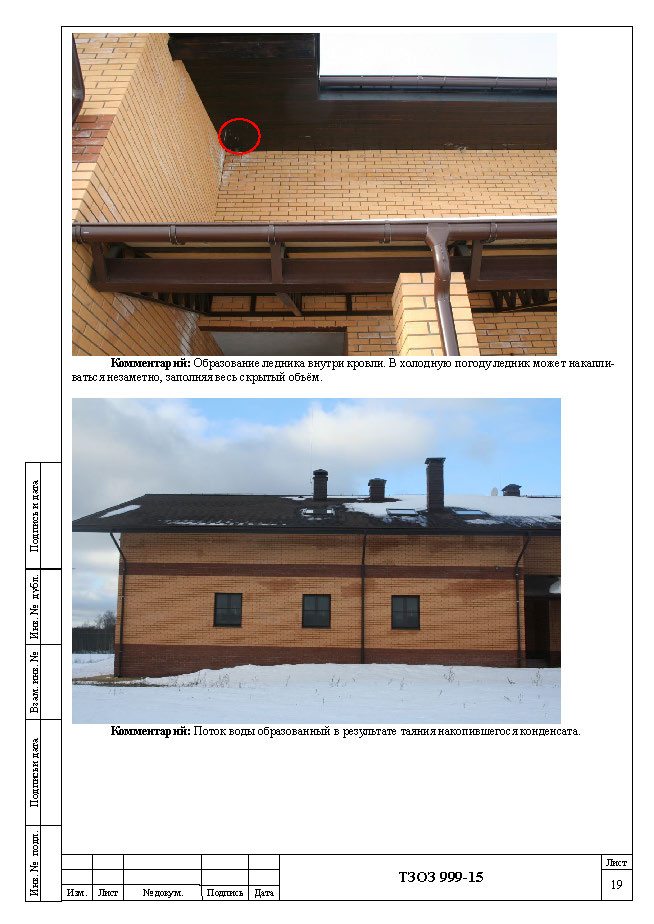
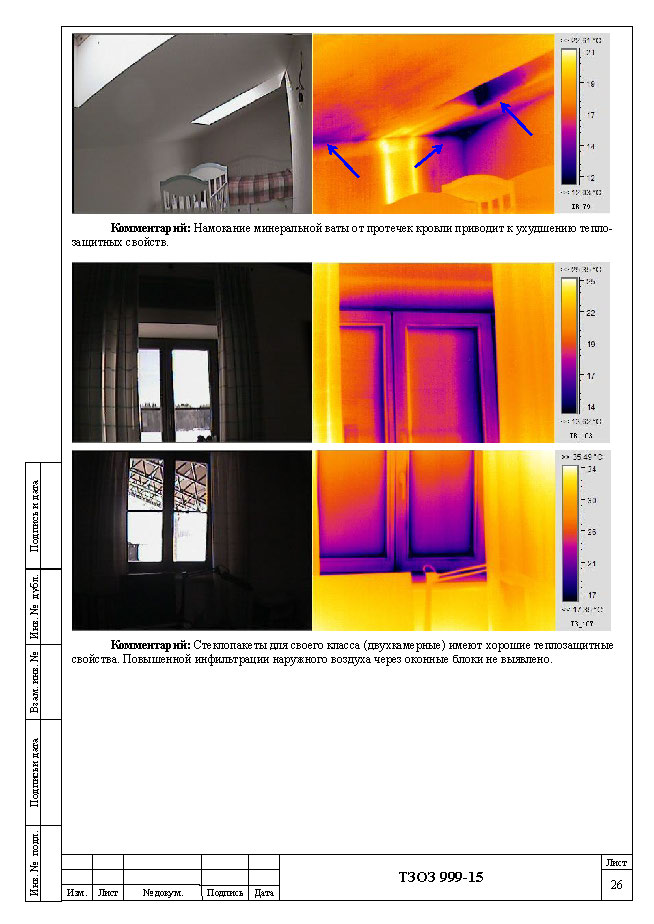
Образование конденсата на стенах дома.
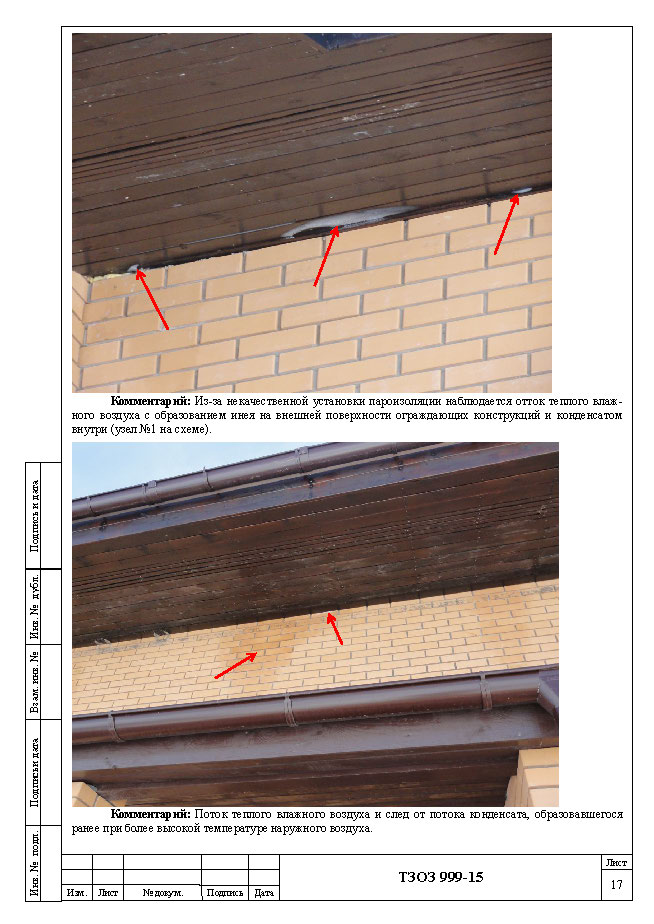
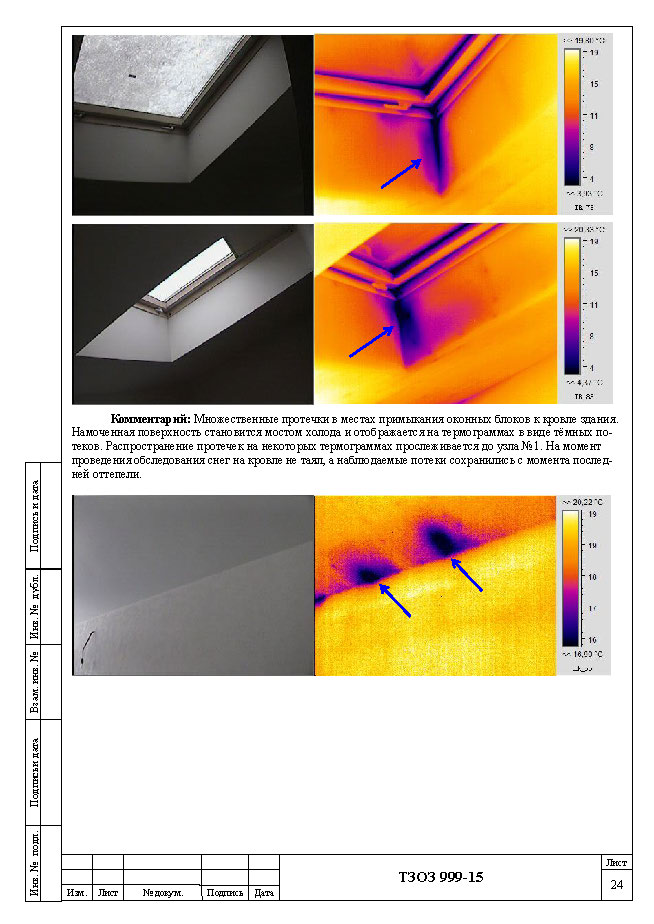
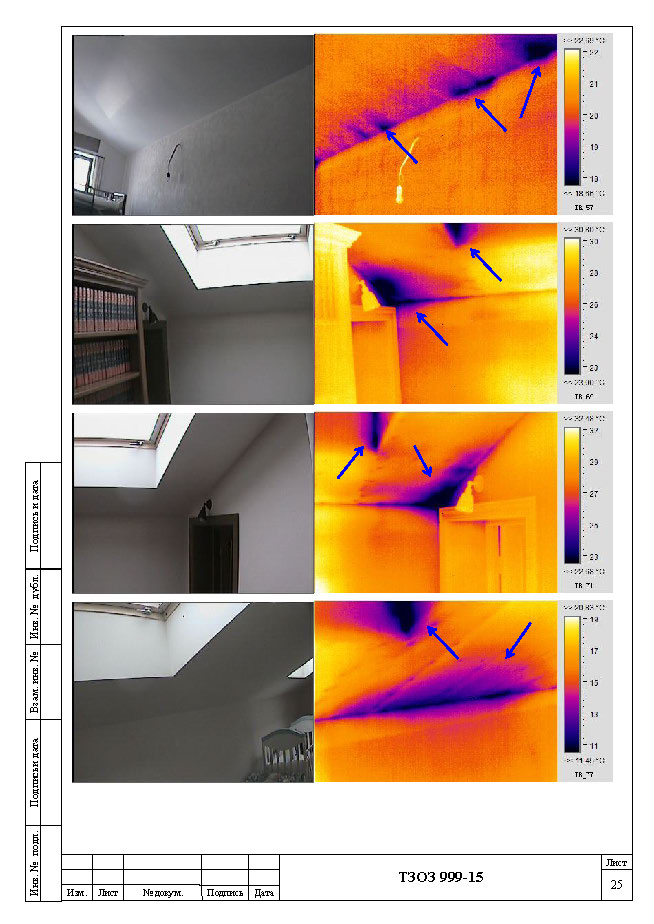
Конденсат на крыше и стенах дома.
Причина конденсата. Вот почему образуется конденсат на окнах, крыше и стенах.
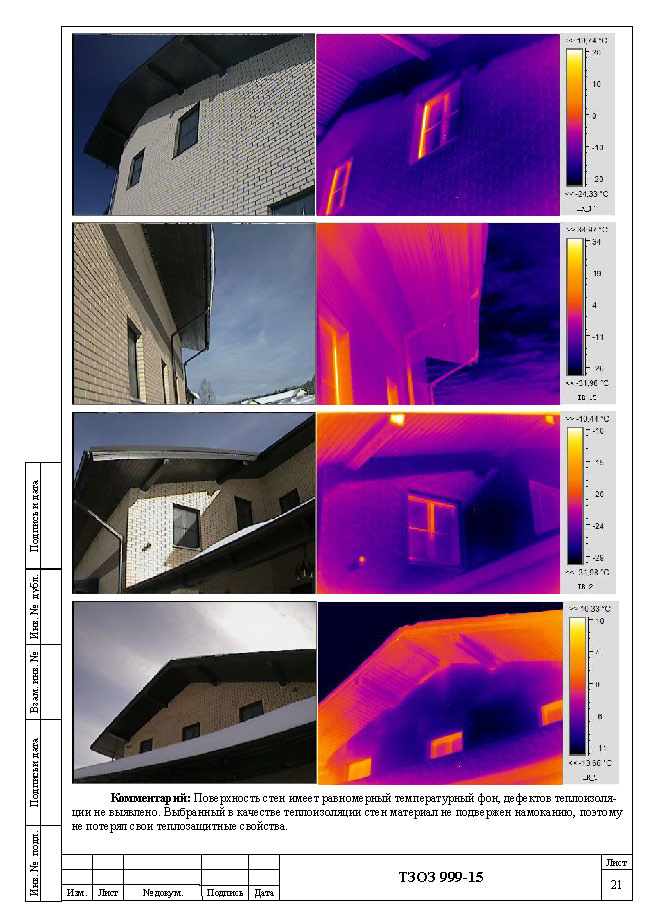
Промерзание стен дома.
Причина конденсата. Вот почему собирается конденсат на стенах.
Тепловизионное обследование дома.
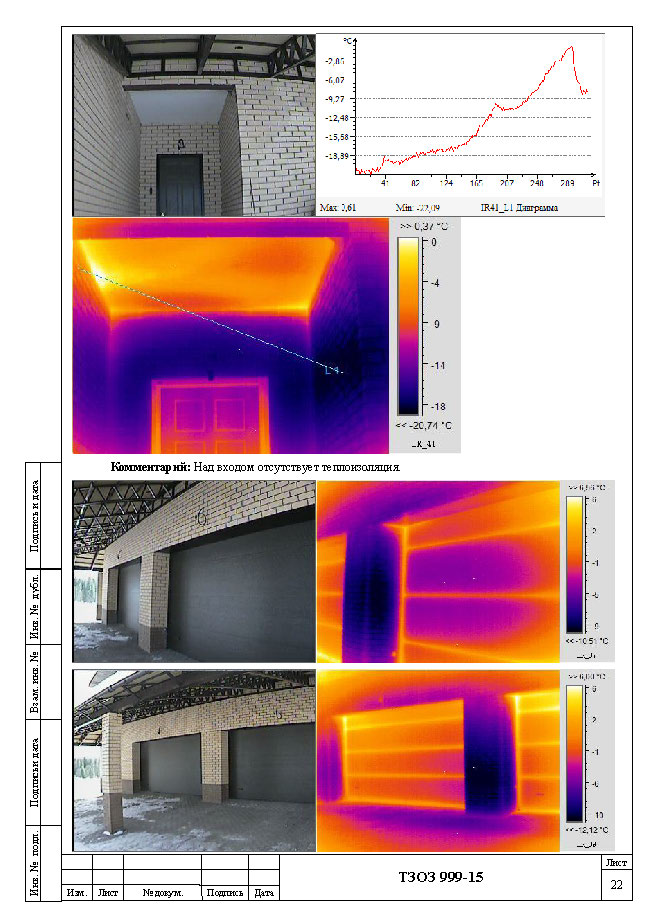
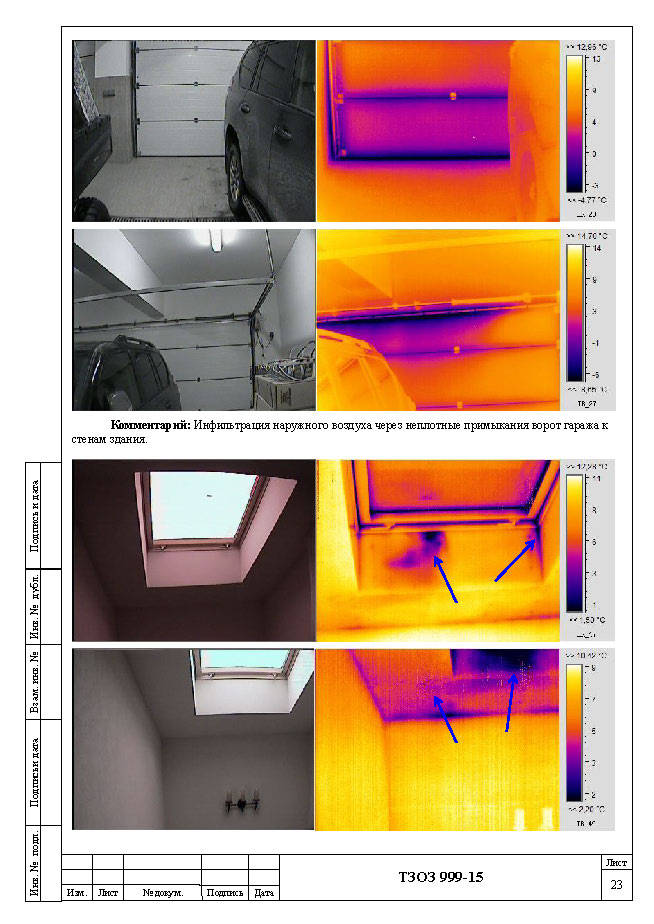
Обследование тепловизором ворот и дверей.
Съемка тепловизором частного дома.
Обследование тепловизором жилого дома.
Обследование тепловизором коттеджа.
Обследование дома тепловизором.
Тепловизионное обследование коттеджа.
Тепловизионное обследование дома.
Обследование дома тепловизором.
Анализ тепловых потоков.
Расчет сопротивления теплопередаче.
Места измерения тепловых потоков.
Результаты тепловизионного обследования.
Анализ температурных перепадов.
www.mosexp.ru