Сварка полипропилена: особенности технологии. Сварка полиэтилена с пропиленом
Обработка и сварка листов из полипропилена и полиэтилена
При проведении работ по механической обработки и сварки полиэтиленовых и полипропиленовых листов следует учитывать их особые свойства.
Одной из основных особенностей листов из полипропилена (PP) и полиэтилена (PE) - относительно низкая температура плавления материала, в связи с чем при использовании инструмента необходимо избегать повышенного трения сверла, фрезы или пилы с обрабатываемой поверхностью полимерного материала.
Высокая теплота трения может вызвать оплавление обрабатываемой поверхности полипропиленового или полиэтиленового листа. Чтобы этого избежать, при механической обработке полимерных листов необходимо обеспечить максимальный отвод тепла, т.е. уменьшить тепловую нагрузку на материал.
При механической обработке листов из полипропилена и полиэтилена необходимо соблюдать следующие правила:
- кромки режущего инструмента должны быть хорошо заточены
- режущий инструмент должен быть установлен так, чтобы режущая кромка только касалась полимера
- следует обеспечить хорошее удаление стружки с режущего инструмента
- в случае большого тепловыделения должно быть обеспечено охлаждение
Соединять полимерные листы можно как механически (при помощи заклепок, болтов и т.п.), так и методом сварки.
Неподходящим методом соединения считается при помощи клея - склеивание.Данный материал обладает высокой химической стойкостью, поэтому может контактировать со многими растворимыми клеями. Однако применять клей при работе с ним можно, только проконсультировавшись со специалистами.
Наиболее выгодным и надежным способом соединения листов из полипропилена и полиэтилена является сваривание.
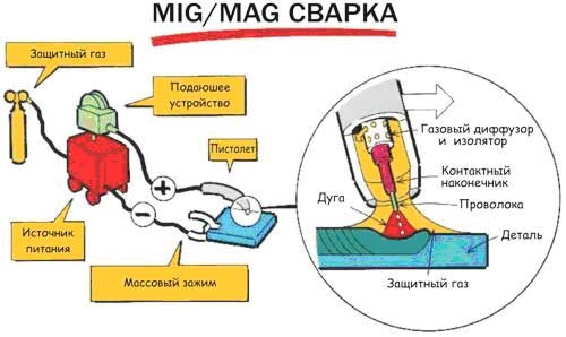
Сварка листового полипропилена и полиэтилена осуществляется тремя способами: полифузионная сварка, сваривание экструдером и пистолетом с горячим воздухом.
Первый способ является самым качественным. Соединяемые концы нагреваются специальным прибором до достижения нужной температуры и с усилием прижимаются друг к другу. Такой шов достигает 80-90% прочности материала. Таким способом соединяют листы любой толщины.
Шов термопластов при помощи экструдера осуществляется нанесением вспомогательного материала (сварочной проволки), расплавленного предварительно в винтовом роторе экструдера. Так как экструдер – ручной аппарат, одинаковую скорость варки и одинаковое давление обеспечить тяжело, что сказывается на качестве шва. Сварка листовых полимерных материалов экструдером применяется в случае большой толщины листов
Сварка пистолетом с горячим воздухом дает шов самого плохого качества. Конструкция прибора не дает одинаковой температуры нагреваемого воздуха.
Важный момент: необходимо следить за тем, чтобы свариваемые детали были изготовлены из материала одного класса. Добавляемый материал тоже должен совпадать по классу свариваемости с основными.
При сварки вторым и третьим способом применяется специальный полипропиленовый или полиэтиленовый сварочный пруток (проволка).
Коэффициент прочности полученного шва
.jpg) |
.png) |
.jpg) |
| Полифузионная (стыковая) сварка (сварка на стыковой машине) | Экструзионная сварка (сварка ручным экструдером) | Пистолет с горячим воздухом (сварка ручным феном) |
| 0,9 | 0,8 | 0,7 |
smp-agru.ru
Сварка - полиэтилен - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварка - полиэтилен
Cтраница 1
Сварка полиэтилена основана на способности его при нагревании переходить в вязкотекучее состояние, при котором протекают процессы взаимной диффузии молекул или их звеньев двух контактируемых поверхностей. Для улучшения условий контактирования применяют присадочный материал - цилиндрические полиэтиленовые жгуты диаметром 3 - 4 мм. Полиэтилен не способен свариваться с другими материалами. [1]
Сварка полиэтилена аналогична сварке винипласта. [2]
Сварка полиэтилена, как и винипласта, может производиться сварочным прутком при помощи горячего воздуха или инертного газа посредством сварочной горелки ( пистолета) при температуре струи около 250 С, но более целесообразным является стыковой метод. Принцип его заключается в том, что свариваемые поверхности прогреваются на глубину 1 5 - 3 мм путем соприкосновения с нагретым металлом, имеющим профиль, соответствующий свариваемым полиэтиленовым деталям. [3]
Сварка полиэтилена, так же как и винипласта, может производиться с помощью сварочного прутка электрической горелкой при температуре струи 230 - 250 - С. Целесообразнее сварку производить стыковым методом с предварительным оплавлением свариваемых участков. [5]
Сварка полиэтилена с помощью Приспособлений, нагреваемых за счет электрического сопротивления, является наиболее широко распространенным методом изготовления пластмассовых мешков и пакетов. Было установлено, что степень кристаллизации и молекулярный вес полиэтилена являются основными факторами, определяющими критическую температуру тепловой сварки. Характеристика поверхности и ориентация пленки меньше влияют на температуру сварки. Удовлетворительным швом при тепловой сварке считается шов, который имеет такую же прочность, как целая пленка из того же материала. [6]
Сварка полиэтилена, так же как и винипласта, может производиться сварочным прутком с помощью электрической горелки ( горячим воздухом или азотом) при температуре струи 230 - 250 С. Однако сварку целесообразнее производить стыковым методом с предварительным оплавлением свариваемых участков нагревательным инструментом, соответствующим профилю свариваемого шва. [8]
Сварка полиэтилена может производиться сварочным прутком с помощью воздушного пистолета ( горячим воздухом или азотом) при температуре струи 230 - 250 С. [10]
Сварка полиэтилена низкого давления при помощи существующих пистолетов малопроизводительна и требует более высоких температур. При температуре 300 ( оптимальная температура) и диаметре прутка 3 мм скорость сварки составляет 6 - 10 см / мин, а при температуре 250 не более 2 - 3 см / мин. Для сварки полиэтилена низкого давления требуются более мощные нагреватели воздуха. [11]
Сварку полиэтилена высокой плотности, полипропилена и сополимеров этилена с пропиленом производят на тех же режимах, что и сварку полиэтилена низкой плотности. [12]
Для сварки полиэтилена и других пластмасс, значительно изменяющихся при воздействии горячего воздуха, требуется сжатый азот. Очистка азота, применяемого для сварки, не вызывает больших затруднений, если имеется хороший сорт азота в баллонах. В тех случаях, когда для сварки жесткого поливинилхлорида применяется сжатый воздух, из него необходимо полностью удалить примеси масла и воды, так как последние отрицательно влияют на соединение материала в процессе сварки. [13]
Способ сварки полиэтилена основан на том, что при сближении деталей ( труб), предварительно нагретых до определенной температуры, между ними образуется соединение, котор ое после охлаждения обладает достаточной прочностью. Необходимым условием качественной сварки полиэтиленовых труб является зажатие и центрирование свариваемых труб, нагрев кромок до требуемой температуры и на заданную глубину, а также сжатие их после нагрева с необходимым усилием. Увеличение глубины прогрева более 2 - 4 мм приводит к некоторому снижению прочности сварного шва. [14]
При сварке полиэтилена температура сплавления, измеренная за время контакта, равное 1 сек, и сжимающем усилии 1 4 кгс / см2 ( 1 37 - КЗ5 н / м2) изменяется в пределах от 421 8 до 588 5 К. Как видно из табл. 14 - 1, величина т / довольно точно отражает внутренние изменения, происходящие в пленке. [15]
Страницы: 1 2 3 4
Сварка полипропилена: особенности технологии
Сварка полипропилена — процедура, необходимая для прочного и надежного соединения различных полипропиленовых изделий (труб, фитингов, листового ПП и т.д.). В зависимости от вида конкретных изделий, их типа, толщины и других важных свойств могут применяться различные методы сварки. В чем заключаются особенности таких методов, и как правильно определить подходящий способ сварки для тех или иных деталей?
Особенности сварки листового полипропилена
Любая сварка полипропилена, в том числе и листового, в большинстве случаев подразумевает нагрев пластиковых деталей, благодаря чему они размягчаются и становятся пластичными. Затем детали соединяют и охлаждают, получая в результате прочное герметичное соединение.
Для сварки листового ПП применяют несколько основных способов:
- Экструзионный
Такая сварка выполняется с помощью особого инструмента — ручного экструдера с различными насадками.
Экструдер оснащен специальным механизмом подачи воздуха (механизм может быть встроенным или интегрированным), благодаря чему пластик нагревается и становится мягким.
Еще одна особенность экструзионного способа: использование добавочного вещества для шва, соединяющего детали. Как правило, в качестве такого вещества применяют полипропиленовую проволоку.
Экструзионный способ сварки подходит для крупных изделий любой, даже очень сложной конструкции.
- Сварка с помощью строительного фена
Когда требуется соединить полипропиленовые листы, толщиной не более 20 мм, часто используют сварку с помощью строительного фена, который разогревает пластик до 170-180°С.
Строительный фен идеально подходит для небольших деталей, поскольку не может гарантировать высокую механическую прочность шва. Важно, чтобы после сварки полипропиленовые детали не подвергались большим нагрузкам.
- Полифузный метод
Данный способ также называют «стыковой сваркой», поскольку его используют для стыковки полипропиленовых элементов различной толщины.
Полифузная сварка осуществляется с помощью специального оборудования: сварочных подвижных столов. Швы при таком виде сварки отличаются особо высокой прочностью и надежностью.
Особенности сварки полипропиленовых труб
В зависимости от конструкции и толщины полипропиленовых труб, а также от особенностей системы водопровода или отопления может использоваться один из следующих способов сварки:
- Диффузионная сварка
Главная особенность такой сварки заключается в использовании технологии нагрева полипропиленовых изделий с помощью сварочного аппарата («паяльника») для их дальнейшего соединения. При этом различают два подвида диффузионной сварки:
- Муфтовая сварка
При муфтовой диффузионной сварке используются дополнительные фитинги между трубами, которые требуется соединить. Данный метод применяется для труб из ПП, диаметром 16-40 мм.
- Сварка «встык»
Когда необходимо сварить полипропиленовые трубы, диаметр которых более 40 мм, используются метод сварки «встык» (труба к трубе). Для такого вида сварки применяется специальный сварочный дисковый аппарат.
- Сварка с использованием электрофитингов
Диффузную муфтовую сварку можно выполнять не только с помощью «паяльника», но также с использованием особых электрофитингов. Именно эти детали выполняют роль нагревательного аппарата, который расплавляет пластик.
Электрофитинг — деталь, внешне напоминающая обычный фитинг. Единственное отличие заключается в наличии нагревательных элементов внутри такой детали.
- Холодная сварка
В большинстве случаев для сварки используют нагрев полипропиленовых деталей, однако существуют и исключения. Речь идет о холодной сварке — методе, когда вместо «паяльника» или дискового сварочного агрегата применяют особый «полипропиленовый клей».
Вещество наносится на части деталей, затем соединяют их (дополнительные инструменты и материалы при этом не используются) и выжидают определенное время в соответствии с инструкцией к «клею». На этом процедура считается завершенной: детали прочно соединены между собой.
Конечно, холодная сварка не дает такого надежного результата, как «горячая». Однако и у этого способа есть свои преимущества: невысокая стоимость и отсутствие необходимости применять дорогое оборудование для сварки.
Окончательный выбор способа сварки полипропиленовых труб или листового ПП всегда зависит от особенностей деталей, наличия необходимого оборудования и опыта мастера, проводящего монтажные работы.
unitreid-group.com
Полиэтилен сварка - Справочник химика 21
Фасонные части трубопроводов. Фасонные части служат для перехода с одного диаметра на другой, поворота трубопровода или разветвления потока. Из материалов, допускающих сварку и пластическую деформацию (сталь, цветные металлы, винипласт, полиэтилен и др.), фасонные части могут быть изготовлены непосредственно на монтажной площадке. Для трубопроводов из чугуна, керамики и стекла такие детали на монтажной площадке изготовить нельзя, поэтому при прокладке трубопроводов необходимо учитывать сортамент и размеры фасонных частей, поставляемых промышленностью. В настоящее время стремятся по возможности исключить изготовление фасонных деталей на монтажной площадке и производить их на специализированных предприятиях. [c.258]
Полиэтилен — термопластичный материал, который перерабатывается в изделия прессованием, сваркой, литьем под давлением. При нормальной температуре полиэтилен стоек к действию минеральных кислот, щелочей и растворов солей, обладает хорошими диэлектрическими свойствами и морозостойкостью. Применяется для изготовления труб, различных изделий сложной конфигурации, в качестве футеровочного материала химической аппаратуры, работающей в интервале тем- [c.14]
Склеивание термопластичных деталей производят в том случае, когда полимер (полиэтилен, полипропилен, фторопласты) при обычных температурах не растворяется в общедоступных растворителях. Однако этот способ соединения наименее надежен и применяется лишь в редких случаях. Наибольшее распространение приобрел метод сварки [c.537]
Полиэтилен обладает высокой химической стойкостью ко многим химическим реагентам, хорошими диэлектрическими свойствами и морозостойкостью. Полиэтилен является термопластичным материалом и перерабатывается в изделия главным образом литьем под давлением, экструзией , прессованием и сваркой. [c.25]
Из неметаллических конструкционных материалов свариваются винипласт, полиэтилен, полистирол, полиизобутилен, стекло органическое и стекло кварцевое. Ниже приводятся некоторые данные по сварке упомянутых материалов. [c.165]
Полиэтилен нашел широкое применение, как химически стойкий конструкционный материал, преимущественно для антикоррозионных покрытий стальной аппаратуры. Покрытие осуществляется как методом горячего напыления, так и путем футеровки листовым полиэтиленом. В последнее время листовой полиэтилен начали применять также и в качестве самостоятельного конструкционного материала для изготовления сварной малогабаритной емкостной аппаратуры. Прутковую сварку полиэтилена произ- [c.166]
Крепление защитных покрытий сваркой. Особенно хорошо свариваются полиэтилен, полипропилен, несколько хуже — фторопласт. Сваривают пластмассы различными способами, чаще всего горячим [c.49]
Свежую рыбу упаковывают в сетки или в пакеты из полиэтилена (иногда в пакеты вкладывают лотки из пенополистирола, поглощающие жидкость). Для упаковки мороженой рыбы используют обычно целлофан, полиэтилен или картонные коробки, покрытые изнутри слоем полиэтилена или сополимера винилиденхлорида с винилхлоридом. Упаковка копченой рыбы должна обеспечивать сохранность запаха продукта, предохранять его от проникновения посторонних запахов, а также защищать от бактерий. Обычно такую рыбу упаковывают в вакууме в многослойные пленки целлофан — полиэтилен, полиэтилентерефталат — целлофан — полиэтилен, а также в пленку из полиами-да-12 (в последнем случае рыбу можно разогревать, не снимая упаковки). Соленую рыбу часто упаковывают в деревянные бочки или ящики с вкладышами из полиэтилена или пластифицированного поливинилхлорида, к-рые герметизируют сваркой. Рыбу в рассоле расфасовывают также в банки из полиэтилена низкой плотности и герметизируют с помощью крышек из этого же полимера. [c.468]
Приведен способ сшивания тефлона с полистиролом, полиметакрилатом и полиэтиленом действием нейтронного излучения 2 0-21 /2 Разработаны способы сварки тефлона 2> з-2179 процесс печатания на поверхности тефлона 2 ° 2181, [c.527]
Из неметаллических конструкционных материалов свариваются винипласт, полиэтилен, полипропилен, сополимер этилена с пропиленом, полистирол, полихлорвиниловый пластикат, полиизобутилен, фторопласт-4 и кварцевое стекло. Ниже приводятся некоторые данные по сварке упомянутых материалов. [c.382]
На заводах основной химической промыщленности применяются полиэтиленовые трубы для транспортировки растворов серной, фосфорной и кремнефтористоводородной кислот при температурах до 60° С. Опыт применения полиэтиленовых труб, снабженных снаружи оболочкой из углеродистой стали, оказался неудачным из-за растрескивания полиэтилена в местах разбортовки труб. Так, в цехе двойного суперфосфата большое количество таких труб пришло в негодность на линии транспортировки кремнефтористоводородной кислоты. Из полиэтилена изготовляют емкостную аппаратуру и детали абсорберов фтористых газов. Футеровка крупногабаритной аппаратуры полиэтиленом встречает большие трудности из-за низкой адгезии его к металлической поверхности и отсутствия надежных клеев. В Советском Союзе разработан способ защиты крупногабаритной аппаратуры полиэтиленом по предварительно приваренной к металлу точечной сваркой металлической сетке. Полиэтилен накатывается на подогретую горячим воздухом сетку и образует с ней монолитное покрытие. Затем накатывается второй слой полиэтилена, который образует плотное защитное покрытие [15]. На ряде химических заводов применяется способ пламенного напыления полиэтилена. Однако этот метод малопроизводителен. Покрытие толщиной 0,5 мм получается при 10—12-кратном напылении. [c.186]
Полиэтилен или, как его иногда называют, политен, является термопластичным материалом. Он перерабатывается в изделия, главным образом, литьем под давлением, экструзией, прессованием, вакуумным прессованием, сваркой и методом горячего напыления. [c.74]
Температурный интервал сварки определяется зоной вязкотекучего состояния пластика. Для таких материалов, как полиэтилен, полистирол и некоторые другие, температурный интервал широк и некоторое отклонение от средней температуры сварки допустимо, но для полиамидов и ряда других материалов с узкой зоной вязкотекучего состояния необходимо точно выдерживать заданную температуру сварки. [c.344]
Полиэтилен легко поддается разнообразным видам механической обработки — его можно сверлить, пилить, строгать и т. д. Детали из полиэтилена можно соединять сваркой. Следует учитывать большую усадку нагретого полиэтилена при охлаждении. Поэтому охлаждение готовых изделий из полиэтилена должно происходить в формах под давлением. [c.74]
Полиэтилен и полипропилен исключительно легко поддаются литью, легко свариваются методом контактной сварки (без применения присадочного материала) и сварки с присадочным прутком, изготовленным из того же материала. Их можно подвергать всем видам механической обработки. [c.28]
Винипласт Полиэтилен Фаолит Текстолит Стекло Керамика Фарфор 6—150 219—820 6-300 32—200 25-150 45—122 25—300 7—100 2-8 3—6 3-8 17-25 10-14 3-6 2—10 1.5-5 1.5-5 1.5-5 1—2 1.5-2 1.5-3 0,3—1 1—1,5 Прессование Сварка Выдавливание в горячем состоянии Склеивание специальной замазкой и обработка То же Вытягивание или навивка на формирующий вал Литье > [c.10]
Аналогичными свойствами обладает другая термопластичная пластмасса — полиэтилен, который все более широко применяется в промышленности. Термостойкость полиэтилена также не превышает 60° С. Весьма перспективным для химического и нефтехимического машиностроения является термопласт полипропилен, который имеет термостойкость до 150° С. Детали из полипропилена соединяются склейкой и сваркой. [c.25]
К термопластам относятся винипласт, полиэтилен, полипропилен, фторопласты, органическое стекло, полиизобутилен, полистирол, полиамиды и полиуретаны. Эти материалы характеризуются небольшой плотностью, высокой механической прочностью, термо-, звуко- и электроизоляционными свойствами, высокой химической стойкостью к агрессивным средам, пластичностью и способностью свариваться. Термопластические материалы можно перерабатывать в изделия методами экструзии, пневматического формования, прессования, каландрова-ния и сварки. [c.19]
Сварка. Одной из самых важных операций является сварка двух или нескольких пленок. Пленки склеивают редко, чаще всего в месте контакта производят расплавление и сварку пленок. Наиболее распространена, особенно для полиэтилена, сварка горячим бруском, покрытым для предохранения от налипания фторуглеродом. Можно производить сварку пленок и токами высокой частоты. При этом разогреваются пленки только с поверхности в зоне контакта. Поэтому такой метод целесообразно применять для сварки толстых пленок, нагрев которых по всей толщине требует длительного времени. Метод высокочастотной сварки применяют в основном для пленок из поливинилхлорида, так как этот материал более чувствителен к нагреву, чем полиэтилен, и, кроме того, под воздействием токов высокой частоты значительно быстрее происходит нагрев пленки. [c.124]
Полиэтилен — устойчив в растворах солей, щелочей и минеральных кислот при 20° С не растворим ни в каких неорганических или органических растворителях. Соединение полиэтиленовых листов может производиться сваркой, которая осуществляется азотом или другим инертным газом, нагретым до 200—220° С. Полиэтиленовая пленка может свариваться при помощи паяльника, утюга и т. п. [c.143]
Футеровка химической аппаратуры может производиться путем приклеивания к стальной поверхности тканевого слоя, на другой стороне которого находится полиэтилен . Технологический процесс футеровки включает следующие операции подготовку поверхности под покрытие, приготовление футеровочного материала, раскрой его, приклейку к поверхности аппаратуры и сварку стыковых швов. [c.113]
Комбинированное покрытие поверхности стали сплавом цинка с алюминием и полимерами, в частности полиэтиленом и компонентами на его основе, можно применять только после сварки. Такое покрытие обладает достаточной стойкостью во многих агрессивных средах до +100 и до —70° С. В крупнопанельном строительстве оно может применяться для защиты сварных швов в промышленных сооружениях с агрессивными средами и высокой влажностью — для защиты металлических конструкций и оборудования. [c.204]
Особая разновидность контактной сварки — сварка трением. Как и все термопласты, полиэтилен легко оплавляется при трении благодаря высокому коэффициенту трения и плохой теплопроводности. Таким способом легко, например, приварить поли> этиленовые штуцеры к емкости. [c.243]
Кроме вакуумного формования, для полиэтилена низкого давления оказалось возможным механическое формование разогретых листов на шаблонах и оправках ввиду достаточно высокой его формоустойчивости при размягчении. Таким способом можно готовить изделия сложной конфигурации. Более простые изделия, например цилиндрические царги для футеровки, можно получать, изгибая тонкие листы без разогрева и сваривая смыкаемые. кромки. Толстые листы, наоборот, требуют разогрева до полного размягчения по крайней мере на половину толщины. Сгибание плоских листов под углом, равным или более 90°, предпочитают заменять сваркой. Разогревание исходных листов производят в термошкафах, на горячих плитах и т. д. Чтобы разогретый полиэтилен не прилипал к поверхности плит, последние покрывают фторопластовой прокладкой толщиной 0,1—0,3 мм, вместе с которой размягченная пластина затем натягивается на шаблон, оправку и т. п. После охлаждения отформованное изделие снимается с оправки, [c.258]
Некоторые пластические массы (полиамиды) чувствительны к кислороду. Последний снижает прочность и пластичность сварных швов. Поэтому сварку в некоторых случаях выполняют инертным газом или азотом. Полиэтилен также рекомендуется нагревать азотом или углекислым газом. Однако он хорошо сваривается и при использовании горелок с прямым газовым нагревом. Нагретыми газами чаще всего сваривают винипласт, полистирол и некоторые другие пластмассы. [c.188]
В заключении раздела о защите оборудования листовыми полимерными материалами необходимо остановиться еще на одном, менее распространенном, но весьма перспективном направлении. Речь идет о металлополимерах, металлопластах — металлическом прокате, покрытом пленкой термопластов (поливинилхлорида, полиэтилена). Производству металлопластов уделяется большое внимание у нас и за рубежом, так как здесь индустриально объединены два процесса прокат металла и его защита. Устраняются многие малопроизводительные и, главное, вредные ручные операции, связанные с применением клеев, растворителей, пластификаторов и других токсичных и пожароопасных веществ. В СССР промышленно освоен выпуск ряда металлопластов, например ставинила (сталь 08 кп, плакированная ПХВ-пленкой), стапэна (стальная полоса, плакированная полиэтиленом). Сварку стальных листов и таких материалов осуществляют обычным способом с последующей [c.245]
Листы из полиэтилена можно сваривать неиосредственн] м соединением нагретых листов, без применения присадочного материала, а также по способу, аналогичному сварке винипласта с применением сварочных прутков. Полиэтилен можно сваривать также и другими способами при помощи трения, ультразвука, токами высокой частоты и др. [c.421]
В Советском Союзе разработан способ защиты крупногабаритной аппаратуры полиэтиленом по предварительно приваренной точечной сваркой к металлической поверхности сетке из металла. В этом случае полосы листового полиэтилена шириной 100—150 мм прн подогреве горячим воздухом накатываются на сетку. Благодаря размягчению полпэтнлсна он затекает в ячейки сетки и сплавляется, образуя прочное и плотное соединение. Последующие полосы наносят таким же способом, обеспечивающим получение бесшовного гомогенного покрытия. [c.422]
Зона стыка изолированных труб представляет собой металлополимерную поверхность сложной конфигурации, очистка и изоляция которой имеет свои особенности. Рассмотрим подробно зону стыка труб, изолированных экструдированным полиэтиленом. Толщина изоляционного покрытия, как правило, составляет примерно 3 мм, концы труб освобождены от изоляционного покрытия на длину 150 мм, переход оформлен фаской с углом 45°. Свободные от изоляции концы труб в состоянии поставки покрыты консервационным слоем, при сварке часть этого слоя обгорает. Описанную зону необходимо очистить, нагреть до температуры 493-543 К и покрыть двумя слоями термоусаживающего-ся рулонного материала без гофр, пузырей, пустот и других дефектов. Технологическое оборудование для выполнения этих операций включает внутритрубный газовый подогреватель и смонтированные в кабине сварочной установки ПАУ-1001В очистное и намоточное устройства. [c.130]
Сварочный газ. Несмотря на то, что полипропилен более чувствителен к окислению, чем полиэтилен, в прииципе сварку. можно производить н воздухом, хотя целесообразнее применять азот илп друго11 инертный газ. В любом случае газ не должен содержать следов влаги и загрязнений, особенно масла. [c.286]
Техника сварки. Самый процесс газовой сварки полипропилена в сущности подобен применяемому при работе с поливинилх.лори-дом или полиэтиленом. [c.288]
Интересный метод сшивания различных полимерных материалов был предложен В. И. Гольданским и сотр. [128]. Этот метод основан на обработке сшиваемых поверхностей соединениями лития или бора и последующем облучении тепловыми нейтронами. С помощью этого метода было осуществлено локализованное на поверхности радиационное сшивание многих пар полимеров тефлон — полистирол, тефлон — полиметилметакрилат, полистирол — полиметилметакрилат, полиэтилен — полистирол, полиэтиленполиметилметакрилат. Согласно [128], одним из возможных механизмов такого сшивания является механизм точечной сварки за счет значительных местных ра-зогревов в треках продуктов ядерных реакций Ы (п, а)Т или В10( ,а)ЬГ. [c.292]
Плавленый сыр (он более стабилен, чем натуральный, т. к. подвергается пастеризации при изготовлении) упаковывают в фольгу с лаковым покрытием на основе сополимера винилхлорида с винилацетатом, в комбинированный материал бумага — фольга — полиэтилен, в пленку из поливинилхлорида или типа саран. Сыр м. б. также расфасован в целлофан, покрытый микровоском, в состав к-рого входят церезин и низко-молекулярны полиэтилен (в этом случае расплавленный сыр заливают в пакеты, к-рые затем герметизируют сваркой). Широко распространена упаковка плавленого сыра и в жесткую тару, напр, в стаканы из ударопрочного полистирола (см. Стирола полимеры). [c.468]
Сварка пакетов — термоимпульсная. Режим сварки полиэтиленовой пленки термоимпл льс 6—7 сек, выдержка под давлением 1 лшн. Режим сварки полиэтилен-целлофановой пленки ПЦ-2 термоимпульс 35 сек, выдержка под давлением 1 мин. [c.140]
Полиэтилен поддается сварке, причем прочность получаемого шва не уступает прочности материала. Он также хорошо обрабатывается на токарных и фрезерных станках. В расплавленном состоянии полиэтилен можно ПсрсрзбйТЫБаТЬ МсТОДОМ БЫДуВаНИЯ (сконструированы машины для выдувания бутылок). [c.184]
Термопласты склонны к ползучести под действием постоянной нагрузки. Это явление усиливается при повышении температуры, когда значительные деформации ползучести развиваются под действием собственного веса1 материала. Поэтому при защите крупногабаритных химических аппаратов предусматривают дополнительное механическое крепление футеровки болтами и гайками через каждые 3 м для оборудования, эксплуатируемого при обычных температурах, и через 1,5 м — при повышенных температурах. Места болтовых креплений допол нительно оклеивают пластикатом с приваркой периметра обкладки к основному покрытию. Подобное механическое крепление предусматривают для футеровок из неклеящихся материалов (полиэтилен, полипропилен, фторопласт-4). Такую футеровку можно осуществить и по сетке, предварительно приваренной точечной сваркой к корпусу аппарата. Подогретые до размягчения листы прикатываются на сетку. Пластмасса затекает в ячейки сетки и при остывании прочно с ней соединяется. [c.241]
Сварка контактным нагревом. Соединение деталей происходит в результате нагрева свариваемых поверхностей специальными инструментами и последующего давления. При этом методе образуются швы, равные по прочности материалу изделия. Этот метод успешно применяют при сварке термопластичных материалов, не свариваемых токами высокой частоты (полиэтилен, полипропилен, фторопласт). Он нашел широкое применение при декоративной отделке конструкций и изделий, при их клеймении и маркировке, для изготовления труб из листового полиэтилена, приварки фланцев к полиэтн- [c.33]
Для изготовления листа полиэтилен подвергается предварительному вальцеванию при 115—120° и в виде полотна загружается параллельными слоями в пресс-форму, смазанную стеарином. Величина загрузки должна быть на 5—10% выше расчетного веса получаемого листа. При загрузке вальцованного полотна в горячем виде температура материала и греющих плит не должна превышать 80—90° во избежание образования пузырей. После загрузки производится смыкание плит и деаэрация материала соответствующим давлением в течение 2—3 мин. Затем при небольшом давлении (5—10 кг1см ) материал прогревают до 130—150°, т. е. до полного проплавления и сварки его в монолитный лист. [c.197]
chem21.info
Сварка полиэтилена - особенности, способы сварки полиэтилена своими руками
С точки зрения показателей свариваемости наиболее эффективной разновидностью полиэтилена для бытового и промышленного применения является ПЭНД – полиэтилен высокой плотности. На сегодняшний день этот материал получил широкое распространение и пользуется стабильно высоким спросом.
Особенности сварки полиэтиленов
Самый простой и надежный способ соединения заготовок на основе полиэтилена в целое изделие или конструкцию – это метод сварки. Сварка полиэтиленовой пленки представляет собой процедуру, направленную на соединение определенных участков материала под воздействием нагревания. Сырье приобретает температуру плавления, после чего слои сжимаются и тем самым образуют сварочный шов. В момент плавления поверхности происходит соединение слоев пленки на молекулярном уровне.
На прочность шва напрямую влияет чистота соединяемых поверхностей. При наличии загрязнений шов становится значительно менее прочным из-за попадания в расплавленный полиэтилен посторонних примесей, разрушающих структуру участка. Помимо чистоты поверхностей важными условиями качественной сварки являются:
- однородность сырья в составе соединяемых элементов;
- правильный выбор температурного режима – при недостаточном нагреве снижается прочность, а при превышении рекомендуемого уровня температуры место стыка подвергается деформации.
Чтобы создать прочный шов повторно, используемые ранее кромки нельзя применять. Их предварительно обрезают. В большинстве случаев листовой и рулонный полиэтилен сваривают с применением:
- горячего воздуха (строительный фен),
- ручного экструдера,
- нагревательного элемента (соединение встык).
Трубы на основе полиэтилена также сваривают электромуфтовым и раструбным методами.
Сварка полиэтилена горячим газом (сварка феном)
При работе с листовым или рулонным материалом полиэтиленовым сварку строительным феном считают наиболее доступным и недорогим методом соединения. Этот способ получил наибольшее распространение при обработке листов с малыми показателями толщины, а также материалов, имеющих линейные размеры.
Технология предполагает соединение полиэтиленовых пленок с присадочной поверхностью посредством нагревания подогретым газообразным веществом – как правило, это воздух. В качестве присадки используют специальный пруток. В процессе обработки материала на поверхности, подготовленные к сварке, оказывается прижимное давление. Как правило, пленку фиксируют вручную, без применения специальных приспособлений. Сварочный пруток также подается вручную.
Воздух доводят до необходимой температуры в соответствии с характеристиками материала за счет фена. Участок соединения (кромку полиэтиленовых пленок) и сварочный пруток нагревают одновременно, используя соответствующую насадку для строительного фена. При выборе формы и размеров этой насадки учитывают форму и сечение присадочного материала.
Сварка полиэтилена ручным экструдером
В качестве эффективного метода соединения листовых или рулонных материалов полиэтиленовых сварку ручным экструдером рекомендуют при работе с толстостенными заготовками. В процессе также применяется присадка в качестве прутка или гранулята. Учитывая риск разложения, соединение выполняют за один прием, без остановки экструдера.
Рассматриваемый метод предполагает соединение двух или более заготовок в одну деталь путем впрыскивания расплавленного сварочного прутка в зону стыковки. Например, если листы расположены перпендикулярно друг другу, то присадку впрыскивают в шов между деталями. В результате образуется К-образный шов достаточной прочности.
Сварка полиэтилена с помощью нагревательного элемента (Butt Welding)
В некоторых случаях используют нагревательный элемент, чтобы соединить встык детали полиэтиленовые – сварку таким методом используют, чтобы состыковать плиты, блоки и прочие разновидности профилей. Особенной популярностью технология пользуется при работе с трубами на основе термопластов. В отличие от перечисленных ранее методов, встык изделия сваривают без присадочного материала.
При сварке с применением нагревательного элемента используют специальные станки для стыкового соединения. Принцип работы такого оборудования заключается в разогреве материала за счет встроенного нагревательного элемента соответствующей формы. Станки могут управляться вручную, иметь механический, пневматический и другие варианты привода. Привод в установках необходим для оказания сдвижного усилия на элементы соединения.
Помимо привода, оборудование также различается по своей комплектации и функциональности. Например, в промышленности используют сварочные станки для соединения листов под углом или сворачивания заготовок. Разные стыковые машины позволяют обрабатывать полиэтилен высокой плотности и другие разновидности материала, включая ВМПЭ и СВМПЭ.
Подведение тепла при стыковом соединении осуществляется напрямую от нагревательного элемента на участок соединения поверхностей. Таким образом обеспечивается оптимальное распределение тепловой энергии без перегрузки любой из зон. Учитывая минимальное внутреннее напряжение шва, есть возможность нагрузки готового изделия, практически равной максимальной нагрузке для исходного сырья.
www.weldi.ru
Сварка листового полипропилена различными способами
Процесс сварки полиэтилена сопряжён с соединением листов методом нагрева с сохранением исходного химического состава. Технология позволяет пользоваться присадочными материалами. Полимерные детали в месте соединения доводят до текучей вязкой консистенции путём локального нагревания, впоследствии соединяя. Остывший сварной шов формирует монолитный лист с соединением высокой степени прочности.
Автоматическая сварка полипропиленовых листов
Крупногабаритные изделия, запущенные в серийное производство изготавливаются с применением автоматической технологии. Аппарат помимо сваривания осуществляет сгибание изделий. Полученный автоматическим методом шов характеризуется высоким качеством. Выполняется автоматическая сварка листового полипропилена оборудованием компании Leister. Машины оснащаются программным числовым управлением и могут обрабатывать листы толщиной до 60 мм. Предусмотрены разные сварочные циклы, заключающиеся в применении трёхкратной сварки и изменении хода.
Ручные технологии сваривания
Технология с использованием ручного оборудования подразумевает выполнение работ по одной из 3-х методик:
- полифузная;
- экструзионная;
- с задействованием строительного фена.
Экструдер и строительный фен
Сварка феном осуществляется с помощью добавочных материалов в виде полипропиленовых прутков. Процесс характеризуется воздействием на соединяемые детали горячим воздухом, разогретым до 180°C.
Экструзионная сварка листов полипропилена применяется при соединении деталей толщиной не больше 20 мм. Прочность шва, формируемого под воздействием горячей струи воздуха не превышает 0.7. Метод востребован при работе с маленькими элементами, не подверженными в процессе эксплуатации высоким нагрузкам. Процесс обусловлен применением ручного экструдера, разогревающего полимер. Когда место соединения достигает текучей вязкой консистенции, образовавшуюся массу используют для заполнения шва под давлением. Технология применима при сваривании листов не толще 80 мм.
Стыковой метод
Полифузный метод подразумевает задействование подвижных столов. Подходит стыковая сварка полипропиленовых листов для соединения заготовок любой толщины. Элементы кладутся на станок и фиксируются прижимным устройством. Задаются параметры толщины и длины, а затем концы листов прижимают к элементу нагрева. После достижения нужной температуры происходит отсоединение заготовок от нагревательной системы и с помощью раздвижных столов происходит прижатие деталей. Сформированный шов характеризуется высокой степенью надёжности и пригоден для эксплуатации под любыми нагрузками.
Выбор технологии определяется размерами деталей и условиями последующей эксплуатации готового изделия.
Для получения дополнительной информации о сварке листового полиэтилена Вы можете проконсультироваться с нашими менеджерами.
citiweld.ru
Технология сварки полипропилена - Технологии производства - Инфополимер
Технология сварки полипропилена основывается на нескольких принципах, пренебрегать которыми нельзя ни в коем случае.
- Сварка полипропилена должна производиться только в помещении с температурой воздуха не ниже 15°С. Так как при низких температурах полипропилен становится менее пластичным, более хрупким и жестким.
- Помещение, в котором будет производиться сварка полипропилена, не должно быть пыльным, так как при попадании мелких пылевых частиц на материал, качество сварного шва ухудшается в несколько раз.
- Пруток для сварки полипропилена должен быть изготовлен из той же марки сырья, что и полипропиленовый лист, это влияет на лучшую свариваемость материала между собой.
- Когда выбираете инструмент, ориентируйтесь не только на мощность и производительность аппаратов, но и на страну производителя и наименование компании. Паяльник для полипропилена купить можно и Китайский, но как долго он Вам прослужит? На Немецкий или Швейцарский паяльник для полипропилена цена будет выше на 30-40%, но срок службы дольше, а при поломке его отремонтируют в гарантийном сервисном центре. Специалисты нашего отдела сварки рекомендуют использовать паяльник для полипропилена и экструдер для полипропилена фирмы Leister (Германия), Dohle (Швейцария) и HSK (Германия). Ознакомиться с ассортиментом сварочного оборудования Вы можете в каталоге. Никогда не покупайте оборудование на рынках и в неспециализированных магазинах, что бы избежать приобретения некачественного оборудования и контрафакта.
- Приобретая оборудование не забудьте приобрести комплект насадок для различных типов сварочных швов. Насадки, как правило, не входят в комплект и имеют отдельную стоимость. Насадки бывают для углового шва (треугольник), для стыкового шва и шва внахлест (овал, круг, щелевая).
- Не забывайте про дополнительный инструмент, такой как ножи для снятия фаски, шкурки для затирки швов и жиро растворители и очистители. Без этих мелочей не обойтись при изготовлении ответственных изделий из полипропилена.
- Когда выбираете лист, обратите внимание на качество материала. Лист должен иметь отличную геометрию и ровную глянцевую поверхность без волн, вкраплений и наплывов. Цвет листа должен быть равномерным и однородным.
- Сварочный пруток должен иметь ровное сечение и однородную структуру без вкраплений и пузырьков воздуха.
Если после прочтения наших рекомендация у Вас все же остались вопросы позвоните нам и мы на них ответим. Сварка листового полипропилена очень полезный и выгодный навык, овладев которым Вы сможете не только изготавливать изделия для собственных нужд, но и возможно открыть собственный бизнес.
.jpg)
В нашей компании можно не только научиться сваривать полипропилен, но и приобрести все необходимые для этого расходные материалы.
pplist.ru