Сварка нержавейки сваркой тиг. Сварка нержавеющей стали tig
Сварка нержавейки сваркой тиг
Блог находчивого сварщика
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
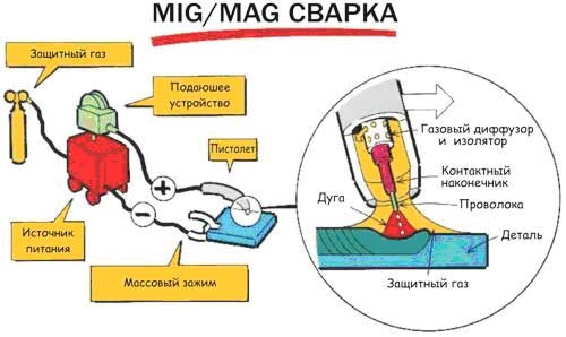
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
Время сварки@6 - TIG сварка нержавеющей стали для начинающих
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
Сварка алюминия и нержавейки: аргоном, TIG сварка
В наши дни эти практичные и уникальные материалы применяются в подавляющем большинстве сфер. Нет такой отрасли, где не использовались бы детали из этих материалов. Однако, до недавних пор работа с алюминием и нержавейкой представляла некоторые трудности всем частным лицам и ИП ввиду трудности сваривания при изготовлении или ремонте деталей из данного материала. Сегодня же, благодаря развитию науки и применению передовых технологий, каждый желающий может воспользоваться услугами, по работе с алюминием и нержавейкой.
Сварка аргоном алюминия
Данный вид сварки незаменим в кораблестроении, а также при создании цистерн, резервуаров и всего прочего, предназначенного для эксплуатации под водой, или хранения воды. Кроме того, алюминиевые сплавы, отличаясь высокими показателями прочности и легкостью, широко применяются при производстве самых различных деталей, предназначенных для использования в различных отраслях:
- При производстве транспорта;
- В судостроении;
- В промышленности и т.д.
Сварка аргоном алюминия дает высокий уровень прочности сваривания (коэффициент удельной прочности), не подвержена коррозии и что особенно важно – не допускает перегрева детали. Как известно, сплавы алюминия имеют крайне высокую теплопроводимость и сварка деталей обычным способом может привести к её деформации и порче.
TIG сварка нержавейки
Не менее сложен процесс сваривания элементов из нержавейки. Сталь, в которую добавлен хром отличается большей стойкостью, и используется даже в оружейном деле, однако, обрабатывать его значительно сложнее. TIG сварка нержавейки позволяет успешно сварить даже очень тонкие материалы и при этом дает соединение высокого качества. Выполняется TIG среди аргона, при помощи тока постоянной полярности.
Изделия производимые из алюминия или нержавейки в современном мире есть практически в каждой отрасли. Производство алюминиевых конструкций давно стало прибыльным и востребованным занятием.
Основные причины, по которым эти материалы получили столь широкое распространение:
- Не подверженность коррозии;
- Легкость материала;
- Высокий уровень практичности.
Алюминий, кроме того, отличает ряд свойств, которые делают этот материал уникальным. Например, долговечность – изделия из него спокойно эксплуатируют более 80-ти лет. Материал имеет особенные конструктивные свойства, благодаря которым становится возможным выполнение самых сложных задач и создание изделий практически любой нужной формы. Но важнее всего то, что эти материалы не содержат примесей тяжелых металлов, и являются полностью безопасными для человека.
svarkagid.com
www.samsvar.ru
TIG сварка нержавейки для чайников. Часть 1
 |
Инженер-сварщик Евгений Евсин |
 Газовая защита
Я решил использовать для сварки газовую линзу – это приспособление, которое устанавливается на горелку. Она отличается от простого сопла тем, что у нее имеется сеточка, которая равномерно распределяет защитный газ, создает свободный ламинарный поток, тем самым создавая более качественную защиту для сварочной ванны, нежели без нее и значительно уменьшает расход газа.
Газовая защита
Я решил использовать для сварки газовую линзу – это приспособление, которое устанавливается на горелку. Она отличается от простого сопла тем, что у нее имеется сеточка, которая равномерно распределяет защитный газ, создает свободный ламинарный поток, тем самым создавая более качественную защиту для сварочной ванны, нежели без нее и значительно уменьшает расход газа.

Также под эти газовые линзы существуют сопла разных диаметров. У меня используется сопло под №5. Чем больше диаметр сопла, тем газовая защита будет лучше. Выбранное сопло отлично подходит для того, чтобы куда-то забираться, например, для сварки внутренних угловых швов. Я использую вольфрамовый электрод серого цвета, это универсальный электрод, который хорошо подходит для сварки всех распространенных металлов. Диаметр электрода для сварки я использую 1 мм для металла 0,8-1,5 мм при токе до 50А, если сварочный ток выше – необходимо использовать больший диаметр (1,6 мм и более). Еще одним из плюсов использования газовой линзы является то, что вольфрамовый электрод можно вытаскивать даже больше 10 мм не опасаясь, что он будет плохо защищен.
Сварка тонкого металла Для сварки тонкой нержавейки используем подкладную медную пластинку, чтобы отводить тепло, защищать металл с обратной стороны шва и для жесткой фиксации пластинок, т.к. в процессе сварки их коробит. Для сварки металла толщиной 1 мм я выставлю ток 35 Ампер и заварку кратера 3 секунды.

Очень важная настройка – Post flow – это газ после сварки. Здесь я настроил 4 секунды, этого количества времени должно хватить для того, чтобы металл в сварочной ванне остыл под воздействием защитного газа.

В случае, когда есть возможность четко зафиксировать детали, и когда кромки металла очень хорошо прилегают друг к другу, мы можем использовать сварку без присадочного материала. В следующей части – продолжение рассказа. Впереди – особенности TIG сварки труб из нержавеющей стали, работа с массивными деталями, пульсовый режим.
В следующей части – продолжение рассказа. Впереди – особенности TIG сварки труб из нержавеющей стали, работа с массивными деталями, пульсовый режим.
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
evrotek.spb.ru
Время сварки@6 - TIG сварка нержавеющей стали для начинающих
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru