Сварка нержавеющей стали (нержавейки). Сварка нержавеющей стали
Сварка нержавеющей стали (нержавейки) методы и особенности доступным языком
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
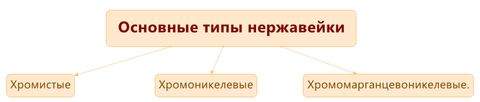
Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.
Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления..
Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.
Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали
Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей. Он обеспечивает свободную усадку.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в
www.tiberis.ru
Способы сварки нержавеющей стали
Нержавеющую сталь в соответствии с классификацией принадлежит к высоколегированным сталям, стойким к коррозии. Главной легирующей составляющей в них служит хром. Помимо него в химическом составе нержавейки присутствуют другие элементы, также способные влиять на ее физические и механические характеристики. Чаще всего это никель, марганец, молибден и титан. Благодаря хорошим показателям прочности и антикоррозионной стойкости данных сплавов сварка нержавейки массово применяется при изготовлении бытовых предметов и промышленного оборудования.
На показатели свариваемости у нержавеющих сталей оказывают влияние многие ее свойства. Так, пониженная теплопроводность из-за концентрированной теплоты увеличивает степень проплавления свариваемого металла. Высокие коэффициенты линейного расширения оказывают влияние на литейную усадку, что значительно усиливает деформацию материала во время и по завершении сварки нержавейки инвертором. При этом могут образовываться трещины, когда между соединяемыми заготовками большой толщины нет должных зазоров.
При повышенном электрическом сопротивлении усиленно нагреваются стальные электроды, а те, что содержат хромоникелевый стержень, во избежание негативного эффекта должны быть не длиннее 35 см. Следует также учитывать склонность нержавеющих сталей с высоким содержанием хрома утрачивать свою антикоррозионную стойкость при неподходящем режиме термообработки. Во избежание этого применяют быстрое охлаждение места сварки нержавейки электродом для достижения меньших потерь коррозионной стойкости. Выбор способа охлаждения зависит от видов сталей.
Сварка нержавейки полуавтоматом
Из различных способов сваривания нержавеющих сталей чаще всего применяют три. Это сварка нержавейки полуавтоматом с помощью такой же электродной проволоки, способ сварки электродами с покрытием, а также выполняемая в защитной аргоновой среде сварка электродом из вольфрама.
Выбор способа и режимов сварки для каждого конкретного случая происходит с учетом марки, механических свойств и коррозионных качеств стали. Причем следует принимать во внимание склонность к растрескиванию, как основного металла, так и используемого для сварки, поскольку в ходе нагрева в них происходят структурные изменения, влияющие на формирование соединения. Эти преобразования не только осуществляются в ходе плавления при сварке нержавейки с черным металлом, но и продолжаются во время охлаждения и застывания металла шва. Выбор режимов термической обработки должен обеспечивать необходимую устойчивость к коррозии, ожидаемую от соединения.
Для подготовки деталей из нержавеющих сталей под сварку, их кромки обрабатывают почти так же, как и изделия, выполненные из низкоуглеродистых сталей. Отличие только одно: стыковые зазоры в соединениях должны способствовать хорошей усадке производимых швов. Области кромок, подлежащих свариванию, качественно зачищаются металлическими щетками с последующим их промыванием ацетоновым либо бензиновым составом. Это поможет исключить жир, способный содействовать порообразованию в швах и влиять на стойкость горения дуги.
Сварка нержавейки с использованием электродов
Технология сварки нержавейки с помощью покрытых электродов ручным способом способствует получению швов должного качества. Когда образование сварного соединения не требует специальных условий, то этот метод наиболее оптимальный для сваривания нержавеющих сталей. С учетом марки стали согласно ГОСТу выбирают тип электродов с наиболее оптимальным химическим составом. Выбранный электрод должен соответствовать основным рабочим показателям свариваемой конструкции в части механических характеристик, стойкости к коррозии, а в отдельных случаях и жаростойкости.
Чаще всего сварка нержавейки газом ведется с помощью постоянных токов на обратной полярности. При наличии возможности пользоваться нужно электродами наименьшего диаметра с минимумом энергии тепла, чтобы снизить степень проплавления шва. Причем сила сварочных токов для работ с нержавеющими сталями должна быть на порядок ниже, чем для сталей обыкновенных. Это связано с тем, что от действия большего тока нержавейка, обладающая низкой теплопроводностью, при высоком электрическом сопротивлении электродов может перегреваться и даже распадаться на отдельные куски. Те же причины объясняют более высокую скорость проплавления электродами из этого сплава, в отличие от традиционных стальных.
С целью сохранения антикоррозионных свойств швов необходимо быстрое их охлаждение. При его проведении пользуются обдуванием с помощью атмосферного воздуха либо особыми медными прокладками. Сварка нержавеющих сталей класса аустенитных, относящихся к хромоникелевым, требует применения для этой цели воды, что позволит избежать обеднения хромом наружных участков соединения.
Аргоновая сварка нержавейки
Сварку нержавейки аргоном посредством вольфрамовых электродов следует использовать для случаев, когда предъявляются высокие требования к надежности сварных соединений. Также этот метод актуален для особенно тонких листов подлежащих сварке нержавеющих сталей. Процесс ведется в аргонной среде на токах прямой полярности, постоянных либо переменных. В виде присадочного материала требуется применение проволок для сварки нержавейки, обладающих большим, чем у основного сплава, уровнем легирования.
Техника сварки не должна допускать совершения электродом движений колебательного характера. Из-за них может быть разрушена защита сварочной зоны, вследствие чего подвергнется окислению расплав металла шва. Еще стоит защитить от воздействия воздуха оборотную сторону шва, хотя нержавейка не настолько нуждается в этом, как, к примеру, титан. Обеспечивают данную защиту методом поддува аргона.
Чаще всего вольфрамовые электроды используют при сварке труб из нержавейки, необходимых для транспортирования жидких составов под давлением либо газов. Их варят тоже в защитных средах инертных газов. Во избежание попадания вольфрамовых частиц в расплав сварочной ванны, применяют поджог дуги без непосредственного контакта. Также можно зажечь дугу на поверхности пластины из угля или графита, а потом уже перенести ее пламя на основную поверхность металла. Для сокращения расходования вольфрамовых электродов по окончании сварочных работ подачу инертного газа прекращают не сразу. Целесообразно сделать это спустя несколько секунд, когда закончится активное окисление разогретого электрода. Таким образом продляется время его эксплуатации.
Применение аргонной сварки нержавейки полуавтоматами способно обеспечить высокую производительность работ при хороших характеристиках швов. А использование при этом электродных проволок с содержанием никеля улучшает свариваемость.
По завершении процесса сварки полученный шов необходимо подвергнуть последующей обработке. Для повышения коррозионной стойкости с его поверхности удаляется пористый слой окислов посредством термической обработки либо травлением. Первый способ позволяет под действием температуры выше 100 ºС нивелировать различия физико-химических свойств присадочных металлов. А метод травления, более результативный в сравнении с термообработкой, предполагает погружение сварного соединения в ванну со специальным составом или нанесение на его поверхность особой пасты. Для обеспечения максимальной устойчивость к коррозии швы подвергают шлифовке и полировке.
promplace.ru
Сварка нержавеющей стали

Абсолютно в каждом доме есть какие-то изделия, которые изготовлены из нержавеющей стали. Вставки в бытовой технике, столовые приборы, различная посуда, ведра, проволока и т.д. Все это сделано из нержавеющей стали. Однако многие люди при поломке какого-то предмета не знают, как его отремонтировать. В этом им может помочь сваривание нержавейки. Очень часто такому ремонту подвергается внешняя часть труб водопровода, она, как правило, создается именно из такой стали. Сварка помогает экономить финансы, согласитесь, лучше отремонтировать что-либо, чем покупать новое.
Свойства нержавеющей стали
По стандартам ГОСТ, в состав этого материала входит сталь и дополнительные примеси, в число которых входят: хром, молибден и ниобий. Такой комплект веществ в составе помогает улучшить стойкость стали к коррозии. После того как атомы кислорода сконтактируют с атомами хрома, на поверхности металла возникает особое защитное покрытие. Именно оно не даёт материалу ржаветь.

Толщина слоя из хрома минимально, однако его атомы находятся в скрученном состоянии, поэтому слой стабильно крепкий. Нержавеющее покрытие на стали имеет свойство регенерации. Если по каким-то причинам покрытие подвергнется механическому воздействию, стойкость к коррозии исчезнет. Но как только на предмет начнёт действовать кислород, который находится в атмосфере, покрытие восстанавливает свои функции. То есть, говоря простым языком, стойкость к коррозии имеется всегда. Данное свойство было открыто в оружейной промышленности.
Во время процесса повышения качества оружия, исследователи создали сплав хрома и стали. В итоге они получили отличный материал, который смог самостоятельно защищаться от негативного воздействия окружающего мира. Примесь из хрома наделила сталь огромной устойчивостью к коррозии. Именно этот сплав сделал нержавеющую сталь популярной не только в военной сфере, а также в быту. На сегодняшний день очень много предметов делается из нержавейки. Однако это не только предметы быта, данный материал активно используется во многих отраслях. По ГОСТу в нержавеющую сталь можно добавлять дополнительные примеси меди, азота, латуни и титана.

Свариваемость нержавеющей стали
Одним главных свойств сваривания, является особый способ создания шва. Сплав двух металлов разного типа или же двух частей одного металла, а точнее его состав после остывания должен быть примерно одинаковым. Химические и физические свойства также должны быть одинаковыми. Соблюдение данных показателей напрямую влияет на состояние шва.

Свойства свариваемости нержавеющей стали:
- Имеется склонность к появлению коррозии между кристаллами. Чаще всего она появляется в металле с повышенным содержанием хрома. Это металл, при воздействии температуры в 550 градусов по Цельсию высвобождает карбидные частицы железа и хрома. Для того чтобы предотвратить появление этого свойства после сварки с использованием аргона шов быстро охлаждают всеми возможными методами. Также не исключается возможность заливки шва охлаждённой жидкостью, но это не всегда возможно физически.
- Высокая линейная усадка. Её появления приводит к незначительному изменению размера в месте сваривания. Если деталь большая, то это разница компенсируется шириной и толщиной шва. Если же заготовки имеют большую ширину, перед процессом сварки необходимо обеспечить создание пропорционального зазора. Если этого не сделать, шов получится не ровным и появятся сколы и разломы.
- Нержавеющая сталь имеет довольно низкую теплопроводность. Она примерно в два раза ниже, чем у обычной углеродистой стали. Это свойство мешает равномерному распределению нагрева, из-за чего основная температура скапливается в месте шва. Для того чтобы избавиться от излишнего нагрева, необходимо уменьшить силу тока в сварочном аппарате примерно на одну пятую часть.



Нержавеющая сталь сваривается с использование аргона точечной, контактной или же лазерной сваркой. Основные требования, которые должны соблюдаться для качественного шва – это пониженный ток, наличие дополнительного зазора и очень быстрое охлаждение. Только после того как все вышеописанные требования будут соблюдены, можно будет приступать к полировке детали. В быту чаще всего используется сварка с помощью инвертора. Но и в домашних условиях особых требований ко шву не требуется, поэтому этот способ не требует наличия особых навыков у сварщика.
Сварка нержавейки

Для того чтобы обеспечить качественный шов при сваривании нержавеющей стали, нужно обеспечить условия, которые должны быть созданы с учётом высокой электропроводности, которая примерно в шесть раз больше чем у обычной стали. Также стоит учитывать довольно низкую точку плавления, она практически на сотню градусов меньше чем у стали.
Сварка нержавейки на промышленном уровне, выполняется с помощью электродов, которые плавятся в инертном газе с аргоновыми примесями. Если необходимо сварить небольшие трубы или же листы малой толщины, в этом случае используется сварка дуговым методом также с использованием аргона. В бытовых условиях аргон не применяется.

Проволока, которая используется для сварки в быту инвертором, значительно экономит количество используемых электродов, а также обеспечивает более высокую прочность соединения. С развитием традиционного дугового метода сварки было установлено, что аргон можно без особых проблем заменить азотом, который лучше защищает шов. Использование азота рекомендуется при сваривании деталей из нержавеющей стали с широким краем. Изначально, такой метод сварки применялся только для сваривания нержавейки определённого типа. Но с развитием технологий было предложено использовать сварку с использованием азота для сваривания нержавейки и серебра (включая все его сплавы), медью и т.д.
Холодная сварка нержавейки

Этот метод, единственный из всех, который не предполагает наличия каких-то определённых знаний и умений, а также использования дополнительных инструментов. По своей натуре холодная сварка это не что иное, как клей. В отличие от обычной, холодная сварка состоит из двух компонентов, которые начинают действовать только после смешивания. Она используется для небольших ремонтных работа и заделывания отверстий. Клей «холодная сварка» продаётся в небольших цилиндрах. Использовать её очень просто.
Перед проведением процедуры, необходимо очистить обе склеиваемые поверхности от следов жира и масел, после чего нужно смешать компоненты и можно приступать к склеиванию. Также перед склеиванием нержавеющей стали нужно очистить края от сколов и заусениц. Чаще всего этот метод используется для заделывания отверстий труб и ёмкостей, причём применять её можно как на пустых, так и на заполненных сосудах. Компоненты клея нужно смешивать строго в равных пропорциях, далее их надо перемешать сминая.

После того как вы получите однородную массу, можно приступит к заделыванию отверстий или же склеиванию деталей. После того, как соединения полностью затвердеет (срок высыхания написано в инструкции, для каждой марки оно разное) можно приступать к обработке детали.
Особенности клея «холодная сварка»:
- Ремонт на короткое время. Холодная сварка может применяться только для временного ремонта и только в том случае, когда он экстренный. Соединения, полученное этим методом очень слабое на разрыв, поэтому при первой же возможности шов холодной сварки нужно будет заменить на классическую.
- Не рекомендуется использовать этот метод для соединения двух металлических деталей среднего и большого размера. Простота в использовании делают холодную сварку популярной для применения в домашних условиях.
Сварка нержавеющей стали с другими металлами
Практически во всех отраслях промышленности используются сплавы разнородных материалов. При сваривании таких материалов необходимо учитывать физические и химические характеристики каждого материала. Также нужно подобрать необходимые электроды и режим сварочного аппарата. Все свойства передаются от материалов к сварочному шву.
Если какая-то часть материала выгорит, то свойства шва будут неодинаковыми. Сварка нержавеющей стали имеет несколько особенностей, соблюдение которых помогут предотвратить дефекты шва.
Если их игнорировать соединение будет не прочным, а если его задачей будет являться ещё и выдержка разрыва, то оно очень быстро придёт в негодность. Разломы от нагрева достаточно легко предотвратить. Они появляются из-за аустенитного состава шва. Склонность металла к ломкости возникает из-за длительного чрезмерного нагревания. Использование проволоки в качестве присадки, позволит вам избежать всевозможных разломов от нагрева и обеспечит сварной шов высокой прочности. Если использовать короткий дуговой метод сваривания, также можно защититься от появления разломов.
svarkagid.com
Сварка нержавеющей стали (нержавейки)
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Ключевой особенностью нержавеющей стали является ее способность противостоять коррозии, причем, не только в атмосферных условиях, но и в агрессивных средах. Она была открыта в 1913 году ученым Гарри Брерли, случайно обнаружившим, что стали с высоким процентным содержанием хрома лучше противостоят кислотной коррозии.
С тех пор прошло чуть менее ста лет, и сегодня существует свыше сотни видов нержавеющей стали с содержанием хрома выше 10%.
Классификация нержавеющих сталей по химическому составу
Все типы нержавеющих сталей классифицируют на несколько групп: хромистые (мартенситные и мартенситно-ферритные), ферритные, хромникелевые, аустенитные (аустенитно-ферритные, аустенитно-мартенситные и аустенитно-карбидные), хромомарганцевоникелевые.
В свою очередь, аустенитные нержавеющие стали могут иметь склонность к межкристаллитной коррозии. Для уменьшения этого явления в них понижается содержание углерода до трех сотых процента, а также вводятся стабилизирующие элементы Ti и Nb. После сварки нержавеющие стали такого типа подвергаются термической обработке.
На сегодняшний день широко используются сплавы FeNi, структура которых получается более стабильной благодаря никелю, стабилизирующему структуру железа. Данный сплав обладает слабым магнитным действием.
Мартенситные и мартенсито-ферритные стали
Нашли широкое применение в изготовлении режущего инструмента и различных элементов оборудования для пищевой и химической промышленности, работающих на износ в слабоагрессивных средах. Мартенситные и мартенситно-ферритные стали типа 30Х13, 40Х13 и пр. характеризуются высокими показателями коррозийной стойкости в слабощелочных и слабокислых растворах и обладают хорошими механическими свойствами.
Ферритные стали
Нержавеющие стали этого типа нашли применение в изготовлении элементов машин и механизмов, работающих в окислительных средах. Это различные бытовые и лабораторные приборы, оборудование для легкой, пищевой индустрии, машиностроения (теплообменное оборудование). Их отличительной характеристикой является высокая коррозийная стойкость в растворах аммиака и аммиачной селитры; азотной, фосфорной и фтористоводородной кислоте и ряде других агрессивных сред. Примером являются нержавеющие ферритные стали серии 400.
Аустенитные стали
Практически все виды аустенитных сталей характеризуются отличными эксплуатационными характеристиками, среди которых такие важные качества, как коррозийная стойкость в целом ряде агрессивных сред, пластичность, прочность, подверженность обработке. Вышеперечисленные преимущества позволяют широко использовать аустенитные стали в машиностроительной отрасли. Примером являются стали серии 300.
Аустенитно-ферритные и аустенитно-мартенситные стали
Аустенитно-ферритные стали активно применяются в машиностроении, судостроении, самолетостроении, химической промышленности. К примеру, стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, характеризующиеся повышенным пределом текучести, меньшим процентным содержанием никеля и отсутствием склонности к росту зерен. Кроме того, у них хорошие показатели свариваемости.
Аустенитно-мартенситные стали отличаются не только отменными антикоррозийными свойствами, но и повышенной прочностью при легкости обработки. Поэтому область их использования в тяжелой промышленности и машиностроении очень широка. Среди коррозийностойких аустенитно-мартенситных сталей можно отметить стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.
Сплавы на железоникелевой и никелевой основе
Аустенитные типы сталей подходят не для всех целей применения в химической промышленности и изготовления химической аппаратуры. Так, при необходимости работы в агрессивных кислотах (серной и соляной) требуется использовать сплавы с более высокими характеристиками коррозийной стойкости, нежели у аустенитных сталей. В подобных случаях оптимальным выбором являются сплавы на железоникелевой, никель-молибденовой, хромоникелевой и хромоникельмолибденовой основе. К ним относятся сплавы типа 04ХН40МТДТЮ, Н70МФ, ХН58В, ХН65МВ, ХН60МБ.
Выбор метода сварки
Существует несколько методов и режимов сварки металлов и сплавов, и выбор их в каждом конкретном случае бывает продиктован маркой стали, ее механическими и коррозийными характеристиками. Кроме того, в обязательном порядке учитывают и то, насколько основной металл и металл сварки склонны к растрескиванию. В процессе нагрева и, собственно, сварки в них происходит ряд структурных изменений, в том числе и в физических свойствах. Изменения продолжаются и во время плавления и застывания металла, охлаждения готового сварного шва.
Если от сварного соединения ожидается высокая коррозийная стойкость, необходимо использовать режимы термической обработки, гарантирующие вышеуказанные качества.
Сварка нержавеющих аустенитных сталей серий 200, 300, 304, 316, 321
Характерными особенностями аустенитных сталей являются пониженная температура плавления, значительный коэффициент линейного расширения, низкая теплопроводность. В этом состоит их отличие от углеродистых сталей, и по этой причине сварке нержавеющих аустенитных сталей этого типа свойственно более быстрое расплавление и значительный перепад температур от основного металла к сварному шву.
Стали с повышенным процентным содержанием углерода, при отсутствии стабилизирующих элементов, таких, как Ti и Nb, обладают склонностью при сварке образовывать межкристаллитную коррозию. В то же самое время у сталей, стабилизированных титаном или ниобием, отсутствует подобная склонность. Однако при большом проценте вхождения углерода в их состав они подвергаются ножевой коррозии в азотной кислоте высокой концентрации.
Все вышеперечисленные нюансы должны быть учтены при выборе вида и режима сварки, а если речь идет о сталях первой группы, то необходимо дополнительно следить за скоростью процесса сварки и охлаждения. Работая с нестабилизированными сталями, необходимо закалять их при температуре 1050`-1150`С и подвергать стремительному охлаждению. Только таким образом можно добиться высокой коррозийной стойкости. Если нет возможности провести подобную термическую обработку, нужно отдать предпочтение стабилизированным нержавеющим сталям или сталям с пониженным процентом вхождения углерода.
Такой нюанс, как высокий коэффициент линейного расширения любых аустенитных сталей, приводит к тому, что медленная сварка становится причиной значительного коробления. В случаях работы со сталями этого класса эффективным будет метод высокоскоростной сварки с последующим быстрым охлаждением. Добиться этого можно, используя специальные охлаждающие накладки и подкладки под сварной шов.
Сварка антикоррозийных ферритных сталей класса AISI 409, 430, 439
Главной трудностью сварки данных сталей является риск образования хрупкого, подверженного растрескиванию шва. Технология сварки в подобных случаях включает предварительный разогрев металла до температуры 200`С, причем, более эффективной является электродуговая, а не газовая сварка, поскольку обеспечивает минимальный разогрев металла непосредственно во время сварочного процесса. По окончании сварки швы необходимо разогреть до температуры 730`-780`С и как можно быстрее охладить.
Хромированные стали с содержанием хрома в пределах 15-17% нередко подкаливаются во время сварочного процесса. Во избежание этого явления лучше использовать стали, легированные ниобием или титаном.
Сварка хромистых мартенситных сталей класса AISI 410, 420
Стали данного класса имеют тенденцию к подзакалке на воздухе, степень которой находится в прямой зависимости от концентрации углерода. Если его содержание низкое, сварной шов оказывается качественным, и наоборот.
К характерным особенностям хромистых сталей относят более низкие, по сравнению с углеродистыми сталями, теплопроводность и коэффициент линейного расширения. Кроме того, хромистые стали демонстрируют способность к подзакалке при охлаждении, что является причиной значительных сварочных напряжений. В свою очередь, возникающие напряжения могут стать причиной трещин и разрывов сварного шва. Устранить подобные явления можно с помощью предварительно нагрева металла перед сваркой до температуры 250`-350`С.
Сварка хромистых сталей подразумевает использование в качестве электродов аустенитных сталей, благодаря которым образуется более технологичный сварной шов.
Обработка сварных швов
Сварной шов будет более устойчивым к коррозии, если после окончания процесса избавить его от образовавшегося на его поверхности пористого оксидного слоя, под которым находится зона с недостаточным процентным содержанием хрома. Если стоит задача, чтобы сварное соединение обладало такими же антикоррозийными характеристиками, как и основной металл, удалить оксидный слой нужно обязательно. Для этих целей используют два основных метода: термообработку и травление.
Термообработка
Данный способ имеет своей целью нивелировать возникающие в присадочных материалах различия в физических и химических свойствах. Проводится при температуре свыше 100`C.
Травление
Травление считается более эффективным, по сравнению с термообработкой, методом и заключается в обработке сварного соединения специальным составом. Осуществить это можно с помощью погружения области шва в ванну с раствором, поверхностного нанесения или обработки данной области специальной пастой. Все зависит от конкретных условий. Если травление выполняется правильно, оксидный слой на поверхности шва ликвидируется, равно как и опасная зона с низким содержанием хрома.
Время травления варьирует в зависимости от сорта проката, толщины оксидного слоя, температуры и ряда других факторов. Для того, чтобы готовое изделие в области сварного соединения обладало максимальной стойкостью к коррозии, сварной шов шлифуют или полируют, в результате чего степень его шероховатости начинает соответствовать установленным стандартам.
См. также:
www.autowelding.ru