Какими электродами варить латунь. Сварка латуни
| Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Латунь — это сплав меди с цинком. Сварка латуни затруднена легкой испаряемостью цинка. Температура плавления цинка 420°С, а кипения — 907°С, что близко к температуре плавления латуни. Испаряясь, цинк быстро окисляется в тугоплавкую пылевидную окись цинка, которая очень ядовита. Предельно допустимая концентрация цинка в воздухе 0,005 мг/л, поэтому сваривать латунь необходимо под вытяжными устройствами, а иногда в респираторе. Вследствие испарения цинка в шве образуется большая пористость. Средством уменьшения испарения цинка является применение пламени с избытком кислорода и использование специальных, легированных кремнием, бором, алюминием присадочных материалов, которые обеспечивают образование шлакового покрова, препятствующего испарению цинка из жидкого металла ванны. Сварка латуни заменителями ацетилена осуществляется легко, сварочная ванна спокойная. Формирование шва хорошее, шлак легко отделяется от поверхности шва. Присадочный материал обычно той же марки, что и свариваемый, но хорошие результаты обеспечивает проволока марки ЛК62-05, содержащая 0,5% кремния. В качестве флюса применяют буру — 100% или бура — 20% и борная кислота — 80%. Сварку выполняют преимущественно левым способом в нижнем положении или слегка наклонном (до 15°) положении шва. Сварочная ванна, как и у меди, жидкотекучая. Латунь успешно сваривают угольной дугой, а присадка и флюсы те же, что и при газовой сварке, режимы сварки такие же, как и для сварки меди. Существуют способы сварки латуни металлическим плавящимся электродом, но из-за токсичности расплава латуни и сложностей с покрытием, электроды с покрытием не выпускаются. Сварку можно выполнять неплавящимся электродом (вольфрамовым) в аргоне, электроконтактной сваркой и сваркой под флюсом. |
Газовая сварка латуни и бронзы
Сварка латуни. Газовая сварка чаще используется для сварки латуни, чем сварка латуни электрической дугой, так как сваривать латунь электросваркой труднее. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, испарение начинается при 900°С. Поэтому если латунь перегреть, то из за испарения цинка, шов получится пористым, а при перегреве может испариться до 25% содержащегося в латуни цинка. Другой причиной пористости шва при сварке латуни является поглощение расплавленной латунью водорода сварочного пламени, и неуспевающий выйти при застывании латуни водород, образует в шве газовые пузырьки. Пары цинка, попадая в газовые пузырьки и расширяясь в них, увеличивают их размеры и образуют поры, значительно ухудшающие прочность шва.
Для уменьшения испарения цинка, сварку латуни ведут пламенем с избытком кислорода до 30 — 40%, то есть на 1 м³ ацетилена подаётся от 1,3 до 1,4 м³ кислорода. В этом случае на поверхности металла сварочной ванны образуется жидкая плёнка окиси цинка, которая уменьшает его испарение. Избыток кислорода так же окисляет основную часть свободного водорода, и из за этого поглощение водорода жидким металлом (латунью) резко уменьшается.
Для удаления из сварочной ванны окислов меди и цинка, применяют флюсы следующих составов: борная кислота 35%, плавленая техническая бура 50% и фосфорнокислый натрий 15%. Можно использовать и более простой флюс, состоящий из 80% борной кислоты(можно найти в аптеке) и 20% технической буры. Эти флюсы так же пригодны для наплавке стальных и чугунных деталей латунью(подробнее о сварке чугуна латунью читаем в этой статье). В качестве флюса при газовой сварке латуни можно применять только одну прокаленную буру, которую разводим водой (лучше дистиллированной)и в виде пасты наносим кистью на кромки. Кромки перед сваркой советую тщательно зачистить металлической щёткой(одетой на шлиф-машинку) до блеска. Подготовку кромок латунных листов смотрим в таблице, приведённой сбоку.
Теплопроводность латуни выше теплопроводности низкоуглеродистой стали примерно на 70%. И казалось бы при сварке латуни следует применять более мощное сварочное пламя, чем при сварке стали такой же толщины. Но более мощным пламенем легче перегреть металл сварочной ванны и увеличить испарение цинка, в результате чего шов будет пористым. Поэтому при сварке латуни мощность пламени выбираем такую же, как и при сварке стали, то есть 100 — 120 дм³/ч ацетилена на 1 мм толщины листа.(подробнее о выборе мощности пламени читаем здесь). Так же следует учесть, что для снижения испарения цинка и уменьшения поглощения водорода расплавленной латунью, конец ядра пламени держим от свариваемого металла на расстоянии в 2 — 3 раза большем, чем при сварке стали. Пламя направляем на сварочную проволоку, которую держим под углом 90° к оси мундштука горелки(как и при аргонно-дуговой сварке). Конец проволоки время от времени погружаем во флюс и подсыпаем его в сварочную ванну, а так же на края шва. Сварку ведём по возможности быстро(чем быстрее, тем меньше перегрев).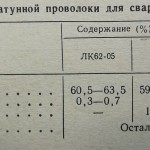
Для газовой сварки латуни разработано несколько марок латунной проволоки, которая содержит раскислители кремний и олово. Составы этих проволок приведены в таблице. В качестве флюсов при сварке этими проволоками применяют прокаленную буру или газообразный флюс БМ-1. Газовая сварка с применением проволок данных марок даёт чистую сварочную ванну, плотный беспористый шов и незначительное выделение паров цинка, что уменьшает вредность процесса сварки латуни. Пламя применяем окислительное с избытком 30 — 40% кислорода в смеси.
Для сварки латуни (особенно марок Л62 И Л68) разработана ещё при Союзе самофлюсующая присадочная проволока марки ЛКБО62-02-004-05, которая содержит 60,5 — 63,5% меди; 0,15 — 0,2% кремния; 0,03 — 0,07% бора; 0,4 — 0,65 олова, а остальное цинк. Входящие в состав проволоки кремний и олово являются раскислителями, а бор выполняет функцию флюса. При газовой сварке латуни этой проволокой потери цинка практически отсутствуют, повышается производительность сварки, так как ни подсыпать флюс, ни погружать в него проволоку не требуется. После сварки латуни, шов для повышения плотности советую проковать, заглаживая усиление заподлицо с основным металлом и если латунь содержит менее 60% меди, то проковку желательно произвести при нагреве шва до 650°С, а если в латуни меди больше 60%, то можно проковать шов и в холодном состоянии.
После проковки желательно применить отжиг при 600 — 650°С, с последующим медленным охлаждением, что сделает металл шва мелкозернистым и уберёт влияние наклёпа. При отжиге нужно следить, чтобы не превысить вышеуказанную температуру, а то при большей температуре возможно частичное испарение цинка. Для латунных сварных изделий можно применить так же отжиг при температуре всего 260 — 280°С, который не поменяет структуры металла, но уберёт остаточные внутренние напряжения в латуни, что предохранит её от последующего растрескивания.
Выделяющиеся при сварке латуни обычной проволокой белые пары окиси цинка вредны для организма человека. Поэтому при сварке латуни обычной проволокой , советую использовать качественный угольный респиратор фирмы ЗМ, и при сварке использовать вытяжную вентиляцию или работать на открытом воздухе. Ведь всё преимущество газовой сварки — это ненадобность электрической сети и поэтому лучше работать рядом с гаражом на свежем воздухе.
Газовая сварка бронзы. Сварку применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов. Желательно, особенно при сварке массивных деталей перед сваркой подогреть детали до 450°С. Подогрев необходим для предупреждения трещин. Следует иметь в виду, что при нагреве повышается хрупкость бронз, поэтому при сварке изделие нужно хорошо закрепить и не допускать толчков и ударов детали.
Сварочное пламя должно быть восстановительным, так как при окислительном пламени увеличивается выгорание олова из бронзы, а так же кремния и алюминия. Образующиеся окислы затрудняют сварку и шов получается пористым с шлаковыми включениями. Чтобы не перегревать металл, пламя держат на таком же расстоянии от сварочной ванны, как и при сварке латуни. В качестве присадочного материала используем прутки или проволоку близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0,4% кремния. Мощность пламени должна быть 100 — 150 дм³/ч ацетилена на 1 мм толщины основного металла.
Для защиты металла от окисления и удаления окислов применяем флюсы тех же составов, что и при сварке меди и латуни. Для алюминиевых бронз применяем флюсы, содержащие хлористые и фтористые соединения натрия, бария, калия и лития, то есть тех же составов, что и для алюминия( о сварке алюминия читаем здесь).
После сварки бронзовые детали подвергаем отжигу при 750°С и последующему охлаждению в воде. Проковке после сварки подвергают только прокатную бронзу, но не литую.
suvorov-castom.ru
Газовая сварка латуни | Сварка и сварщик
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности. Основными затруднениями при сварке латуней являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин. Для устранения указанных затруднений необходимо применять специальные меры.
Для борьбы с испарением цинка при газовой сварке латуни необходимо применять окислительное пламя и использовать специальные флюсы и присадочные металлы, легированные Si и В. Пары цинка ядовиты, поэтому при сварке латуни необходимо пользоваться респиратором. При сварке латуни окислительным пламенем на поверхности свариваемого металла образуется оксидная пленка, которая препятствует дальнейшему испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом. При сварке латуни необходимо также учитывать ее склонность к образованию трещин в интервале температур от 300 до 600°С.
Подготовка свариваемых кромок под газовую сварку зависит от толщины металла: металл толщиной до 1 мм сваривают с отбортовкой кромок, при толщине от 1 до 5 мм - без скоса кромок, при толщине от 6 до 15 мм - с V-образной разделкой кромок на угол 70-90°, при толщине от 15 до 25 мм - с Х-образной разделкой на угол 70-90° с притуплением 2-4 мм. Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью.
На качество сварного шва большое влияние оказывает мощность сварочного пламени, несмотря на то что теплопроводность латуни на 7% больше, чем у низкоуглеродистой стали, мощность сварочного пламени берется из расчета расхода ацетилена 100-120 дм3/ч на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл.
Для снижения испарения цинка конец ядра сварочного пламени должен находиться на расстоянии 7-10 мм от свариваемой поверхности. Сварку проводят левым способом. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку. Газовую сварку латуни выполняют с максимальной скоростью окислительным пламенем. Конец присадочного металла все время должен находиться в зоне сварочного пламени. Так как латунь в расплавленном состоянии жидкотекуча, то сварка ее в вертикальном и потолочном положениях затруднена. При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени - 35-40 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
Выбор присадочного металла оказывает большое влияние на процесс газовой сварки латуни. Согласно ГОСТ 16130-90, в качестве присадки при газовой сварке латуни применяют следующие марки присадочной проволоки: Л63, ЛО60-1, ЛК62-0.5, ЛКБО62-0,2-0,04-0,5 и сварочные прутки следующих марок: ЛК62-05, Л63, ЛОК59-1-0,3.
Для сварки латуней Л-62 и Л-68 применяется самофлюсующая присадочная проволока ЛКБО62-0,2-0,04-0,5, сварка проводится без применения флюса. Хорошие результаты при сварке дает применение кремнистой латунной проволоки ЛК-62-05, содержащей в средней 0,5% кремния. При сварке этой проволокой практически отсутствует угар цинка и повышаются прочность, плотность и ударная вязкость сварного соединения. Латуни сваривают также с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки d выбирают в зависимости от толщины свариваемого металла: d=S+1, где S-толщина свариваемого металла, мм, но не более 8 мм.
Для газовой сварки латуни в основном применяют флюсы того же состава, что и при сварке меди. Из порошковых флюсов широкое применение нашли флюсы № 1, 2, 3. Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляют промывкой водой. Хорошее качество сварного шва получается при применении газообразного флюса БМ-2 на основе метилборатов.
Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% Zn, проковывают при температуре выше 650°С, а латуни, содержащие менее 40% Zn,- в холодном состоянии. После проковки применяют отжиг при температуре 600-650°С с последующим медленным охлаждением для получения мелкозернистой структуры.
weldering.com
Сварка латуни и бронзы
Сваривание латуни затруднено тем, что при ее подогреве и расплавлении происходит испарение цинка, который является основной составной частью латуни. Из-за потерь цинка в своем составе, латунь будет терять свои свойства и ее качество значительно снизится. Также при испарении цинка выделяются вредные для здоровья человека пары и газы вместе с его окислами.
Если требуется сварить латунь небольшой толщины, то используют графитизированные электроды. Для того чтобы уменьшить выгорание цинка, поддерживается короткая дуга, а острый конец сварочного электрода погружается в сварочную ванну в расплавленный металл. Благодаря этому дуга горит в газовом пузыре из паров цинка и выгорание данного металла снижается.
Сваривание производится постоянным током обратной полярности без применения присадочного материала. Если толщина свариваемого металла составляет от 3 до 16 миллиметров, то следует делать одностороннюю разделку под углом 70 градусов, а если толщина металла больше 16 миллиметров, то нужно производить криволинейную разделку, а притупление составляет 1,5 – 2 миллиметра.
Латунь при толщине более 10 миллиметров следует подогревать перед свариванием до температуры 300 – 350 градусов по Цельсию. Сваривание производится на прокладках, которые предохраняют металл от прожогов, а также с присадочным материалом, которым служит проволока ЛК80-3. Диаметр проволоки для сваривания должен составлять 6 – 8 миллиметров, а сама проволока должна быть покрыта флюсом.
Сваривание латуни и бронзы производят и покрытыми электродами. Стержень таких электродов состоит из бронзы, а их марка – БрКМц-3-1. Сваривание производится с использованием короткой дуги без колебаний конца сварочного электрода с применением постоянного тока обратной полярности. Под сварочный стык укладывается прокаленная асбестовая прокладка. Если толщина латуни составляет до 4 миллиметров, то сваривание производится без разделки кромок, если же толщина металла от 4 до 10 миллиметров, то производится односторонняя разделка кромок, если толщина латуни составляет более 10 миллиметров, то следует делать двухстороннюю разделку кромок. Предварительный подогрев металла перед свариванием применяется при толщине более 10 миллиметров.
С помощью покрытых электродов свариваются дефекты литья и соединения из простых цинковых латуней. Для сваривания латуни с более сложным составом используется электрод со стержнем из того же металла, что и основной свариваемый металл.
Латунь и бронзу можно сваривать с использованием такого способа сваривания, как среда аргона. В данной среде сваривание производится с использованием вольфрамовых электродов. Присадочным материалом в данном случае являются бронзовые прутки БрКМц-3-1. При сваривании сложных сплавов латуни, используется присадочная проволока из того же металла, что и сам свариваемый металл. Подготовка соединений к свариванию и процесс разделки кромок аналогичны к свариванию покрытыми электродами.
3g-svarka.ru
Сварка латуни
СВАРКА И РЕЗКА МЕТАЛЛОВ
Особенности сварки латуни были изложены в главе XV. В настоящее время, несмотря на относительно низкую производительность, газовая сварка латунных изделий все еще применяется в промышленности.
Для борьбы с испарением цинка при газовой сварке латуни применяют сварочное пламя с большим избытком кислорода, достигающим 30—40% против его нормального количества в восстановительном пламени. При сварке латуни в горелку подается от 1,3 до 1,4 м3 кислорода на 1 м3 ацетилена. Избыток кислорода окисляет часть цинка, окись которого образует пленку на поверхности сварочной ванны, защищающую нижележащие слои расплавленного металла от дальнейшего испарения цинка при сварке. Кроме того, избыток кислорода окисляет свободный водород в зоне сварки, препятствуя поглощению его расплавленным металлом, что также приводит к снижению испарения цинка и уменьшает пористость шва. Мощность сварочного пламени должна составлять 100 л/час ацетилена на 1 мм толщины основного металла. Скос кромок зависит от толщины свариваемого металла (см. табл. 66). Перед сваркой кромки зачищают до металлического блеска, а при наличии на них слоя окалины травят в 10%-ном растворе азотной кислоты с последующей промывкой водой и протирают насухо.
В качестве присадочного прутка применяется латунная проволока J1K-62-05,'состоящая из 60,5 4-63,5% меди, 0,34-0,7% кремния, остальное — цинк. Состав этой проволоки разработан ВНИИАвто- геном с целью улучшения процесса сварки латуни, что достигается введением в проволоку кремния в качестве раскислителя, уменьшающего окисление и испарение цинка. При сварке этой проволокой получается плотный беспористый шов с минимальным выделением паров цинка.
Для повышения производительности сварки, если используется проволока J1K-62-05, мощность горелки можно увеличить до 150 л/час ацетилена на 1 мм толщины металла (без заметного увеличения потерь цинка на испарение). В качестве флюса применяется бура или один из составов, используемых при сварке чугуна латунью (см. § 6).
При сварке латуни наилучшие результаты дает разработанный ВНИИАвтогеном газообразный флюс, состоящий из паров летучей бороорганической жидкости БМ-1. Эта жидкость представляет собой смесь метанола (СН3ОН) с 55—70% метилбората В (СН30)3. Перед поступлением в горелку ацетилен пропускается через эту жидкость, заполняющую специальный сосуд — флюсопитатель, где он насыщается парами жидкости и далее идет в горелку. Пары флюса попадают в сварочное пламя, где метилборат сгорает по реакции:
2В(СН30)3 + 902 = В203 + 6СОг + 9Н20.
'Борный ангидрид В203 образует в пламени летучую борную кислоту Н3В03, которая осаждается на изделии и вновь разлагается, образуя борный ангидрид, являющийся флюсующим веществом. Содержащийся во флюсующей жидкости метанол полностью сгорает в пламени без образования каких-либо вредных для процесса сварки соединений. Расход флюса БМ-1 для получения наплавленного металла хорошего качества составляет около 70 г на 1 м3 ацетилена.
Газофлюсовая сварка латуни с применением флюса БМ-1 позволяет значительно повысить производительность, делает процесс почти безвредным для сварщика, обеспечивает получение плотного беспористого металла шва без проковки, с пределом прочности до 38 кгс/мм2, углом загиба 180°, ударной вязкостью 15 кгс м/см2.
Испарение цинка почти не происходит н состав металла шва остается прежним, соответствующим промежуточному составу между основным и присадочным металлом, в зависимости от доли участия каждого из них в образовании металла шва. Поверхность шва получается чистой от окислов и шлаков, незначительный налет которых легко удаляется протиркой шва тканью. Значительно упрощается и улучшается процесс выполнения многослойных швов.
В химическом машиностроении находит применение железомарганцовистая латунь ЛЖМц-59-1-1, состоящая из 59% меди, 1% марганца, 1 % железа, остальное — цинк. Эта латунь хорошо куется и используется для изготовления толстых профилей, идущих на фланцы сосудов. При сварке заготовок для фланцев кромки профиля после его изгиба на вальцах скашивают под углом 35° без притупления. Скос производят с одной стороны.
Для предупреждения вытекания жидкого металла собранный под сварку стык ограждают графитовыми пластинками. Затем кромки нагревают двумя горелками до оплавления, причем расход ацетилена составляет 1050—1750 л/час. Кромки посыпают бурой и заливают расплавленным металлом (латунью марки ЛК-62-05), который плавится в тигле под слоем древесного угля толщиной в 10 мм для защиты от окисления. Во время заливки кромки шва подогревают горелками. После окончания заливки стыка и его охлаждения ограждающие плитки убираются и заготовка идет в дальнейшую обработку. Такой способ сварки предложен сварщиком А. И. Романовым и назван ванным.
Сварка стыЪа двух полос сечением 125 X 125 мм занимает 25— 30 мин. Наплавленный металл получается с высокими механическими свойствами: пределом прочности 42 кгс/мм2, удлинением 36%, ударной вязкостью 6,8кгс-м/см2. Если при сварке латуни применяется проволока J1-62 и обычные флюсы, то для повышения плотности шов подвергают проковке, заглаживая его заподлицо с основным металлом. При содержании в латуни меди менее 60% проковку ведут в горячем состоянии при температуре 650°, а при содержании меди более 60%—в холрдном состоянии. После проковки производят отжиг при 600—650° с последующим медленным охлаждением.
Проковка делает металл шва мелкозернистым, а отжиг устраняет возможность появления наклепа. Для снятия внутренних остаточных напряжений в латунном изделии, приводящих в дальнейшем иногда к его растрескиванию, применяют отжиг при 300°. Сварку латуни следует вести в защитной маске (респираторе), поскольку выделяющиеся пары цинка вредны для здоровья.
Газофлюсовая наплавка латуни на чугун и сталь. При изготовлении запорной арматуры для пара и газов на стальные и чугунные поверхности клапанов запорных вентилей наплавляются латунные уплотнительные кольца газофлюсовой сваркой, разработанной ВНИИАвтогеном и описанной выше. Этот способ сварки обеспечивает плотную беспористую наплавку, прочно связанную с основным металлом. При наплавке не происходит изменения структуры и свойств металла наплавляемой детали.
В качестве присадочного прутка применяют латунь J1-62. Проволока из латуни J1K-65-05 дает более хрупкий слой в месте сплавления латуни с чугуном или сталью, чем проволока J1-62. Металл в месте наплавки нагревается флюсующим пламенем до 650°. При этом на поверхности металла образуется тонкая стекловидная пленка шлака.
Пламя горелки с парами флюса БМ-1 окрашено в ярко-зеленый цвет, а его ядро сливается с факелом. Пруток латуни плавится в пламени и жидкая латунь наносится на поверхность стали или чугуна в виде валика. При наплавке валика впереди его должна двигаться тонкая пленка жидкой латуни, что указывает на хорошее смачивание ею наплавляемой поверхности, обеспечивающее прочное сцепление валика наплавки с основным металлом.
Пламя горелки должно быть направлено к поверхности под углом 45°, охватывая с обеих сторон концы прутка и валика. Применяется левый способ перемещения горелки вдоль шва без поперечных колебаний.
При наплавке не должно происходить испарения цинка и образования пузырей в ванне. Появление их указывает на неправильное ведение процесса и недостаточную защиту флюсом жидкого металла и наплавляемой поверхности. Прочность сцепления наплавленного металла с основным при наплавке на чугун 15 кгс/мм2 (отрыв по чугуну), при наплавке на сталь 30 кгс/мм2 (отрыв по стали).
Сварка – технологический процесс, используемый на многих производствах, для соединения деталей путем их нагрева и установления межатомных связей. Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Такая технология гравировки, резки и раскроя материала использует лазер высокого уровня мощности. Лазерный луч, который сфокусирован, двигается в графической программе по траектории отрисованного эскиза. Используются разные материалы: двухслойный пластик, органическое …
Как правильно выбрать сварочный кабель? На обеспечение бесперебойной работы сварочного оборудования, а также длительность его эксплуатационного срока зависит то, как правильно выбрать сварочный кабель. Необходимо, чтобы это было приспособление высокого …
msd.com.ua
Электроды для сварки латуни

Сварка цветных металлов имеет свои особенности, и в частности сплавы следует рассматривать порой обособленно. Так и латунь, сплав меди и цинка в условиях воздействия высоких температур в расплавленном состоянии имеет некоторые особенности как самого сплава, который из-за высокого содержания меди подвержен высокой жидкотекучести, так и соединений цинка, которые приводят к нарушению монолитной структуры сварного шва, и как следствие, его разупрочнению. Расплав латуни также весьма активно поглощает газы, в частности кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Электроды для сварки латуни, как правило, используются двух видов – это графитированые электроды и толстопокрытые электроды, преимущественно с покрытием ЗТ.
Выполнение сварочных работ графитовым стержнем по изделиям из латуни небольшой толщины проводится без применения присадочной проволоки на постоянном токе прямой полярности. Для изделий больших толщин сварка выполняется под флюсом. На присадочную проволоку 6-8 мм из сплава латуни (самый распространенный ЛК-80-3), наносится флюс. Как правило его состав включает 35% криолита, 50% фтористого калия, 12.5% хлоритого натрия, 2.5% древесного угля. Следует отметить, что применение угольных электродов находит более широкое применение при наплавке.
При сварке латуни металлическим толстопокрытым электродом, его стержень как правило изготовлен из латунного сплава ЛК-80-3 или сплава бронзы КМц-3-1. Типовым покрытием считается состав из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% плавикового шпата, и 8% ферросилиция. При сварке применяется постоянный ток. Объемные детали следует предварительно прокаливать до температуры 200-300°С. Также на толщинах более 5 мм, рекомендуется применять V-образную разделку кромок. При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.

Обязательным условием при сварке латуни является правильное предварительное прокаливание электродов. Причем, рекомендуется изначально электроды просушить около 2- часов при температуре 30°С, а затем уже прокаливать при температуре 150-250 °С в течении получаса.
В целом не зависимо от того, какие электроды использовать для сварки латуни, этот процесс является достаточно сложным и требует определенного опыта и высокой квалификации. Поэтому во многих случаях используется газовая сварка. При этом нужно избегать наличия водорода в струе горелки, и использовать пламя с избытком кислорода. Возможно также применение аргонодуговой сварки вольфрамовым электродом, при этом стоит использовать присадку в виде бронзового прутка для простых латунных сплавов, а для более сложных сплавов следует использовать присадочную проволоку из сплава, идентичному свариваемым деталям.
elektrod-3g.ru
Сварка бронзы, латуни и медноникелевых сплавов
СВАРКА И РЕЗКА МЕТАЛЛОВ
Сварка бронзы. Производится при ремонте, исправлении брака литья или обработки, наплавке. Бронзовые изделия можно сваривать с предварительным подогревом до 350—450° и без него. Прочность бронзы при высоких температурах понижается. Поэтому деталь перед сваркой следует тщательно закреплять во избежание / повреждения от случайных толчков и ударов. При нагревании оло - вянистой бронзы свыше 550° из нее выделяется олово в виде шариков, скользящих по поверхности металла, быстро окисляющихся и образующих белый осадок окиси олова. На месте выделившегося олова остаются пустоты, придающие наплавленному металлу пористость и уменьшающие его прочность.
Дуговая сварка бронзы производится металлическим или угольным электродом в нижнем положении. Сварку металлическим электродом производят на постоянном токе при обратной полярности. При сварке угольным электродом применяют прямую полярность. Ток берут из расчета 30—40 а на 1 мм диаметра металлического электрода. Можно применять и переменный ток, но для большей устойчивости горения дуги выбирать его из расчета 75— 80 а на 1 мм диаметра электрода. Сварку ведут возможно быстрее, без перерывов и поперечных движений электрода.
После сварки литые бронзовые детали отжигают при 450— 500°. Прокатанную бронзу после сварки проковывают в холодном состоянии для получения плотного и урочного металла шва.
Фосфористую бронзу сваривают металлическими электродами состава: 9—11% олова, 0,5—1% фосфора, остальное — медь. Для сварки оловянистой бронзы берутся прутки, содержащие: 8% цинка, 3% олова, 6% свинца, 0,2% фосфора, 0,3% никеля, 0,3% железа, остальное — медь. Прутки для сварки алюминиевой бронзы имеют состав: 8,5—9,5% алюминия, 1,5—2,5% марганца, 1% железа, остальное — медь.
При сварке фосфористой бронзы в качестве покрытия применяют смесь из 75—80% борного шлака и 25—20% жидкого стекла. Борный шлак получают расплавлением в тигле смеси из 4—5% порошка магния и 95—96% плавленой буры с последующим размельчением ее и просеиванием через сито с 900—1000 отв/см2. Для сварки алюминиевой бронзы используют покрытие состава: 42% хлористого калия, 20% хлористого натрия, 38% криолита, 20—30% жидкого стекла от веса сухой части покрытия.
Если сварку производят угольным электродом, то в качестве присадочного прутка используют проволоку того же состава, что и при сварке металлическим электродом. Флюсом служит смесь из сухих веществ покрытия приведенного выше состава, которую подсыпают в сварочную ванну.
Наплавка бронзой стальных и бронзовых изделий. Поверхности деталей, работающих на трение, наплавляют литыми или прокатанными электродами из бронзы ОСЦ-5-3-20 или АЖ-9-4 состава:
Марка ОСЦ-5-3-20
°/
/о
TOC o "1-5" h z Олово..................... 4—5
Цинк....................... 2—3
Свинец.................... 20—21
Медь.................... остальное
Марка АЖ-9-4
Алюминий................. 5—9
Железо........................ 4—5
Медь................... остальное
Электроды отливаются в формы при температуре 1200*. Шихту расплавляют в графитовом тигле, на коксовом горне или в электропечи. После отливки поверхность электродов зачищают до металлического блеска. Диаметр электрода 7—8 мм. Наплавка
производится голыми электродами, постоянным током при обратной полярности из расчета 30—35 а на 1 мм диаметра электрода.
Наплавляемая поверхность предварительно очищается с помощью зубила, пескоструя или обработкой на станке, тщательно обезжиривается и посыпается прокаленной при 500—550“ бурой слоем 0,5 мм. Наплавку ведут непрерывно, отдельными валиками, при длине дуги 3—4 мм. После наплавки каждый валик тщательно очищают стальной щеткой и проковывают легкими ударами молотка. Наплавку производят в несколько слоев; толщина каждого слоя 2—3 мм. После наплавки деталь медленно охлаждают в сухом песке.
При наплавке электродами из алюминиевой бронзы АЖ-9-4 на электрод наносится покрытие того же состава, что и при сварке алюминиевой бронзы. Толщина слоя покрытия 2—2,5 мм. После сушки на воздухе в течение 8 час электроды с покрытием прокаливают в течение 1,5—2 час при 140°. Наплавку производят на постоянном токе при прямой полярности, равным 40 а на 1 мм диаметра стержня электрода. В процессе наплавки поверхность Детали посыпают слоем 0,5 мм сухой порошкообразной смеси, применяемой для приготовления покрытия.
Для наплавки можно применять угольные электроды, используя в качестве присадочного материала прутки из бронзы АЖ-9-4, покрытые указанным выше составом. Сварка ведется на постоянном токе при обратной полярности.
Для угольного или графитового электрода диаметром 10—12 мм ток должен быть 300—350 а. Наплавляемая поверхность засыпается сухим порошком состава: 5096 криолита, 25% хлористого калия, 25% хлористого натрия. Длина дуги при наплавке угольным электродом должна равняться 7—8 мм.
Сварка латуни. Латунь представляет собой сплав меди с цинком, имеющий температуру плавления 1060—1100°. При дуговой сварке происходит интенсивное испарение цинка из латуни, что является основной причиной пористости металла шва. В процессе сварки латуни происходит также поглощение расплавленным металлом водорода, который не успевает выделиться при застывании жидкого металла и образует газовые пузырьки и поры. Это создает дополнительную поверхность, увеличивающую испарение цинка и пористость металла шва. Водород попадает в жидкий металл из покрытия или флюса.
При сварке латуни металлическим электродом применяют постоянный ток при прямой полярности. Сварка ведется в нижнем положении очень короткой дугой. Ток для электрода диаметром 5 мм должен колебаться в пределах 250—275 а, скорость сварки — не менее 0,3—0,4 м/мин. После сварки шов проковывают, а затем отжигают при 600—650°. При содержании меди менее 60% проковка производится в горячем состоянии при температуре выше 700°. Если в латуни содержится более 60% меди, проковку производят в холодном состоянии. Латунь следут сваривать в один слой. Многослойная сварка не рекомендуется, так как приводит к появлению трещин.
В качестве электрода используется проволока из латуни следующего состава: 38,5—42,5% цинка, 4—5% марганца, 0,5% алюминия, 0,5—1,5% железа, 1% прочих примесей, остальное — медь. Проволока имеет покрытие, состоящее из 30% марганцевой руды, 30% титанового концентрата, 15% ферромарганца, 20% мела, 5% сернокислого калия, 35% жидкого стекла к сумме сухих частей обмазки. Покрытие наносится слоем 0,2—0,3 мм. На покрытие, после его затвердевания наносится слой флюса толщиной 0,9—1,1 мм. В качестве флюса берут борный шлак, замешанный на жидком стекле в тех же пропорциях, что и при сварке бронзы.
При сварке латуни угольным электродом используют такие же флюсы и сварочные режимы, как и при сварке меди. Составы присадочной проволоки приведены в табл. 49.
Таблица 49
| Присадочная проволока, применяемая при сварке латуни угольным электродом
|
Хорошие результаты при сварке латуни угольной дугой дает проволока из латуни ЛЦМ-40-4,5, содержащая 40% цинка и 4,5% марганца. В этом случае в качестве флюса применяют молотый борный шлак или буру.
Автоматическая сварка латуни плавящимся электродом под флюсом. Этот способ исследован В. Т. Золотых. Сварка осуществляется с помощью сварочных головок или сварочных тракторов, используемых при сварке стали. Возможна шланговая полуавтоматическая и автоматическая сварка. В качестве плавящегося электрода используется медная проволока Ml, М2 или М3. Сварка ведется на постоянном токе при обратной полярности. Применяется флюс AH-348UI или ОСЦ-45; на 100 весовых частей флюса добавляется 10 весовых частей борной кислоты и 20 весовых частей кальцинированной соды, смесь переплавляется и гранулируется. Кромки свариваемых листов обрезают под прямым углом к поверхности листа и перед сваркой зачищают на ширину 50 мм в обе стороны от шва.
Стыкуемые листы собирают в приспособлении, обеспечивающем плотное и равномерное их сжатие по всей длине шва.. Зазор между кромками не должен превышать 1 мм. Смещение кромок при сборке (депланация) не должно превышать 1 мм для листов толщиной до 10 мм и 1,5 ли* для листов от 10 до 15 мм. Перед сваркой листы прихватывают с помощью того же автомата, на котором производится сварка. Количество прихваток должно быть наименьшим. В процессе сварки прихватки перекрываются основным швом. Начало и конец шва выводятся на планки, временно привариваемые к обоим концам листов. Сварка может быть односторонней и двухсторонней.
Для формирования обратной стороны шва одностороннюю сварку ведут на остающейся подкладке из латуни JI-62 толщиной до 0,8 мм и шириной до 7 мм.
Двухсторонней сварке подвергают листы толщиной свыше8 ли*. Первый слой сваривают на флюсовой подушке. Второй слой сваривают после тщательной очистки первого слоя от окислов и остатков флюса.
Флюс посыпают слоем в 20—30 мм. Вылет электрода из мундштука должен составлять 15—45 мм. Режимы сварки приведены в табл. 50.
Таблица 50
| Режимы автоматической сварки латуни плавящимся электродом под флюсом
|
Предел прочности металла шва при сварке латуни JI-62 этим способом составляет 27—30 кгс/мм2, угол загиба не менее 120°. Ч Шов после сварки очищают от остатков флюса и проковывают.
Сварка медноникелевых сплавов. Медноникелевые сплавы, например МНЖ5-1, используются для изготовления труб, устойчивых против действия морской воды, вызывающей коррозию чистой меди и сплавов меди с цинком (латуни). Эти трубы широко применяются в судостроении. Состав сплава МНЖ5-1 следующий: 4,4—
5% никеля, 1—1,5% железа, остальное—медь. Содержание в сплаве таких примесей, как мышьяк, сера, свинец и фосфор, не должно превышать 0,01% каждого, сурьмы — ие более 0,005%, висмута — не более 0,002%, углерода — не более 0,03% и кислорода — не
более 0,1%. В отожженном состоянии предел прочности этого сплава равен 22—27 кгс/мм2, в нагартованном — 47 кгс/мм2.
Сварка производится на постоянном токе при обратной полярности. При медленном охлаждении наплавленного металла возможно выделение железа из сплава, что ухудшает его антикоррозийные свойства. Поэтому сварка должна производиться с максимальной скоростью за один проход и без задержки электрода на. одном месте.
В качестве электрода применяется медноникелевая проволока из сплава МН5 с покрытием состава: 17,5% марганцевой руды, 32,1% плавикового шпата, 16,1% серебристого графита, 32,1% ферросилиция пассивированного, 2,2% алюминия в порошке. Толщина покрытия 0,4 мм. Режимы сварки медноникелевых сплавов приведены в табл. 51. .
Таблица 51
| Режимы сварки медноникелевых сплавов
|
Особенно вредной примесью в никеле является сера, образующая сернистый никель (NiS), располагающийся по границам зерен и способствующий образованию трещин. Применение проволоки марки НМц-2,5, содержащей 2,5% марганца, уменьшает вредное влияние серы, так как марганец связывает серу, образуя с ней соединение MnS, более тугоплавкое, чем NiS. Однако марганец ухудшает устойчивость никеля против коррозии. При сварке проволокой НМц-2,5 применяется покрытие УОНИ-13/45. Проволокой НМц-2,5 или проволокой из чистого никеля Н1 можно сваривать никель автоматически с применением бескислородных флюсов БКФ и БКФТ.
Сварка – технологический процесс, используемый на многих производствах, для соединения деталей путем их нагрева и установления межатомных связей. Существует более ста видов сварки, которые классифицируются по различным признакам. Классификация по …
Такая технология гравировки, резки и раскроя материала использует лазер высокого уровня мощности. Лазерный луч, который сфокусирован, двигается в графической программе по траектории отрисованного эскиза. Используются разные материалы: двухслойный пластик, органическое …
Как правильно выбрать сварочный кабель? На обеспечение бесперебойной работы сварочного оборудования, а также длительность его эксплуатационного срока зависит то, как правильно выбрать сварочный кабель. Необходимо, чтобы это было приспособление высокого …
msd.com.ua