Состав порошковой проволоки для сварки меди. Проволока для сварки порошковая
Состав порошковой проволоки для сварки меди
Союз Советских
Социалистических
Республик
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ . (61) Дополнительное к авт. свид-ву— (22) Заявлено 16. 11.78 (21) 2684513/25-27 (51)М с присоединением заявки Йо— (23) Приоритет
В 23 К 35/368
Государствеииый комитет
СССР ио делам изобретеиий и открытий
Опубликовано 301080, Бюллетень М 40
Дата опубликования описания 30.1080 (5З> УДК 621. 79.75..04(088.8) (72) Авторы изобретения
A.È.Öâåòêoâ, В.М.Карпенко и В.Н.Лукашев (71) Заявитель
Храматорский индустриальный институт (54 ) СПОСОБ ПОРОШКОВОЙ ПРОВОЛОКИ
ДЛЧ СВАР КИ МЕДИ
Изобретение относится к составам порошковой проволоки, преимущественно для сварки меди со сталью открытой дугой.
Известна порошковая проволока для 5 сварки меди 11), состоящая иэ стальной оболочки и порошкообраэной шихты, содержащей ферромарганец, ферросилиций, плавиковый шпат, кремнефтористый натрий, ферротитан, алюминий, 10 цирконий и медь при следующем соотношении компонентов шихты, вес.Ъ:
Ферромарганец 0,4-0,7
Ферросилиций 2-2,55
Плавиковый шпат 6-9 15
Кремнефтористый натрий 2,5-3,9
Ферротитан 1,9-2,4
Алюминий 23-31
Цирконий 0,6-0,95 20
Медь 15-18
Стальная оболочка Остальное.
Нел..статком известной порошковой
:-роволоки является невозможность сварки меди со сталью. Сварные швы, 25 выполненные этой проволокой, склонны к образованию трещин вследствие высокого содержания в шве железа.
Внешний вид швов не всегда удовлетворяет требованиям, предъявляемым к 30
2 конструкциям. Требуется их дополнительная зачистка, сварные соединения имеют высокую прочность и склонны к хрупкому разрушению.
Известна также порошковая проволока (2), состоящая из медной оболочки и порошкообразной шихты,содержащей плавиковый шпат, кремнефтористый натрий, ферромарганец, ферросилиций, цирконий и графит серебристый при следующем соотношении компонентов, вес.Ъ:
Плавиковый шпат 14-19 .Кремнефтористый натрий 15-21
Ферромарганец 2-4
Ферросилиций 4-8
Цирконий 0,8-1,4
Графит серебристый 13-17
Оболочка Остальное .
Эта проволока не позволяет получить качественные сварные соединения в широком диапазоне режимов сварки.
Значительное разбрызгивание при нарушении стабильности режима процесса сварки ухудшает товарный вид сварных соединений, требует дополнительной технологической операции по зачистке. При нарушении требований к подготовке кромок под сварку в металл
774874 шва переходит кислород, который изза отсутствия в достаточном количестве активных раскислителей приводит к образованию трещин. Высокое содержа- ние в шихте фторидных соединений вызывает при сварке обильное выделение токсичных газов, что ухудшает санитарно-гигиенические условия работы сварщиков.
Целью изобретения является улучшение санитарно-гигиенических характе- )g ристик и сварочно-технологических свойств проволоки в широких диапазонах режимов сварки.
Поставленная цель достигается тем, что в состав шихты порошковой проволоки, состоящей из плавикового шпата, кремнефтористого натрия, ферромарганца, ферросилиция, циркония и графита серебристого, дополнительно введены железный порошок и алюминий, а содержание кремнефтористого натрия уменьшено до 8,0-12,0% при следующем соотношении остальных компонентов, вес.Ъ:
Плавйковый шпат 14,0-19,0
Ферромарганец 0,8-1,2
Ферросилиций 3,0-5,0
Цирконий 0,9-1,1
Графит серебристый 13,0-17,0
Алюмин ий 3,0-6,0
Железный порошок 38,0-46,0
Медная оболочка Остальное.
Введение в состав шихты железного порошка обеспечивает равномерность расплавления оболочки и сердечника за счет увеличения токопроводящей способности шихты. Повышается производительность процесса сварки за счет увеличения коэффициента наплавки.
Алюминий, как активный раскислитель, предотвращает образование в процессе кристаллизации металла шва легкоплавкой звтектики типа Си-Cu О по границам зерен и тем самым способствует повышению стойкости металла шва против образования трещин.
Кроме тоro, железо и алюминий выполн яют роль модификаторов . Tyro ïëà вкие частицы лелеэа и алюминия являются дополнительными центрами кристаллизации, которые способствуют иэмельчению первичного зерна и тем самым улучшают механические свойства металла шва. Увеличение металлической составляющей шихты улучшает стабильность процесса сварки в более широких диапазонах режимов, обеспечивает хорошее формирование шва.
Уменьшение в шихте кремнефтористых соединений без снижения защитных свойств на стойкость к порообразованию позволит уменьшить выделение ток- бО сичных газов и тем самым улучшить санитарно-гигиенические условия работы сварщиков.
Ниже приведены три состава предлагаемой проволоки.
Натрий к ремнефтористый 8,0 10,0 12,0
Плавиковый шпат 14,0 16,0 19,0
Ферромарганец 0,8 1,0 1,2
Ферросилиций 3,0 4,0 5,0
Цирконий
0,9 1,0 1,1
Графит серебристый 13,0 15,0 17,0
3,0
6,0
4,5
Алюминий
Железный порошок
38,0 42,0 46,0
Медная оболочка
Осталь-Осталь-Остальное ное ное.
Для изготовления проволоки применяли медную ленту марки M 1 размером
0,8х15 мм. Изготовленными проволоками производили сварку пластин иэ стали
Ст.3 и меди М 1 толщиной 6-10 мм.Во всех случаях наблюдали стабильное горение дуги, умеренное разбрызгивание электродного металла, хорошее формирование наплавленного валика.
О свойствах металла шва судили по результатам механических испытаний: предел прочности 25-30 кг/мм; ударная вязкость при температуре
2 0 С 7-9 кгм/см, относительное удлинение 22-26%.
Сварку выполняли на постоянном токе обратной полярности на автомате
ABC от выпрямителя ВС-600 на режиме: ток дуги 250-350 А; напряжение дуги
22-30 В; скорость сварки 17 м/ч, вылет электрода 30 мм. Кроме того, были проведены сравнительные испытания.
Для сварки использовали пластины иэ меди М 1 и стали Ст.З размером
8»150х250 мм. В диапазоне укаэанных режимов производили сварку известной порошковой проволокой и предложенной проволоки.
В результате испытаний технологических свойств установлено, что предлагаемая проволока обеспечивает более высокий коэффициент наплавки, низкий коэффициент потерь при разбрызгивании.
Предлагаемая проволока обеспечивает стабильное горение дуги и хорошее формирование на режимах:Эсь = 260320 А, Од 22-28 В.
Основные результаты испытаний приведены в таблице.
Таким образом, использование предлагаемой порошковой проволоки улучшает качество металла шва,; F>: ÿ ò
774874
Сварочно-технологические свойства проволоки
Коэффициент на- плавки, r/À ч
17-17,5
15-16
16-17
14-15
Потери на разбрызгивание,З
14-15
12-13
12-14
17-18,Стабильность горения дуги в диапазоне указанных режимов:
1д „А
04, В
Устойчивое при
Устойчивое при
Устойчивое при
Устойчивое при
260-320
22-26
260-320
22-28
260-320
22-28
280-3fO
24 -26
Формиро в ан ие шва
Удовлетвори- Хорошее. тельное. Шлак Шов гладкий с не полностью плавным перепокрывает шов.ходом.
Удовлетворительное. Валик шва более высокий, шлак покрывает шов неравномерно, Хорошее.
Появляется чешуйчатость.
Выделение HF (допустимая концентрация)
Q.,5 мг/м
0,45
0,42
0,35
0,38
14,0-19, 0
8,0-12,0
0,8-1,2
3,0-5,0
0,9-1,1
13,0-17,0
38,0-46,0
3,0-6,0
Остальное
Составитель Т.Арест
Редактор Н.Суханова Техред М.Кузьма Корректор Р.Макаренко
Заказ 7616/19 Тираж 1160 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП "Патент", r.Óæãîðîä, ул.Проектная,4 стойкость его к трещинообразованию, снижает затраты на зачистку деталей после сварки, улучшает товарный вид
Формула изобретения
Состав порошковой проволоки для 35 сварки меди, преимущественно со сталью, состоящий из медной оболочки и порошкообразной шихты, содержащий плавиковый шпат, кремнефтористый натрий, ферромарганец, ферросилиций, щ цирконий и графит серебристый, о тл.и ч а ю шийся тем, что, с целью повышения производительности путем увеличения коэффициента наплавки, а также улучшения качества металла шва и улучшения санитарно-гигиенических характеристик, дополнительно содержит железный порошок и алюминий при следующем соотношении компонентов, вес.В: иэделий. Уменьшается содержание то г- сичных Фторидных соединен ий в ра бочей эонс..
Плавиковый шпат
Кремнефтористый натрий
Ферромарганец
Ферросилиций
Цирконий
Графит серебристый
Желеэный порошок
Алюминий
Медная оболочка
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
9 474197, кл.В 23 К 35/36, 1973.
2. Авторское свидетельство СССР
Р 490608, кл.В 23 К 35/368, 1973.



www.findpatent.ru
Выбор защитного газа для сварки порошковой проволокой
Сварка газозащитной порошковой проволокой (FCAW-G) — это очень распространенный и универсальный процесс сварки. Он подходит для сварки углеродистой и низколегированной стали, а также множества сплавов во многих отраслях, в том числе тяжелом машиностроении, изготовлении металлоконструкций, судостроении и офшорных сооружениях. Чаще всего (но не исключительно) в качестве защитных газов для процесса FCAW-G используется двуокись углерода (CO2) или смесь 75% аргона (Ar) / 25% CO2. Реже используются смеси с другим составом, например, 80% Ar / 20% CO2. Итак, какой защитный газ выбрать? Каждый вариант имеет свои преимущества и недостатки. Чтобы принять правильное решение, нужно учесть стоимость, качество и производительность. Выбор защитного газа напрямую влияет на каждый из этих факторов, причем иногда в противоположные стороны. В этой статье мы постараемся описать преимущества каждого из этих двух самых распространенных защитных газов.
Рисунок 1: сварка газозащитной порошковой проволокой |
Перед тем, как углубиться в преимущества каждого варианта, сначала нужно обсудить некоторые общие положения. Сначала отметим, что в этой статье мы сосредоточимся лишь на нескольких типах газа. Более подробное руководство можно найти в спецификации ANSI/AWS A5.32/A5.32M “Specification for Welding Shielding Gases”, где описываются требования к различным защитным газам, тестированию, хранению, идентификации и сертификации. Кроме того, там Вы найдете подробную информацию об вентиляции во время сварки, а также общие требования безопасности.
Как действует защитный газГлавная функция любого защитного газа — защитить расплавленный металл в сварочной ванне от контакта с кислородом, азотом и влагой из окружающего воздуха. Защитный газ подается через горелку и сопло по всей окружности проволоки. Он вытесняет собой воздух и образует временное облако газа вокруг сварочной ванны и дуги. С этой задачей успешно справляются как CO2, так и Ar/CO2.
Некоторые защитные газы упрощают образование плазмы, что помогает быстрее проложить ионизированную дорожку для сварочной дуги. Кроме того, выбор защитного газа влияет на перенос термальной энергии в дуге и на поведение сварочной ванны. В этом отношении CO2 и Ar/CO2 ведут себя по-разному.
Свойства защитных газовДвуокись углерода и аргон реагируют на тепло от дуги по-разному. Чтобы лучше понять поведение каждого вида защитного газа, нужно обратить внимание на три параметра.
Ионизационный потенциал — это мера энергии, необходимой для ионизации газа (т. е. перехода в состояние плазмы, в котором газ получает положительный заряд) и проведения тока. Чем ниже это число, тем легче установить дугу и обеспечить ее стабильность. Ионизационный потенциал для CO2 составляет 14,4 eV по сравнению с 15,7 eV для аргона. Таким образом, в случае чистого CO2 установить дугу легче.
Теплопроводимость газа — это его способность передавать тепловую энергию. Это влияет на способ переноса металла (например, струйный или крупнокапельный), форму дуги, глубину проплавления и распределение температур в дуге. CO2 имеет более высокую тепловую проводимость по сравнению с аргоном и аргоновыми смесями.
Реактивность газа — отражает, будет ли защитный газ вступать в реакцию с расплавленным металлом. По этому показателю газы делятся на две группы, инертные и активные. Инертные, или благородные, газы не вступают в реакцию с другими элементами в сварочной ванне. Аргон — это инертный газ. Активные или реактивные газы вступают в химическую реакцию с другими элементами в сварочной ванне, образуя сложные вещества. При комнатной температуре CO2 инертен. Однако в плазме дуги CO2 распадается на CO, O2 и O. Из-за этого CO2 становится в дуге активным газом, что позволяет кислороду вступать в реакцию с металлами (т. е. окислять их). Смесь Ar / CO2 тоже считается активным газом, но менее реактивным по сравнению со 100-процентным CO2.
Защитные газы также влияют на количество выделяемого сварочного дыма. Как правило, из-за окисляющей способности CO2 имеет большее выделение дыма по сравнению с Ar/CO2. Точный уровень выделения дыма зависит от конкретных условий и выбранной процедуры сварки.
Подробнее об инертных газахХотя инертные газы обеспечивают надежную защиту сварочной ванны, сами по себе они не пригодны для сварки FCAW-G черных или железных металлов (углеродистой стали, низколегированной стали, нержавеющей стали и т. д.). Например, если попробовать использовать 100% Ar для сварки углеродистой стали, результаты окажутся неутешительны. Внешняя стальная оболочка проволоки будет плавиться слишком быстро. Дуга становится длинной, широкой и неконтролируемой, наблюдается чрезмерное усиление шва. Поэтому для FCAW-G-сварки металлов на основе железа инертные газы всегда используются в смесях с активным газом.
Подробнее о смесях CO2 / аргонСамая распространенная смесь для FCAW-G-сварки углеродистой стали — это 75% Ar / 25% CO2. Менее распространена смесь 80% Ar / 20% CO2. Некоторые марки газозащитной порошковой проволоки предназначены для использования с защитным газом с долей аргона до 90%. Крайне редко доля аргона меньше 75%. При такой малой доле в смеси влияние аргона на поведение дуги начинает снижаться при том, что расходы на дорогостоящий газ остаются высокими. Кроме того, смеси с нестандартными пропорциями Ar / CO2 сложнее найти в продаже, чем стандартные баллоны 75% Ar / 25% CO2 или 80% Ar / 20% CO2.
Производительность и конечные механические характеристикиИз-за реактивного характера CO2 для него характерна менее высокая производительность наплавки по сравнению с Ar/CO2. Это объясняется тем, что CO2 вступает в реакцию со сплавами и образует оксиды, которые вместе с другими оксидами из флюса формируют шлак. Флюс внутри проволоки должен содержать реактивные элементы, например, марганец (Mn) и кремний (Si), которые, помимо прочего, выступают в роли деоксидантов. Некоторые из этих сплавов вступают в реакцию или окисляются свободным кислородом из CO2 и затем оказываются в шлаке вместо наплавленного металла. Поэтому при высоком содержании Mn и Si использование Ar/CO2 позволяет получить более высокую производительность наплавки, чем чистый CO2 (см. пример в Таблице 1).
Дополнительное содержание Mn и Si также означает более высокие прочностные характеристики при меньшем относительном удлинении, а также изменение ударной вязкости (например, при испытаниях по Шарпи). Простой переход с CO2 на смесь Ar/CO2 обычно приводит к увеличению предела прочности и текучести на 50-70 МПа и снижению относительного удлинения на 2% (см. пример в Таблице 1). Это очень важно, потому что при увеличении доли аргона в защитном газе предел прочности наплавленного металла может стать слишком высоким, а жидкотекучесть — слишком низкой.
Таблица 1: Химический состав и механические характеристики наплавленного металла при использовании газозащитной порошковой проволоки с защитными газами CO2 и Ar/CO2. |
Учитывая, что выбор защитного газа влияет на итоговые механические характеристики наплавленного металла, в стандарте AWS D1.1/D1.1M:2008 "Structural Welding Code" указано несколько требований, призванных обеспечить должные характеристики. Во всех видах сварки защитный газ должен отвечать требованиям A5.32/A5.32M. В случае утвержденных сварочных процедур документ D1.1 требует, чтобы каждое сочетание сварочной проволоки и защитного газа подтверждалось экспериментальными данными.
Пункт 3.7.3 документа D1.1:2008 предполагает два приемлемых вида обоснования: а) газ, который используется в целях классификации сварочных материалов, или б) данные от производителя сварочных материалов, отвечающие применимым требованиям AWS A5, для указанного в данной сварочной процедуре защитного газа. В отсутствие этих двух условий D1.1:2008 требует проведения квалификационных испытаний данной комбинации.
Классификация сварочных материалов по типу защитного газаС 2005 года Американское общество сварки (AWS) стало указывать в своих спецификациях порошковых проволок тип использованного для классификации защитного газа. Класс материалов для сварки углеродистой стали по AWS записывается в виде "EXXT-XX", где последняя X — «идентификатор защитного газа». Им может быть «C» в случае 100% CO2 или «M» в случае смеси 75 – 80% аргона / 20 – 25% CO2 (например, E71T-1C или E71T-1M). В случае материалов для сварки низколегированной стали идентификатор защитного газа стоит после идентификатора химического состава (например, E81T1-Ni1C). Самозащитные порошковые проволоки, для которых защитных газ не нужен, идентификатора защитного газа в своей классификации не содержат (например, E71T-8).
Некоторые электроды предназначены исключительно для использования с 100% CO2. Другие — исключительно с аргоновыми смесями. Третьи подходят и для того, и для другого. В последнем случае проволока должна отвечать требованиям обеих классификаций.
Сравнение типов защитного газа для сварки FCAW-GЧтобы сделать выбор между CO2 или смесью Ar/CO2, нужно проанализировать три параметра.:
- Стоимость защитного газа Общие затраты на сварку — это ключевой фактор для многих компаний, и контроль этих затрат жизненно важен для сохранения рентабельности предприятия. Как правило, 80% общих расходов на сварочные работы относится к трудовым и непроизводственным затратам, а 20% — к стоимости сварочных материалов. Четверть от этой стоимости, т. е. 5% от общих затрат, составляет стоимость защитного газа. Если бы стоимость защитного газа была единственным решающим фактором, то выбор CO2 вместо смеси Ar/CO2 позволил бы сильно сэкономить. Однако общие затраты на сварочные работы часто зависят от многих других факторов, некоторые из которых мы обсудим чуть ниже.
CO2 дешевле Ar/CO2, потому что его легко получить и его поставляют многие предприятия по всему миру. Например, CO2 получают в качестве побочного продукта некоторых других промышленных процессов. CO2 для сварочной отрасли чаще всего получают при переработке или крекинге природного газа. Аргон можно получить только из воздуха. Так как он составляет меньше 1% нашей атмосферы, для получения аргона в промышленных масштабах нужно перерабатывать огромные объемы воздуха. Для этого используются специальные установки разделения воздуха. Они расходуют много электроэнергии и встречаются лишь в некоторых странах мира.
- Сварочные характеристики и влияние на производительностьЕсли сваривать различные защитные газы, при одинаковом типе и диаметре проволоки для смеси Ar/CO2 характерна более мягкая и стабильная дуга, что делает ее более привлекательным выбором с точки зрения сварщика по сравнению с CO2. Для дуги в газе CO2 характерен более крупнокапельный перенос металла (размер капель обычно превышает диаметр проволоки), что делает ее более жесткой и непостоянной и усиливает разбрызгивание. Для сварочной дуги в смеси Ar/CO2 характерен струйный перенос металла с каплями меньшего размера (обычно меньше диаметра проволоки), что делает ее мягче и снижает уровень разбрызгивания.
- Качество сварки Как уже было упомянуто, смесь Ar/CO2 делает сварочную ванну боле жидкотекучей по сравнению с CO2. Это упрощает работу и улучшает смачивание в местах перехода от металла шва к основному металлу. По мнению некоторых производителей, это позволяет сварщикаму улучшить профиль шва и итоговое качество соединения. Кроме того, сварочная дуга в смеси Ar/CO2 отличается меньшим уровнем разбрызгивания, другими словами, более высоким качеством сварки и меньшими затратами времени на чистку рабочей поверхности. Низкий уровень разбрызгивания также снижает затраты на проведение ультразвукового исследования, потому что для его проведения с поверхности сначала нужно удалить лишние брызги. Еще один аспект качества — это влияние защитного газа на образование газовых пор, которые относятся скорее к косметическим недостаткам, а не дефектам. Газовые поры, которые еще иногда называют червоточинами, — это небольшие выемки на рабочей поверхности. Их образуют растворенные в наплавленном металле газы, которые вышли из него до застывания сварочной ванны, но оказались заперты под слоем застывшего шлака. При использовании Ar/CO2 вероятность образования газовых пор выше. При наличии аргона перенос металла больше похож на струйный, что приводит к уменьшению размера каждой капли и увеличению их количества. В результате увеличивается общая площадь поверхности капель и связанное с этим содержание растворенных газов. Появление газовых пор также зависит от других факторов, но они не входят в предмет этой статьи.
Типичный выбор защитных газов в распространенных отрасляхНа протяжении лет промышленность несколько стандартизировала выбор защитного газа для определенных областей FCAW-G. Например, для задач, где требуется высокая производительность наплавки в нижнем и горизонтальном пространственном положении, более предпочтителен CO2, потому что преимущества смеси Ar/CO2 в нижнем положении минимальны. Судостроительные верфи тоже, как правило, используют CO2, потому что он способствует сгоранию покрытий на рабочих поверхностях. В области строительства офшорных сооружений для облицовочных проходов Y-, T и K-соединений требуется очень гладкая поверхность сварного шва и минимальный уровень разбрызгивания, поэтому для нее более предпочтительна смесь Ar/CO2. В некоторых странах мира из-за перебоев в поставками аргона для всех задач используется CO2.
Заключение При выборе защитного газа для сварки газозащитной порошковой проволокой нужно учитывать не только стоимость газа. Учитывайте все три аспекта, которые мы обсудили в этой статье. Какой тип защитного газа позволит снизить общие затраты на сварку? Какой тип защитного газа позволит снизить затраты на сварку метрового отрезка соединения? Одни производители приходят к выводу, что с Ar/CO2 они могут заметно повысить качество и производительность. Для других преимущества Ar/CO2 не проявляются или не оправдывают более высокую стоимость. Для задач третьих лучше всего подходит экономичный CO2. Те, кто пользуется процессом FCAW-G, при выборе защитного газа должны руководствоваться тем, какой из них окажет наибольшее общее влияние на себестоимость, качество и производительность сварочных работ. При этом также нужно убедиться, что порошковая проволока совместима с выбранным защитным газом.
Том Майерс — старший специалист по внедрению, компания Линкольн Электрик, Кливленд
www.lincolnelectric.com
СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ | Инструмент, проверенный временем
Несмотря на хорошее качество наплавленного металла, ручная дуговая сварка толстопокрытыми электродами малопроизводительна, а качество зависит от квалификации сварщика. Попытки механизации сварочного процесса толстопокрытыми электродами не дали положительного результата, что объяснялось трудностями обеспечения надежного токоподвода к сварочной проволоке и удержания покрытия на ней, когда она свернута в бухту.*
Возникла идея помещения порошкообразных компонентов, которые используются в качественном покрытии, внутри пустотелой электродной проволоки, получившей название порошковой проволоки. Впервые в СССР порошковая проволока была применена в институте электросварки им. Е. О. Патона в 1956—1957 гг. для сварки в С02.
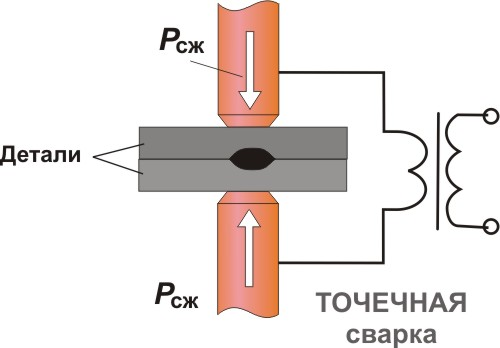
В настоящее время порошковые проволоки нашли промышленное применение для сварки и наплавки в С02 и без защитного газа (самозащитная порошковая проволока). Они изготавливаются из стальной ленты толщиной 0,2…0,5 мм, которая постепенно сворачивается в трубку на специальных вальцах. На определенной стадии вальцовки в еще не закрытую полость электрода засыпают порошкообразные компоненты — шлако — и газообразующие (при сварке в С02 газообразующие компоненты не применяются), раскислители, а в ряде случаев и специальные легирующие добавки, а также железный порошок. После этого трубку вместе с порошковым материалом дополнительно обжимают, очищают от следов смазки во время вальцовки и свертывают в бухты. Диаметр порошковых проволок колеблется от 1,6 до 3 мм. Бухта такой проволоки ставится в сварочный автомат для осуществления непрерывного процесса сварки. Однако шлаковая и газовая защита зоны сварки при применении порошковой проволоки недостаточна, несмотря на содержание в ней 20.30% порошков, поэтому для сварки ответственных конструкций требуется дополнительная газовая защита (ССЬ). Недостаточная защита при применении порошковых проволок по сравнению с покрытыми электродами обусловлена самим процессом плавления проволоки в дуговом электрическом разряде, как это показано на рис. 10 17. Компоненты порошкового сердечника получают меньшее количество энергии от дуги, замкнутой на стальную оболочку снаружи, и поэтому задерживается процесс их плавления и замедляется металлургическая обработка сварочной ванны.
 Таким образом, композиции порошков, разработанные для электродных покрытий, потребовалось изменить, с тем чтобы создать более эффективные системы шлаков и раскислителей
Таким образом, композиции порошков, разработанные для электродных покрытий, потребовалось изменить, с тем чтобы создать более эффективные системы шлаков и раскислителей
По типу сердечника порошковые проволоки для сварки подразделяют на рутиловые, содержащие в качестве основы Т1О2 (ПП-АН8, ПП-АН2, ПП-АН10 и др ), и рутил-флюоритные на основе Т1О2 и CaFa (ПП-АН4, ПП-АН9, ПП-АН20 и др ).
Для сварки открытой дугой применяют порошковые проволоки карбонатно-флюоритного типа, которые содержат газообразующие компоненты СаСОз и МдСОз, а также плавиковый шпат, алюмосиликаты, раскислители (ПП-АН2, ПП-АН6 и др.).
В зависимости от марки порошковые проволоки используют для сварки малоуглеродистых низколегированных и высокопрочных сталей и обеспечивают необходимые механические свойства металла шва
Порошковые проволоки используют также и для наплавочных работ с целью упрочнения поверхностных слоев.
hssco.ru