Принцип и технология нахлесточного сварного соединения. Сварное соединение нахлесточное
Нахлесточное сварное соединение: принцип, разновидности, технология
На сегодняшний день подавляющее большинство металлических деталей и конструкций неразъемно соединяют с помощью сварки. Сварное соединение отличается прочностью и надежностью. В то же время накладка сварных швов требует намного меньше времени и затрат труда, чем соединение металла каким-либо другим способом. Их можно делать с помощью электрической, газовой или плазменной сварки, но все они подчиняются единым правилам. Существует несколько основных видов соединений, которые можно сделать с ее помощью: стыковые, торцевые, угловые, тавровые и нахлесточные. Последние встречаются очень часто, поскольку не требуют от сварщика особого навыка и высокой квалификации.

Нахлесточные соединения считаются самой популярной в виду того, что для ее осуществления не требуются высокая квалификация и специальные навыки
Принцип создания и разновидности нахлесточных соединений
При таком соединении поверхности деталей лежат параллельно, частично перекрывая по краям друг друга. Оно пользуется популярностью, потому что малочувствительно к погрешностям при наложении сварного шва, и его можно доверить начинающему сварщику. Однако стоит знать, что нахлесточные соединения уступают стыковым при возникновении нагрузок, особенно динамических. Если на растяжение оно выдерживает значительные усилия, то при изломе такое сварное соединение может лопнуть. Чтобы этого не случилось, есть возможность его дополнительного усиления.

Принцип нахлесточного соединения заключается в том, что детали располагаются параллельно, перекрывая друг друга по краям.
Обычно при перекрывании соединяемых поверхностей сварка производится вдоль края нижнего листа. Чтобы повысить сопротивление нагрузкам на излом, еще один сварной шов можно провести и вдоль края верхнего листа. Если же и этого недостаточно, то край нижней стыкуемой поверхности можно после нагрева загнуть вниз, а затем снова выпрямить параллельно верхнему, получая своеобразный балкон. В него войдет край верхней пластины, а сварка производится вдоль краев обеих. Это придаст всему соединению очень значительный запас прочности и предотвратит возможное повреждение соединения. Оно успешно выдержит нагрузку и на разрыв, и на излом.
Технология нахлесточных соединений
Нахлесточное соединение выполняется с помощью лобового, бокового или косого углового шва. При этом если длина косого или лобового может быть практически любой, то боковой ограничивается интервалом 3 см. В швах короче этого расстояния напряжение очень сильно концентрируется по краям, а у более длинных напряжение распределяется очень неравномерно.

Нахлесточные сварочные швы также делятся на несколько разновидностей, выбор которых зависит от сооружения.
Сварное соединение нахлесточного типа можно сделать также с помощью заклепочных и прорезных швов. В первом случае в поверхности пластины, наложенной сверху, прожигается сквозное отверстие, и вдоль его краев накладывается кольцевой шов. Возможен вариант, когда все отверстие заполняется расплавленным металлом. Во втором случае прорезается не круглое отверстие, а щель, и шов накладывается вдоль ее периметра.
Прочность нахлесточной сварки можно повысить следующими способами:
- В зависимости от вида предстоящих нагрузок подобрать подходящий вид сварки и электродов.
- Расположить сварные швы симметрично силе воздействия нагрузок.
- Использовать несколько видов сварных швов, что увеличит их общую длину и снизит падающее на них напряжение.
Тогда нахлесточный шов будет соединять детали прочно и надежно.
Это поможет компенсировать недостаток квалификации исполнителя сварочных работ, одновременно помогая ему приобрести необходимый опыт.
Подобные работы есть смысл проводить обычно в том случае, когда масса соединяемых деталей очень велика, а возможность их перемещения с необходимой точностью ограничена. При соблюдении всех правил прочность не будет уступать монолитному изделию.
moyasvarka.ru
Сварные соединения внахлестку
В табл. 43 приведены размеры конструктивных элементов подготовки кромок свариваемых деталей и размеры швов соединений внахлестку. На фиг. 37. показаны некоторые типы соединений внахлестку.
Прочность этих соединений под действием переменных и ударных нагрузок меньше прочности стыковых соединений с полным проваром сечения. Площадь наплавленного металла швов соединения внахлестку больше площади стыковых швов, но подготовка под сварку и сборка более просты. Наличие перекрытия соединяемых элементов (нахлестки) обусловливает больший расход основного металла. Соединения нерациональны при толщине металла свыше 20—25 мм.

Фиг.37.Соединения внахлестку
Тип а — соединение внахлестку с лобовыми швами. Применяется в основном при изготовлении различных листовых конструкций (сосуды, резервуары, обшивка и т. д.).
Тип б — соединение внахлестку с фланговыми швами. Применяется в основном при изготовлении различных конструкций из профильных материалов (подкрановые, стропильные и иные фермы, колонны, мачты). Величина перекрытия соединяемых элементов и размеры швов (длина и толщина) принимаются по расчету.
Зазор между соединяемыми элементами снижает прочность соединения. В некоторых случаях применяют соединения внахлестку с комбинированным швом.
Типы в и г — соединения, изготовляемые с применением круглых отверстий и пазов. Применяются в случаях, когда затруднено выполнение соединений внахлестку типов а или б (например, при креплении металлического настила к балкам). Соединения хорошо работают на срез. Применение при переменных и ударных нагрузках не рекомендуется.

Таблица 43.Размеры конструктивных элементов подготовки кромок свариваемых деталей и размеры швов соединений внахлестку
www.prosvarky.ru
Соединения внахлестку - Типы сварных соединений. Расчет соединений при действии осевых сил - Сварные соединения
Соединение внахлестку может осуществляться с накладками и без них при помощи угловых швов. В зависимости от расположения по отношению к действующим усилиям угловые швы могут быть: фланговые (расположенные параллельно усилию) и лобовые или торцовые (расположенные перпендикулярно усилию).
Соединение внахлестку с фланговыми швами
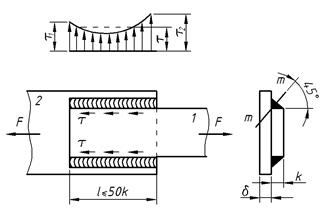
Простейшим соединением этого типа является конструкция, показанная на фигуре. Передача усилия в нем с одного элемента на другой протекает весьма неравномерно как по длине шва, так и по поперечному сечению соединения. На фигуре, а показан поток силовых линий, концентрирующихся у концов швов, а на фигуре, б — диаграмма распределения напряжений по длине шва.
Соединения с фланговыми швами

Опытами и теоретическими исследованиями доказано, что чем длиннее шов, тем больше неравномерность пере дачи усилия по его длине. Однако при статической нагрузке и при не очень длинных швах после достижения в крайних точках швов напряжений, равных пределу текучести, при дальнейшем нагружении неравномерность в распределении напряжений по длине шва уменьшается, эпюра напряжений выравнивается и раз рушение происходит по всей длине шва путем среза по поверхности, характеризуемой линией АВ.
Эта линия имеет криволинейные участки в начале и конце (у наиболее напряженных точек) и прямолинейный участок по середине шва. Такой вид разрушения позволяет положить в основу расчета допущение о равномерном распределении напряжений среза по минимальной площади сечения шва, проходящей через наименьшую высоту условного треугольника шва (без учета наплыва, фигуре, г).
При равных катетах шва эта высота равняется

где через hш обозначен размер катета (толщина) шва. Таким образом, площадь среза фланговых угловых швов будет, равна
")
где ∑lш — сумма расчетных длин сварных швов.
Из-за наличия непровара вначале и кратера в конце шва, а также из-за большего влияния случайных включений на малой длине шва, где трудно обеспечить хороший провар его, наши нормы и технические условия не разрешают, чтобы расчетная длина шва была меньше 40 мм или меньше 4hш.
Предположение о равномерной работе фланговых швов будет I неправильным при очень длинных швах, так как возможно достижение предела прочности в точках А и В раньше, тем выровняются напряжения по всей длине шва.
Поэтому НиТУ ограничивают наибольшую расчетную длину фланговых швов в соединениях длиной, равной l ≤ 60hш за исключением сопряжений, где усилие, воспринимаемое фланговым швом, возникает на всем его протяжении (например, поясные швы балки). В последнем случае длина флангового шва не ограничивается. I Прочность фланговых швов зависит также от их толщины, причем с увеличением катета шва предел прочности их несколько падает.
Толщина шва также нормируется и принимается не белее 1,5δ в конструкциях, работающих под статической нагрузкой, и 1,2δ — в конструкциях, работающих под динамической нагрузкой (δ — наименьшая толщина соединяемых элементов). Желательно при проектировании избегать применения швов толщиной более 20 — 25 мм. Минимальная толщина швов принимается равной 4 мм.
Расчет соединения внахлестку с фланговыми швами, находящегося под воздействием осевой силы, при принятом допущении о равномерном распределении касательных (срезывающих) напряжений тшпроизводится по формуле
")
где N — расчетная нормальная (осевая) сила в кг;
hш — толщина (катет) шва в см;
lш — расчетная длина шва в см;
Rсву — расчетное сопротивление срезу сварного углового шва в кг/см2, принимаемое по таблице Расчетные сопротивления сварных швов в кг/см;
m — коэффициент условий работы конструкции или элемента.
Обычно толщину шва hш назначают равной толщине соединяемых элементов или несколько меньше ее; таким образом, рас четом определяется необходимая минимальная суммарная дли на швов, которая получается по формуле
")
Конструктивная длина шва должна быть больше расчетной да 10 — 20 мм, чтобы компенсировать образование кратера на конце шва и не всегда хороший провар в начале шва.
Пример 1. Требуется рассчитать стык двух листов из стали марки Ст. 3, сечением 250 X 12 мм на растягивающее расчетное усилие N = 56,7 т. Конструкция стыка запроектирована с двумя накладками, приваренными фланговыми швами. Коэффициент условий работы элемента m = 1.
Расчет стыка двух листов из стали

Решение.
1. Назначаем необходимое сечение накладок. Очевидно, что площадь сечения двух накладок (2Fн) должна равняться основному сечению листа (Fл) или быть несколько больше его, иначе усилие N не сможет быть передано с одного листа на другой, т. е. должно быть 2Fн ≥ Fл.
Конструктивно назначаем сечение накладок 200 X 8 мм; тогда
2Fн = 2 * 20 * 0,8 = 32 см2, Fл = 25 * 1,25 * 30 см2;
таким образом, 2Fн > Fл.
2. Назначаем тип электрода Э42.
Тогда расчетное сопротивление срезу сварного углового шва будет со гласно таблице Расчетные сопротивления сварных швов в кг/см равняться Rсву = 1400 кг/см2. Для накладок толщиной 10 мм принимаем фланговые швы толщиной hш =8 мм.
3. Находим суммарную расчетную длину швов с одной стороны стыка по формуле (4. IV)

4. Находим длину стыковой полунакладки. По одну сторону стыка две полунакладки привариваются четырьмя фланговыми швами. Следовательно, расчетная длина одного шва должна быть не меньше

Конструктивную длину шва следует назначить несколько большей, учитывая кратер в конце шва и возможный непровар в начале шва, а также зазор между листами и необходимость округления проектного размера до практически удобной цифры.
Назначаем конструктивную длину шва

5. Принимаем две стыковые накладки сечением 200 X 8 мм, длиной lш = 200 * 2 = 400 мм; толщина шва hш=8 мм.
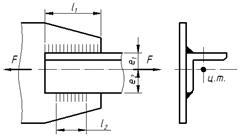
При прикреплении фланговыми швами несимметричного сечения, например двух уголков к листу, необходимо учитывать неравномерное распределение усилия, действующего, в соединении, между швами, передающими силовой поток с уголков на лист.
Растягивающую уголки силу N можно рас сматривать как равнодействующую силового потока нормальных напряжений, приложенную в центре тяжести сечений уголков.
Несимметричное соединение внахлестку

Линия центров тяжести проходит несимметрично относительно сварных швов, расположенных у обушка и пера уголка. Поэтому площадь сечений швов у обушка и пера уголка также должна быть различной в соответствии с распределением силового потока.
Очевидно, что усилие N распределится обратно пропорционально расстояниям сварных швов до линии центра тяжести уголка, которая проходит на расстоянии от обушка, близком к 1/3 ширины полки. Поэтому распределение усилия N может приниматься следующее:

Тогда формула, определяющая расчетную длину ∑l1 прикрепления уголков у обушка, получится из формулы
")
где hш — толщина шва у обушка.
Поскольку усилие со стороны пера уголка значительно меньше, шов у пера мог бы быть прерывистым. Однако обычно этот шов заваривают по всей длине пера, причем часто его принимают меньшей толщины. Обрезать полку уголка для уменьшения длины шва l2 не рационально; уголки (за редким исключением) следует обрезать перпендикулярно оси.
Пример 2. Требуется рассчитать прикрепление двух уголков 75 X 8 к фасонке толщиной δ = 10 мм. Расчетное растягивающее усилие в уголках N = 42,5 г.
Материал — сталь марки Ст. 3; электроды типа Э42. Коэффициент условий работы m = 1.
Расчет прикрепления двух углов к фасонке

Решение. Определяем расчетную длину l1 по формуле (5.IV), принимая толщину шва hш = 0,8 см. Вследствие наличия двух уголков и соответственно двух швов длиной l1 расположенных у обушков уголков, будем иметь

Принимаем l1 = 181 + 19 = 200 мм.
При конструировании в случае необходимости можно уменьшить раз меры фасонки, как указано пунктиром на фигуре, учитывая возможное уменьшение длины l2 по сравнению с l1.
Несмотря на некоторые отрицательные качества соединений с фланговыми швами (неравномерность в распределении напряжений), они применяются весьма часто. Причина этого заключается в несколько большей их пластичности по сравнению с другими видами соединений вследствие происходящей во время работы деформации среза, поскольку модуль упругости при сдвиге (G = 840 000 кг/см2) меньше, чем модуль упругости при растяжении (E = 2 100 000 кг/см2).
«Проектирование стальных конструкций»,К.К.Муханов

Соединение называется комбинированным, если в нем имеется несколько различных видов сварных швов: фланговых, лобовых или стыковых. Простейшим комбинированным соединением является соединение с прямоугольными накладками, обваренными по всему контуру, т. е. соединение, имеющее фланговые и лобовые швы. Комбинированные соединения Такая же комбинация швов возможна в соединении внахлестку без накладок. Действительная работа комбинированного соединения, в значительной мере…

Этот тип соединения применяется, например, в случае крепления консоли к колонне или соединения листов под прямым углом и т. п. Вследствие своей простоты это соединение имеет широкое применение. Однако оно требует, особенно в растянутом стыке, хорошего провара по всей толщине присоединяемого листа, так как в случае оставления «щели» будет иметь место резкое изменение направления силового…

Соединение с накладками при помощи лобовых швов показано на фигуре, а. При симметричном расположении накладок лобовые швы дают достаточно высокую прочность. Однако вследствие рез кого изменения направления потока силовых линий в соединении в корне шва концентрируются большие напряжения. Это создает условия, при которых разрушение происходит при малых удлинениях (ε = 4 / 6%), т. е….

Соединение встык наиболее рационально применять для соединения листов. Однако не исключена возможность его применения и при стыковании двутавровых балок, швеллеров и уголков. При конструировании соединений встык необходимо заботиться как о возможности хорошего провара стыка, так и о создании условий, обеспечивающих свободу сварочных деформаций («усадки»), которые развиваются в процессе остывания сварных швов. Опыт показал, что для…
www.ktovdome.ru
Сварные нахлёсточные соединения — КиберПедия
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: Н1 и Н2, которые отличаются только тем, что в соединении h2 к поверхности элементов привариваются два торца, а в соединении h3 - только один торец. Иногда применяют разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Сварное нахлесточное соединение выполняют фланговыми (рис. 2,а) или лобовыми (рис. 3) швами. При этом шов заполняет угол между боковой поверхностью одного элемента и кромкой другого. Такие швы называют угловыми. Угловые швы выполняют однопроходными и многопроходными, без скоса кромок и со скосом кромок.
Основными характеристиками углового шва являются (рис. 2,б): k - катет (по аналогии со стороной прямоугольного треугольника), а - рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение - срез). Обычно для шва при ручной сварке а = 0,7k (высота прямоугольного треугольника с катетами k). Автоматическую сварку характеризует более глубокий провар: а = k. Условия работы такого шва более благоприятные. Не рекомендуется применять катет менее 3мм.
Фланговым называют шов, располагаемый параллельно, а лобовым – перпендикулярно линии действия внешней силы. Величина нахлестки l должна быть не менее 4δ, где δ – толщина листа.
Вследствие различной жесткости соединяемых элементов касательные напряжения τ (напряжения среза) по длине флангового шва распределены неравномерно (рис. 2,а). Чем длиннее шов, тем больше неравномерность. Поэтому длину шва ограничивают:
30 мм < l ≤ 60k,
где: k – катет сварного шва, мм, l - длина шва.
В швах длиной менее 30 мм не успевает установиться тепловой режим и получается некачественный шов. А при длинных швах существует высокая неравномерность в распределении напряжений.
Угловой шов при нагружении испытывает сложное напряженное состояние. Однако для простоты такой шов условно рассчитывают на срез под действием средних касательных напряжений τ.
Условие прочности флангового шва (рис. 2):
τ = F/(a×2l) ≤ [τ]’ (здесь 2 – число швов)
Во избежание возникновения повышенных изгибающих напряжений лобовые швы следует накладывать с двух сторон (рис. 3). Как показывает практика, разрушение лобовых швов происходит вследствие их среза по биссектральной плоскости. Поэтому расчет лобовых швов условно ведут по напряжениям среза τ. Поверхность разрушения определяют размеры а и b:
τ = F / (a×2b) ≤ [τ]’
Применяют также комбинированные швы, состоящие из фланговых и лобовых. Для простоты считают, что сила F растяжения нагружает швы равномерно:
τ = F / (a×L) ≤ [τ]’
где: L – периметр комбинированного шва: L = 2l +b
Сварные угловые соединения
Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев (см. рис. 1, д, е, ж). Стандартом предусмотрено десять типов угловых соединений: от У1 до У10.
Иногда при сварке применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8...100 мм применяют двустороннюю разделку примыкающего элемента под углом примерно 45°.
Расчеты угловых сварных соединений на прочность проводятся редко, поскольку в силовых конструкциях их почти не применяют. Способы расчета такого соединения на прочность аналогичны способам расчетов для таврового соединения и зависит от типа шва. Подробнее методика таких расчетов изложена ниже.
Сварные тавровые соединения
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента. Чаще всего тавровое соединение образуют элементы, расположенные во взаимно перпендикулярных плоскостях (рис. 1, з, и, к).Такое соединение может быть выполнено швами с глубоким проплавлением, получаемыми при автоматической сварке и при сварке с предварительной подготовкой кромок (стыковым швом), или угловыми швами при ручной сварке. Стандартом предусмотрено несколько типов таких соединений: с Т1 по T9.
Метод расчета углового и таврового соединения зависит от типа шва.
Швы с глубоким проплавлением прочнее основного металла. При нагружении соединения силой F разрушение происходит по сечению детали в зоне термического влияния. Расчет проводят по нормальным напряжениям растяжения σр:
σр = F / (δ×b) ≤ [σ]’р
Учет сварки проявляется в том, что принимают допускаемые напряжения для сварного шва, хотя расчет проводят по основному металлу.
Угловой шов менее прочен, чем основной металл. Поверхность разрушения расположена в биссектральной плоскости шва, как в лобовых и фланговых швах нахлесточных соединений.
Напряжения среза:
τр = F / (a×2b) ≤ [τ]’
Если соединение нагружено сжимающей силой, то часть силы передает основной металл и допускаемые напряжения можно повысить примерно на 60 %.
***
cyberpedia.su
ВОПРОС 8. ВИДЫ УГЛОВЫХ СВАРНЫХ ШВОВ. НАХЛЕСТОЧНОЕ СВАРНОЕ СОЕДИНЕНИЕ ФЛАНГОВЫМИ ШВАМИ (РАСЧЕТ НА ПРОЧНОСТЬ ПРИ НАГРУЖЕНИИ СИЛОЙ И МОМЕНТОМ).
Фланговые швы. Основными напряжениями флангового шва являются касательные напряжения  в сечении т — т. Расчет таких швов приближенно выполняют по среднему напряжению, а условия прочности записывают в виде:
в сечении т — т. Расчет таких швов приближенно выполняют по среднему напряжению, а условия прочности записывают в виде:
В тех случаях, когда короткие фланговые швы недостаточны для выполнения условий равнопрочности, соединение усиливают прорезными швами. Условие прочности соединения с прорезным швом при 
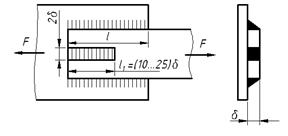
 .
.
Если одна из соединяемых деталей асимметрична, то расчет прочности производят с учетом нагрузки, воспринимаемой каждым швом. Например, к листу приварен уголок, равнодействующая нагрузка F проходит через центр тяжести поперечного сечения уголка и распределяется по швам обратно пропорционально плечам e1и е2. Соблюдая условие равнопрочности, швы выполняют с различной длиной так, чтобы
 .
.
При этом напряжения в обоих швах
При нагружении швов крутящим моментом T максимальные напряжения можно определить по формуле:
 ,
,
где  ‑ полярный момент сопротивления сечения швов в плоскости разрушения.
‑ полярный момент сопротивления сечения швов в плоскости разрушения.
Для сравнительно коротких швов (  ), распространенных на практике, применяют приближенный расчет по формуле
), распространенных на практике, применяют приближенный расчет по формуле
 (*)
(*)
Похожие статьи:
poznayka.org
Сварное нахлесточное соединение
Изобретение относится к сварке, в частности к конструкции нахлесточным соединениям, эксплуатируемым в условиях, предопределяющих щелевую коррозию и возникновение дополнительных расклеивающих нагрузок, действующих на элементы нахлесточных соединений. Цель изобретения - повышение сопротивления трещинообразованию при расклинивающих нагрузках от продуктов щелевой коррозии. Сварное нахлесточное соединение содержит элемент 1 и элемент 2 большей толщины. Элементы 1 и 2 соединены с помощью сварки электрозаклепками 3 с головкой 4. Электрозаклепки имеют определенные размеры. Диаметр и высота головки электрозаклепки выбирается, исходя из неравенства 2,5D*98F*982,6D G=F/5,8, где F - диаметр головки, G - ее высота, D - диаметр ядра сварной точки. При этом обеспечиваются благоприятные условия деформирования зоны, прилегающей к периферии ядра сварной точки. 1 ил., 1 табл.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
9 А1 (19) (И) (50 4 В 23 К 33/00
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Н АBTOPCHOMY СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР (21) 4346824/25-27 (22) 21.12.87 (46) 23.12.89. Бюл. Р 47 (71) Всесоюзный научно-исследовательский проектно-технологический институт вагоностроения, Отраслевой отдел в г.Кременчуге Всесоюзного научно-исследовательского института вагоностроения и Производственное объединение "Ждановтяжмаш" (72) В.С.Татаринов, Е.Т.Иорш, В.С.Плоткин, Х.И.Пейрик, Ф.Г.Гохман, В.М.Бубнов, Б.Н.Сокирко, В.П.Чилиби и И.К.Лапкин (53) 621.791.75 (088.8) (56) 10вы сварных соединений электрозаклепочные. ГОСТ 14776-69. (54) СВАРНОЕ НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ (57) Изобретение относится к сварке, в частности к нахлесточным соединениям, эксплуатируемым в условиях, 2 предопределяющих щелевую коррозию и возникновение дополнительных расклеивающих нагрузок, действующих на элементы нахлесточных соединений. Цель изобретения — повышение сопротивления трещинообразованию при расклинивающих нагрузках от продуктов щелевой коррозии. Сварное нахлесточное соединение содержит элемент 1 и элемент 2 большей толщины. Элементы 1 и 2 соединены с помощью сварки электрозаклепками 3 с головкой 4. Элек" трозаклепки имеют определенные размеры. Диаметр и высота головки электрозаклепки выбирается исходя иэ неравенства 2,5d cf i 2,Ы g f/5,8, где f — диаметр головки, g — ее высота, d — - диаметр ядра сварной точки.
При этом обеспечиваются благоприятные условия деформирования эоны, прилегающей к периферии ядра сварной точки. 1 ил. 1 табл.
1530389
Образец d ре мм
1,9
3,2
4,9
9,5
11,8
21 0,7
23 2,5
27 4,0
26 4,7
27,6 5,1
1 10,0
2 10,5
3 10,2
4 10,3
5 10,6
Изобретение относится к сварке, в частности к конструкции нахлесточных соединений, эксплуатируемых в условиях, предопределяющих щелевую коррозию и возникновение дополнительных расклинивающих нагрузок, действующих на элементы нахлесточных соединений.
Целью изобретения является повышение сопротивления трещинообразованию при расклинивающих нагрузках от продуктов щелевой коррозии.
На чертеже изображено нахлесточное соединение, общий вид.
Сварное нахлесточное соединение содержит элементы 1 и 2, соединенные электроэаклепками 3 с головкой 4.
Головка 4 расположена со стороны элемента 1. Толщина S
2,5й а Е
f удовлетворяет HepaBeHctBy g ) 5 8, Э
d — диаметр ядра сварной точки 3.
Проведены испытания на трещиностойкость образцов сварных нахлесточных соединений с элементами толщиной
S =3 6 мм и S =8,0 мм при различных
g u f. Головка располагалась со стороны элемента с толщиной Sr=3,6 мм.
Результаты испытаний образцов на трещиностойкость представлены в таблице.
Как видно из таблицы, в образцах
4 и 5, для которых выдержано соотноf 26 шение g) —.-- (образец 4 — — — = 4,48(5,8 5,8
27 5 (g=4 7 образец 5 — — - = 4 74 (g=
Ф 1
5 8
5,1), зарождение трещины в периферийной зоне ядра электрозаклепки происходило при больших величинах деформации менее жесткого элемента соединения по сравнению с образцами 1-3, в которых это соотношение не выдер21 живалось (образец 1 — — — = 3 6) g
5,8
23
5 =0,7, образец 2 - -5--8 = 3,97) g=2 5
27 образец 3 — — 8 = 4,66) g=4,0) . При этом диаметр ядра электрозаклепки в испытуемых образцах отличался незначительно и находился в пределах 10,010,6 мм.
Приведенные примеры показывают, что повышение сопротивления трещиностойкости сварного нахлесточного соединения наиболее эффективно может быть достигнуто за счет увеличения высоты головки электрозаклепки g>
) 55-8 8при диаметре ее 2,56 + Г 2,66.
Использование изобретения обеспечивает благоприятные условия деформирования зоны, прилегающей к периферии ядра сварной точки, что способствует увеличению периода зарождения и развития трещины в сварном шве при расклинивающих нагрузках.
Формула и э обретения
Сварное нахлесточное соединение, содержащее элементы разной толщины, соединенные электрозаклепками, расположенными со стороны элемента меньшей толщины, о т л н ч а ю щ е е с я тем, что, с целью повышения сопротивления трещинообраэованию при расклинивающих нагрузках от продуктов коррозии, диаметр f и высоту g головки электрозаклепки выбирают удовлетво,ряющими следующим неравенствам:
2,56 с Е (2,66, g y f/5,8, 45 где d — диаметр ядра сваРной точки.
Величина деформации элемента толщиной $„, соответствующая моменту зарождения трещины в периферийной зоне ядра,


Похожие патенты:

Изобретение относится к автоматической дуговой сварке, в частности к способам многослойной сварки стыков со щелевой разделкой с регулированием режимов сварки в зависимости от изменения параметров сечения разделки, и может быть использовано в различных отраслях народного хозяйства, преимущественно в нефтегазовом и химическом машиностроении

Изобретение относится к сварочному производству и может быть использовано для автоматической сварки листовых металлических конструкций большой толщины из химически активных сплавов в судостроении и других отраслях промышленности

Изобретение относится к сварке, а именно к способам сварки плавлением толстостенных деталей различной теплоемкости, и может быть использовано в тяжелом машиностроении и других отраслях промышленности

Изобретение относится к механизмам для обработки металлов давлением и может быть использовано при изготовлении воздушных фурм доменных печей металлургических заводов

Изобретение относится к сварке в защитных газах и может быть использовано при сварке трубопроводов в монтажных условиях сборки пневмогидросистем

Изобретение относится к сварке в частности к способам подготовки под сварку никелевых сплавов, и может найти применение в машиностроении

Изобретение относится к сварке и может быть использовано в тяжелой, нефтехимической и авиационной промышленности

Изобретение относится к машиностроению, в частности к сварным, паяным, клеевым соединениям разнородных материалов, работающих в условиях вибрации и усталостного разрушения, а также при хрупком разрушении под действием статической нагрузки


Изобретение относится к области изготовления или восстановления деталей, имеющих рабочий элемент цилиндрической формы из материала с отличающимися от основы физико-механическими свойствами, плохо сваривающегося, и может быть использовано для предотвращения взаимного углового и линейного перемещения соединяемых деталей

Изобретение относится к сварке металла и может быть использовано для укрупнения рулонов, изготовления длинномерного ленточного тягового инструмента, на станах бесконечной прокатки и т.п

Изобретение относится к области трубопроводного транспорта и может быть использовано при ремонте трубопроводов из стальных труб

Изобретение относится к способу изготовления сварного соединения по меньшей мере трех деталей на многократном стыке и может быть использовано в машиностроении при изготовлении контейнеров для кассет с ядерным топливом

Изобретение относится к способу соединения металлических деталей посредством электродуговой сварки плавлением с помощью сварного шва, имеющего малый объем (сварка с узким зазором)


Изобретение относится к сварке, в частности к способам получения сварного соединения конструкций из мартенситно-стареющих сталей, и может найти применение в ракетостроении

Изобретение относится к области сварки, а более конкретно - к сварке плавлением по щелевой разделке и может быть применено при сварке деталей большой толщины из различных металлов и их сплавов

Изобретение относится к сварке и может найти применение в различных отраслях машиностроения при сварке в среде защитных газов
Изобретение относится к сварке, в частности к конструкции нахлесточным соединениям, эксплуатируемым в условиях, предопределяющих щелевую коррозию и возникновение дополнительных расклеивающих нагрузок, действующих на элементы нахлесточных соединений
www.findpatent.ru
соединение нахлесточное сварное - это... Что такое соединение нахлесточное сварное?
айқасатын пісірме қосылыс
Русско-казахский терминологический словарь "Машиностроение". - Академия Педагогических Наук Казахстана . 2014.
- соединение клеевое
- соединение неподвижное
Смотреть что такое "соединение нахлесточное сварное" в других словарях:
Соединение нахлесточное — – сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
СОЕДИНЕНИЕ НАХЛЕСТОЧНОЕ — [lap joint; overlap joint] сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга … Металлургический словарь
соединение — 01.03.16 соединение [ concatenation]: Средство для связывания воедино отдельных элементов данных, хранящихся на носителях данных, для формирования отдельного файла или поля данных. Источник … Словарь-справочник терминов нормативно-технической документации
нахлесточное соединение — Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] нахлесточное соединение Тип соединения, при … Справочник технического переводчика
Нахлесточное соединение — 25. Нахлесточное соединение По ГОСТ 2601 84*. Источник: ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб 60. Нахлесточное соединение … Словарь-справочник терминов нормативно-технической документации
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
ВСН 003-88: Строительство и проектирование трубопроводов из пластмассовых труб — Терминология ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб: 17. Автоматическая сварка Сварка, при которой управление ходом технологического процесса осуществляется автоматически. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
Ручная дуговая сварка арматуры протяженными швами — – ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть… … Энциклопедия терминов, определений и пояснений строительных материалов
machinery_rus_kaz.academic.ru