Оборудование для сварки арматурных конструкций. Одноточечная сварочная машина
Таблица П32 Технические характеристики многоточечных сварочных машин
Таблица П33 Автоматизированные линии изготовления арматурных каркасов
Таблица П34 Технические характеристики станков для гнутья сварных сеток
Таблица П35 Технические характеристики сварочных машин и клещей
Таблица П36 Технические характеристики установок для сварки пространственных каркасов
Таблица П37 Технические характеристики полуавтомата АДФ-2001 для сварки закладных деталей под слоем флюса
Таблица П38 Технические характеристики сварочных трансформаторов
Таблица П39 Технические характеристики компрессоров
Бетоносмесительные и растворосмесительные цехи (отделения, установки) Таблица П40 Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
| Показатели | Марки | |||||||
| MT-1207, МТ-1210 МТ-1217 | MT-1607, МТ-1610, МТ-1613, МТ-1617 | |||||||
| Номинальный сварочный ток, A | 12500 | 16000 | ||||||
| Усилие на электродах, кН | 5,0; 5,0; 5,5 | 6,0; 6,0 6,0; 5,5 | ||||||
| Класс и диаметр, мм, арматуры в сетках и каркасах | Поперечной В,‑1, A-I при сварке с продольной А-I, A-II1 A-III, Ат-Ш | 5—22 | 5—18 | 5—10 | 6—28 | 6-22 | 6—18 | |
| 5—22 | 5-36 | 5-40 | 6—28 | 6-40 | 6-50 | |||
| Поперечной A-II1 A-III, Αт-III | 5-14 | 5—10 | 5—8 | 5-18 | 5—14 | 5-10. | ||
| Bp-I при сварке с продольной тех же классов | 5-14 | 5-20 | 5-28 | 5—18 | 5-28 | 5—40 | ||
| Ширина свариваемых изделий, мм | 500 | 500 | ||||||
| Класс и диаметры, мм, арматуры в закладных деталях | A-I | 6—14 | 6—16 | |||||
| A-II1 A-III1 Aт-III | 6—10 | 6—14 |
Продолжение таблицы 64
| Машин | ||||||||||
| MiT-2507, МТ-2510, МТ-2517 | МТ-4001, МТ-4017 | МТП-150/1200 | МТП-200/1200, МТП-2002 | |||||||
| 25000 | 40000 | 25000 | 25000 | |||||||
| 16,0; 14,0; 20,0 | 32,0; 25,0 | 14,0 | 16,0 | |||||||
| 8-40 8—40 | 8—36 | 12—40 | 5-28 | 5—22 | 5-18 | 6-32 | 6-25 | 6—20 | ||
| 8-50 | 1-250 | 5-28 | 5-36 | 5—50 | 6—32 | 6-40 | 6—50 | |||
| 6—25 | 6-20 | 6-16 | 10-40 | 10-32 | 5—18 | 5-14 | 5-10 | 5—10 | 5—16 | 5-10 |
| 6—25 | 6—40 | 6-50 | 10—40 | 10—50 | 5-18 | 5—28 | 5—40 | 5-20 | 5—28 | 5-40 |
| 500 | arxipedia.ru Одно-и двухточечные машиныКатегория: Машины и оборудование для арматурных работ Одно-и двухточечные машины Основная масса арматурных сеток и каркасов изготавливается на автоматизированных многоэлектродных машинах, но в небольших арматурных цехах применяются еще одно- и двухточечные машины. К одноточечным машинам новых выпусков относятся: МТ-1607, МТ-1609, МТ-1610, МТ-1613, МТ-2507, МТ-2510, МТ-2517, МТ-4001, МТП-200/1200-3. В арматурных цехах применяются также одноточечные стационарные машины серии МТП мощностью 75, 100, 150 и 300 кВ-А с осевым ходом электродов и двухточечные машины МГПД-100, МТМ-33. Точечные машины изготавливаются с вылетами хоботов-электрододержателей 350—1200 мм, что обеспечивает сварку сеток шириной до 1,2 м. Сварка сеток и каркасов, ширина которых больше этого вылета может быть произведена с перевертыванием изделия. Тогда охват электрододер-жателей обеспечивает сварку изделий шириной: Н = 21 + а, где I — вылет электродов, мм; а — шаг продольных стержней, мм. Точечные машины всех типов состоят из корпуса, нижнего регулируемого неподвижного хобота с электродом, верхнего подвижного хобота с электродом, механизма сжатия, сварочного трансформатора с переключателем ступеней и однополюсного прерывателя неавтоматического или автоматического действия. На рис. 18.24 показана одноточечная машина МТ-1610. В ее корпусе встроены сварочный трансформатор, переключатель ступеней, игнитронный контактор и панель зажимов. Пневматический цилиндр, обеспечивающий вертикальное перемещение верхнего электрододержателя, установлен на кронштейне корпуса. Электропневматический клапан, маслораспылитель и регулятор давления с манометром размещены на крышке корпуса. На передней раме установлен кран дополнительного хода электрода, а на задней стенке рамы — фильтр с вентилем, регулятор времени и автоматический выключатель. Нижний электрододержатель помещен на кронштейне. Схема пневматической системы машины приведена на рис. 18.25. Сжатый воздух из сети поступает через запорный вентиль и фильтр в распределитель, а оттуда по одной ветви через воздушный кран проходит в верхнюю камеру пневматического цилиндра, по другой — через регулятор давления, маслораспределитель и электропневматический клапан — в среднюю или нижнюю камеры пневматического цилиндра, сообщается с атмосферой или включается в сеть сжатого воздуха. Для безударной работы машины предусмотрены дросселирующие клапаны, регулирующие скорость выпуска сжатого воздуха из камер. Пневматический цилиндр имеет два поршня, к которым подходят образующие 3 камеры. Рабочий ход верхнего электрода и сжатие свариваемых деталей осуществляются при выпуске воздуха в среднюю камеру, а обратный ход — при впуске воздуха в нижнюю камеру. Токоведущие части машины, подверженные нагреву, охлаждаются водой. Технические характеристики одноточечных машин приведены в табл. 18.20. Из двухточечных сварочных машин чаше всего применяют типа МТМ-33. Она работает в полуавтоматическом режиме. После укладки двух продольных стержней и 1 поперечного и приварки его каркас перемешается на шаг, под электроды укладывается следующий пруток и т. д. Для укладки продольных стержней предусмотрен металлический стол. На нем имеется устройство для перемещения каркаса в процессе сварки. Рис. 18.24. Машина МТ-1610 для точечной сварки: 1 —- рама; 2 — кронштейн; 3, 4, 5 — нижний и верхний электродвигатели; б — пневматический цилиндр; 7 — кран дополнительного хода электрода; 8 — электропневматический клапан; 9 — маслораспылитель; 10 — регулятор давления; 11 — сварочный трансформатор; 12— переключатель ступеней; 13 — регулятор времени; 14 — автоматический выключатель; 15 — игнитронный контактор; 16—вентиль; 17 — фильтр; 18 — сливная коробка; 19 — панель зажимов; 20 — пусковая педаль Таблица 18.21 Технические характеристики одноточечных сварочных машин Верхняя электродная часть машины состоит из качающейся пластины с двумя подвижными устанавливаемыми в требуемом положении электродами. Опускание ее для сжатия свариваемых прутков осуществляется пневмоцилиндром. На нижнем кронштейне машины также имеются два электрода. Двухточечные машины имеют по сравнению с одноточечными более высокую производительность (примерно вдвое). Читать далее: Подвесные точечные машины Категория: - Машины и оборудование для арматурных работ Главная → Справочник → Статьи → Форумstroy-technics.ru Типы машин контактной точечной сваркиНесмотря на то, что сварка сопротивлением является одним из наиболее распространённых методов сварки в области обработки листового металла, правильный выбор контактной машины является серьёзной проблемой для инженеров и менеджеров. Правильный выбор позволит сократить затраты, увеличить производство и, возможно, останется незамеченным. С другой стороны, неправильный выбор, почти гарантировано, будет замечен всеми. Выбор правильного сварочника основан на понимании процесса контактной сварки, типов и возможностей предлагаемых машин, контроллеров и опций. Существует пять основных типов контактных машин, часто используемых для работы с листовым металлом: радиальный, вертикальный, рельефный, портативные клещи и многоточечный. Радиальная машина контактной точечной сварки иногда считается машиной общего назначения. Она является достаточно функциональной, имеет способность проникать в некоторые труднодоступные места, однако не следует считать её универсальной. Это обозначениеболее приемлемо к вертикальной сварочной машине. Причины такого выбора станут очевидными по мере анализа преимуществ и недостатков каждого типа станков. Радиальный тип В радиальных станках для создания усилия на электродах используется поворотное движение. Такие станки могут иметь механический ножной привод или работать от пневмоцилиндра. Усилие на электродах уменьшается с увеличением вылета (длины руки). Зазор между электродами будет возрастать по мере увеличения вылета.Если «руки» станка должным образом не выравнены, они могут «проскальзывать» при контакте с заготовкой, вызывая тем самым сварное соединение неправильной формы. Чрезмерное проскальзывание может привести к неприемлемым сдвигам поверхности заготовки. По мере износа электродов следы на поверхности будут увеличиваться. В связи с поворотным движением использование оснастки для рельефной сварки может быть затруднено. В случае двух или более рельефов(выступов) провариваемых одновременно, например, сваривающий по трём рельефам электрод, неравномерное расположение отдельных рельефов может привести к смещению электрода и невозможности правильной сборки. Основные преимущества радиального типа: 1. Свободное пространство над верхней рукой; 2. Большой разлёт электродов; 3. Сменные или регулируемые руки, позволяющие изменять длину вылета. К недостаткам можно отнести: 1. «Проскальзывание» электрода; 2. Уменьшение давления электрода с увеличением длины вылета в случае, если нет возможности установить более мощный пневмоцилиндр. Вертикальный тип В вертикальных станках используется прямолинейный ход электрода. Они могут иметь механический ножной привод или работать от пневмоцилиндра. Современные сварочные аппараты вертикального типа имеют пневмоцилиндр, расположенный непосредственно над держателем электрода. Таким образом, удается устранить проскальзывание электрода. Такой вертикальный ход является более предпочтительным для рельефной сварки, поскольку сила может быть равномерно распределена по всем рельефам электрода. Длина вылета вертикальной контактной машины фиксирована. Если требуется больший зазор между электродами, необходимо добавление опции обратного или регулируемого хода цилиндра. Преимущества вертикального типа: 1. Нет проскальзывания электрода; 2. Возможность применения для рельефной сварки. К недостаткам можно отнести: 1. Ограниченное пространство над верхней рукой; 2. Меньший разлёт электродов; 3. Фиксированный вылет.Рельефный тип Станки рельефного типа имеют те же основные конструктивные особенности, что и вертикального типа. Вместо рук, однако, данные машины оснащены жесткими нижними платформами и верхними прижимами, которые крепятся непосредственно под головой пневмоцилиндра. Эти платформы разработаны с Т-образными пазами, чтобы устанавливать специализированные электроды для рельефной сварки. Т-образные пазы верхней и нижней платформы расположены под углом 90 градусов друг к другу так, чтобы можно было корректировать по оси Х один электрод, а по оси Y другой для обеспечения правильного выравнивания. Машины рельефной сварки, как правило, оснащены трансформаторами, которые производят вторичный ток большей силы, чем в вертикальных или радиальных аппаратах сопоставимой мощности кВА. Рельефная сварка также может быть поставлена в комбинации с другими типами станков. Короткие руки на машине точечной сварки с обычным держателем электрода могут быть оснащены соответствующими платформами. Поскольку руки контактной машины заканчиваются дальше держателя и цилиндра, комбинированные станки обычно характеризуются двумя значениями вылетов. Многоточечная сварка Машины для многоточечной контактной сварки бывают разных видов. Их конструкция может меняться в зависимости от приложений и требуемой производительности. Большинство многоточечных машин предназначено для решения конкретных задач, но некоторые из них могут сваривать разные размеры заготовок аналогичной конфигурации.На практике редко реализуются универсальные многоточки. Однако, в зависимости от первоначального задания производитель может спроектировать сварочный станок таким образом, чтобы он мог быть переналажен для других приложений. Такая модернизация может повлечь за собой изменение количества и размера трансформаторов и электродов, а также может потребовать установку другого контроллера. Портативные клещи Портативные клещи выпускаются двух видов: старой конструкции – отдельный трансформатор, из него выходит кабель, на конце которого клещи, и более эффективный – с трансформатором, интегрированным в клещи. Оба вида производятся в ручной и подвесной версиях. Ручные клещи, как правило, имеют механический привод, но, могут быть и с пневматическим. Ручные сварочные клещи обычно идут без водяного охлаждения, а потому в основном решают вспомогательные задачи. Подвесные клещи, как правило, обладают пневматическим приводом, хотя в небольших количествах продолжают выпускать механические и гидравлические конструкции. Клещи старой конструкции имеют повышенные требования к мощности первичной сети. Новые интегральные клещи электрически более эффективны и снижают требования по мощности на 50 и более процентов, по сравнению со старым типом. По этой причине, многие роботизированные контактные машины делаются на базе интегральных клещей. Оба типа клещей доступны в «С»-исполнении или в виде ножниц. Новое поколение подвесных сварочных клещей имеет автономную конструкцию со встроенным трансформатором, SCR-контактором и миниатюрным микропроцессорным контроллером, встроенный в рукоятку. Важным элементом безопасности является использование детекторов заземления(прерыватели замыкания на землю). kit-complect.ru Сам Свар |
www.samsvar.ru
Одно-и двухточечные машины
Строительные машины и оборудование, справочник

Категория:
Машины и оборудование для арматурных работ
Одно-и двухточечные машиныОсновная масса арматурных сеток и каркасов изготавливается на автоматизированных многоэлектродных машинах, но в небольших арматурных цехах применяются еще одно- и двухточечные машины.
К одноточечным машинам новых выпусков относятся: МТ-1607, МТ-1609, МТ-1610, МТ-1613, МТ-2507, МТ-2510, МТ-2517, МТ-4001, МТП-200/1200-3.
В арматурных цехах применяются также одноточечные стационарные машины серии МТП мощностью 75, 100, 150 и 300 кВ-А с осевым ходом электродов и двухточечные машины МГПД-100, МТМ-33.
Точечные машины изготавливаются с вылетами хоботов-электрододержателей 350—1200 мм, что обеспечивает сварку сеток шириной до 1,2 м. Сварка сеток и каркасов, ширина которых больше этого вылета может быть произведена с перевертыванием изделия.
Тогда охват электрододер-жателей обеспечивает сварку изделий шириной:Н = 21 + а,где I — вылет электродов, мм; а — шаг продольных стержней, мм.
Точечные машины всех типов состоят из корпуса, нижнего регулируемого неподвижного хобота с электродом, верхнего подвижного хобота с электродом, механизма сжатия, сварочного трансформатора с переключателем ступеней и однополюсного прерывателя неавтоматического или автоматического действия.
На рис. 18.24 показана одноточечная машина МТ-1610. В ее корпусе встроены сварочный трансформатор, переключатель ступеней, игнитронный контактор и панель зажимов. Пневматический цилиндр, обеспечивающий вертикальное перемещение верхнего электрододержателя, установлен на кронштейне корпуса. Электропневматический клапан, маслораспылитель и регулятор давления с манометром размещены на крышке корпуса. На передней раме установлен кран дополнительного хода электрода, а на задней стенке рамы — фильтр с вентилем, регулятор времени и автоматический выключатель. Нижний электрододержатель помещен на кронштейне.
Схема пневматической системы машины приведена на рис. 18.25. Сжатый воздух из сети поступает через запорный вентиль и фильтр в распределитель, а оттуда по одной ветви через воздушный кран проходит в верхнюю камеру пневматического цилиндра, по другой — через регулятор давления, маслораспределитель и электропневматический клапан — в среднюю или нижнюю камеры пневматического цилиндра, сообщается с атмосферой или включается в сеть сжатого воздуха. Для безударной работы машины предусмотрены дросселирующие клапаны, регулирующие скорость выпуска сжатого воздуха из камер. Пневматический цилиндр имеет два поршня, к которым подходят образующие 3 камеры. Рабочий ход верхнего электрода и сжатие свариваемых деталей осуществляются при выпуске воздуха в среднюю камеру, а обратный ход — при впуске воздуха в нижнюю камеру. Токоведущие части машины, подверженные нагреву, охлаждаются водой. Технические характеристики одноточечных машин приведены в табл. 18.20.
Из двухточечных сварочных машин чаше всего применяют типа МТМ-33. Она работает в полуавтоматическом режиме. После укладки двух продольных стержней и 1 поперечного и приварки его каркас перемешается на шаг, под электроды укладывается следующий пруток и т. д. Для укладки продольных стержней предусмотрен металлический стол. На нем имеется устройство для перемещения каркаса в процессе сварки.
Рис. 18.24. Машина МТ-1610 для точечной сварки:1 —- рама; 2 — кронштейн; 3, 4, 5 — нижний и верхний электродвигатели; б — пневматический цилиндр; 7 — кран дополнительного хода электрода; 8 — электропневматический клапан; 9 — маслораспылитель; 10 — регулятор давления; 11 — сварочный трансформатор; 12— переключатель ступеней; 13 — регулятор времени; 14 — автоматический выключатель; 15 — игнитронный контактор; 16—вентиль; 17 — фильтр; 18 — сливная коробка; 19 — панель зажимов; 20 — пусковая педаль
Таблица 18.21
Технические характеристики одноточечных сварочных машин
Верхняя электродная часть машины состоит из качающейся пластины с двумя подвижными устанавливаемыми в требуемом положении электродами. Опускание ее для сжатия свариваемых прутков осуществляется пневмоцилиндром. На нижнем кронштейне машины также имеются два электрода.
Двухточечные машины имеют по сравнению с одноточечными более высокую производительность (примерно вдвое).
Читать далее: Подвесные точечные машины
Категория: - Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
|
Таблица П32 Технические характеристики многоточечных сварочных машин
Таблица П33 Автоматизированные линии изготовления арматурных каркасов
Таблица П34 Технические характеристики станков для гнутья сварных сеток
Таблица П35 Технические характеристики сварочных машин и клещей
Таблица П36 Технические характеристики установок для сварки пространственных каркасов
Таблица П37 Технические характеристики полуавтомата АДФ-2001 для сварки закладных деталей под слоем флюса
Таблица П38 Технические характеристики сварочных трансформаторов
Таблица П39 Технические характеристики компрессоров
Бетоносмесительные и растворосмесительные цехи (отделения, установки) Таблица П40 Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
zdamsam.ru
Многоточечные машины и автоматизированные линии для сварки широких сеток
Строительные машины и оборудование, справочник
Категория:
Машины и оборудование для арматурных работ
Многоточечные машины и автоматизированные линии для сварки широких сетокНаходят широкое применение многоточечные сварочные машины типов АТМС-14 х 75, МТМС-10 х 35, МТМ-32УХЛ4, МТМ-35УХЛ4, МТМ-103УХЛ4. Все они работают по принципу шаговой подачи сетки и сварки пересечений стержней при неподвижном положении сетки.
Принципиальные схемы подводки тока к сварочным машинам показаны на рис. 18.29. Подводка тока к электродам машин односторонняя, что позволяет резко сократить площадь внешнего контура машины и уменьшить индуктивное сопротивление. Потребляемая мощность уменьшается на 40%.
Многоточечные сварочные машины отличаются от одноточечных количеством установленных сварочных трансформаторов и габаритами.
Машина МТМС-10 х 35 предназначена для точечной сварки арматурных сеток шириной до 2000 мм и проволок диаметром 6—8 мм. Подача продольных проволок из бухт в процессе работы осуществляется автоматически, поперечную арматуру укладывают вручную.
Электрическая схема машины обеспечивает последовательное автоматическое выполнение следующих операций: фиксацию поперечной ар-матуры относительно продольной, одновременное зажатие арматуры между всеми электродами, сварку поперечной арматуры с продольной в местах пересечений, подъем электроводов и перемещение сетки на заданный шаг. Регулирование выдержек времени отдельных операций цикла сварки (кроме перемещения сетки) осуществляется реле времени. Усилие сжатия электродов создается сжатым воздухом с помощью пневмоци-линдров и может регулироваться в пределах до 250 Н (на два электрода). Для уменьшения потребляемой мощности (установленная мощность 350 кВ-А) сварочные трансформаторы машины могут включаться группами по 3—4 одновременно.
Многоэлектродная машина АТМС-14 х 75 (рис. 18.30) состоит из станины, коллектора, сварочных трансформаторов с переключателями ступеней, нижних неподвижных электродов и верхних шунтирующих прижимных колодок, смонтированных на пневмоцилиндрах, токове-душих гибких шин, каретки перемещения сетки спневмоцилиндрами, подающего устройства для поперечной арматуры, системы охлаждения и электрической и пневматической аппаратуры управления. Машина автоматически подает поперечную арматуру к электродам, обеспечивает сжатие поперечной арматуры одновременно во всех местах пересечений ее с продольными стержнями, производит сварку их, а также периодически перемещает сетку на заданный шаг.
Рис. 18.29. Схемы подвода сварочного тока:э — двухсторонний подвод тока в одноточечных машинах и клещах; б — односторонний подвод тока в кар-касосварочных машинах; в — односторонний подвод тока в многоточечных сеточных машинах; г — комбинированный подвод тока в машинах для сварки плоских каркасов
Подача арматуры производится с бухт, располагаемых на специальных вертушках. Поперечная арматура, предварительно нарезанная на правильно-отрезных станках, укладывается в бункер, а оттуда по одному стержню специальным устройством подается под электроды.
При включении электродвигателей и пневматического прижима поперечная арматура захватывается сначала одной» а затем второй парой вращающихся роликов и подается в приемное устройство, расположенное в зоне электродов.
После приварки одного прутка поперечной арматуры каретка машины перемещает сетку на шаг и процесс повторяется. Максимальная производительность машины при сварке сетки с шагом прутков поперечной арматуры 300 мм и при одновременном включении всех трансформаторов составляет 4,5 м сетки в I мин. Известные модели этой машины АТМС-14 х 75-5, АТМС-14 х 75-7 и АТМС-14 х 7-9 отличаются от основной модели конструкцией отдельных узлов, диаметрами свариваемых стержней и шириной сетки.
Машина МТМ-35УХЛ4 разработана для сварки тяжелых каркасов и сеток шириной до 1400 мм и арматурной стали диаметром до 40 мм (рис. 18.31). Она состоит из двух боковых сварных корпусов, соединенных между собой балкой и ресивером, верхней балки с бункером для поперечных стержней, каретки перемещения сетки, а также пневматического и электрического устройств и систе-мы охлаждения. На балке крепят 4 цилиндра сжатия электродов, которые можно устанавливать в зависимости от расстояния между продольными стержнями.
Для сварки сетки с разными шагами продольных стержней предусмотрен комплект сменных планок с электродами. Контактные колодки попарно соединены с вторичными витками сварочных трансформаторов посредством гибких шин.
К электрическому устройству машины относятся два электромагнитных контактора, пульт управления, шкаф управления, сварочные трансформаторы. Первичные обмотки сварочных трансформаторов включаются в треугольник, в каждой фазе которого включена пара игнитронов. Сварочные трансформаторы можно включать одновременно по 3 или 2, а также любой из 4 в отдельности. Электрическая схема машины предусматривает работу машины в автоматическом и наладочном режимах. При этом каркас можно сваривать с постоянным и переменным шагом, который устанавливается специальным переключателем.
Рис. 18.30. МашинаАТМС- 14×75: 1 — пневмоцилиндр привода каретки; 2 — станина; 3 — сварочные трансформаторы; 4 — устройство подающее; 5 — устройство направляющее; 6 — устройство приемное; 7 — устройство пневматическое; 8’— привод давления и контактные части; 9 — гибкие шины; 10 — система охлаждения; 11 — электрическое устройство; 12 — поддерживающее устройство
Машина МТМ-32УХЛ4 разработана для сварки арматурных сеток, применяющихся при строительстве монолитных сооружений (рис. 18.32). Машина выполнена из сварной станины, на которой с правой стороны расположены сварочные головки, сварные трансформаторы, токоведушие плиты, переключатель ступеней и направляющее устройство для заправки в машину продольных арматурных стержней. В левой части станины размещены бункер для поперечных стержней, каретка перемещения сетки в процессе сварки с пневмоприводом и зажимное устройство.
Пересечения стержней сваривают 16 сварочными головками, установленными с постоянным шагом 200 мм. Сварочные головки выполнении виде стальных сварных скоб с установленными в верхней части пневмоцилиндрами, к штокам которых, направленным вниз, изолированно прикреплена медная плита с верхним подвижным электродом. В нижней части скобы помещена медная плита с нижним электродом.
Сварочные головки устанавливают на станине с возможностью вертикального перемещения, что обеспечивает стабильность сварочного усилия. В машине установлены пять сварочных трансформаторов, от которых получают питание сварочные головки. Каретка предназначена для перемещения на заданный шаг сетки после приварки очередного поперечного стержня к продольным. При рабочем ходе каретки только что приваренный поперечный стержень захватывается специальными захватами, и вся сетка перемещается на заданный шаг. На пути перемешения каретки на станине установлены три упора, управляемые сжатым воздухом, которые обеспечивают получение шага поперечных стержней 100, 200 и 300 мм.
Рис. 18.31. Многоэлектродная машина МТМ-35УХЛ4
При отключении всех упоров сетка перемещается на 600 мм. Для обеспечения правильного положения концов продольных стержней на каретке предусмотрена упругая балка, в которую упираются продольные стержни в процессе заправки их перед началом сварки. После заправки продольных стержней каретку отводят в исходное положение, а упорная балка откидывается путем поворота ее на шарнирах. Кроме того, каретка имеет четыре толкателя, с помощью которых путем перемещения ее при ручном управлении можно вытолкнуть сваренную сетку из машины.
Для механизированной подачи в зону сварки очередных поперечных стержней в машине предусмотрен бункер, состоящий из двух вертикальных сварных стенок и четырех отсекателей. Стержни, находящиеся в щели между вертикальными стенками, удерживаются отсекателями и по команде в необходимый момент подаются в зону сварки. Наличие отсекателей обеспечивает одновременную подачу двух прутков для параллельной сварки двух сеток шириной 1000 и 1400 мм.
На верхнем валке с шагом 200 мм насажены 16 роликов с коническими канавками. С помощью роликов обеспечивается требуемое направление поступления продольных стержней в машину под электроды. Нижний гладкий валок установлен на такой высоте, чтобы стержни находились выше уровня нижних электродов на 2—3 мм.
В передней части станины установлено зажимное устройство, служащее для выталкивания из машины сваренной сетки.
Рис. 18.32. Схема сварочной машины МТМ-32УХЛ4:1 — станина; 2 — зажимное устройство; 3 — упоры; 4 — пневмопривод каретки; 5 — каретка; 6 — рельс; 7-пружина; 8 — стакан; 9 — бункер поперечных стержней; 10 — сварочная головка; 11 — пневматическое устройство; 12 — электрическое устройство; 13 — переключатель ступеней; 14 — сварочный трансформатор; 15, 16-токоведущие плиты; 17 — гибкие шины; 18 — направляющее устройство; 19 — коммутирующее устройство; 20 — система охлаждения
По окончании сварки сжатый воздух для выталкивания сетки подается одновременно в цилиндр каретки и в верхние камеры зажимного устройства. При сварке стержней диаметром 32 и 14 мм с шагом поперечных стержней 300 мм обеспечивается приварка шести поперечных стержней в 1 мин., при шаге 600 мм привариваются четыре стержня в 1 мин.
Технические характеристики многоточечных сварочных машин приведены в табл. 18.24.
Режимы сварки для моделей машины типа АТМС-14 х 75 могут быть выбраны по данным табл. 18.25.
Многоточечные сварочные машины используют для оснащения автоматизированных сварочных линий. Имеется несколько типов автоматизированных сварочных линий, которые приведены в табл. 18.26.
В состав линий входят комплект бухтодержателей, устройство для правки продольных проволок, стыкосварочная машина, многоэлектродная сварочная машина, гильотинные ножницы и пакетировщик сеток. Далее приводятся основные типы оборудования для комплектования автоматизированных сварочных линий.
Пакетировщик СМЖ-326А предназначен для приема сеток от сварочной машины и укладки их в пакет. Пакетировщик выпускается на прием сеток длиной до 4 м. При необходимости приема более длинных сеток его можно удлинить.
Таблица 18.24
Технические характеристики многоточечных сварочных машин
Таблица 18.25
Усредненные режимы сварки для моделей машин типа атмс-14 х 75
Работа пакетировщика производится следующим образом. Подаваемая сетка опирается своими боковыми сторонами на полки направляющих и скользит по ним. Дойдя до рычага конечного выключателя, передний конец сетки воздействует на него, подается команда на срабатывание пневмоцилиндров, которые поворачивают направляющие на сброс сетки, а затем возвращают их в исходное положение.
Правильное устройство СМЖ-324А предназначено для правки арматуры при ее подаче в сварочную машину. Арматура правится при ее протягивании между роликами. В зависимости от расстояния между проволоками обоймы могут переставляться по направляющим рамы, к которым они крепятся винтовыми зажимами. Обоймы на рамах расположены под углом 45°, но в различные стороны, т. е. под углом 90* по отношению друг к другу.
Ножницы СМЖ-325А предназначены для резки арматурных сеток, используя подпружиненный прижим сеток. Для правильного перемещения сетки предусмотрены боковые направляющие. Верхняя рама ножниц со смонтированными на ней узлами установлена на катки и может перемещаться относительно нижней рамы на 300 мм. На ножницах предусмотрено ручное (наладочное) и автоматическое управление.
Бухтодержатель представляет собой колонку, на которой расположены консольные кронштейны с вертушками для мотков проволоки. Вертушки имеют вертикальные направляющие, переставляемые в радиальном направлении для размещения мотков с различным внутренним диаметром.
Правильные устройства СМЖ-288-1Б и 2Б. Исполнение 2Б имеет раму, на которой установлен ряд правильных роликовых блоков. Они при наладке могут смещаться вдоль рамы по се направляющим, в зависимости от шага между продольными стержнями в сетке. Каждый блок состоит из корпуса с пятью правильными роликами. Три нижних ролика свободно вращаются на осях, а два верхних — на осях, соединенных с корпусом шарнирно. В верхней части блоков расположены нажимные винты для перемещения рычагов с поворотными роликами, посредством чего создается прогиб арматуры при ее правке. На входе в блок установлена фильера из твердого сплава. Правильное устройство СМЖ-288-1Б изготавливается по индивидуальному заказу. В остальном конструкции устройств идентичны.
Он может входить в состав автоматизированной линии для изготовления арматурных сеток шириной до 1450 мм из стержней диаметром I4—40 мм. Портал-раскладчик состоит из привода цепного конвейера, соединительных вилок, муфт и пневмопривода поворота конвейера.
Цепной конвейер представляет собой ряд консольно закрепленных рам с параллельно расположенными цепными передачами. Рамы оснащены цепями с лапками, на которые крепятся ложементы, принимающие продольные стержни. Лапки цепи имеют шаг 76 мм, что является шаговым модулем раскладки стержней.
Портал-раскладчик выполняется в нескольких исполнениях, каждое из которых предназначено для приема и выдачи стержней разной длины (6— 18 м) через каждые 3 м.
Читать далее: Машины для сварки плоских и объемных арматурных каркасов
Категория: - Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Одноточечные машины специального назначения | Сварочное оборудование
Применяемые в автомобильной промышленности для точечной сварки тонколистовых стальных крупногабаритных конструкций машины с распорными пистолетами представляют собой своеобразную комбинацию сварочного приспособления и подвесной точечной машины (рис. 104). Вначале применяли машины, в которых усилие 60—80 кгс на электродах создавалось рычагами (рис. 104, а) и было достаточно для сварки тонколистовой стали на мягких режимах. Однако это требовало от сварщика значительного напряжения и не гарантировало стабильности усилия сжатия. Поэтому появились пневмо- и пневмогидравлический (рис. 104, б, s) приводы рычага или распорные пистолеты (рис. 104, г).
Рис. 104. Точечная сварка распорными пистолетами
Свариваемую деталь устанавливают на нижние электроды столе машины. При необходимости детали фиксируют и зажимают соответствующими устройствами. Над местом сварки располагают верхние токоподводы 2, контактная поверхность которых параллельна плоскости нижних и соответствует конфигурации детали в месте сварки. Токоподводы соединяются с вторичным витком 3 сварочного трансформатора СТ, образуя вторичный контур машин.
Рычаг или распорный пистолет при приложении усилия замыкает электрическую цепь во вторичном контуре для пропускания сварочного тока. Рычаги или пистолеты не связаны с кабелем вторичного контура и имеют более простую и легкую конструкцию без громоздкой оснастки. На схеме, изображенной на рис. 104, г, второй полюс от сварочного трансформатора подведен непосредственно к сварочному пистолету распорного действия. В этом случае необходим гибкий кабель на одном из участков вторичного контура.
Схема управления такого оборудования аналогична схеме управления подвесных сварочных машин. При их проектировании широко применяют унифицированную аппаратуру точечных машин, выпускаемую электрической промышленностью. Рассмотрим действие пневматического пистолета (рис. 105, а). Электрод 1 подводят к месту сварки, после чего нажимают на пусковую кнопку 6, открывая через электропневмоклапан доступ воздуха в нижнюю камеру рабочего цилиндра. Шток начинает выталкиваться из корпуса цилиндра вверх до тех пор, пока связанный с ним упор 4 не дойдет до верхнего токоподвода. Цепь вторичного контура замыкается, и сварочный ток идет через упор 4, контактную гибкую шину 5, корпус пистолета 3 и электрод. Обратный ход обеспечивается возвратной пружиной 2, которая одновременно оказывает демпфирующее действие в начале цикла. Пистолет удерживается и перемещается ручкой 7.
Рис. 105. Типы распорных пистолетов
Пистолеты аналогичной конструкции, но гидравлического действия имеют меньшие габаритные размеры, так как рабочая жидкость подается в пистолет от пневмогидравлического усилителя под давлением 30—50 кгс/см2. Гидравлический пистолет распорного типа с токоподводящим корпусом и опорами, расположенными вдоль оси рабочего цилиндра, показан на рис. 105, б. Корпус пистолета одновременно является и его ручкой. Для удобства на его верхней поверхности нанесена крупная насечка.
На рис. 105, в показан пневматический пистолет, работающий с упором. Шток цилиндра 3 при рабочем ходе выдвигается и посылает электрод 2 к изделию. В это время упор, связанный с корпусом пистолета, упирается в нижнюю опорную планку 1, расположенную параллельно месту сварки. В работу пистолет включается кнопкой 4, расположенной на рукоятке пистолета 5. Кабель 6 от сварочного трансформатора подведен к электрододержателю 7. Детали собирают на токоподводах и приспособлении, расположенных на подъемном столе машины. После сборки детали прижимают зажимами и стол поднимается в положение для сварки.
При сварке деталей больших размеров применяют несколько сварочных трансформаторов для уменьшения пределов изменения размеров и сопротивления вторичного контура и стабилизацию сварочного тока. Стабилизировать ток в некоторых пределах можно, используя специальную электронную аппаратуру с обратной связью (например, УРТ-3, РСТ-1) за счет автоматического изменения угла зажигания игнитронов.
На ГАЗе для этой цели разработана специальная аппаратура на декатронах (регулятор РВДУ), отличающаяся высокой надежностью. Прибор задает и отрабатывает длительность пяти последовательных операций сварочного цикла и работает в любом из двух режимов, стабилизируя первичный ток сварочного трансформатора или падение напряжения между электродами сварочной машины. Аппаратура позволяет также плавно вручную регулировать сварочный ток. Точность стабилизации сварочного тока ±3%.
Точечные машины с распорными пистолетами имеют большие вторичные контуры, поэтому на них устанавливают сварочные трансформаторы, по характеристикам близкие к сварочным трансформаторам подвесных машин. Оборудование этого типа обычно используют при сравнительно небольшом выпуске изделий.
www.stroitelstvo-new.ru
Оборудование для сварки арматурных конструкций
Строительные машины и оборудование
Соединение пересекающихся арматурных стержней и наращивание их длины производятся сваркой с помощью специальных машин для стыковой и точечной сварки, обеспечивающих большую производительность и высокое качество сварки.
В стыковых сварочных машинах электрический ток большой силы подают к свариваемым стержням, концы которых при соприкосновении замыкают электрическую цепь, разогреваются до пластически жидкого состояния и при осевом сжатии свариваются. Осевое сжатие свариваемых стержней в зависимости от их диаметра может быть рычажно-ручным, рычажно-пневматическим и с помощью гидроцилиндров. На рис. 16.8 дана стыковая сварочная машина, применяемая при небольших объемах работ. Она состоит из станины 4, изолированной подвижной каретки 6, токо - проводящих плит 3, контактных зажимов 2 для свариваемых стержней 1, осадочного рычага5, трансформатора 7с первичной 8
Г
И вторичной 10 обмотками, устройства 9 для регулирования силы" электрического тока переключением витков первичной обмотки и? [і токопроводящих медных шин 11.
Для точечной сварки крестообразно расположенных стержней^ арматуры применяют контактные точечные машины, принцип действия которых заключается в сжатии стержней электродами, через которые пропускают электрический ток. Благодаря большому"
| Рис. 16.9. Стационарная одноточечная сварочная машина |
| Рис. 16.8. Стыковая сварочная машина |
Сопротивлению в точке контакта цилиндрических поверхностей' выделяется теплота, разогревающая место контакта до плавления металла и сварки стержней при их сжатии. Машины точечно» сварки бывают одно - и многоточечными. Сжатие свариваемых стержней производится с помощью пневматических или пневмо- гидравлических устройств. Одноточечные контактно-сварочные машины бывают стационарными, передвижными и подвесными.
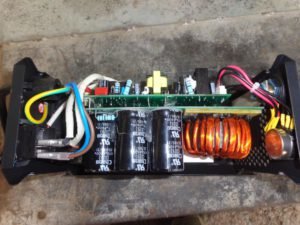
Стационарная одноточечная сварочная машина (рис. 16.9) состоит из корпуса 14, обшитого листовой сталью 1, трансформаторов 16, переключателя ступеней 17, контактора 18, электродов & с электрододержателями 4, токопроводящих шин 15 и шлангов 2 охлаждающей жидкости, поступающей от крана 20. Опусканиег нажатие и подъем верхнего электрода обеспечивает пневмосисте - ма с цилиндром 6, манометром 12, редуктором 13, электропневматическим клапансш 10, лубрикатором 11 и дросселирующим клапаном 8, ^смягчающим удар электрода при его, опускании на ар-члатурные стержни. В цилиндре на общем штоке укреплены два аюршня, из которых нижний служит для перемещения электрода, а верхний ограничивает ход электродов и регулирует их ход соответствующей установкой гаек 7. Ручной кран 5 подъема верхнего электрода, выключатель 9 для подготовки машины к работе, - спускной воздушный вентиль 19 и пусковая переносная педаль 21 обеспечивают работу машины как в неавтоматическом, так и в автоматическом режиме.
Многоточечные контактно-сварочные машины представляют собой высокопроизводительные автоматические и полуавтоматические многоэлектродные устройства, применяемые для массового производства плоских и пространственных каркасов и сеток. Машина для автоматической сварки плоских арматурных каркасов •состоит из станины 1 (рис. 16.10), пневмогидравлических преобразователей 2, обеспечивающих сжатие электродов, скобы 3 с электрододержателями, механизма 4 подачи поперечных стержней - из бункера, трех сварочных трансформаторов 5, каретки 6 для ^перемещения каркаса на шаг, переключателя ступеней 7, амортизирующего устройства 8, направляющего устройства 9 для готового каркаса, крана 10 для подвода сжатого воздуха и пульта управления 11. К каждому сварочному трансформатору подклю-г
Чается два электрода. Механизмы машины обеспечивают в необходимой последовательности подачу под сварочные электроды»" ) поперечных стержней на продольные и сварку в точках пересечения стержней и перемещение каркаса в продольном направлении - на заданный шаг. Стержни к машине подают предварительно» очищенными, выправленными и нарезанными.
Наша организация, помимо оказания такой популярной услуги, как передача в аренду автотехники для строительства, дополнительно специализируется на осуществлении
Наша организация, помимо оказания такой популярной услуги, как передача в аренду автотехники для строительства, дополнительно специализируется на осуществлении Строительная спецтехника – главный аспект выручки строительных организаций, так как за счет …
Щековая дробилка 4 тонны в час
Дробилка щековая ДЩ-4000 Оборудование для измельчения камней, скомканных сыпучих, щебня. Предназначение: Дробилка предназначена для дробленият оходов строительства, камней, мрамора, углей, окаменевших сыпучих материалов, кирпичей и т.д. на фракции от 10 …
Калибратор — рассев сыпучих
Рассев 3х ярусный Р-4ф Оборудование для рассева сыпучих на 4 фракции Принцип работы Рассева р-4ф Куски сыпучих материалов размерами до 10 мм засыпаются в верхнее приемное отделение и после обработки …
msd.com.ua
Одноточечные машины для контактной сварки — Бетонные и железобетонные работы
Точечную контактную сварку применяют для получения крестообразных соединений арматурных стержней при изготовлении сварных арматурных сеток и каркасов из горячекатаной стали классов А-I, Α‑ΙΙ, A-III диаметром 3—40 мм и проволоки класса B-I и Bp-I диаметров 3—8 мм.
Для точечной сварки пересекающихся стержней применяют специальные одно-, двух — и многоточечные автоматические машины.
| Показатели | Марки | |||||||
| MT-1207, МТ-1210 МТ-1217 | MT-1607, МТ-1610, МТ-1613, МТ-1617 | |||||||
| Номинальный сварочный ток, A | 12500 | 16000 | ||||||
| Усилие на электродах, кН | 5,0; 5,0; 5,5 | 6,0; 6,0 6,0; 5,5 | ||||||
| Класс и диаметр, мм, арматуры в сетках и каркасах | Поперечной В,‑1, A-I при сварке с продольной А-I, A-II1 A-III, Ат-Ш | 5—22 | 5—18 | 5—10 | 6—28 | 6-22 | 6—18 | |
| 5—22 | 5-36 | 5-40 | 6—28 | 6-40 | 6-50 | |||
| Поперечной A-II1 A-III, Αт-III | 5-14 | 5—10 | 5—8 | 5-18 | 5—14 | 5-10. | ||
| Bp-I при сварке с продольной тех же классов | 5-14 | 5-20 | 5-28 | 5—18 | 5-28 | 5—40 | ||
| Ширина свариваемых изделий, мм | 500 | 500 | ||||||
| Класс и диаметры, мм, арматуры в закладных деталях | A-I | 6—14 | 6—16 | |||||
| A-II1 A-III1 Aт-III | 6—10 | 6—14 | ||||||
Продолжение таблицы 64
| Машин | ||||||||||
| MiT-2507, МТ-2510, МТ-2517 | МТ-4001, МТ-4017 | МТП-150/1200 | МТП-200/1200, МТП-2002 | |||||||
| 25000 | 40000 | 25000 | 25000 | |||||||
| 16,0; 14,0; 20,0 | 32,0; 25,0 | 14,0 | 16,0 | |||||||
| 8-40 8—40 | 8—36 | 12—40 | 5-28 | 5—22 | 5-18 | 6-32 | 6-25 | 6—20 | ||
| 8-50 | 1-250 | 5-28 | 5-36 | 5—50 | 6—32 | 6-40 | 6—50 | |||
| 6—25 | 6-20 | 6-16 | 10-40 | 10-32 | 5—18 | 5-14 | 5-10 | 5—10 | 5—16 | 5-10 |
| 6—25 | 6—40 | 6-50 | 10—40 | 10—50 | 5-18 | 5—28 | 5—40 | 5-20 | 5—28 | 5-40 |
| 500 | <500 | <1200 | < 1200 | |||||||
| 8—16 | — | — | — | |||||||
| 6—16 | — | — | — | |||||||
arxipedia.ru