







Изготовление и использование конденсаторной сварки. Конденсаторная сварка своими руками схема и описание
Конденсаторная сварка своими руками — схема и описание
Апрель 8, 2017
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.

Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.

Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
electrod.biz
Схема и описание конденсаторной сварки
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить сварочный аппарат конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети. 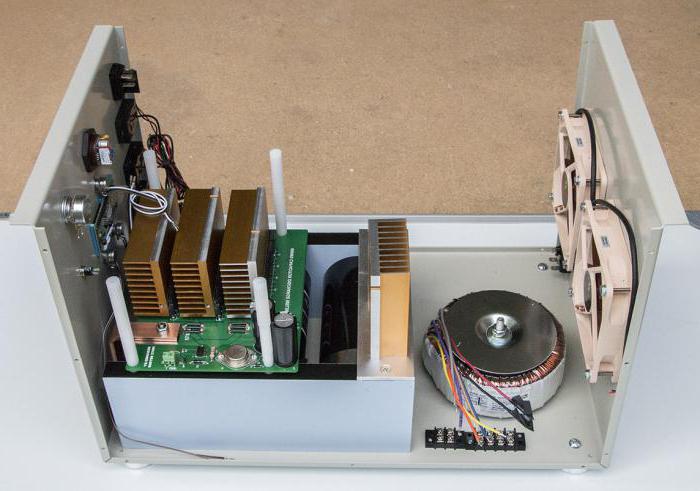
Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 – 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ тонкие листы металла не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.

- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой – к электроду.
При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 - 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины. 
Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством параллельного подключения. В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Число конденсаторов | Емкость, мкФ |
2 | 470 |
2 | 100 |
2 | 47 |
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная – из медной шины.

Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов. 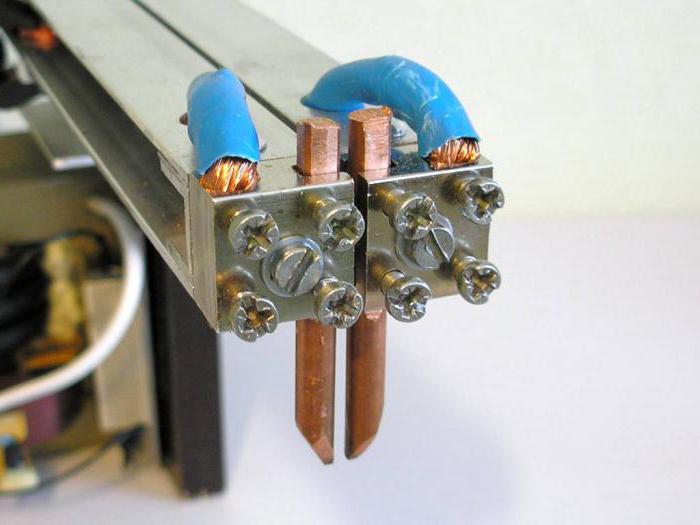
Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.
fb.ru
Конденсаторная сварка своими руками: технология и разновидности
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.

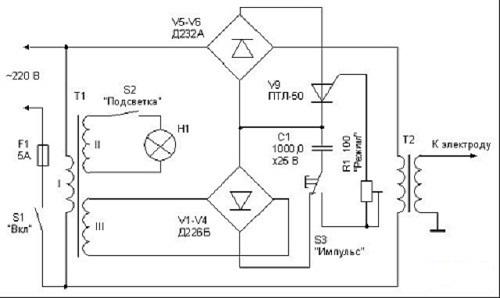
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
- устройство для сварки;
- электрод;
- трансформатор;
- проволока;
- конденсатор.
Отличие точечного метода сварки от других существующих

Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.

Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки

Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
- 1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
- 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.

Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
- напряжение зарядки — 1000 В;
- время сварки — 0,001 с.;
- ток сварки — 6000 А;
- емкость конденсаторных устройств — 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
- температура плавления;
- плотность;
- сродство к газам атмосферы;
- механические показатели при низких и высоких температурах.

Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
- тяжелые цветные;
- активные и тугоплавкие;
- легкие.
Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов

Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
- Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.
- Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
- Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
- Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
- Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.
Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
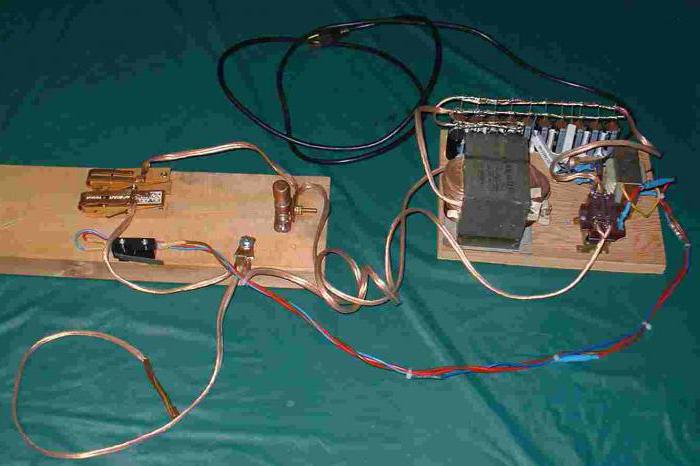
Как своими руками сделать устройство для сварки точечным способом?

Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
moyasvarka.ru
Сварочный аппарат на конденсаторах своими руками
Устройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.  Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине.
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
izobreteniya.net
Конденсаторная сварка своими руками
Разработанная в 30-х годах двадцатого века, технология конденсаторной сварки получила широкое распространение. Этому способствовал ряд факторов.
- Простота конструкции сварочного аппарата. При желании его можно собрать своими руками.
- Относительно низкая энергоёмкость рабочего процесса и малые нагрузки, создаваемые на электрическую сеть.
- Высокая производительность, что, безусловно, важно при выпуске серийной продукции.
- Снижение термического влияния на соединяемые материалы. Эта особенность технологии позволяет применять её при сварке деталей малых размеров, а также на видовых поверхностях, где использование обычных методов неизбежно привело бы к нежелательным деформациям материала.

Если добавить к этому, что для наложения качественных соединительных швов достаточно иметь средний уровень квалификации, причины популярности этого способа контактной сварки становятся очевидны.
В основе технологии лежит обычная контактная сварка. Отличие в том, что ток подаётся на сварочный электрод не непрерывно, а в виде короткого и мощного импульса. Это импульс получают, устанавливая в оборудование конденсаторы большой ёмкости. В результате удаётся достичь хороших показателей двух важных параметров.
- Короткого времени термического нагрева соединяемых деталей. Эту особенность с успехом используют производители электронных компонентов. Лучше всего подходят для этого бестрансформаторные установки.
- Высокой мощности тока, что для качества шва значительно важнее его напряжения. Эту мощность получают, используя трансформаторные системы.
Разновидности технологии
В зависимости от требований производства, выбирают один из трёх технологических приёмов.
- Точечная конденсаторная сварка. Используя короткий импульс тока, выбрасываемого конденсатором, соединяют детали в прецизионном машиностроении, электровакуумной и электронной технике. Подходит данная технология и для сварки деталей, значительно отличающихся по толщине.
- Роликовое наложение шва позволяет получить полностью герметичное соединение, состоящие из множества перекрывающихся точек сварки. Это обуславливает применение технологии в процессе изготовления электровакуумных, мембранных и сильфонных устройств.
- Стыковая сварка, которая может быть произведена как контактным, так и неконтактным способом. В обоих случаях происходит оплавление в месте соединения деталей.
Область применения
Области применения технологии различны, но с особым успехом её используют для крепления втулок, шпилек и другого крепежа на листовой металл. С учётом особенностей процесса, его удаётся адаптировать для нужд многих отраслей производства.
- Автомобилестроение, где необходимо надёжно соединять между собой панели кузова, выполненные из листовой стали.
- Авиастроение, предъявляющее особые требования к прочности сварных швов.
- Судостроение, где, с учётом больших объёмов работ, экономия электроэнергии и расходных материалов даёт особенно ощутимый результат.
- Производство точных приборов, где недопустимы значительные деформации соединяемых деталей.
- Строительство, в котором широкое распространение получили конструкции из листового металла.
Повсюду востребовано простое в устройстве и несложное в применении оборудование. С его помощью можно наладить выпуск мелкосерийной продукции или обустроить приусадебный участок.
Самодельная конденсаторная сварка
В магазинах можно без проблем приобрести уже готовое оборудование. Но из-за простоты его конструкции, а также низкой стоимости и доступности материалов, многие предпочитают собирать аппараты для конденсаторной сварки своими руками. Стремление сэкономить деньги понятно, а обнаружить в сети нужную схему и подробное описание можно без труда. Работает подобное устройство следующим образом:
- Ток направляют через первичную обмотку питающего трансформатора и выпрямляющий диодный мост.
- На диагональ моста подают управляющий сигнал тиристора, оборудованного кнопкой запуска.
- В цепь тиристора встраивают конденсатор, служащий для накопления сварочного импульса. Этот конденсатор также подключают к диагонали диодного моста и подсоединяют к первичной обмотке трансформаторной катушки.
- При подключении аппарата конденсатор накапливает заряд, запитываясь от вспомогательной сети. При нажатии кнопки этот заряд устремляется через резистор и вспомогательный тиристор в направлении сварочного электрода. Вспомогательная сеть при этом отключается.
- Для повторной зарядки конденсатора требуется отпустить кнопку, разомкнув цепь резистора и тиристора и вновь подключив вспомогательную сеть.
Длительность импульса тока регулируется с помощью управляющего резистора.
Это лишь принципиальное описание работы простейшего оборудования для конденсаторной сварки, в устройство которого можно вносить изменения, в зависимости от решаемых задач и требуемых выходных характеристик.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.
Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
Используя описываемую технологию, удаётся соединять не только тонкие стальные листы, но и изделия из цветных металлов. При проведении работ важно учитывать не только толщину, но и другие особенности материалов. Если металл при нагреве склонен к образованию микротрещин, или при его обработке возникают высокие внутренние напряжения, необходимо увеличить длительность импульса, подняв, таким образом, температуру нагрева.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Конденсаторная сварка
25 ноября 2015
Просмотров: 3825
Нередко при проведении строительных работ используется точечная, или конденсаторная, сварка. Она необходима, когда требуется приварить одну небольшую деталь. Такой метод сварки заготовок, особенно из цветных металлов, сейчас очень востребован, поэтому многие хотели бы проводить ее в быту. Процесс не представляет сложности и вполне может быть реализован своими руками. Существует несколько вариантов, как сделать самодельную сварку для использования дома.

Конденсаторная сварка используется для соединения деталей из металла.
Разновидности контактной сварки
Конденсаторная сварка названа так по принципу своего действия: спайка деталей производится в результате накопления энергии в конденсаторах.
Конденсаторная сварка имеет 3 разновидности, различающиеся по принципу работы. Этими разновидностями являются следующие:

Схема контактной сварки.
- Контактная сварка. Металлические детали прижимают друг к другу, затем конденсатор разряжается. В этом месте возникает дуга, расплавляющая заготовку, в результате детали соединяются. Участок соединения бывает совсем небольшим. В зоне воздействия ток может достигать за 3 с 15 кА.
- Точечный тип сварки. Разряд тока проходит по электродам, которые соприкасаются с двух сторон с поверхностью металлических заготовок. Время существования дуги — от сотой до десятой доли секунды (зависит от регулировки) при силе воздействия тока 10 кА. Соединение заготовок происходит в одной небольшой точке.
- Ударный тип сварки. Разряд подается на металлические заготовки, в результате чего совершается ударный контакт. Участок сварки очень маленький, так как дуга появляется только на 1,5 с.
По виду образования разряда конденсаторная сварка может быть трансформаторной или бестрансформаторной. Особенность трансформаторной сварки состоит в том, что электрический разряд поступает не на детали, а на вторичную обмотку трансформатора и уже с нее в точку сварки. Такой способ позволяет лучше регулировать процесс сварочных работ. Время воздействия — тысячная доля секунды при напряжении 1 кВ, в результате чего во вторичной обмотке образуется ток мощностью до 6 кА.
Бестрансформаторная контактная сварка обеспечивает прохождение тока прямо в точку сварки, а не на обмотку трансформатора. Сваривание заготовок осуществляется за счет разряда (до 1 кВ) длительностью 0,005 с и током до 100 А. Как вариант может применяться низковольтный разряд (60 В), ток которого составляет до 2 А, время воздействия — 0,6 с.
Основной принцип сварки
В бытовых условиях чаще используется схема трансформаторной конденсаторной сварки.

Схема точечной сварки.
Способ ее работы заключается в том, что две металлические детали, предназначенные для сварки, соединяются нужным образом, а затем помещаются между электродами. На электроды подают разряд тока кратковременного действия. В результате между ними возникает дуга, которая расплавляет металл в точке воздействия, и детали соединяются.
Диаметр участка может составлять от 0,4 до 1,2 см. Действие импульса продолжается до 0,1 с, за счет чего обеспечивается появление общего расплавленного ядра. Нагрузка продолжает действовать даже после окончания импульса, обеспечивая появление общего соединительного шва.
Сам импульс идет на электроды с вторичной обмотки трансформатора, обеспечивая сильный ток при малом напряжении. Затем при разрядке конденсаторного блока образуется импульс, который подается на первичную обмотку.
В конденсаторном блоке во время подачи импульса на электроды образуется заряд. Таким образом трансформатор заряжается, в то время как ток находится на электродах.
Конденсаторная сварка применяется во многих областях, метод удобен при работе с цветными металлами.

При контактной сварке металлические детали прижимают друг к другу.
Толщина листов не должна превышать 1,5 мм, что ограничивает сферу применения. Но, с другой стороны, эта техника сварки хорошо показала себя при соединении массивной металлической конструкции и тонкого листа металла.
Чтобы самодельная конденсаторная сварка прошла успешно, надо соблюсти несколько требований.
В первую очередь, важно обеспечить оптимальную подачу импульса — 0,1 с, а также накопление энергии от сети в дальнейшем. Во время подачи энергии нужно обеспечивать качественный контакт между деталями. Разжимать электроды сразу не рекомендуется, необходимо, чтобы металл остывал под давлением. Это позволяет улучшить процесс кристаллизации металла.
Электроды лучше всего использовать медные. Поверхность заготовок не должна затруднять прохождение тока, поэтому ее нужно освободить от ржавчины и окисления.
Сборка точечной сварки своими руками и ее использование
Схема устройства точечной сварки любой разновидности включает в себя два блока: сварочный и импульсный. Дополнительно требуется установить механизм регулировки режима сварки и защиты.
Для работы с тонкими металлическими листами подойдет упрощенный аппарат. Подача импульса в таких инструментах производится с помощью трансформатора. При этом один конец обмотки соединяется с массивной металлической деталью, а другой — с медным электродом. Сварка проходит с использованием одного только верхнего электрода.
Схема сборки агрегата

Подача импульса в таком инструменте производится с помощью трансформатора.
Первичная обмотка в трансформаторе проводится через выпрямительный диодный мост и подключается к сети. На диагональ моста идет сигнал с тиристора. Управление тиристором производится при помощи специальной кнопки запуска.
Конденсатор подсоединяют к сети тиристора, подключают к диодному мосту, откуда выводят на первичную обмотку. Для зарядки конденсатора включают вторичную вспомогательную цепь с трансформатором и диодным мостом.
В качестве источника импульса применяют конденсатор емкостью 1000-2000 мкФ. Трансформатор для системы изготавливается из сердечника разновидности Ш40, рекомендуемая толщина — 7 см. Для первичной обмотки понадобится провод, диаметр которого 8 мм, он наносится в 300 мотков. Для вторичной обмотки из медной шины нужно сделать 10 витков. Входной трансформатор можно применять любой модели, главное, чтобы мощность была не ниже 10 Вт, а напряжение — 15 Вт.
Если необходимо сваривать листы и провода большей толщины, до 0,5 см, рекомендуется внести некоторые изменения в конструкцию. Для того чтобы управлять сигналом, понадобится пускатель модели МТТ4К, включающий тиристоры, расположенные параллельно, резистор и диоды. Для регулирования времени работы в цепь дополнительно устанавливается реле.
В более мощном инструменте энергия будет накапливаться в батарее, состоящей из параллельно соединенных конденсаторов.
Такая сварка будет работать по следующей схеме. Сначала нажимают пусковую кнопку, включающую реле времени. Затем через тиристоры включается трансформатор для сварки, и реле времени отключается. Длительность воздействия импульса регулируют при помощи резистора.
Описанный аппарат является более мощным, поэтому необходимо сделать качественный сварочный блок. На роль электродов вполне подойдут клещи с давлением 20 кг/кв. см с небольшим диаметром.
Проведение процесса сваривания самодельным сварочным агрегатом
После изготовления сварочного аппарата можно переходить непосредственно к процессу сварки.
Поверхность деталей тщательно очищается от ржавчины, загрязнений или окисной пленки. Затем все детали совмещаются в нужном порядке и в правильном положении, помещаются между электродами. Нажав на пусковую кнопку, подают рабочий импульс. Электроды сжимают, оставляя в таком положении на 1-2 мин, чтобы ядро лучше кристаллизировалось. Выждав нужный промежуток времени, электроды можно раздвинуть и приступить к сварке в другой точке. Шаг сварки зависит от толщины материала, но обычно не превышает 6 см. Процесс повторяют нужное количество раз.
В процессе сварки могут понадобиться дополнительные инструменты, такие как болгарка, наждачная бумага, плоскогубцы, нож, отвертка и т. д.
Конденсаторная сварка — простой и доступный способ для соединения разнородных деталей толщиной не более 1 мм, приваривания тонкого листа цветного металла к большой конструкции. Сделать сварочный аппарат для работы вполне можно самостоятельно, выполняя соответствующие рекомендации.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
 Загрузка...
Загрузка... Похожие статьи
masterinstrumenta.ru
Что такое конденсаторная сварка и как сделать ее своими руками?
Существует множество видов сварки, каждый из которых отличается своими достоинствами и недостатками. Некоторые из них предназначены только для работы на дому, а некоторые станут универсальным помощником для любого сварщика.

Об одном из таких помощников мы и поговорим в этой статье. Мы расскажем вам, что такое конденсаторная сварка, какие есть достоинства у этого метода сварки и как смастерить аппарат для конденсаторной сварки в домашних условиях.
Содержание статьи
Общая информация
Технология конденсаторной сварки была разработана еще в начале 20 века. За это время она не претерпела существенных изменений, а потому зарекомендовала себя как надежная и простая технология соединения металлов. При этом конденсаторная сварка получила большое распространение, чего поспособствовали ее достоинства.
У сварочного аппарата для конденсаторной сварки очень простая конструкция, такой агрегат даже можно собрать самому. Также на электрическую цепь оказываются небольшие нагрузки, а производительно высокая. Последнее достоинство особенно важно при выпуске крупносерийных изделий из металла.

Но и это еще не все достоинства. При конденсаторной сварке используются кратковременные тепловые импульсы, их достаточно для формирования соединения, но недостаточно для перегрева металла. Благодаря такой особенности появляется возможность сварки тонких небольших деталей, которые легко деформируются под действием высоких температур.
К тому же, сварщику не нужно иметь какую-то особую квалификацию, чтобы заниматься таким видом работ. Не нужно знать множество нюансов и вдаваться в подробности. Вот почему такая сварка стала популярна у домашних мастеров.
Суть конденсаторной сварки схожа с контактной сваркой. Только в контактной сварке ток подается непрерывно, а в конденсаторной — импульсно, подача тока кратковременная, но очень мощная. Чтобы получить ток большой мощности при конструировании сварочного аппарата используют ёмкие конденсаторы.
Читайте также: Как смастерить контактную сварку своими руками
С помощью технологии конденсаторной сварки можно быстро и качественно соединить разные типы сталей и цветные металлы. Перед проведением работ учитывается толщина и тип металла, а также его характерные особенности.
К примеру, если металл, с которым вы будете работать, склонен к деформациям и накоплению напряжения, то вам придется подкорректировать длину сварочного импульса. Это лишь одна из особенностей конденсаторной сварки. Если вам предстоят ответственные работы, то лучше ознакомьтесь с ГОСТами и прочими нормативными документами. Там все подробно расписано.
Разновидности
Существует три типа конденсаторной сварки, каждый из которых позволяет выполнить определенные задачи. Давайте рассмотрим из поподробнее.
Точечная конденсаторная сварка
Здесь все так же, как и при обычной точечной контактной сварке. Здесь генерируется короткий импульс тока, который мгновенно плавит металл и соединяет детали. Такая технология самая распространенная, она используется во многих отраслях. К тому же, она одна из самых универсальных, вы сможете сварить даже детали разной толщины.
Роликовая конденсаторная сварка
Здесь принцип тот же, но получаемые «точки» находятся не на расстоянии, а частично друг друга перекрывают. Такое соединение полностью герметично, не пропускает влагу и пыль. Данная технология получила широкое применение при производстве вакуумных и мембранных изделий.
Стыковая конденсаторная сварка
Такой тип сварки существенно отличается от предыдущих. Здесь разряд тока плавит не поверхность металла, а его торцы, которые затем стыкуются и при остывании образуют прочное соединение. Это самый сложный метод.
Конденсаторная сварка своими руками
Сейчас в магазинах можно найти большой ассортимент аппаратов для конденсаторной сварки на любой вкус и кошелек. Для новичков изготавливают бюджетные компактные модели, а мастерам своего дела предлагают профессиональное высокопроизводительное оборудование. Но что делать, если даже бюджетные модели вам не по карману или же вы просто хотите испробовать данный метод в своей практике без особых трат?
Вы можете сами собрать конденсаторный аппарат. Его конструкция и принцип работы крайне просты, так что вам будет достаточно минимальных знаний электротехники и простых инструментов. Далее вы прочтете подробное описание принципа работы, а пока можете ознакомиться со схемой ниже. Это схема конденсаторной сварки ударного типа от Aka Kasyan.

Итак, принцип работы. Сначала сварочный ток подают на первичную обмотку трансформаторной катушки, также ток нужно подать на диодный мост. Затем на мост подается сигнал от тиристора. Предварительно тиристор должен быть подключен к кнопке, отвечающей за подачу импульса.
Далее, чтобы накопить сварочные импульсы нам нужно встроить конденсаторы в цепь тиристора. В то же время нужно подключить конденсатор к диодному мосту и первичной обмотке трансформатора. Вот и все.
При включении сварочника на конденсаторах начинает накапливаться электричество, которое аппарат получает от обычной розетки. Мы нажимаем кнопку и накопившееся электричество движется через резистор и тиристор, образуется импульс. Затем импульс поступает на электрод. При этом нужно остановить подачу электричества к сварочному аппарату.
Если вам нужно повторно зарядить конденсаторы, то отпустите кнопку и снова подключите аппарат к сети. Так вы разомкнете цепь между резисторами и тиристорами. Кроме того, вы можете регулировать длину импульса, это делается с помощью управляющих резисторов.
Это простейший аппарат для конденсаторной сварки. Естественно, вы можете его модернизировать, добавляя свои комплектующие и улучшая характеристики прибора. Мы лишь рассказали о принципах работы аппарата сварочного аппарата из конденсаторов.

Хотим дать вам несколько рекомендаций, какие комплектующие использовать, чтобы собрать базовый сварочный аппарат для конденсаторной сварки.
Мы рекомендуем использовать конденсаторы с емкостью от 1000 до 2000 мкФ. Этого будет достаточно для выполнения большинства работ. Для трансформатора лучше взять сердечник Ш40, толщина 60-70 миллиметров. В качестве управляющего элемента можете использовать тиристоры типа ПТЛ-50.
Для первичной обмотки хватит 280-300 витков медной проволоки диаметром 6-8 миллиметров. Для вторичной обмотки хватит около десяти витков медной шины. Ее сечение должно быть около 20 кв. мм. Входное напряжение должно обеспечиваться трансформатором, выдающим мощность не менее 10 Вт.
Это минимальный набор, который понадобится вам. Самодельная конденсаторная сварка стоит недорого, относительно стабильно работает и позволяет выполнить большинство бытовых задач. Конечно, такой прибор не будет работать так же четко и точно, как заводской сварочный аппарат. Так что не стоит выполнять с его помощью серьезные работы. Но вы все же можете обучиться базовым навыкам конденсаторной сварки с помощью самодельного аппарата.
Вместо заключения
Конденсаторная сварка — это удобная, простая и проверенная технология. К тому же, легко изготавливается конденсаторная точечная сварка своими руками. Вам даже не нужно тратить много денег, чтобы применить данную технологию на практике. Воспользуйтесь нашими рекомендациями и поделитесь опытом применения конденсаторной сварки. Желаем удачи в работе!
[Всего голосов: 1 Средний: 1/5]svarkaed.ru









