Разновидности и варианты резки металла. Какой резак лучше для резки металла
Как выбрать газовый резак?
Постоянный покупатель Торгового Дома "ДОКА", газорезчик со стажем, решил поделиться с нами как выбрать газовый резак. Обращаем Ваше внимание, что в статье высказана точка зрения, которая несколько отличается от мнения наших специалистов по данному вопросу. Мы выскажем свои собственные рекомендации в одной из наших ближайших статей.
Итак, как правильно выбрать газовый резак?!!
1. Для начала следует уяснить, что любое приобретение влечет за собой неминуемые затраты. Если Вы готовы приобретать для каждой конкретной задачи какой-то узкоспециализированный газовый резак, то дальнейший текст Вам будет неинтересен.
2. Любой производитель (в том числе и газосварочного оборудования) - продавец по своей сути. И тому (производителю) и другому (продавцу) важно продать свой товар, причем продать как можно больше в количественном выражении.
3. В связи с этим (см. пункт 2) смехотворно смотрятся многочисленные рекламные ролики от различных производителей, в частности ролик начальника лаборатории ведущего украинского производителя газосварочного оборудования. Перед ним на столе восемь резаков и он говорит о моделях Р1 и Р3, как о совершенно разных резаках.
4. Перед началом поиска резака необходимо уяснить для себя, что несмотря на многообразие горючих газов (пропан, ацетилен) и смесей (бензин, керосин) Вам, как и всем остальным жителям планеты, в 99 случаях из 100 придется иметь дело с пропановыми резаками, чисто из соображений экономии. Резать Вы будете черный металл (сталь) толщиной преимущественно 3-4 мм, возможно иногда 10-20 мм. С такой толщиной, впрочем, как и 300 мм, да хоть 800 мм, справится любой пропановый резак. Для резки толстого металла потребуется увеличить рабочее давление и поставить на резак внутренний и наружный мундштуки большего размера.
5. Очень мечтаю увидеть ролик от вышеупомянутых уважаемых производителей газосварочного оборудования, в котором также доходчиво будут объяснены 10 различий между резаками Р1 и Р3.
6. Так как, данный ролик никогда не появится, с Вашего позволения это сделаю Я. Так вот: различие между резаками Р1 и Р3 любого производителя - это толщина разрезаемого металла по определению и комплектация последнего (Р3) внутренними мундштуками больших размеров. Опыт работы газорезчиком дает право заявлять: резаком Р1 свободно режется металл любой свободно доступной толщины.
Непосредственный выбор газового резака
1. Перед покупкой:
- Посмотрите на резак, он должен выглядеть для Вас эстетически приятно - Вам с ним работать, а как работать тем, что жутко выглядит?!
- Возьмите резак в руку, подержите одной вытянутой рукой. Резак не должен тянуть руку к земле, как кувалда. Хороший резак легок и удобно лежит в руке, независимо от толщины.
2. Подумайте о длине резака. По опыту работы стандартная длина 485 мм на практике означает 25 сантиметров от кисти руки держащей резак до жала пламени. На чистом листовом прокате эти цифры ничего не скажут, но на окрашенных, замасленных поверхностях Вы скоро пожалеете, что не взяли удлиненный газовый резак (768-800 мм).
3. Смотря на длину, не забывайте, что она указана от мундштука до кончика штуцера, а это минус почти 10 сантиметров.
Надеюсь, что помог сделать правильный выбор!
Какой резак лучше? – Ярмарка Мастеров
Некоторое время назад я озадачилась покупкой резака и начала шерстить разнообразные сайты в поисках нужной информации. Меня несколько напрягло, что из статьи в статью повторялись одни и те же бестолковости и несуразности, выдающие некомпетентность копирайтера. Поэтому я решила объединить свой опыт в использовании различных типов резаков с той информацией, которая есть в Сети. Не скажу, что я сама супер ас, но ясность внести могу.
Зачем вообще нужен резак, когда есть такое разнообразие ножей, спросите вы? Если вы только начали заниматься скрапом или переплетами и не уверены, что это станет делом всей жизни, то вам резак действительно не нужен. Но если вы понимаете, что для вас это не пустое вложение, тогда приглашаю к прочтению этой статьи, которая, я надеюсь, поможет вам выбрать замечательное приспособление, способное не только облегчить работу, но и ускорить ее.
На вопрос: "Какой резак лучше?" нет однозначного ответа, поскольку возможности оборудования сильно разнятся и достаточно велик ценовой разброс. Выбор зависит прежде всего от того, какие задачи вы перед собой ставите.
Чтобы разобраться, ответьте себе на несколько вопросов:
1. С каким максимальным форматом вы планируете работать?
2. Каков характер материала, подвергаемого резке (ткань, пленка, бумага, пластик и др.)?
3. Какая требуется точность реза?
4. Каков объем работ и количество нарезаемых листов?
5. Нужны ли фигурные резы, биговка, частичный рез?
6. Что может позволить ваш бюджет? В этот пункт входят и последующие траты на расходные материалы.
Резаки для бумаги подразделяются на три вида: роликовые, сабельные и гильотинные.
Сразу оговорюсь, что буду делать упор на бюджетное оборудование для дома. Возможности промышленных резаков могут отличаться в сотни раз.
Роликовые резаки 
Этот тип резаков объединяет то, что нож перемещается по принципу ползунка вдоль какой-то направляющей (штанга или линейка). Однако, это самая запутанная категория резаков. Начну с того, что их так же называют и дисковыми, и триммерными (именно через союз "и", как синонимы), не считаясь с особенностями режущего устройства. Словосочетание "триммерный резак" вообще отдает тавтологией, так как триммер - это, собственно, обрезка. Во многих статьях, посвященным роликовым резакам, указывается, что: "Роликовые резаки представляют собой прямоугольную основу (рабочий стол), вдоль которой по направляющей перемещается режущий механизм. Он, в свой черед, состоит из заточенного металлического диска, заключенного в защитный кожух. При разрезании бумага оказывается между ножом роликового резака и контрножом (пластина из твердого металла, закрепленная на торце платформы с той стороны, где двигается резак)"(1). При этом не учитывается, что есть модели где движение ножа идет не вдоль края рабочей поверхности, а по специальной подложке – марзану (2). Также на рынке резаков существуют инструменты, где в качестве режущего инструмента стоит не диск, а небольшой обоюдоострый нож, имеющий сверху защиту (3). В качестве рабочей поверхности часто используется макетный коврик, а нож зажимается между двух пластиковых направляющих. Эти различия очень важно учитывать при выборе резака, потому что тип ножа и особенности его хода влияют прежде всего на точность резки. От этого зависит и высота стопы, при которой возможна качественная резка. К тому же на резаках первого типа, как правило, невозможно выполнить фигурный рез, перфорацию и биговку. А вот длина реза и тех и других устройств напрямую зависит только от длины штанги (линейки), по которой передвигается режущая головка.

Резаком первого типа (с движением ножа вдоль рабочего стола) я не пользовалась, поэтому приведу только лишь причины, по которым я его не стала приобретать. К недостаткам относят прогиб штанги резака (особенно в крупноформатных моделях) между точками крепления к столу или иной станине, что может приводить к "заскакиванию" дискового ножа на материал. При разрезании нескольких листов, дисковый нож может несколько отходить от контрножа, что приведет к неточности реза. К достоинствам можно отнести малые затраты на расходные материалы и относительную дешевизну резака.

У резаков второго типа достаточно высокая точность резки - роликовый механизм может отрезать кромку шириной менее миллиметра. Но при этом высота стопы, как правило, небольшая - до 15 листов.

Для резака третьего типа высота может вообще ограничиваться только одним листом.

Основное преимущество резаков второго и третьего типов – возможность фигурной резки и биговки (путем установки специальных ножей).

Но для резаков этого типа придется менять марзан. Советую сразу приобрести несколько полосок, потому что к тому времени когда потребуется замена, резаки могут пропасть из продажи со всеми расходными материалами. Материал марзана тот же, из которого изготовлены макетные коврики. Один и тот же марзан можно использовать до четырех смен. Благодаря сравнительно невысокой цене, продавцы нередко представляю роликовые резаки как инструменты начального уровня.Что касается ножей, то и в тех и в других резаках они не точатся. Хотя ножи и называются самозатачивающиеся, через какое-то время вам придется менять режущую головку. Ее цену определяет качество стали. Сабельные резаки

Резаки подобного типа можно назвать универсальными - настолько широк диапазон материалов, с которыми справляется подобное устройство - от кальки до фольги, от шпона до кожи. Часто их ошибочно называют гильотинными. Многие их знают как фоторезаки, а полиграфистам они знакомы как картонорубилки. Резаки сабельного типа являются более мощными и применяются для подрезания больших объемов бумаги - за один раз они могут разрезать до 50 листов. Принцип резки сабельного резака схож с принципом ножниц. Остро заточенный нож резака закреплен с одного края (во избежание травмы он часто закрыт защитным кожухом), с другого у него рукоятка. Опуская ее, разрезают бумагу. У большинства моделей сабельных резаков (кроме самых маленьких) есть контрнож. Точность реза у сабельных резаков ниже, чем у роликовых. Сабля склонна к деформации при удалении от точки крепления к станине. Поэтому подобные устройства не подойдут для операций, требующих реза, выверенного до долей миллиметра, например, для изготовления больших партий визиток. Улучшить точность реза сабельных резаков можно, уменьшив количество листов, но при этом возрастут трудозатраты. К тому же линия среза может иметь шероховатости, что недопустимо при изготовлении представительской продукции. Еще один существенный недостаток сабельных резаков - сложность заточки ножей. Подвижный нож (сабля) имеет элипсоидную форму режущей кромки и легкую изогнутость в сторону линии реза - заточка такой поверхности требует специального дорогостоящего оборудования, что и обуславливает цену нового ножа. К недостаткам я бы еще отнесла шум при работе. Даже самый малоформатный резачок способен разбудить спящего ребенка. Несмотря на все недостатки, сабельные резаки очень популярны благодаря невысокой цене, простоте обслуживания и компактности.
Гильотинные резаки

В том случае, когда речь идет о резке внушительных стоп бумаги (в частности выравнивании книжных блоков), есть смысл использовать гильотину, которая может обеспечить рез стопы высотой до пяти-восьми сантиметров. Такую мощность обеспечивает система рычагов привода ножа. Принцип работы гильотины известен с незапамятных времен, однако, в отличии от орудия казни времен Французской Революции, современные гильотины для бумаги имеют усовершенствованную конструкцию. Лезвие движется не только сверху вниз, но и наискось вдоль линии реза и способно "обрабатывать" внушительные стопы листов. При этом точность достигает долей миллиметра. Кроме того многие модели гильотинных резаков оснащены оптической подсветкой линии реза. Когда нож затупится, его можно снять и заточить. Поэтому если для вас принципиально отсутствие простоя в работе, то целесообразно иметь два ножа. После нескольких заточек нож необходимо заменить. Особого внимания заслуживает система защиты гильотинных резаков: режущий механизм закрыт кожухом, все "подступы" к которому тщательно контролируются. В работе этот резак самый тихий, практически бесшумный. Неподвижный контрнож в резаках гильотинного типа отсутствует. Единственная поверхность требующая заточки - режущая кромка ножа, а, благодаря его простой прямоугольной форме, заточка может быть выполнена на любом заточном оборудовании. 
На что еще необходимо обратить внимание при выборе резака?
1. Разметка рабочего стола. Желательно, чтобы кроме фотографического формата (10х15, 15х20 и т.п.) на поверхности стола присутствовали стандартные бумажные форматы (А7, А6, А5, А4 и т.д.). Удобно когда есть разметка в градусах (45°, 60° и т.п.)
2. Безопасность использования.Поскольку ножи очень острые, то необходимо обращать внимание на наличие защитного кожуха, ограничителя для пальцев. Самые безопасные в этом смысле – роликовые резаки, где дисковый нож спрятан в специальном футляре и выполняет рез только при нажиме. Если у вас есть маленькие дети, то необходимо внимательно следить, чтобы они не находились рядом при работе резака.
Буду рада, если мой небольшой экскурс в мир резаков для бумаги поможет вам определиться не только с выбором, но и принять решение о целесообразности покупки как таковой))) Если что-то осталось непонятным, задавайте вопросы - с удовольствием на них отвечу.
www.livemaster.ru
Какой пропановый резак лучше выбрать для сварки

Какой пропановый резак лучше
Содержание статьи
Вопрос, какой резак пропановый лучше выбрать, не такой уж и простой, ведь на сегодняшнее время существует большое разнообразие этого сварочного оборудования.Бывают пропановые резаки инжекторные и безинжекторные, вентильные и рычажные. Поэтому чтобы выбрать лучший газовый резак, потребуется опыт и определённые знания.
Какой пропановый резак лучше
Например, выбрав вентильный резак пропановый для резки небольших металлических изделий, могут возникнуть определённого рода трудности, ведь каждый раз придется отвлекаться от сварочных работ, регулирую расход кислорода. Поэтому если часто приходится занимать во время сварки регулировкой резака, то лучше всё-таки отдать предпочтение рычажному пропановому резаку.
Если необходимо выбрать вентильный пропановый резак, то лучше остановить свой выбор на резаках с трехзаходной резьбой. В таком случае, открывать и закрывать вентиль пропанового резака, получится всего лишь за пол оборота. Это очень удобно во время выполнения сварочных монтажных работ.
 Отдав же предпочтение рычажному резаку, стоит знать, что им не всегда удобно обдувать сварные швы. Поэтому, решать какой пропановый резак лучше стоит в каждом конкретном случае отдельно. Знающий своё дело специалист, сможет его выполнить любым резаком, какой бы он не был. Ниже представлена одна из популярных моделей пропанового резака на сегодняшнее время и её технические характеристики.
Отдав же предпочтение рычажному резаку, стоит знать, что им не всегда удобно обдувать сварные швы. Поэтому, решать какой пропановый резак лучше стоит в каждом конкретном случае отдельно. Знающий своё дело специалист, сможет его выполнить любым резаком, какой бы он не был. Ниже представлена одна из популярных моделей пропанового резака на сегодняшнее время и её технические характеристики.
Резак пропановый РоАр ВЕКТОР 09П-L850
«PoAp» — это российская компания, лидирующая среди многих производителей сварочного оборудования. «PoAp» — это не только надежно, качественно и безопасно, но и также ко всему ещё и дешево. Ценовая политика компании основывается на принципе — «качественно не значит дорого».
Компания использует в своем производстве различные нововведения и новейшие технологии, что позволяет удовлетворить желания каждого клиента и предоставить им сварочное оборудование для наиболее оптимальной, удобной и комфортной работы с ним.
 «PoAp» выпускает не только резаки различного типа, но и необходимые для них дополнительные детали, насадки, что делает оборудование ещё более универсальным, а работу с ним намного продуктивней.
«PoAp» выпускает не только резаки различного типа, но и необходимые для них дополнительные детали, насадки, что делает оборудование ещё более универсальным, а работу с ним намного продуктивней.
Одной из наиболее востребованных моделей является резак пропановый РоАр ВЕКТОР 09П-L850. Он предназначен для ручной резки металлического изделия. Пропановый резак обеспечивает максимальную надежность рабочим.
Основные характеристики пропанового резака модели «РоАр ВЕКТОР 09П-L850»:
- Осуществляет кислородную резку углеродистых и низколегированных сталей;
- Имеет следующие параметры: 850х130х60, где длина составляет всего восемьсот пятьдесят миллиметров. Такие небольшие параметры размера оборудования позволяют говорить о том, что с данным инструментом будет очень легко управляться и никаких затруднений в эксплуатации он не вызовет для рабочего;
- Массовая составляющая не превышает вес равный — 1,10 в килограмм;
- Оборудование устойчиво к обратным ударам, что обеспечивает дополнительную защиту и безопасность при работе с инструментом.
- Работа с данным оборудование для сварки протекает наиболее комфортным образом, так как уровень шума, производимый пропановым резаком невысок.
samastroyka.ru
Виды и способы резки металла
Любые промышленные предприятия и частные мастера нуждаются в специальном станке для резки металла. Значением имеет его соответствие техническим требованиям и параметрам. Известно несколько способов обработки изделий. Металл обрабатывается методом ручной резки, лазером, плазмой или под давлением. Выбор конкретного вида резки металла зависит от стоимости, эффективности работ и их итогового результата.
Обработка металла холодным и горячим приемами
Резка металла осуществляется холодным (механическим) и горячим приемами. Первый характеризуется механическим воздействием на обрабатываемое изделие. Значение имеет твердость режущего инструмента. Резка осуществляется инструментом, значительно превосходящим по твердости обрабатываемую деталь. При данном способе применяются инструменты:
Горячая резка деталей подразумевает термическое воздействие на них. Они расплавляются в нужном месте, а остатки расплава удаляются газом. Горячий способом включает в себя виды резки:
- газокислородную;
- лазерную;
- плазменную.
Не всегда холодная металлообработка позволяет добиться необходимой чистоты конечного изделия. Такая проблема возникает при кислородной и воздушно-дуговой резке. Указанные методы применяются только в качестве подготовительных работ.
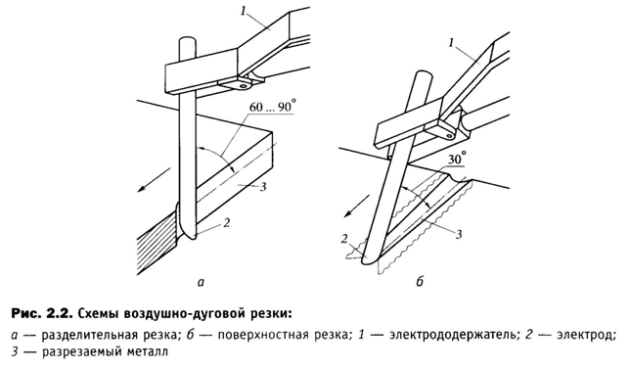
Схемы воздушно-дуговой резки
Разновидности холодной резки
Указанный прием имеет ряд достоинств, среди которых:
- высокая точность результата;
- экономичность;
- ровность краев разреза.
Основной недостаток заключается в изготовлении только прямолинейных разрезов.
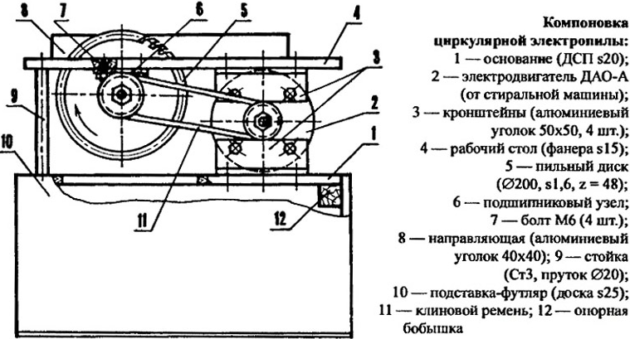
Резка металла циркулярной пилой позволяет делать качественные и точные разрезы с возможностью контролировать их угол. Главный недостаток инструмента в оставлении после себя большого количества отходов. Пила работает при сравнительно небольшой скорости. Она не позволяет резать детали на значительную глубину.
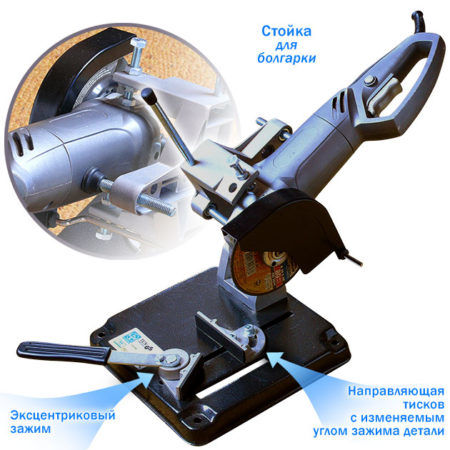
Нарезание элементов при помощи болгарки используется для профильного проката. Болгарка не оставляет на обработанном материале окислов и окалин. После металлообработки остается мало отходов. Данный способ обладает низкой производительностью по сравнению с другими вариантами.
Рубка гильотиной имеет ряд ограничений касательно деталей со сложной конфигурацией, но считается самым недорогим и эффективным методом металлообработки.

Конструкция гильотинного станка
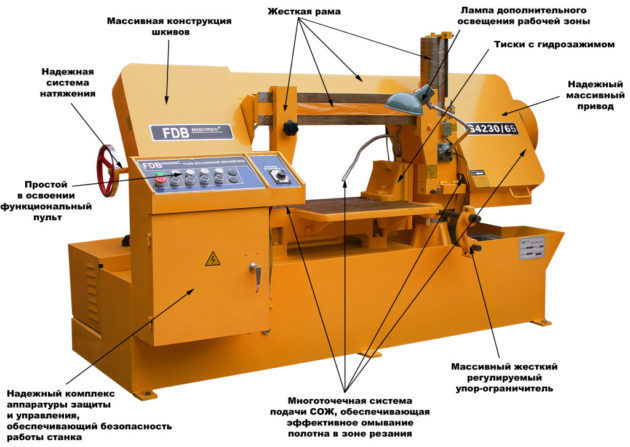
Использование ленточнопильного станка считается наиболее универсальным вариантом для обработки любых металлических деталей. Аппарат позволяет проводить работы под любым углом, избегая серьезных потерь тепла. В результате конечный продукт имеет идеальные кромки. Станок используется только для изделий с определенными размерами.

Конструкция ленточнопильного станка
Газокислородная резка
Нарезать металл методом кислородной металлообработки допустимо при соблюдении целого ряда условий:
- металлический элемент содержит незначительное количество легированных компонентов;
- для изделия характерна невысокая теплопроводность;
- обрабатываемый материал имеет температуру плавления больше, чем температуру горения.

Кислородную резку не рекомендуется использовать в качестве основного приема металлообработки. После нее на материале остаются окислы, влияющие на все его качество.
Лазерная металлообработка
Лазерное разрезание изделий является прогрессивным приемом. Суть его в воздействии на прокат узконаправленного светового луча, разогревающего деталь в месте контакта до высоких температур. Под действием луча металлоизделие расплавляется, а остатки расплава сдуваются с его поверхности специальным газом.
При лазерном методе отсутствует деформация металлоизделия, удается получить высокоточный результат без необходимости дополнительной обработки краев.
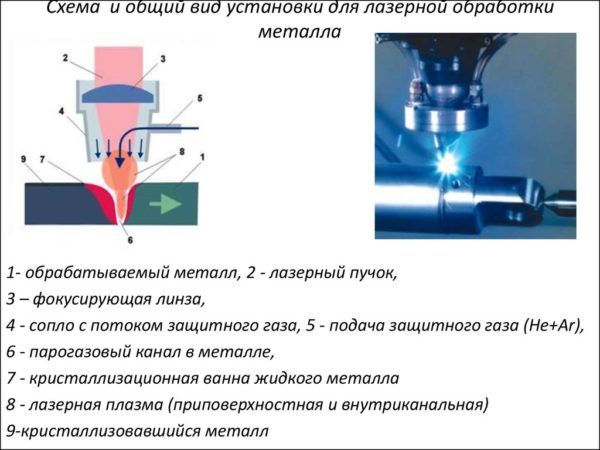
Схема и общий вид установки
При всех достоинствах указанные виды разрезания металлоизделий имеют несколько недостатков:
- применение только для тонколистового материала толщиной до 20 мм;
- невозможность обработки алюминиевых сплавов, металлоизделий из нержавеющей стали из-за их высокой отражаемости световых лучей.
Разрезание плазменным методом
Разрезание металлоизделия плазмой подразумевает воздействие на его определенный участок газовой смеси под высоким давлением. Плазменный поток представляет собой сильно нагретый и подвергшийся ионизации газ. Температура потока составляет 150000С.

Резка плазменной дугой и плазменной струей
В месте воздействия плазмы на деталь происходит ее выгорание и плавление. Части расплавленного металла выдуваются газовой смесью. Метод можно использовать для резки любых типов изделий.
Нарезание металлоизделий плазмой превосходит по производительности все другие способы. Она в 10 раз быстрее любых механических методов резки металлоизделий. Плазменное разрезание в 4 раза быстрее лазерного метода.
Плюс метода в том, что им осуществляют разрезание металлических изделий различной толщины (до 150 мм).
Имеются минусы у данного способа:
- требуется металлообработка краев деталей;
- края после обработки имеют небольшой наклон на 40;
- не рекомендуется применять для разрезания титана и других металлоизделий большой толщины.

Гидроабразивный метод
Разрезание изделий гидроабразивным методом имеет следующее определение: раскрой материала путем воздействия на него смеси песка и воды, подаваемых под давлением через узконаправленное сопло. Песок в сочетании с водой способны разрезать металлоизделия, имеющие толщину 30 см.
Способ относится к числу инновационных. После раскроя детали нет необходимости в дополнительной обработке ее краев.
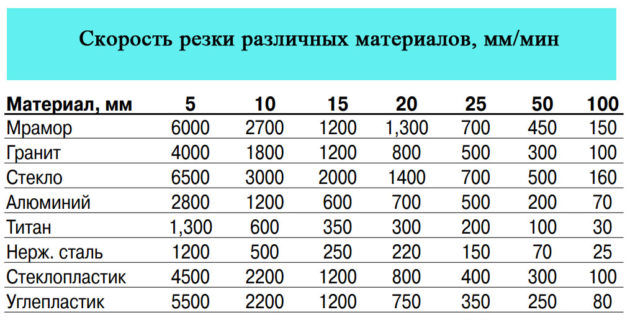
Скорость гидроабразивной резки
Указанный способ не относится к горячему методу разрезания металлоизделий, поскольку при нем отсутствует термическое воздействие на обрабатываемую деталь. Благодаря этому разрезание может быть выполнено без деформации изделия.
Главным недостатком гидроабразивного метода является невозможность резки металлов, подверженных коррозии. Применяемое оборудование имеет высокую стоимость и не всегда доступно для частных нужд.
Видео по теме: Станок гидроабразивной резки WTJ
promzn.ru
Как правильно выбрать хороший газовый резак
Столкнувшись с необходимостью приобрести газовый резак типа Р1 или Р3 следует, прежде всего, понимать, что выбирать его следует не по картинке, а взяв в руки, поскольку выбрать хороший резак по картинке в рекламном проспекте – задача трудновыполнимая.
Начать следует с того, что необходимо четко определиться, для каких конкретно целей вам нужен газовый резак, приняв во внимание тип металла, его толщину, применяемый газ и прочее.
Далее следует обратить внимание на внешний вид инструмента, поскольку это сразу дает понимание многих важных моментов. Обратить внимание следует на такие детали:
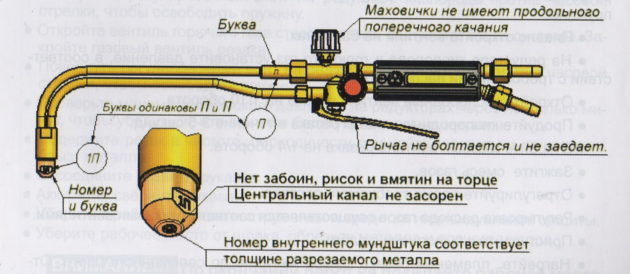
1. Качественный наружный мундштук обязательно будет выполнен из термической технической меди, стойкость которой в сравнении с латунью в 3-4 раза выше. По внешнему виду медь от латуни легко можно отличить по цвету: медь имеет красноватый цвет, латунь – желтый.
ВАЖНО! Если газ, с которым вы планируете работать, – ацетилен, следует выбирать резак, у которого и внутренний мундштук также медный.
2. Следует убедиться, что сам корпус и соединительные трубки выполнены из латуни, меди или нержавеющей стали.
3. Одной из важных характеристик хорошего резака является съемность и легкозаменяемость наконечника и инжекторного узла, поскольку в случае, если наконечник засорится или выйдет из строя, его можно будет снять и почистить либо заменить. Таким образом, не будет необходимости в покупке нового инструменте раньше срока.
4. Для удобства работы с кислородом режущим (КР) – простого открытия и перекрытия подачи при длительной работе – профессиональный газовый резак должен иметь барашек вентиля диаметром не менее 40 мм или быть оснащен рычажным клапаном.
5. Отдельное внимание надо обратить на маховики, которые должны вращаться с небольшим усилием. Остальные варианты не только неудобны, но и опасны. Если маховик будет вращаться свободно, то может самопроизвольно разрегулировать состав пламени, а если слишком туго, то настраивать его будет очень сложно или даже невозможно.
6. Очень важным моментом является материал, из которого изготовлены шпиндели узлов вентилей. Лучшим вариантом будет, если для их изготовления использована нержавеющая сталь, поскольку такой шпиндель обеспечит 15 тысяч циклов «открыть-закрыть». Недопустимо приобретать резак со шпинделями из латуни, поскольку этот металл позволит открыть-закрыть его не более 500 раз. Неплохим вариантом металла, из которого может быть сделан шпиндель, является также комбинация латуни и нержавейки. В отличие от цельнолатунных такие шпиндели выдержат до 10 тысяч циклов закрытия-открытия.
7. Если вы будете резать металл до 300 мм, для чего вам нужен резак Р3, вам следует помнить, что применение комбинированных ниппелей 6/9 не допускается, поскольку они уменьшают проходное сечение в 3 раза, если сравнивать с ниппелем 9. А этого не достаточно, чтобы обеспечить расход газов.
8. Если перед вами стоит выбор между латунными и алюминиевыми ниппелями, выбирайте латунные, поскольку они служат дольше алюминиевых.
9. Важно удостовериться, что предприятие, реализующее вам резак, может предоставить ассортимент расходных и комплектующих материалов, иначе приобретаемое изделие можно считать фактически разовым.
ВАЖНО! Важные детали резака могут иметь покрытие под цвет меди или латуни. То есть вас могут сознательно ввести в заблуждение относительно вида металла, выдавая алюминий за латунь или медь. За внешним блеском могут скрываться недостатки пайки и изъяны в металле. Такой резак в целом может быть не только неработоспособным, но даже опасным.
Будьте внимательны! Удачного вам выбора и приятной работы!
svarka-rti.com.ua
Инструмент для резки металла: ручной и электрический
Спрос на сплав не утихает и сегодня, многие начинающие мастера и профессионалы интересуются, какой инструмент для резки металла признан оптимальным, ведь на строительных рынках представлен широчайший ассортимент различной продукции.
Металл – один из востребованных материалов, не теряющий актуальности на протяжении нескольких столетий. Продукт широко применяется для различных промышленных целей, поскольку обладает относительно невысокой ценой и является очень крепким и надежным.
Основные способы резки металла
Пред покупкой необходимо разобраться, какие способы резки металла существуют. Специалисты разделяют несколько групп:
Газовый резак
Все они отличаются техникой исполнения, имеют определенные преимущества и недостатки. Что касается самих инструментов для резки металла, самыми востребованными считаются:
Каждое приспособление имеет существенные различия, подбирать их нужно в зависимости от поставленной цели.
Промышленное оборудование
Если для работы в домашних условиях можно использовать стандартные ручные или электрические инструменты, для промышленного производства они не подходят. Это обусловлено относительно невысокой скоростью работы и неспособностью разрезать толстый профиль.
Если металл режется в промышленных масштабах или лист необходимо скорректировать в труднодоступных местах, промышленные инструменты справятся с задачей лучше и быстрее.
Ленточный станок для резки металла
Чаще всего на заводах и промышленных цехах устанавливают:
Какой метод выбрать, должен решать мастер. Подбор приспособления зависит от жесткости материала и от необходимой скорости нарезки. Например, скорость плазменной резки превышает скорость газопламенной в несколько раз.
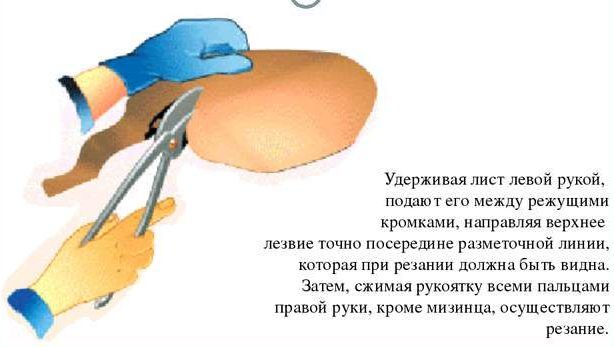
Ножницы по металлу
Этот ручной инструмент для резки металла признан простым и удобным, позволяет разделить лист с толщиной до 3 мм. Отлично подходит для строительства и ремонта.
В зависимости от устройства, условно их классифицируют на несколько разновидностей.
Прямого реза – инструменты предназначены для резки металла по прямой линии.
Криволинейные – разрезают листы криволинейным срезом.
Ножницы с криволинейными лезвиями
Пальцевые – называются ножницы, похожие по действию на криволинейные аналоги, бывают правого или левого реза. Оптимально подходят для вырезки сложных узоров и геометрических фигур.
Стуловые – с помощью приспособления можно разделить металлический профиль толщиной до 3 мм, подходит для резки прутьев средней толщины (около 6–8 мм).
Рычажные инструменты – мощный вид, в конструкции одно лезвие является подвижным, второе фиксированным. Работа осуществляется только с применением верстака.
Выбрать правильные ножницы проблематично, функционирование зависит от заточки лезвия (угол варьируется от 65 до 80 градусов).
Ножовка
Резка металла ножовкой практиковалась в советское время, инструмент подходит для разделения толстых профилей и перепиливания труб и прутьев среднего диаметра. В продаже встречаются следующие типы приспособлений:
- Профессиональные инструменты – износостойкие, позволяют добиться точных результатов, оснащены резиновой рукояткой.
- Ножовка-ручка – помогает выполнить разрез в самых труднодоступных местах, мастера при ее помощи могут осуществлять внутренние пропилы.
- Домашние ножовки – обладают невысокой стоимостью, удобные в использовании.
Подобные приспособления имеют встроенный винтовой механизм и рукоять из дерева.
Полотна для ножовок различаются по твердости режущего материала и высоте зубьев, при покупке на эти факторы обязательно нужно обратить внимание.
Сабельные пилы

Полотно для сабельной пилы
Универсальный инструмент, подходящий для проведения ремонта в квартирах и частных дома. Инструмент с легкостью справляется с разрезанием гвоздей и саморезов. Обрезать кусок трубы или арматуру в труднодоступном месте не составит труда.
Несомненное достоинство инструмента – относительная безопасность и отсутствие искр во время работ.
Большинство мастеров его покупают именно по этим свойствам. Работать легче в тесном помещении.
При покупке внимание в первую очередь обращают на емкость аккумулятора и мощность приспособления – от этих факторов зависит длительность работы пилы. Опытные специалисты советуют покупать инструмент с максимальной мощностью.
Лобзик – гениальный инструмент
Выпускаются для домашнего и профессионального использования, мощность инструмента напрямую зависит от предназначения. Ручная резка профессиональным лобзиком не представляет труда, при этом мастеру удастся разрезать стальной профиль до 10 мм, а алюминиевый до 20 мм.
Основным фактором при выборе является мощность прибора, от значения зависит срок эксплуатации, продолжительность работы и глубина прорезания. Немалое значение имеет и вес лобзика, так как прямым образом сказывается на сложности выполнения работы.
Болгарка
Универсальное приспособление, способное разрезать листы и прутья, выполненные из любого металла. Несомненным достоинством инструмента является то, что единственный расходник, требуемый периодической замены – диски.
Пользоваться болгаркой просто и удобно, работа по силам даже новичку. Строители предпочитают болгарку и из-за возможности шлифовать металл.
Предпочтение стоит отдавать дискам маленького диаметра, таким инструментом будет удобнее пользоваться. Важнейшее правило – замену дисков нужно проводить вовремя, иначе при работе он может разлететься на множество осколков, вследствие чего можно получить различные травмы.
Выбрать грамотно инструмент для резки металла достаточно сложно, так как выбор оборудования просто колоссальный и крайне разнообразный. Но вне зависимости от приспособления, главное – соблюдать технику безопасности.
Видео по теме: Удлинённые ножницы для резки металла
promzn.ru
Какой способ резки металла выбрать?
07.01.2018
 На сегодня есть разные методы резки листового материала, при этом самые распространенные – это лазером, плазмой и водой. Для обработки высокопрочного металла с толщиной более 20 мм гидроабразивный способ является самым оптимальным решением.
На сегодня есть разные методы резки листового материала, при этом самые распространенные – это лазером, плазмой и водой. Для обработки высокопрочного металла с толщиной более 20 мм гидроабразивный способ является самым оптимальным решением.
Технологии обработки металлического листа лазером и плазмой, во многом схожи между собой и часто применяются в одном сегменте. И все-таки, какой вариант выбрать начинающему производственнику или предпринимателю? О свойствах того или иного метода обработки листового металла и будет изложено ниже.
Особенности процесса резки гидроабразивным способом
При таком методе раскрой изделия получается за счет напора воды, смешанной с абразивным порошком. Жидкость при этом протекает под сильным напором в специальной установке узкой струей.
Данный вид обработки позволяет существенно увеличить скорость резания, сравнимый с плазменной резкой. Наряду с этим, качественную особенность среза сравнивают с разрезом, произведенным посредством лазера. Есть множество компаний, предлагающих услуги резки металла водой https://www.kit-cut.ru/rezka_metalla/.
Лазерная резка
Обработка металлического листа происходит за счет лазерного луча, находящегося в среде газа. При этом он создает такую температуру, при которой становится возможным плавление материала.
Максимальная температура образуется в месте прохождения луча, в итоге получается деление заготовки, при этом, не происходит оплавления краев сопрягаемых деталей и образования шлака. Разрезание листа совершается под большим напором газа: азота, кислорода или аргона, что обусловлено материалом заготовки.
Надо заметить, что при подаче на место резки, газ вступает в реакцию с обрабатываемым металлом, затем происходит окисление и увеличивается температура плавления, что ускоряет сам процесс.
Резка плазмой
Наряду с лазерной технологией разрезания заготовки, применяется плазменная резка. При работающей электросварке используются открытые электрические дуги. Оптимальный нагрев при этом доходит до 6000 К. (цветовая температура, измеряемая по Кельвину).
Образование дуги в виде короткого импульса происходит в среде подаваемого под большим напором газа. А газ, в свою очередь, подается в сόпле через форсунки. Затем он под действием дуги, образующейся между двумя электродами, преобразуется в плазму с высокой температурой, достигающей 30 тыс. градусов.
Для обеспечения бесперебойной работы плазмотрона, к подающим форсункам необходимо подать воздушное или жидкостное охлаждение.
Достоинства разрезания металла лазером
Несомненно, у каждого метода обработки листового материала с помощью лазерной и плазменной устройств, есть свои плюсы и минусы. При этом у лазерного способа имеются следующие достоинства:
- Точная и узкая прорезь при разрезании заготовки;
- Невысокая стоимость данной технологии резки металла;
- Фигурное разрезание материала;
- Регулировка температурного режима.
Небольшой размер лазерной головки (около 1 мм) позволяет делать разрез заготовки с особой чистотой поверхности, и поэтому детали не нуждаются в механической обработке.
Преимущества метода резки материала плазмой
Несмотря на дорогое оборудование, плазменная резка имеет свои достоинства:
- Разрезание листового материала до 120 мм. Способ резки плазмой позволяет создавать высокую температуру, благодаря этому можно разрезать заготовки значительно бόльшей толщины, чем при лазерной резке.
- Возможность резать различные виды металла, в том числе ржавые, загрязненные и крашеные.
- Использование при обработке сжатого воздуха и электросварки. В связи с этим экономится использование газа и упрощается сам процесс.
- Большая скорость прожигания металлического листа на начальном этапе. Металл толщиной 15 мм плазма прорезает за 2 сек, а при других способах – не менее 30 сек.
Но существуют у этого способа и недостатки. При разрезании материала свыше 20 мм получается большая конусность и остается шлак, что требует дополнительной механической обработки.
Заключение
Ввиду того, что работать нужно и с цветным, и с черным металлом различной толщины, выбрать конкретное оборудование для резки довольно затруднительно.
В связи с этим, производственники и руководители сервисных центров предпочитают брать агрегаты, на которых можно использовать несколько технологических процессов резки металла.
www.e-joe.ru