Диффузионная сварка (стр. 1 из 2). Диффузионная сварка
10.3 Диффузионная сварка
Способ диффузионной сварки в вакууме разработан в 1953 г. Н.Ф. Казаковым.
Сварное соединение металлов при этом способе образуется в результате совместного воздействия давления и нагрева.
Принципиальная схема диффузионной сварки указана на рисунке 67.
Отличительной особенностью диффузионной сварки является применение относительно высоких температур нагрева и низких удельных давлений, обычно не превышающих предела текучести свариваемых материалов при температуре сварки.
В связи с большой длительностью процесса и высокой температурой нагрева важное значение имеет среда, в которой осуществляется сварка. Обычно диффузионная сварка выполняется в вакууме, однако возможно применение атмосферы защитных газов, а также жидких сред.
Параметрами, определяющими процесс соединения при диффузионной сварке в вакууме, являются давление, температура и длительность их воздействия, а также состояние и рельеф свариваемых поверхностей. Сближение соединяемых поверхностей до образования между ними физического контакта достигается, в основном, за счёт пластической деформации.
Температура нагрева металлов оказывает существенное влияние на процесс образования сварного соединения при диффузионной сварке. Установлено, что температура нагрева лежит в пределах (0,53…0,88) Тпл. При сварке разнородных металлов температуру нагрева определяют исходя из температуры плавления наименее тугоплавкого из свариваемых металлов.
Давление при диффузионной сварке (как впрочем, и при других способах сварки без расплавления) выполняет три задачи:
разрушение в результате пластического течения поверхностных слоёв металла и, следовательно, частичное удаление хрупких окисных плёнок и загрязнений;
сближение свариваемых поверхностей для обеспечения контакта и, следовательно, более эффективного атомного взаимодействия;
обеспечение достаточно интенсивной активизации последующих процессов - диффузии, рекристаллизации.
Подготовка и очистка свариваемых поверхностей в ряде случаев является решающим фактором, определяющим качество сварного соединения.
Любая подготовка свариваемых поверхностей (механическая, электромеханическая, химическая и др.) не исключает образования окислов на поверхности металла, т.к. до помещения его в вакуумную камеру он находится в контакте с окружающей атмосферой. Наличие окислов является существенным фактором, определяющим процесс соединения при диффузионной сварке. Однако для большинства металлов нагрев в вакууме до температуры сварки и соответствующая выдержка при этой температуре вполне достаточны для самопроизвольной очистки их поверхности от окислов.
Для практического осуществления в промышленности способа диффузионной сварки необходимы специальные установки. Несмотря на относительную простоту и общность принципиальной схемы для любого типа сварочной установки (рис.66), многообразие композиций материалов, а также номенклатуры изделий, соединяемых этим способом, делают невозможным создание универсальной установки, применимой для сварки любых изделий из любых материалов.
для создания вакуума или контролируемой атмосферы;
для сжатия свариваемых деталей;
для нагрева;
для охлаждения;
для контроля параметров сварки.
Для нагрева используют токи высокой частоты, электронную и ионную бомбардировку, токи проводимости, теплопередачу непосредственно от нагревателя к детали, излучение от нагревателя или лампы и т.д.
1
2
3
5
6
4
7
Рис. 67. Принципиальная схема установки диффузионной сварки.
2 – система охлаждения;
3 – вакуумная система;
4 – источник нагрева;
5 – система давления;
6 – вентиль, соединяющий рабочую камеру с атмосферой.
7 - свариваемые детали
Для сжатия применяют гидравлические, пневматические, механические системы, а также используют явление “термического натяга”.
Индуктор, токоподводы нагревателей и другие узлы, и агрегаты установки обычно охлаждают проточной водой.
Преимущества диффузионной сварки.
- Отсутствие расплавления и связанного с ним резкого различия в структурах основного металла и зоны соединения.
- Возможность сварки практически любого сочетания металлов, сплавов и неметаллов.
- Малые пластические деформации сварного соединения.
- Высокое качество сварного соединения. При этом соединение сохраняет свойства, присущие свариваемым материалам.
- В сварном соединении отсутствуют непровары, поры, окисные включения и другие дефекты.
- Постоянство качества соединений. Колебание значений таких показателей механических свойств, как сопротивление разрыву, угол загиба, ударная вязкость, вакуумная плотность, не превышает 2 – 5%.
- Диффузионная сварка гигиенична, т.к. при этом процессе отсутствуют ультрафиолетовое излучение, вредные газовые выделения, брызги металла, мелкодисперсная пыль.
- Основные параметры (температура, давление, вакуум и время сварки) легко программируются. Поэтому диффузионная сварка очень часто выполняется на полуавтоматах или автоматах с минимальным участием человека.
- Поскольку диффузионная сварка происходит при Т = (0,5-0,7) Тпл металла в течение малого промежутка времени (1-5 мин), расход энергии и мощность, потребляемая на сварку в 4-6 раз меньше, чем, например, при контактной сварке.
Недостатки диффузионной сварки.
- Неизбежные затраты времени на операцию для откачки (вакууммирования) рабочего объём камеры;
- Необходимость в хорошей подгонке и тщательной очистке соединяемых поверхностей.
Область применения диффузионной сварки.
Диффузионная сварка позволила создавать прочные соединения не только однородных, но и разнородных металлов и сплавов, в том числе и таких, теплофизические свойства которых резко различны. Получены соединения таких пар металлов и сплавов, выполнить которые другими видами сварки невозможно (например, титан с коррозионно-стойкой сталью, титан с алюминием, сталь с чугуном, медь с молибденом, вольфрам с ниобием и др.).
Стало возможным получение изделий таких форм, которые не могли быть получены ранее. Диффузионная сварка позволила получить детали очень сложной конструкции - пустотелые с несимметричной формой, со сложной кривизной – без использования крепёжных элементов. При этом допуски на размеры деталей, полученных диффузионной сваркой, как правило, не превышают допуски при механической обработке. Диффузионной сваркой производится соединение сложных и точных конструкций аппаратов для химической промышленности, металлокерамических гермовводов, высокостойких штампов, упругих элементов датчиков, вольфрамовых сопл, многослойных панелей, колёс турбин радиального типа, лопаток турбин двигателей, клапанов, гильз цилиндров двигателей, пористых труб для химической и газовой промышленности и т.п.
Широкое применение нашла диффузионная сварка при изготовлении деталей и узлов электронных приборов.
Диффузионная сварка позволила в 10-12 раз повысить срок службы, качество и надёжность ряда изделий, разработать принципиально новые конструкции машин и приборов.
studfiles.net
Диффузионная сварка: преимущества и недостатки, особенности
Диффузионная сварка является разновидностью способов спайки металлических заготовок, которая проводиться под давлением высокой температуры методом воздействия на детали сдавливающим вакуумом. Что представляет собой данная техника, более подробно рассмотрим в этой статье.
Методы применения диффузионной сварки
Диффузионная сварка может проходить по двум технологическим режимам, что отличаются способом подачи давления на поверхность. Первым из способов является подача давления на свариваемую деталь постоянного характера, доводя процесс до предела расплавки.
Технология широко применима в связи со свободным формированием изделий. Вторым способом является задействование специального оборудования, которое имеет вращающийся вал, позволяющий создавать нагрузочное воздействие на деталь до состояния текучести.
Преимущества и недостатки
Диффузионная сварка имеет такие плюсы:
-
минимальная энергозатрата по сравнению с остальными инверторами;
-
для соединения диффузии не применяются электродная проволока и припои;
-
высокие показатели соединения;
-
возможность соединять любые геометрические элементы;
-
безопасный рабочий процесс.
К недостаткам относят такие особенности:
-
-
необходимость предварительной зачистки поверхности болгаркой;
-
длительность рабочего режима.
Способы проведения сварки
Диффузионная сварка выполняется на основе прокладок, имеющих свойство плавления и неплавления. В качестве прокладок используются никель, медь, сплавы серебра и золота. На сварную зону наносится специальный подслой, который предназначен для:
-
повышение качества стыка;
-
препятствие на пути образования пористости в волокнах металла;
-
захвата большей площади заготовок;
-
контактирования с поверхностью сварного элемента;
- стабилизации температурного режима без разрушения внутреннего слоя.
Диффузионные качества могут как положительно сказаться на сварном шве, так и негативно вследствие разрушительного температурного воздействия. Чтобы поддерживалась стабильная энергофаза, барьерной основой может служить толстостенная фольга. Подбирается основной материал с учетом диффузного коэффициента, который должен быть выше показателя главной заготовки. Если спаять нужно стеклянные или керамические изделия, то подслой металла накаляют до окисляющей реакции. Это поможет дальнейшему процессу соединения, где диффузия будет протекать быстрее.
Спайку изделий из меди, которым свойственно окисление, осуществляют под влиянием температуры в 800С в течение 5 минут. Для соединения керамических и медных деталей используется сульфид цинка.
Высокотемпературные исходники позволяют уменьшить процесс сжатия и сделать проще процесс устранения оксидного покрытия. Тем самым эксплуатационные сроки значительно увеличиваются.
Диффузионная сварка методом ударной нагрузки под вакуумом применима в случае образования металлоидных пор в сварной зоне. Данный способ дает возможность контактному участку деталей предельно нагреться, после чего происходит воздействие единичного силового импульса, скорость которого равна 1-30 м/с.
При подаче динамической нагрузки на поверхность заготовок в зоне выработки тепла происходит динамическое влияние, способствующее процессу плавления. Металл в состоянии жидкости заполняет стыковочные места и производит ровный шов. Это происходит за 1-10 мс.
Технология диффузионной сварки
Диффузная сварка на практике используется по двум технологиям: первая подразумевает постоянную подачу энергоимпульса на элемент заготовки, вторая технология состоит из комбинированного соединения, в основе которой лежит пластическая деформация и сила сжатия. Скоростной режим регулируется в процессе сварки.

Диффузионная сварка состоит из такого рода последовательности: сначала происходит сбор заготовочных частей оборудования, которое позволяет подать необходимую нагрузку на зону соединения. Далее части подвергаются вакуумной обработке, чтобы они легче поддавались нагреву. После того как прекратилось воздействие на металл, изделие должно оставаться в покое до полного естественного остывания.
Образование сварочного шва производится двумя способами: физическим и стадиями формирования. Первый способ осуществляется с помощью физического давления на сварную зону. Второй способ включает в себя разогрев, силу давления, процесс сжатия.
Временной режим можно выставить в зависимости от плотности сварной детали. Он может варьироваться от пары до нескольких десятков минут. Расплавка металловолокна происходит методом индукции, а на процесс может влиять электролуч, имеющий обратное сопротивление. Соединение происходит в без окислительном режиме нагрева. Для защитной функции от окислов используют вакуум, а исходные детали перед действием тщательно проходят обработку.
goodsvarka.ru
Диффузионная сварка | Сварка своими руками
 Диффузионная сварка – процесс производства неразъемного сварного соединения за счет диффузии ( внедрения) атомов одного металла (обычно более мягкого) в кристаллическую решетку другого (более твердого). Таким образом, можно получать прочные неразъемные соединения разнородных металлов (биметалл), а так же неметаллов (например, керамика со стеклом).
Диффузионная сварка – процесс производства неразъемного сварного соединения за счет диффузии ( внедрения) атомов одного металла (обычно более мягкого) в кристаллическую решетку другого (более твердого). Таким образом, можно получать прочные неразъемные соединения разнородных металлов (биметалл), а так же неметаллов (например, керамика со стеклом).
Способ был выдуман в 53-м Н.Ф. Казаковым и широко используется до сих пор в частности при производстве гидромоторов авиационной техники. Возможно использование и в других направлениях, в особенности там, где необходимо получить прецизионные пары трения, а детали и узлы собраны с применением антифрикционных материалов и работают на высоких оборотах. В качестве примера такой пары можно привести соединение оловяно-свинцово-никелевой бронзы БрОСН-10-2-3 со сталью 30Х3ВА – оно используется в блоке цилиндров авиационного плунжерного насоса.
Оборудование:
Понадобится вакуумная печь, способная обеспечить среднюю или высокую степень вакуума и приспособление с усилием сжатия 1-4 кгс/мм2. Таким приспособлением может быть специальное устройство, собранное внутри печи или графитовый контейнер, представляющий собой стакан с резьбой, на который накручивается крышка. При сварке бронзы со сталью в таком контейнере можно создать необходимое для диффузии первоначальное давление за счет большого коэффициента линейного термического расширения бронзы.
Охлаждение садки обеспечивается подачей аргона в камеру. Быстрое охлаждение позволяет так же закалить стальную часть узла до твердости 40 HRC.
Технология сварки бронзо-стальных деталей гидравлических агрегатов
Некоторые особенности сварки бронз со сталями
Сварка бронз со сталями в вакууме дает возможность получать соединения с минимальным количеством окисных и других неметаллических фаз в зоне соединения. Отсюда высокая надежность и стабильность сварных соединений. Этому способствуют процессы диссоциации и возгонки окисных и жировых пленок на свариваемых поверхностях бронзы и стали, которые в условиях вакуума протекают значительно интенсивнее, чем при нагреве в газовых защитных средах или соляных ваннах. Так, например, растекаемость бронзового расплава (25,5% Sn) по поверхности малоуглеродистой стали при температуре 810-820 градусов при прочих равных условиях в вакууме (10 -2 Па) на порядок выше, чем в соляной ванне (NaCl+KCl). С повышением температуры это отношение еще больше возростает.
При изготовлении бронзо-стальных деталей гидравлических агрегатов часто возникает необходимость упрочнения стали путем ее термической обработки (закалки). При нагреве заготовок в соляной ванне операции сварки и закалки легко совмещаются в одном термическом цикле. В вакууме эти операции совместить технически сложно, за исключением тех случаев, когда закалка осуществима при скоростях охлаждения, реализуемых в потоке инертного газа (для специальных сталей). Поэтому термообработку бронзо-стальных деталей предполагается производить после сварки, как самостоятельную операцию. При этом температура закалки не должна превышать предшествующую температуру сварки.
Как показали экспериментальные исследования, термообработка не оказывает отрицательного влияния на свойства соединения. Прочность на разрыв сварных соединений ст. 30Х3ВА с Бр.ОС 10-10, полученных в вакууме и прошедших термообработку (закалка с 850-860 оС в масло, отпуск при 560 оС в течение 6 час) составляет, по экспериментальным данным, 310-330 МПа (31-33 кгс/мм2) против 250-270 Мпа (25-27 кгс/мм2) непосредственно после сварки. Последующая термообработка, как видно, благоприятно сказывается на упрочнении Бр. ОС10-10. Соединения этой стали с Бр.ОСН 10-1-3 после сварки и после аналогичной термообработки имеют примерно одинаковую прочность 300-330Мпа (30-33 кгс/мм2)
Следует отметить положительное влияние предварительного гомогенизирующего отжига бронз на их прочность в сварных соединениях. Отжиг в вакууме при 750 оС в течение 5 часов, помимо удаления избытка растворенных газов, способствует получению после сварки более равномерного распределения свинцовой составляющей в ее структуре. Прочность возрастает до 350-380 МПа (35-38 кгс/мм2) для обеих марок бронз, правда, последующая термообработка (закалка с отпуском) возвращает прочность на прежний уровень (300-330МПа).
Необходимо учитывать высокую упругость пара таких элементов как свинец и цинк, которые часто содержатся в бронзах. В результате их испарения возможны изменения химического состава бронзы в приповерхностном слое и образование в ней пор.
Количественная оценка средней скорости испарения свинца с поверхности Бр. ОСН 10-2-3 и Бр. ОС10-10 соответственно при температуре 870-860 оС за время сварки (≈ 10 мин) показывает, что потеря свинца составляет для обеих бронз от 10 до 15% от его общего количества в исследуемых образцах (d=15мм; d=3,5 мм). Толщина приповерхностного слоя, обедненного свинцом, составляет при этом 0,2-0,3мм. В остальном объеме образцов состав бронз остается практически без изменений. Средние скорости испарения свинца в течение первых 5 мин. изотермической выдержки при температуре сварки составляют 6х10-5 и 30х10-5 кГ/м2 с, а в последующие 5-тиминутные периоды изотермической выдержки – 6х10-5 и 15х10-5; 4х10-5 и 14х10-5; 3х10-5 и 13х10-5 кГ/м2 с . и т.д. соответственно. В таблице представлены экспериментальные значения средней скорости испарения свинца с поверхности Бр. ОСН 10-2-3 и Бр. ОС 10-10 (Vисп.х10 5 кГ/м2 с) в течение первых 10 мин. изотермической выдержки при различных температурах в вакууме 10 -2 Па.
| Бронза | Температура, оС | ||||
| 700 | 750 | 800 | 860 | 900 | |
| Бр. ОСН 10-2-3 | ≈0 | 0,46 | 0,73 | 7,3 | 14,2 |
| Бр. ОС 10-10 | ≈0 | 3 | 5,5 | 22 | 43 |
Относительно высокая скорость испарения свинца с поверхности Бр.ОС 10-10 обусловлена более высокой по сравнению с Бр. ОСН 10-2-3 его концентрацией в жидкой фазе и в структуре , а также наличием в этой бронзе широких разобщающихся жидких прослоек по границам зерен, по которым свинец из глубины может свободно диффундировать к поверхности.
Скорость испарения свинца при температуре твердо-жидкого состояния бронзы , как показывают экспериментальные исследования, максимальна в начальный момент, при достижении бронзой температуры сварки, затем убывает до какого-то постоянного уровня, определяемого интенсивностью поступления свинца к поверхности из глубины бронзы. Последнее в большой мере зависит от характера распределения и количества жидкой фазы в структуре бронзы. Межзеренное распределение жидкой фазы и наличие широких сообщающихся на большую глубину (транзитных) каналов в структуре бронзового сплава увеличивают вероятность потерь свинца на испарение. В случае мелкокапельного распределения и наличия в структуре обособленных тонких межзеренных прослоек продвижение свинца к поверхности затруднено и его испарение со временем может прекратиться.
Приведенные выше значения испарения были получены в таких условиях нагрева, когда пары могли беспрепятственно распространиться от нагреваемого образца и осаждаться на холодные стенки вакуумной камеры, т.е. при нагреве в свободном (открытом) состоянии.
Скорость испарения свинца заметно падает, если бронзовый образец нагревать в вакууме в закрытом сосуде, например, в графитовом контейнере с плотно закрытой крышкой. Так, например, средняя скорость его испарения с поверхности Бр. ОС 10-10, выдержанной при 840-850 оС в течение 45 мин. в открытом стакане, составила 6,5х10-5 кГ/м2 с, в закрытом – 3,1х10-5 кГ/м2 с. При этом на стенках вакуумной камеры осадилось в первом случае 0,126 г, во втором – только 0,005 г свинца (масса образцов 6…7 г). Т.е. в закрытом сосуде остается практически вся испарившаяся легкоплавкая эвтектика. При последующих нагревах новых образцов в том же закрытом сосуде без удаления свинцовых конденсатов от предыдущих опытов скорость испарения продолжает снижаться до уровня, определяемого интенсивностью проникновения паров свинца через несплошности закрытого сосуда.
Таким образом, использование для оснастки закрытого типа, например, в виде графитовых кассет, позволяет значительно уменьшить потери свинца на испарение и практически полностью предотвратить его осаждение на холодные стенки вакуумной камеры. В случае диффузионной сварки открытых заготовок необходимо по возможности ограничивать свободные для испарения поверхности бронзы. С этих соображений, например, при сварке телескопических соединений, целесообразно применять вместо тонкостенных втулок цельные бронзовые стержни.
В заключении следует отметить, что такие работы можно производить при более низкой температуре, чем, например, в среде защитных газов или соляной ванне. Так как растекаемость жидкой фазы бронзы по стали в вакууме хорошая, температура сварки может быть всего на 15-20 градусов выше равновесного солидуса бронзы.
Нагрев в вакууме имеет также определенные технические преимущества по сравнению с нагревом в газовых защитных средах. Получение и контроль низкого остаточного давления значительно проще, чем получение и контроль нейтральных и восстановительных газов соответствующей чистоты. В вакуумных установках с достаточной надежностью можно поддерживать необходимую степень разряжения. Кроме того, расходы по эксплуатации вакуумных установок ниже по сравнению с печами с газовой атмосферой.
Технологическая оснастка для сборки и сварки деталей гидравлических агрегатов
При сварке бронз со сталями в твердо-жидком состоянии бронзы, независимо от способа нагрева, требуется применение различных приспособлений и технологической оснастки, предназначенных для сборки и фиксации свариваемых изделий при загрузке, нагреве и извлечении их из сварочной установки или печи. Для сборки телескопических соединений могут быть использованы гидравлические или механические прессы с необходимым усилием запрессовки, которое определяется действительной величиной натяга и жесткостью свариваемых заготовок. В собранном виде заготовки размещают в вертикальном положении на подставке или подвеске и загружают в печь (нагревательное устройство). Давление в контакте свариваемых материалов в этом случае создается за счет разного термического расширения бронзы и стали. Какие-либо дополнительные устройства для этой цели не требуются.
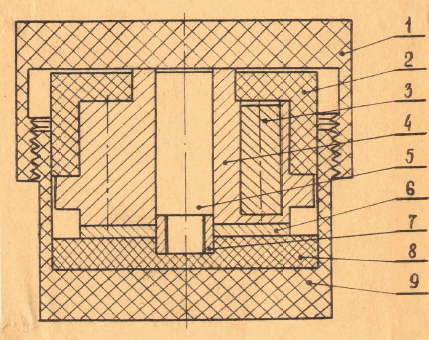
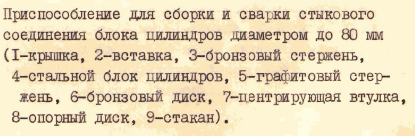
Для сварки стыковых соединений, например, при изготовлении бронзо-стальных башмаков или блоков цилиндров гидравлических агрегатов, на установках, в которых отсутствуют системы давления, следует применять сборочно- сварочные приспособления, с помощью которых в условиях общего нагрева создавалось бы требуемое силовое воздействие на свариваемые детали.
Основное назначение приспособления состоит в том, чтобы в процессе нагрева за счет термических напряжений, возникающих в системе приспособления-свариваемые изделия, сгладить имеющиеся на соединяемых поверхностях макро- и микронеровности и образовать между ними физический контакт.
Кинетика развития внутренних усилий и деформаций в системе приспособление-свариваемые изделия зависит от многих факторов: физико-механических характеристик материалов, конструкции и геометрических размеров всех элементов системы, распределения температур между ними и по сечению каждого элемента и т.д.
Ниже рассмотрены методы конструирования приспособлений для сборки и сварки стыковых соединений деталей гидравлических агрегатов (башмаков и блоков цилиндров) при нагреве в вакууме.
На рисунке 1 представлено приспособление для сборки и сварки стыкового соединения бронза-сталь блока цилиндров 1.
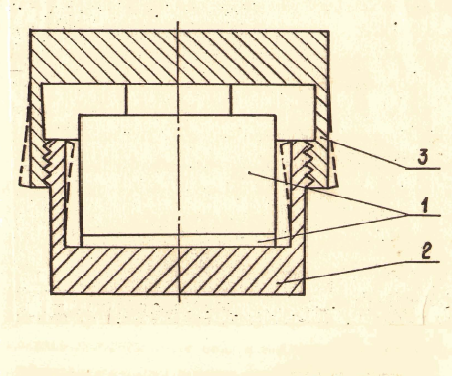
рис.1
Оно состоит из тонкостенного стакана 2 и навинчиваемой на него сверху до упора в свариваемые детали тонкостенной крышки 3. В отличие от известных конструкций, состоящих, как правило, из двух запорных фланцев и съемных стяжных элементов (одного или нескольких стяжных болтов, распорных втулок и пр.), рассматриваемое приспособление содержит две однотипные детали, в которых роль стяжного элемента играют тонкостенные цилиндрические обечайки, выполненные заодно с опорными фланцами и связанные друг с другом с помощью резьбового соединения.
Приспособление вместе со свариваемыми изделиями образует замкнутую систему, в которой следует различать активную часть (свариваемые детали изделия) и пассивную часть (стяжные элементы). Для возникновения внутренних напряжений в системе (сжатия в активной части и растяжения в пассивной) необходимо, чтобы при нагреве суммарное термическое удлинение элементов активной составляющей системы было больше, чем термическое удлинение пассивной. Это достигается соответствующим подбором материалов приспособления по их коэффициентам термического расширения.
Элементы приспособления должны иметь достаточно высокое сопротивление пластической деформации при высоких температурах. Для их изготовления пригодны жаропрочные материалы, имеющие стабильную структуру и сохраняющие свои свойства при многократном термоциклировании. При сварке в вакууме следует учитывать также возможность схватывания элементов приспособления друг с другом. и сор свариваемыми изделиями.
Наиболее удовлетворяют перечисленным выше требованиям углеграфитовые материалы, например, высокопрочный графит марок МПГ-6 или ВПП. Они обладают наиболее низким из доступных материалов коэффициентом термического расширения , и дает возможность получать большой деформационный потенциал приспособления, имеют прочность, достаточную для создания требуемого силового воздействия на свариваемые изделия, химически стойки и не взаимодействуют в вакууме с большинством металлов при высоких температурах (до 1000 градусов Цельсия), термостойки, легко обрабатываются и, что также очень важно, могут оказывать дополнительное защитное действие на соединяемые металлы, связывая возможные примеси кислорода во внутреннем пространстве приспособления.
Принцип действия приспособления (оснастки)
Заключается в следующем. Собранные под сварку детали 1 (рис.1) ставят на дно стакана 2 и сжимают вручную с помощью навинчивающейся сверху крышки 3. Откачка воздуха, замкнутого внутри такой кассеты, происходит в вакуумной печи (10-2) через естественные несплошности в резьбовом соединении крышки со стаканом. При длительной откачке внутри кассеты создается достаточное для осуществления качественной сварки степень разрежения. В то же время проникновение легкоиспаряющихся компонентов бронзы, например, свинца, через несплошности резьбового соединения затруднено, и внутри кассеты в результате этого создается давление паров, препятствующее дальнейшему его испарению с поверхности деталей. Потери металлов на испарение тем меньше, чем меньше объем незаполненного пространства внутри кассеты и чем плотнее резьбовое соединение крышки со стаканом. Выполнению последнего условия способствуют внутренние усилия, возникающие в системе приспособление – свариваемые изделия при нагреве ее до высокой температуры. Под действием этих усилий (растяжения в стяжных элементах оснастки) резьбовое соединение еще больше уплотняется и сопротивление потоку паров металлов таким образом возрастает.Передача осевого усилия в приспособлении происходит по наклонным поверхностям резьбы. В результате этого в резьбе возникают равномерно распределенные по окружности радиальные усилия, которые деформируют тонкие цилиндрические обечайки в соответствующих направлениях, как это схематически показано пунктиром на рис.1. Накапливаемая при нагреве упругая деформация приспособления складывается таким образом из деформации его стяжных элементов не только в осевом, но и в радиальном направлении. После достижения соединяемыми деталями температуры сварки, когда сопротивление пластической деформации бронзы невелико, часть накопленной упругой деформации приспособления расходуется на сглаживание макро-микронеровностей в стыковом соединении, часть – на устранение вероятных несплошностей и перекосов, вызванных неточностями изготовления и сборки свариваемых деталей и элементов приспособления. Чем больше деформационный потенциал приспособления, тем больше вероятная пластическая деформация осадки бронзы в процессе сварки.Необходимым условием образования плотного (без пор и микронесплошностей) соединения при диф.сварке является наличие физического контакта свариваемых поверхностей металлов друг с другом по всей площади сварного соединения. Прочность соединения возрастает, если фактическая площадь физического контакта близка или равна величине его геометрической площади. При сварке бронзы со сталью физический контакт образуется, главным образом, за счет пластического течения бронзы, как более мягкого материала, путем заполнения ею неровностей на поверхности стали. При этом пластическая деформация происходит не только в приповерхностных слоях бронзы, но и во всем ее объеме, воспринимающем сварочное давление. В связи с этим величина пластической деформации (осадки) бронзовой заготовки должна быть больше суммарной высоты микронеровностей на свариваемых поверхностях, и при оценке требуемой величины осадки при сварке можно лишь в первом приближении ориентироваться по средней статистической высоте макро- и микронеровностей стыкуемых поверхностей.При определении требуемой величины деформационного потенциала приспособления необходимо учитывать также шероховатость контактирующей с бронзой опорной поверхности приспособления, неплоскостность, непараллельность (биение относительно центральной оси) опорных поверхностей свариваемых заготовок и всех элементов приспособления, т.е.
где К – деформационный потенциал системы;Δi – различные отклонения от плоскости и биения опорных поверхностей свариваемых заготовок и элементов приспособления.Так, например, если предположить, что для рассматриваемой конструкции приспособления (рис 1) средняя высота микронеровностей свариваемых поверхностей бронзы и стали, а также опорной поверхности бронзы и контактирующей с ней опорной поверхности при способления составляет 0,025 мм и все стыкуемые поверхности, в том числе в резьбовом соединении приспособления, имеют неплоскостность и биение, равные по 0,02 мм соответственно, то деформационный потенциал системы должен быть
К>(4*0,025+4*0,02+2*0.02+2*0,02)=0,26 ммК>0,026
Сборочные эскизы. сварка систем «бронза-сталь» в графитовых контейнерах
Справка: Технология диффузионной сварки востребована в промышленности при производстве гидромоторов для авиационной техники — плунжерные насосы и т.д. и в других отраслях промышленности, где нужно получить биметаллы.
svarka-master.ru
Диффузионная сварка
1. Сущность метода и основные области применения
Диффузионная сварка входит в группу способов сварки давлением, при которых соединение проходит за счет пластической деформации микронеровностей на поверхности свариваемых заготовок при температуре ниже температуры плавления. Отличительной особенностью является применение повышенных температур при сравнительно небольшой остаточной деформации. Ее технологическая характеристика была предложена Н.Ф. Казаковым и принята Международным институтом сварки в следующей формулировке: «Диффузионная сварка материалов в твердом состоянии - это способ получения неразъемного соединения, образовавшегося вследствие возникновения связей на атомарном уровне, появившихся в результате сближения контактных поверхностей за счет локальной пластической деформации при повышенной температуре, обеспечивающей взаимную диффузию в поверхностных слоях соединяемых материалов».
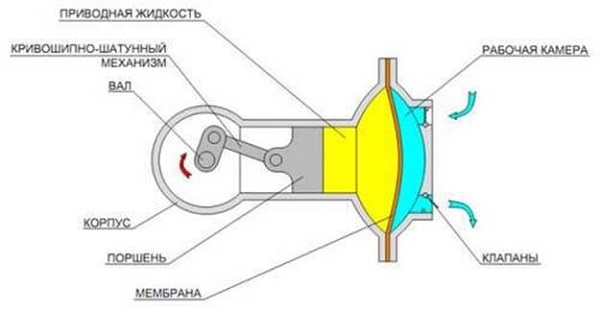
В практике диффузионной сварки известно применение двух технологических схем процесса, различающихся характером приложения нагрузки или напряжения, действующих в течение цикла. В одной из них используют постоянную нагрузку по величине ниже предела текучести. При этом процессы, развивающиеся в свариваемых материалах, аналогичны ползучести. Такую технологию называют диффузионной сваркой по схеме свободного деформирования. На практике подобная схема осуществима наиболее просто, поэтому очень широко распространена.
По другой схеме нагрузка и пластическая деформация обеспечиваются специальным устройством, перемещающимся в процессе сварки с контролируемой скоростью (см. рис. 1, б). Эту технологию называют диффузионной сваркой по схеме принудительного деформирования (ДСПД-процесс). Этот процесс осуществляют при напряжениях, как правило, превышающих предел текучести. Таким образом, скорость деформации £ задается приложенной нагрузкой Р и условиями, в которых она действует: прежде всего температурой Т и временем действия 1.
Промышленное применение. Технологические возможности диффузионной сварки позволяют широко использовать этот процесс в приборостроительной и электронной промышленности при создании металлокерамических и катодных узлов, вакуум-плотных соединений из разнородных материалов, полупроводниковых приборов, при производстве штампов и т.п.

Рис. 1 Схема деформирования при диффузионной сварке:
1 - система погружения; 2 -система деформирования;
Н - нагреватель; Д-детали
Диффузионная сварка находит применение для изготовления крупногабаритных заготовок деталей сложной формы, получение которых механической обработкой, методами обработки давлением или литьем невозможно или неэкономично. Особенно эффективно такое применение диффузионной сварки в опытном и мелкосерийном производстве.
Перспективно получение многослойных пустотелых конструкций типа панелей из титановых или алюминиевых сплавов с наполнителем сложной формы (гофры, соты, ребра и др.) методом совмещения диффузионной сварки и формообразования в режиме сверхпластичности.
2. Основные параметры режима
При сварке по схеме свободного деформирования основными параметрами процесса являются температура нагрева заготовок Т, 0 С; сжимающее давление р, МПа; время сварки t, мин; давление в вакуумной камере рк . Па; в случае проведения процесса в другой среде - характеристика этой среды с позиции протекания окислительно-восстановительных реакций (тип и химический состав среды, точка росы, парциальное давление кислорода). Кроме того, к важным параметрам процесса относятся подготовка поверхности под сварку: чистота поверхности, ее шероховатость и волнистость.
При ДСПД-процессе главными параметрами являются: температура Т, скорость роста нагрузки Р, скорость деформирования к, время деформирования t (или степень накопленной деформации), время выдержки в режиме релаксации tрсл . Сопротивление деформированию Р в этом случае - зависимый параметр. Его величина регистрируются непосредственно в течение всего цикла сварки. Оба параметра могут быть использованы для контроля и управления качеством соединения.
Диффузионная сварка может проводиться в вакууме, нейтральных и восстановительных газах, жидких средах. Вакуум создает наилучшие условия для защиты нагретого металла и очистки свариваемых поверхностей от загрязнения. Однако в отдельных случаях особенности материала могут налагать определенные ограничения на применение вакуума или делать его вовсе невозможным. В большинстве случаев процесс диффузионной сварки ведется при давлении в вакуумной камере pк = 10-2 ... 10-3 Па. Использование более высокого вакуума оправдано, когда необходимо обеспечить высокую размерную точность изделия (уменьшение остаточной деформации заготовок) за счет соответствующего снижения температуры, давления и времени. Тугоплавкие металлы удается таким образом сваривать при температурах ниже порога рекристаллизации и тем самым избегать охрупчивания материала.
На ход диффузионной сварки существенно влияет парциальный состав остаточных газов в камере. Попадание в рабочую зону паров вакуумного масла приводит к увеличению парциальных давлений газов-окислителей (С02 , Н3 О) по сравнению с газами-восстановителями (СО, h3 ). Специальные меры (азотные ловушки, использование безмасляных средств откачки) улучшают условия ведения диффузионной сварки, особенно при пониженных температурах.
Широко применяют в качестве защитных сред инертные (аргон, гелий) и активные газы (водород, реже углекислый газ). Состав защитного газа подбирают исходя в первую очередь из химической активности системы металл-газ в условиях сварки.
Подготовка заготовок в общем случае может складываться из механической обработки, очистки от загрязнений и нанесения подслоев. Механическая обработка обеспечивает: возможно, более плотное начальное прилегание свариваемых заготовок; удаление с поверхности загрязненного слоя; повышение размерной точности готового изделия; возможность снижения температуры, давления и времени сварки с улучшением микрогеометрии поверхности.
С повышением чистоты обработки облегчается развитие второй стадии процесса.
Очистка поверхностей от загрязнений (следов жиров, масла, полировальной пасты) может проводиться растворителями (ацетон, спирт, четыреххлористый углерод и др.), путем нагрева и выдержки в вакуумной камере. В отдельных случаях применяют отжиг заготовок в среде водорода. Положительные результаты получают при обработке в растворах кислот h3 S04 , MCI с последующими промывкой и сушкой. При сварке изделий из некоторых сортов керамики после механической обработки заготовки отжигают с целью «залечивания» поверхностных дефектов. Для этого же проводят травление стекла в плавиковой кислоте.
3. Рекомендации по выбору режима
Для выбора температуры, давления и времени нет строгих рекомендаций. Высококачественные соединения можно получать, изменяя в определенных пределах значения каждого из этих параметров с соответствующей корректировкой других. При выборе их значений необходимо учитывать особенности свариваемых материалов и требования к изделию; возможность разупрочнения из-за роста зерна, ограничения по температуре нагрева и деформации изделия и т.п.
Температуру сварки обычно назначают в пределах (0,5...0,8)Тпл , для жаропрочных сплавов - несколько выше. При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
Скорости нагрева и охлаждения зависят от источника тепла и в большинстве случаев их не регламентируют. При сварке разнородных сочетаний материалов, термический коэффициент линейного расширения которых различается более чем на 2 • 10-6 град-1 , скорость охлаждения целесообразно уменьшать до 10…15 0 С/мин.
Разгерметизацию камеры при сварке деталей из черных металлов рекомендуют проводить при температуре ≤120 °С, а для цветных и активных металлов - при 60 0 С.
Время выдержки в зависимости от Т и р, допустимой остаточной деформации, чистоты обработки контактных поверхностей и деформационной способности материала может колебаться от нескольких секунд до нескольких часов (чаще 5... 10 мин).
Давление выбирают в диапазоне 0,8…0,9 предела текучести при температуре сварки. Для известных конструкционных материалов оно может изменяться в диапазоне 1 ...50 МПа. Для сварки тугоплавких и твердых материалов эти значения могут быть в несколько раз выше.
4. Технологические возможности процесса
Диффузионная сварка позволяет сваривать:
- большинство конструкционных материалов на металлической основе, ферриты, керамику, стекла, кварц, сапфир, графит, полупроводниковые материалы в однородном и разнородных сочетаниях;
- пористые, металлокерамические, композиционные материалы без нарушения их текстуры и ухудшения служебных свойств;
- при использовании соответствующих барьерных покрытий и проставок - разнородные металлы и сплавы, склонные к образованию хрупких фаз, тугоплавкие металлы (вольфрам, ниобий, тантал и др.) при температурах ниже порога рекристаллизации.
Диффузионная сварка дает возможность также избежать охрупчивания металла. С использованием промежуточных проставок можно также соединять материалы с резко отличными значениями коэффициентов термического расширения.
Диффузионной сваркой можно выполнять все типы соединений при самом разнообразном конструктивном их оформлении: встык, вскос, соединять пересекающиеся стержневые элементы между собой и с плоскими или криволинейными поверхностями; сваривать заготовки любых сечений; при применении местного нагрева и вакуума - соединять заготовки неограниченной длины; сваривать пленки, фольгу толщиной в несколько микрометров и достаточно массивные детали; осуществлять сварку при практически любой разнотолщинности заготовки.
mirznanii.com
Диффузионная сварка
Своеобразной в отношении своих физических особенностей разновидностью сварки давлением является диффузионная сварка. Она осуществляется посредством взаимной диффузии частиц контактирующих заготовок при несущественной пластической деформации и довольно продолжительном действии высоких температур. Роль такого взаимопроникновения в металлах при сварке не всегда однозначна.
Диффузия может как способствовать дополнительной прочности соединения, так и образовывать хрупкости в соединениях. В сварке этим способом соединение образуется благодаря совместному действию нагрева с давлением, а отличительной его особенностью является использование довольно высоких температур нагревания при небольшом удельном давлении. Обычно оно находится в пределах текучести соединяемых металлов.
Технология диффузионной сварки
Схема процесса диффузионной сварки металлов представляет собой следующую последовательность. Перед началом сварки соединяемые детали собираются с помощью особого приспособления, способствующего передаче давления в место их стыковки. Затем заготовки вакуумируют и подвергают нагреву до требуемой температуры с последующим приложением давления в течение определенного промежутка времени. Отдельные случаи требуют дополнительной выдержки изделия в температуре сварки после снятия с него давления. Это необходимо для полноты протекания процесса рекристаллизации, что способствует формированию более качественных соединений. Завершается сварочный цикл охлаждением сборной конструкции в зависимости от типа применяемого оборудования диффузионной сварки с помощью инертной среды, вакуума либо воздуха.
Образование сварного соединения этим способом сварки условно можно разделить на две стадии. В ходе первой из них создается физический контакт соединяемых элементов. При этом каждая точка свариваемого металла должна находиться от другой на расстоянии, позволяющем взаимодействие между атомами. Вторая стадия заключается в формировании структур образуемого соединения в ходе операций релаксации. К определяющим параметрам процесса диффузионной сварки в вакууме относят давление, длительность и температуру нагревания, рельеф соединяемых поверхностей и состояние среды, в которой осуществляется сварка.
Давление, подаваемое на контактирующие детали, с учетом видов свариваемых металлов и температуры, может изменяться в широком диапазоне. Осадка заготовок производится чаще всего при помощи систем пневматики. Температура обычно составляет чуть больше половины от температуры плавления, до 80% для сварки однородных металлов и в пределах 70% для разнородных и более легкоплавких материалов. Такой температурный режим способствует пластическому деформированию металлов с выравниванием поверхностей, а также ускорению взаимных диффузий частиц материалов в зоне их стыка.
Время действия температур измеряется в пределах от нескольких минут до нескольких десятков. Нагрев в установках диффузионной сварки осуществляется, как правило, индукционным током, а также возможен с помощью обычного сопротивления, электронного луча, электротока, пропускаемого через изделие, и прочих источников. Сварка производится в условиях безокислительного нагревания. С целью предупреждения возможного образования поверхностных пленок из оксидов в сварочном процессе применяют вакуумную защиту, а соединяемые поверхности перед сваркой тщательно зачищают.
Предварительная обработка заготовок под сварку также оказывает заметное влияние на ход диффузионного процесса. Это отражается в структурных изменениях их поверхностного слоя и ходе протекания физического контакта материалов. В ходе подготовки свариваемых деталей любым из способов (химическим, механическим, электролитическим и пр.) возможно формирование поверхностных пленок из оксидов. При этом не отмечается их негативного влияния на ход процесса благодаря самопроизвольному очищению заготовок от окислов, происходящему вследствие нагревания металла в вакууме с последующей выдержкой.
В случаях недостаточной интенсивности диффузионных процессов в соединяемых деталях с резко отличающимися коэффициентами линейного расширения материалов, а также при наличии возможности образования хрупкости в шве, эффективно использование между ними промежуточного слоя. Это может быть прокладка из фольги, порошковый подслой и др. Данный метод целесообразен при сварке как металлов и их сплавов, так и в отношении неметаллических материалов. Так, к примеру, сваривают кварцевые заготовки через прокладку из меди. Исходя из свойств свариваемых материалов и промежуточного слоя, определяют параметры такого процесса.
Применение диффузионной сварки
К преимуществам данного способа относят возможность диффузионной сварки разнородных материалов с получением равнопрочного шва без существенных изменений в физико-химических характеристиках, высокий уровень защиты и отсутствие необходимости в присадочном металле. Такая сварка позволяет создание прочных конструкций как из однородных металлов со сплавами, так материалов разного рода, в том числе резко отличающихся своими характеристиками. Это не растворимые друг в друге, тугоплавкие или малопластичные металлы и сплавы, соединение которых довольно затруднительно. А применение диффузионного способа позволяет получать сварные конструкции даже из таких пар металлов и сплавов, которые практически невозможно соединить с помощью других видов сварки. Примером этого может служить диффузионная сварка титана со сталью, стойкой к коррозии, молибдена с медью или ниобия с вольфрамом.
Практикой использования диффузионного процесса выработаны две его основные технологии, зависящие от способа приложения нагрузок. В первой из них применяется нагрузка постоянного характера с величиной, не превышающей предел текучести. Во второй технологии нагрузку в сочетании с пластической деформацией обеспечивает особое устройство. Скорость его перемещения в ходе сварки можно контролировать.
promplace.ru
Диффузионная сварка Википедия
Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей.
Этим видом сварки производится полуавтоматическая, автоматическая в различных пространственных положениях, черных и цветных металлов и сплавов широкого диапазона толщин.
История
Процесс диффузионной сварки в вакууме был разработан в 1953 году Н. Ф. Казаковым.
Сущность
Определения и сущность диффузной сварки описаны в ГОСТ 19521-74.
Диффузионная сварка производится воздействием давления и нагревом свариваемых деталей в защитной среде. Перед сваркой поверхность детали обрабатывают по 6 классу шероховатости и промывают для обезжиривания ацетоном.
Температура нагрева составляет 0,5 – 0,7 от температуры расплавления металла свариваемых деталей. Высокая температура обеспечивает большую скорость диффузии и большую пластичность деформирования металла. При недостаточной диффузии в сварке используют металлические прокладки (фольга из припоя ВПр7 толщиной 0,1 – 0,06 мм.) или порошок (фтористый аммоний), прокладываемые в месте сварки. Перед сваркой фольгу приваривают к поверхности одной из деталей с помощью контактной сварки. В процессе сварки прокладка расплавляется.
Процесс сварки осуществляется с использованием разных источников нагрева. В основном применяют индукционный, радиационный, электронно-лучевой нагрев, нагрев проходящим током, тлеющим разрядом или в расплаве солей
Сварка протекает при давление в камере – 10−2 мм. рт. ст. или в атмосфере инертного газа (иногда водорода). Вакуум или защитная атмосфера предохраняет свариваемые поверхности от загрязнения.
Сварка производится сжатием деталей с давлением 1 – 4 кгс/мм2. Давление, применяемое при способах сварки без расплавления материалов, способствует разрушению и удалению окисных пленок и загрязнений на поверхности металла, сближению свариваемых поверхностей до физического контакта и эффективного атомного взаимодействия, обеспечению активации поверхностей для протекания диффузии и рекристаллизации. Различается сварка с высокоинтенсивным силовым воздействием (свыше 20 МПа) и сварка с низкоинтенсивным силовым воздействием (до 2 МПа).
Диффузионная сварка походит в две стадии:
- сжатие свариваемых поверхностей, при котором все точки соединяемых материалов сближаются на расстоянии межатомных взаимодействий;
- формирование структуры сварного соединения под влиянием процессов релаксации.
Недостатки
- необходимость вакуумирования рабочей камеры;
- тщательная подготовка и очистка свариваемых поверхностей.
Преимущества
- диффузионная сварка не требует сварочных припоев, электродов;
- не нужна дополнительная механическая обработка свариваемых поверхностей;
- высокое качество сварного соединения;
- малый расход затрачиваемой энергии;
- широкий диапазон толщин свариваемых деталей – от долей мкм, до нескольких метров.
Оборудование
Для проведения диффузионной сварки выпускается оборудование, различаемое по степени вакуумирования: с низким вакуумом (до 10-2 мм рт. ст.), со средним вакуумом (10-3...10-5 мм рт. ст.), с высоким вакуумом (свыше 10-5 мм рт. ст.), с защитным газом разной степени давления.
Для нагрева деталей применяют индукционный нагрев токами высокой частоты, электроконтактный нагрев током, радиационный нагрев электронагревателем.
В установках используют гидравлические или механические системы давления. Установки бывают с ручным управлением, полуавтоматические и автоматические с программным управлением. Автоматы применяются в крупносерийном или массовом производстве.
Литература
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
Казаков Н. Ф. Диффузионная сварка материалов. М Изд. Металлургия, 1976.
Ссылки
wikiredia.ru
Диффузионная сварка

Диффузионная сварка считается одной из разновидностей спаивания изделий из металла, которую производят при давлении высоких температур при воздействии на изделия сдавливающего вакуума.
Технология диффузионной сварки
Диффузионное сваривание обычно осуществляется в двух технологических режимах, различаются только вариантами подачи давления на необходимые поверхности. Одним из них является то, что давление подается на заготовку постоянно, в процессе начинает происходить расплавление. Данная технология в большинстве случаев применяется при свободном формировании металлических элементов.

Второй способ подразумевает воздействие специального аппарата с вращающимся валом на деталь, что создает постоянную нагрузку, а деталь начинает входить в состояние текучести.
Плюсы и минусы диффузионной сварки металлов
Положительные стороны:

- энергопотребление снижается до минимума в сравнении с другими инверторами;
- для соединения не следует использовать электродную проволоку и припой;
- качественное соединение;
- соединение любых элементов геометрического типа;
- полная безопасность процесса.
Отрицательные стороны:

- при сварочном процессе необходимо использовать вакуумный блок;
- необходимо зачистка болгаркой;
- длительный рабочий процесс.
Проведение диффузионной сварки
Диффузионное сваривание необходимо выполнять при помощи прокладок, которые имеют свойства плавления и не плавления. Для этого рекомендуется применять серебряные и золотые сплавы, медные и никелевые. Сварная зона подразумевает нанесение специализированного подслоя, который:

- делает стык более качественным;
- препятствует образованию на металле пористой поверхности;
- захватывает значительную площадь заготовки;
- контактирует с поверхностью элемента сваривания;
- стабилизирует температурный режим и не разрушает внутренний слой.
Данные качества хорошо влияют на качество сварного шва, но воздействие высоких температур может оказаться разрушающим. Для поддержания стабильной энергофазы лучше применить толстостенную фольгу. При спаивании керамических или стеклянных изделий, необходимо накаливать подслой металла до окисления. Это помогает ускорить диффузию и сам процесс соединения.
Медные изделия спаиваются при температуре около 800 градусов за 5 минут. Обычно для этого используют сульфид цинка.
Диффузионная сварка в вакууме
Диффузионное сваривание при ударных нагрузках при использовании вакуума нужно для того, чтобы металлоидные поры образовывались при спаивании. Это позволяет участкам деталей нагреться до необходимой температуры, а затем на них действует единичный силовой импульс со скоростью от 1 до 30 м/с.
Если на поверхность подается динамическая нагрузка, то начинается динамическое влияние в тепловую зону, которое делает процесс плавления более легким и качественным. Жидкий металл начинает тщательно заполнять все стыки, в итоге получается идеально ровный шов.
Диффузионная сварка и как она происходит
Данная сварка обычно подразумевает применение двух разных технологий:
- Энергоимпульс подается постоянно на заготовку.
- Комбинированное соединение получается при пластической деформации и силе сжатия. Скорость и режимы необходимо регулировать во время процесса.
Диффузионное сваривание должно происходить в определенной последовательности:
- собираются заготовочные части, что позволяет подавать следуемую нагрузку на место соединения;
- части необходимо подвергнуть обработке вакуумом, чтобы нагрев происходил как можно проще;
- изделие после всех необходимых манипуляций необходимо оставить в покое до того момента, пока оно полностью не остынет.
Сварочные швы образуются при помощи двух способов, физического типа и стадий формирования.
Физический способ подразумевает физическое давление на место сваривания.
Стадии формирования означают, что должен быть разогрев, сила давления и сжатия.

Время выставляется самостоятельно и зависит от плотности заготовок. Металловолокна расплавляются при индукции, на что оказывает непосредственное влияние электролучи, которые имеют сопротивление обратного типа. Чтобы защитить металл от окисления, необходимо перед проведением работ тщательно очистить все детали.
svarkagid.com