







Самодельный сварочный аппарат: однофазный инвертор СВАРОГ в трехфазный . Ч.2. Трехфазный сварочный инвертор
Какой лучше сварочный аппарат инвертор, критерии выбора
Сварочный инвертор представляет собой технологичное решение, которое реализует схему питания по новому принципу. В результате обеспечивается более стабильное функционирование аппарата, что обусловлено более легким процессом поджига электрической дуги, а также высоким уровнем стабильности ее горения.
Область применения
Изначально сварочные работы можно было проводить лишь посредством двух разновидностей оборудования: трансформаторы и выпрямители. Но каждый из данных вариантов характеризуется определенными нюансами, которые затрудняют их эксплуатацию, например, крупные габариты. Инверторные аппараты в первую очередь выделяются из ряда аналогичной техники благодаря сравнительно небольшим размерам, что позволяет свободно использовать их у себя дома.
Еще одно существенное преимущество таких приборов – возможность применения без особых ограничений. Так, сварочный инвертор свободно используют в разных видах сварки (электродуговой, плазменной). Это может быть процесс ручной дуговой, аргонно-дуговой, плазменной, полуавтоматической сварки. Аппараты данного типа вполне заслуженно получили широкую популярность благодаря небольшому весу и легкому управлению.
Обзор существующих исполнений
Сварочный инвертор характеризуется поэтапным преобразованием энергии:
- подаваемое на аппарат напряжение электросети подвергается выпрямлению, для чего в конструкции предусмотрен выпрямитель;
- постоянное напряжение преобразуется обратно в переменный эквивалент, но уже с другими характеристиками – высокой частоты;
- затем происходит понижение величины данного параметра;
- высокочастотное напряжение вновь выпрямляется.
Эти сложности в процессе функционирования позволили сделать сварочный инвертор малогабаритным, благодаря чему появилась возможность выполнять сварку у себя дома. Классификация таких приборов осуществляется на основании отличий в значениях рабочего тока:
- Бытовые исполнения.
- Профессионального целевого назначения.
- Промышленные инверторные аппараты.
Классификация инверторов
Задаваясь вопросом, какой из только что названных вариантов лучше, необходимо сначала узнать, в чем заключаются их принципиальные отличия. Например, бытовые исполнения больше подходят для эксплуатации дома, в гараже, так как не предназначены для продолжительной нагрузки. Если выбрать этот вариант, сварочный ток будет варьироваться в пределах от 120 до 200А. Причем в большинстве случаев для работы достаточно 160 А.
Профессиональный аппарат выдает рабочий ток большего значения: от 200 до 300А. Такой инвертор может быть использован для продолжительных нагрузок, например, для сварки труб, в монтажных работах.
Еще более производительный вариант конструкции – промышленные сварочные аппараты, что обусловлено широким диапазоном значений тока: от 250 до 500А. Подобная техника не предназначена для дома. Кроме того, встречаются разные исполнения, отличные по роду тока: однофазный и трехфазный вариант.
На какие параметры обращать внимание
В первую очередь определяются задачи, которые планируется решать с помощью оборудования данного типа. Если необходимо выбрать инвертор для дома, такие приборы обычно рассчитаны на 20-30 мин. сварки, после чего необходимо сделать перерыв. Далее, выбирается модель с подходящим диапазоном значений рабочего тока. На данный параметр влияет качество сетевого напряжения: чем оно менее стабильно (читай, опускается ниже по значению, например, до 210В), тем выше требуется сварочный ток.
В этих условиях необходимо обращать внимание на сварочные аппараты 200А. Кроме того, подбирая для дома такую технику, следует учитывать и толщину металла, с которым планируется работать: чем выше значение данного параметра, тем большим должен быть ток сварки.
Учитывается еще и на «фазность» прибора. Если выбрать однофазное исполнение, можно подключать его к электросети через обычную розетку. Трехфазные исполнения, в свою очередь, обеспечивают более высокое качество работы. Еще один важный параметр – способ подачи проволоки. Можно выбрать инвертор для дома со встроенным механизмом, но существуют модели и с вынесенным узлом подачи проволоки.
Помимо прочих параметров, учитывается и заявленный производителем диапазон значений диаметра электрода, с которым может работать аппарат. Не менее важно обращать внимание на дополнительные возможности, например, имеется ли защита от перепадов напряжения. Большинство подобных приборов характеризуется также функцией «антизалипание» «форсированный старт».
Лучшие производители
Решая для себя вопрос, какой вариант лучше выбрать, следует учитывать и марку устройства. Один из лидеров – производитель FUBAG. Главная черта его продукции заключается в очень широком диапазоне питающего напряжения: от 85 до 265В. Кроме того, конструкцией предусмотрена специальная защита, которая делает сварочный инвертор для дома практически нечувствительным к перепадам в сети.

производитель FUBAG
Лучшие аппараты данного типа выпускает производитель Brima. Эта марка уже очень давно на рынке. А популярность продукции обусловлена высоким качеством сварки, на что не влияют перепады в сети. При возникновении короткого замыкания во время работы напряжение снизится до минимума. Еще одна известная марка – Kemppi. Но вполне можно выбрать российские аналоги данного типа, например, Форсаж, Neon.
 Их отличительная черта – качественные комплектующие, усложненная конструкция. Если стоит задача выбрать сварочный аппарат для дома, в некоторых случаях лучше обращать именно на российские исполнения, кроме того, их стоимость ниже иностранных аналогов.
Их отличительная черта – качественные комплектующие, усложненная конструкция. Если стоит задача выбрать сварочный аппарат для дома, в некоторых случаях лучше обращать именно на российские исполнения, кроме того, их стоимость ниже иностранных аналогов.
Нюансы эксплуатации
Работа подобной техники рассчитана на определенные условия. Обычно производитель указывает диапазон значений температур, при которых допускается выполнять сварку. Кроме того, необходимо работать с перерывами. Если сварочный аппарат включается в жаркое время (30-40 градусов), продолжительность работы должна быть меньше, а время «отдыха» аппарата, наоборот, увеличивается.
В некоторых моделях предусмотрено автоматическое включение вентилятора лишь при нагреве. Полагаться на автоматическое отключение прибора в случае перегрева не стоит, потому что есть риск выхода термодатчика из строя и тогда можно не узнать о том, что пришло время сделать перерыв.
Инвертор для дома подбирается на основании степени защиты, соответственно, эксплуатировать прибор в запыленных помещениях следует очень осторожно. Нужно контролировать, чтобы внутрь не попадала также и вода. Подключая устройство, рекомендуется избегать слишком длинных кабелей (более 5м), а также неподходящих по сечению проводов (менее 1 кв. мм).
Периодически аппарат продувается сжатым воздухом, что позволяет удалить скопившуюся пыль. Лучше проверять подключение сварочного кабеля (токовые вставки), иначе они могут подгорать, и контролировать состояние изоляции проводов.
 Таким образом, для работы в домашних условиях, следует подбирать исполнения инвертора в пределах рабочего тока не более 200А, иногда вполне достаточно и меньшего значения. Наиболее популярной моделью считается аппарат 160А. Решая вопрос, какой из вариантов лучше, следует обращать внимание на марку изделия, рот тока (однофазный, трехфазный), а также способ подачи проволоки, наличие дополнительных функций. А вот продлить срок работы устройства поможет внимательная эксплуатация.
Таким образом, для работы в домашних условиях, следует подбирать исполнения инвертора в пределах рабочего тока не более 200А, иногда вполне достаточно и меньшего значения. Наиболее популярной моделью считается аппарат 160А. Решая вопрос, какой из вариантов лучше, следует обращать внимание на марку изделия, рот тока (однофазный, трехфазный), а также способ подачи проволоки, наличие дополнительных функций. А вот продлить срок работы устройства поможет внимательная эксплуатация.
generatorvolt.ru
Самодельный сварочный аппарат: однофазный инвертор СВАРОГ в трехфазный . Ч.2.
Рисуем схему подключения трехфазного сварочного аппарата:
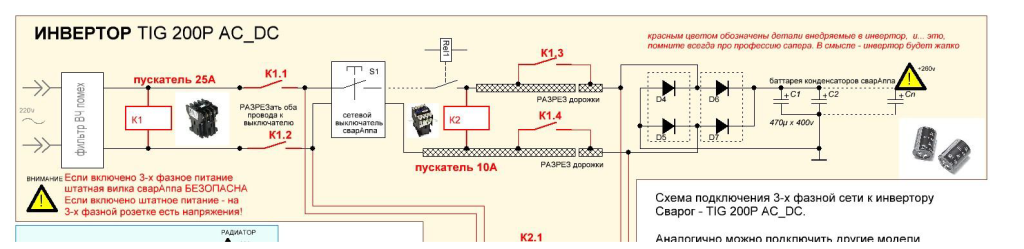
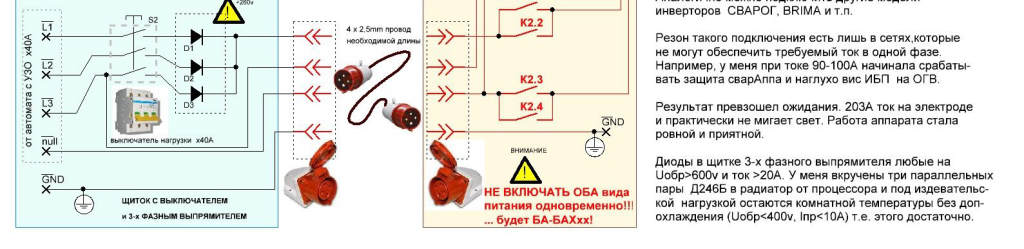
Схема подключения 3-х фазной сети к инвертору Сварог TIG 200P AC_DC
Алгоритм работы будет таким:1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛ\ВЫКЛ сварочного аппарата.
А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение к штатному однофазному полноволновому выпрямителю.
ВСЕ!
Больше ни для чего К1 не нужен. Он лишь восстанавливает исходную схему питания сварочного аппарата после перерезания двух проводов и двух дорожек. (хотя, есть еще одна функция – К1 не позволяет быть штатной вилке сварАппа под напряжением, когда он подключен к трехфазному питанию. Это очень хорошо!)
2. Пускатель К2 (10А на контакт) используется для подключения трех фазной части питания в схему аппарата. Он поменьше и подешевле, так как от него требуется замыкание всего двух проводов, которые мы пропустим через спаренные 10А-ные контактны е группы. Собственно, это все.Сначала, я купил трехфазные розетки 3р+N+E, что означает четыре контакта фаз и нуля и пятый земля. Провод купил четырехжильный диаметром 2,5мм на жилу. Выпрямительные диоды на радиаторе я планировал разместить внутри сварАппа. Однако, в процессе работы, мне пришло в голову более изящное и безопасное решение.
Смысл сводился в том, что я размещу 3х-фазный выпрямитель в отдельном боксе непосредственно около входного щитка, и на сварочный пущу уже выпрямленное напряжение по одному проводу, по второму любую из фаз на схему запуска электроники сварАппа (без этого никак), по третьему пущу NULL, и у меня остается еще четвертый провод, по которому я приделаю от входного щитка настоящую честную ЗЕМЛЮ на корпус аппарата (она у меня во входном щитке реально есть).
Таким образом у меня получается обеспечение всех типов безопасности для пользователя и сварАппа, вилки и розетки можно поставить четырехпиновые, т.е. 3р+Е. Это я счел более удобным.
 Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель. Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой. Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)ШАГ 1.
Чтобы диоды не были «день и ночь» под напряжением в щитке, ну и для удобства, конечно, я подключил их через дешевый отключатель нагрузки на 40А. Это не автомат, их хватает вместе с УЗО в основном щитке, это просто трехконтактный выключатель. Диоды подойдут «на любой вкус и цвет», у меня на помойке были Д242Б из одной партии, я их запараллелил и ввернул на радиатор от какого-то старенького компьтерного процессора.Провода брал медные, тоже обрывки пособирал в хозяйстве, те которые потоньше складывал парой – одним концом в шуруповерт и закручиваем: выходит красивенько жесткой косичкой. Общее сечение меди достаточно 2мм2. Больше не имеет особого смысла. Очень удобно брать медь одной толстой жилой. Она сразу будет служить жестким конструктивом и грамотнее зажимается в клемниках. Да, и приготовьте паяльник ватт на 60-100, чтобы делать сборку культурно там где потребуется, мы же не китайцы.Теперь, призываем в помощь всю нашу внимательность и делаем, как я сказал:(для тех , кто до сих пор плавает в нашей теме и подзабыл правила саперной техники)ШАГ 1.
Апгрейд ШАГ 1

Самодельный трехфазный сварочный аппарат: ШАГ 1
Размещаем пускатель 25А в удобном для него месте (даже не крепим его, если провода у нас будут жесткие), прикидываем на глаз на каком расстоянии лучше обрезать фазу и нейтраль в презервативе, идущие на выключатель ВКЛ\ВЫКЛ и… смело срубаем шашкой!Образовавшиеся культи зачищаем от оплетки, красиво залуживаем и зажимаем в двух верхних на фото клемниках К1.

Самодельный трехфазный сварочный аппарат: ШАГ 1
Подсказка – перед шагом 1, приготовьте и прикрутите подходящий проводок к катушке К1 и сразу спаяйте его с концами нейтрали и фазы идущей от фильтра ВЧ помех (это нижний на фото разрезанный кусок).Смело зажимайте эти концы на клеммах катушки пускателя в любомпорядке. Если вы сделали шаг 1, то можно включить провод сварочника в розетку и убедиться, что он продолжает работать как и прежде, единственное, что нас сначала выводит из себя то, что при включении провода в розетку раздается щелчок пускателя. От этого поначалу вздрагиваешь, но потом привыкаешь.
Апгрейд ШАГ 2

Самодельный трехфазный сварочный аппарат: ШАГ 2
Берем в руки ножовочное полотно и аккуратно, шириной не меньше 1,5мм, поглубже в текстолит, разрезаем дорожки, которые идут к паре четверок из желтых проводов в разъемах. Здесь поближе, обратите внимание – желтый маленький кружок вокруг контакта варистора, который мы перерезали (черная черточка обозначает бывшую дорожку). А красная полоска, это перемычка, которую необходимо не забыть позже припаять! Иначе не будут гаситься переходные импульсные всплески напряжения.Справа, овалом обведены контакты релюшки (белая), которая с некоторой задержкой замыкается после подачи питания на сварАпп. Это, собственно и есть все контрольные точки, на которых будет обращено наше внимание в манипуляциях дальше. А дальше – мы раскладываем от К1 провода, чтобы замкнуть ее контактами разрез, сделанный нами. Не полностью отключая голову доверяемся нашим прямым ручкам…
Вот там мы разложили, а здесь концы припаяли. (НЕ ЗАБЫВ ПРО ПЕРЕМЫЧКУ ОТ ВАРИСТОРА! Не видно на фото ?)

Самодельный трехфазный сварочный аппарат: ШАГ 2
Снова включаем девайс и убеждаемся в его полной работе от однофазной сети.
А сейчас, простой, но очень ответственный момент. Припаиваем к концам разрезанных дорожек (самые слева по фотке, идущие на выпрямитель) двухжильный не толстый проводок, который идет на катушку К2. Соединяем четырьмя коротенькими (оранжевые) перемычками контакты К2 попарно.

Самодельный трехфазный сварочный аппарат: ШАГ 2
На фото, правые контакты К2 короткими проводами скручиваем и зажимаем вместе с контактами К1, идущими туда же, откуда бросили провод на катушку К2.
Провод, который в «обычной жизни» идет сначала на «белую релюшку» тот черный, на него мы посадим (в трехфазном подключении) любую нами выбранную фазу для запитывания пусковой электроники сварАппа. А провод, который идет без разрыва от ВКЛ\ВЫКЛ (толстый красный) на штатный выпрямитель через желтые повода в белых разъемах, мы спаяем с NULLевым проводом от нашей трехфазной розетки.
Самодельный трехфазный сварочный аппарат: ШАГ 2
Внимательно смотрим на схему и с умным выражением лица тыкаем тестером в клеммы, проверяя соответствие разводки проводов схеме.
Если вы полностью убеждены что « все по схеме», то соберите\подогните аккуратненько повода с К1 и К2, уложите вовнутрь СварАппа, полюбуйтесь и еще раз убедитесь, что он до сих пор работает от одной фазы! Лениться не стоит..
Апгрейд ШАГ 3

Самодельный трехфазный сварочный аппарат: ШАГ 3
ШАГ 3. Самый интересный и захватывающий.Я сначала сделал его прямо на операционном столе. Синий плетеный провод подрезанный рамкой кадра – спаян с плетеным желто\синим и прикручен к радиатору (плюсу) трехфазного выпрямителя (он временный). Этот силовой плюс , уходит к спаренным контактам пускателя К2 (на фотке хорошо видно). На К1 от 3-х фазной розетки идет пара фаза\ноль и силовой ноль.
ВНИМАНИЕ!Напоминаю, что на этом ФОТО розетка с 5-ю контактами, позже, когда я вынесу выпрямитель в щиток, розетка будет четырехконтактной. (см.схему)

Самодельный трехфазный сварочный аппарат: ШАГ 3
ИТАК, подаем три фазы на самодельный сварочный аппарат, и переключаемВКЛ/ВЫКЛ на ВКЛ! Щелкнули пускатели…. И все заработало!!
Апгрейд ШАГ 4
Втыкиваем силовые кабели, выкручиваем ..

Самодельный трехфазный сварочный аппарат: ШАГ 4
Ого! на 202А ручку тока, в сарае находим самый толстый и древний электрод. У меня таким оказалась протухшая в плесени со времен перестройки 4-ка.

Самодельный трехфазный сварочный аппарат: ШАГ 4 — Самодельная сварка
Хватаем черную железяку, в месте где она толщиной 10мм, бессовестно упираем и давим электрод… В первое мгновение он подлипает, с шипением выкипает из него вода с грибами(реально, прямо супом запахло!) и…… при полном нажиме секунды за три-четыре жжем сквозную дырку! Переживаем первую радость\гордость, и следующие пару вечеров уже вдумчиво и неспешно экспериментируем с нашей прелестью в разных позах и режимах…..
Апгрейд ШАГ 5 (Уборка и упаковка собранной схемы)
Аккуратно и окончательно укладываем провода, пускатели. Не жалея сил, подергаем в разные стороны симулируя жесткое падение сварАппа с крыши. Если никакой пускатель не цепляет контактами окружающие железочки – то все у нас надежно.

Самодельный трехфазный сварочный аппарат: ШАГ 5 Уборка и упаковка собранной схемы
Последний штрих – затягиваем где есть возможность, жгутами (у меня зеленые были, уже не помню где экспроприировал). Любуемся, и принимаемся за оформление вывода проводов для трехфазной розетки.
Выводим четыре провода примерно в центр верха самодельного трехфазного инвертора. Это провод +250v от трехфазного выпрямителя, NULL, одна любая фаза, и прикручиваем желтый с зеленой полосой провод к корпусу устройства, это он будет нашей «честной землей». Снимаем с силового кабеля небольшой кусок оплетки и обхватываем все кабеля в том месте, где они будут проходить через отверстие в крышке инвертора, ну, и обматываем изоляцией.
Ниже – фото новых четырехпиновых розеток\вилок, выкл ючателя нагрузки на 40А и уютный домик для радиатора с выпрямительными диодами от MAKEL (кстати, с поэтическим названием – «сива-остю-сигорта-кутусю»). По русски, все более прозаично – Электрощиток Накладной.
Сверлим 14-м сверлом отверстие в крышке сварАппа под вывод наших силовых поводов, прикручиваем одну из розеток, прикручиваем концы проводов и т.д. и т.п…

Самодельный трехфазный сварочный аппарат: Завершающий этап

Самодельный трехфазный сварочный аппарат: Завершающий этап
Вот что получилось:

Самодельный трехфазный сварочный аппарат: Что получилось…

Самодельный трехфазный инвертор из Сварога
Делаем предподготовку соединения второй розетки и щитка с выпрямителем и отключателем нагрузки, тестером проверяем чтобы в розетках не было перепутывания проводов и идем прикручивать щиток на стенку.

Подготовка соединения второй розетки и щитка с выпрямителем и отключателем нагрузки

Щитовая
Вот что получилось в «щитовой».

Левый разъем для самодельного сварочника
Правый разъем – есть розетка 3ф+N+E – это для подключения обычных 3-х фазных девайсов. А вот левый – исключительно для нашей прелести.На этом, собственно все. На текущий момент спалил баллон аргона балуясь с сварАппом на 3-х фазах. Работает безукоризненно.
Начало статьи : Апгрейд: однофазный инвертор СВАРОГ в трехфазный. Ч.1
svarka-master.ru
однофазный инвертор СВАРОГ в трехфазный . Ч.1.

Сварог TIG 200P AC/DC
Пришлось мне приводить в порядок старый дом в деревне. Без сварки мужику – сами знаете что. Фаза на краю деревни проваливалась на обычном сварочном трансформаторе так, что соседи приходили и в с держанном тоне предупреждали «по-хорошему».Купил себе цацу TIG 200P AC_DC… точнее сначала был TIG 160 AC_DC, но его вынесли быстро вместе с линолеумом, поэтому о нем не будем…Вот, соседи рады, я счастлив, т.к. от 40 до 90 ампер на тройку электрод и на TIG нержавейку – вполне достаточно. Вместе с новой проводкой в доме, договорился с энергосетями на подключение 3-х фаз – стало вообще кошерно, рейсмусовый станочек и все-такое… вах!

Сварочный инвертор Сварог фото внутри
Однако, пришла нужда пару раз поварить алюминий…. тут то мне и взгрустнулось. Ток больше 90 А выкачать из одной деревенской фазы TIG 200P AC_DC ну никак не мог. Трещала защита, моргал свет,ИБП на ОГВ после безуспешных попыток осознать, что происходит с фазой уходил в аут и реанимировался лишь после полного ВКЛ\ВЫКЛ. Пришлось побороть свою лень и включить мозк насчет того, можно ли из трех фаз взять понемножку, чтобы моему сварАппу хватило на рубашку (замечу, что гугл побрезговал мне помочь в этой теме)…
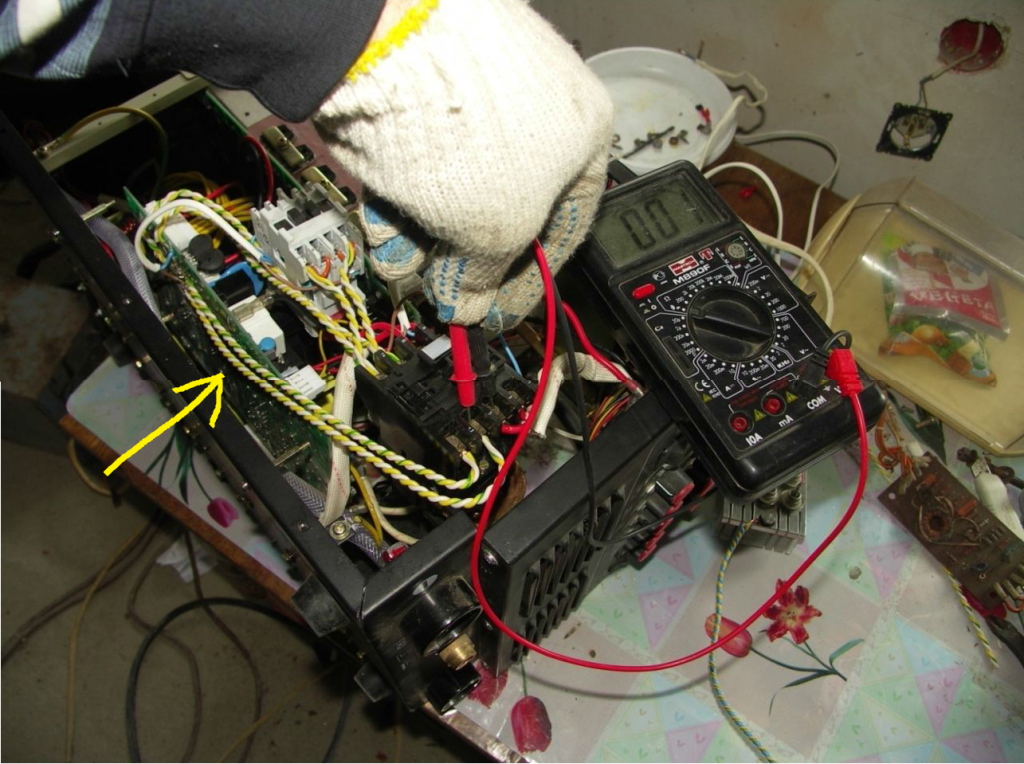
Итак, вскрытие пациента:
Ответственно, без личных эмоций, можно сказать что китайские модули собраны вполне прилично. Детали стоят ровно, платы покрыты лаком, полноценные радиаторы, практически все винты\болтики затянуты и маркированы красным лаком, провода зацеплены жгутами, спрятаны где необходимо в негорючие презервативы , честные медные шины на больших токах, т.е, если не знать что папа китаец — то выглядит пациент нормальным человеком. Сразу, чтобы делать операцию без осложнений – разгоняем кистью пауков и сдуваем пыль легочным компрессором…

Фото сварочный инвертор Сварог внутри: 1- блок импульсных трансформаторов и 2-Силовые транзисторы
Обращаем внимание на стандартную, для заявленных ТТХ, комплектацию модулей – то бишь, приличный сетевой фильтр импульсных помех (платка сзади внизу где входит провод 220v) дальше на переключатель ВКЛ\ВЫКЛ, после него провода идут на плату с релюшкой, которая с небольшой задержкой подает переменку на силовые выпрямительные диоды (две шоколадки в каждой по два независимых диода видимо) батарея конденсаторов на 400v, и с них выпрямленное и выглаженное питание идет на блок импульсных трансформаторов (1) спрятанных между радиаторами в левом модуле на фото. Правый модуль, по ходу дела, занимается импульсами тока и деланием его из постоянного снова в переменное когда это необходимо.Дальше – лень разбираться, потому как нам нужно препарировать лишь часть схемы, которая до батареи конденсаторов.Почти сразу нашел начавший обгорать болт (2) к которому прикручена медная шина, идущая на правый модуль.Здесь на фото уже после восстановления новая гайка, затянутая на разогретую паяльником снизу шину, заодно плата снизу была к шине еще и припаяна.Силовые транзисторы (3) кучей аккуратно придавлены к массивным радиаторам — лепота.
На следующем фото видны друг за другом два одинаковых разъема (5), в каждом по четыре параллельно провода желтых – это два переменных конца на полнопериодный диодный выпрямитель из двух шоколадок (4).Пара пар красных проводов – это плюс с выпрямительного моста и пара пар черных — это минус.

Фото сварочный инвертор Сварог внутри: 4- диодный выпрямитель, 5- разъемы, 6-батарея конденсаторов
Если померить напряжение между красными и черными к ним еще подключена батарея конденсаторов (6), то с одной фазы набегает примерно 240-260v постоянки.Откручиваем со своей стороны пару гаек и приподымаем плату (7).

Фото сварочный аппарат внутри
Да, верно, к желтым идет переменка, а выпрямленный плюс и минус уходит на конденсаторы.Сюда бы нам и прилепить свой плюс и минус с выпрямленных трех фаз! Кстати, (12) это как раз восстановленный и пропаянный обгоревший контакт о котором говорилось выше.Красный провод (9) переменка приходит с выключателя ВКЛ/ВЫКЛ, вместе с ним жгутом перетянут провод черный.Это второй провод переменки и он тоже идет в плату, НО, видите за ним белую релюшку?Она срабатывает чуть позже включения питания сварАппа и подает силовую переменку с черного провода на 4 желтых в разъеме и дальше на выпрямитель….Возьмем этот момент на заметку!В белом презервативе (8) видим два красных провода, идущих на выключатель ВКЛ/ВЫКЛ.Это 220v которые вы включаете в розетку.Начало этого провода (11) мы видим выходящим из платы ВЧ сетевого фильтра (вон там за 11 виден его дроссель).Обратите внимание на черный варистор (10).Ниже красный овальчик, в нем едва заметная дорожка на плате, она позже будет перерезана и освобожденный контакт перемычкой будет перепаян чуть в сторону.Фотка будет ниже… плинн, я один вижу тюльпанчики или еще кто?!Резюмируем — осмотр пациента внушает надежду на положительный исход от вживления трансплантатов и расширение возможностей функционала.Можно планировать хирургическое вмешательство.
Теперь прикидываем «что и как».
Как выпрямить 3 фазы и вообще, что это такое. Снова google дает картинки в которых только гуру разберутся, звезды да треугольники, да действующие напряжения, мы и слов таких не знаем… сейчас сам нарисую, чтобы «все ежики» поняли…. Вот, смотрите кто еще не в теме, все очень просто, как два пальца.


Теперь, кратенький ассоциативный ряд:Представим, что слева три тестера есть квартиры на одной лестничной площадке. В общем стояке проходят три провода «трехфазного напряжения 360в» (обозначены L1, L2, L3 разными цветами) и четвертый, общий\земляной\нулевой провод (в особенности не вдаемся).До нулевого провода (NULL) можно дотронуться рукой, он прикручен к раме\дверце металлической крышки общего щитка на лестничной площадке, и он один\общий не только на вашем этаже, но и для всех во всем доме…. И даже в вашей розетке один из двух контактов есть именно этот нулевой провод. На рисунке он обозначен черным цветом и общий для трех левых тестеров.Так вот, если померить напряжение между проводом NULL и любым из L1, L2, L3 то тестеры покажут 220в. И именно так, во все три квартиры на лестничной площадке разведены один из L1, L2, L3 и один общий NULL. НИКАКИХ 360в там нет!, вроде бы….На каждой фазе (L1, L2, L3) относительно NULL, в форме синусоиды с размахом в плюс и в минус присутствует ЭДС, которая напрягает\давит электроны, заставляя их двигаться «туда-сюда», если цепь от фазы замкнется на NULL через какую либо нагрузку. Эта ЭДС, среди обывателей обзывается «напряжением» и условно обмеряется Вольтами. Для нас она в сети есть 220в. Итого, в розетку каждой квартиры приходит один NULL и одна фаза Lх, на которой, то в одну, то в обратную сторону появляется давление на электроны силой\напряжением 220в.
САМОЕ ЗАГАДОЧНОЕ в «3-х фазном» — где же 360 вольт?Дело в том, что синусоиды на L1, L, и L3 (смотрите изображение в предыдущей части) сдвинуты друг от друга по форме напряжения на 120 градусов , и если до сих пор мы замеряли напряжение на фазе относительно NULL провода, то замер напряжения одной фазы относительно другой преподнесет нам сюрприз – посмотрите на четвертый тестер внизу картинки. Если провести на графике линию в какой-либо момент времени, то можно сразу понять – «так вот они какие! 360в» Я точками отметил что показывает тестер, измеряющий напряжение между L1 и L2.Теперь нам становиться понятно и явление, когда в нашем доме из-за электрика, который перепутал провода, горят холодильники и телевизоры.Просто вместо NULL электрик пробросил соседнюю фазу и в розетке случилось двухфазное напряжение, которое после выпрямления в бытовом приборе дает вместо 250в на конденсаторах блоков питания все 400в с хвостиком, что в свою очереди разрывает электролитические конденсаторы, которые не рассчитаны на такое издевательство. В холодильнике и в лампочке, после непродолжительной борьбы сгорают обмотки и спиральки.Однако, не торопитесь обвинять электрика.Гораздо чаще, проблема носит техногенный характер. Где-то в сплетениях силовых проводов на подстанции рядом с вашим домом, а может даже в общем стояке, крыса или просто эрозия изоляционной обмотки на какой-либо фазе, замыкает фазу на NULL. ЭДС радостно разгоняет электроны по образовавшейся цепи в глубину нашей планеты, намертво сваривая место контакта. Через некоторое время, если у ЭДС хватает силы, NULLевой провод в сторону ядра планеты разогревается и переплавляется…. цепь в землю размыкается и… вуаля!Через место сварки фазы с проводом NULL, который в направлении земли отгорел, а в направлении квартир остался цел (туда тока почти не было), мы получаем в розетке ДВЕ фазы! Последствия вам уже известны.Повезет только тем, кто висел на той же фазе, которая приварилась к NULL. У них просто все выключится без последствий (несмотря на то, что на обеих контактах розеток будет телепаться одна и та же фаза, и если за нее взяться рукой, то будет очень неприятно!).Есть еще третий вариант последствий, просто с «отгоранием нулевого провода» и «перекосом фаз из-за разности нагрузок», но он чуть сложнее в понимании и не будем в него вдаваться.
Итак, теперь после теории, приступаем к практике.С правой стороны рисунка с тестерами, показаны сравнительные результаты выпрямления 3-х фаз по схеме Миткевича (именно ее мы будем пользовать по ряду причин) И выпрямленное напряжение однофазное по полномостовой схеме, которая применяется в нашем сварАппе. Схематически такой выпрямитель справа. Что можно сказать о них?Первое, что трехфазный выпрямитель в отличии от однофазного дает пульсации 150Гц вместо 100Гц, и это хорошо для нас, т.к. силовая емкостная батарея заряжается на 50 раз в с екунду чаще (кстати, и служить будет дольше).Второе, нагрузка от сварАппа разделяется на три части, что уменьшает просаживание линий, и это тоже дает нам выигрыш.
Что можно сказать о них?Первое, что трехфазный выпрямитель в отличии от однофазного дает пульсации 150Гц вместо 100Гц, и это хорошо для нас, т.к. силовая емкостная батарея заряжается на 50 раз в с екунду чаще (кстати, и служить будет дольше).Второе, нагрузка от сварАппа разделяется на три части, что уменьшает просаживание линий, и это тоже дает нам выигрыш.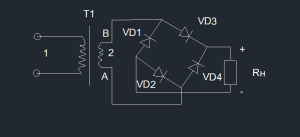 Третье, самое интересное – это закрашенная площадь действующего напряжения.В выпрямленной однофазной схеме есть полный провал до нуля, а в трехфазной схеме его вообще нет.Из-за такого расклада, емкости сварАппа заряжаются минимум в 1,3 раза эффективнее, а реально — эффективность будет еще выше!Теперь, мы знаем, что при самом пессимистическом прогнозе, мы сможем поднять, в моем случае, допустимый сварочный ток с 90А до 120А. И это уже приятно.
Третье, самое интересное – это закрашенная площадь действующего напряжения.В выпрямленной однофазной схеме есть полный провал до нуля, а в трехфазной схеме его вообще нет.Из-за такого расклада, емкости сварАппа заряжаются минимум в 1,3 раза эффективнее, а реально — эффективность будет еще выше!Теперь, мы знаем, что при самом пессимистическом прогнозе, мы сможем поднять, в моем случае, допустимый сварочный ток с 90А до 120А. И это уже приятно.
Продолжение читайте в «Апгрейд: однофазный инвертор СВАРОГ в трехфазный. Ч.2»
svarka-master.ru
Лекция №9 Сварочные инверторы
Одним из первых шагов в развитии регулируемых источников питания стал разработанный в 1905 году австрийским профессором Розенбергом сварочный генератор поперечного поля, у которого напряжение на дуге менялось с ростом сварочного тока.
• В 1907 году первый генератор с регулируемым напряжением был выпущен заводом Lincoln Electric (США).
• Появление в 50-х годах селеновых диодов позволило создавать мощные выпрямители для дуговой сварки.
• Следующим важным этапом стало начало производства силовых кремниевых тиристоров, которое началось в 60–70-х годах.
Их применение позволило плавно изменять величину сварочного тока не за счет магнитного потока силового трансформатора или генератора, а на основе обратных связей и фазовой регулировки угла включения тиристоров.
Одним из первых образцов были выпрямители серии Tilark компании Kemppi (Финляндия), собранные по схеме «силовой трансформатор — тиристорный выпрямительный блок». Эта схема дала возможность получать различные вольт-амперные характеристики, снизить пульсации тока и стала классической для сварочных выпрямителей.
В 1977 году Kemppi выпустила на рынок сварочный выпрямитель Hilark-250. Он был собран на базе «скоростных» тиристоров, которые преобразовывали постоянный ток в переменный с частотой 2–3 кГц.
Выпуск серии выпрямителей Hilark и стал началом триумфального шествия инверторных источников питания для дуговой сварки. Использование инверторных переключателей позволило быстро перестраивать источник питания, получать различные вольт-амперные характеристики, используемые для разных сварочных процессов - MMA, TIG, MIG/MAG, - и перейти в дальнейшем к реализации принципа сварочных мультисистем. Такие мультисистемы начали поставляться Kemppi в 1981–1982 годах.
С появлением на рынке силовой электроники частота инвертирования (а следовательно, и частота работы сварочного трансформатора) выросла до 20 кГц, при этом отношение сварочного тока к массе источника питания повысилось вдвое. На базе IGBT-транзисторов стали выпускать малогабаритные источники для сварки методами MMA, TIG, MIG/MAG, плазменной резки.
Одним из первых инверторов на транзисторах IGBT был выпрямитель серии Master компании Kemppi, работающий на частоте 20 кГц. Инверторы этой серии поступили в продажу в 1991 году.
Инверторные источники сварочного тока (в отличие от «классической» схемы) не имеют силового трансформатора. Работа этого оборудования основана на принципе фазового сдвига напряжения, его инверсии. Процесс контролируется схемой с каскадным усилением тока. Это обеспечивает широкий спектр вольт-амперных характеристик, что в свою очередь позволяет получать сварочный шов высокого качества. Немаловажным становится и такой аспект, как размерные и весовые характеристики оборудования. При использовании в качестве источника сварочного тока инвертора малой мощности габариты оборудования, позволяющего добиваться высокого качества сварки значительно меньше.
Инверторный сварочный аппарат – это аппарат с инверторным источником питания, преобразующим переменное напряжение сети в напряжение и ток для сварки. Основными компонентами инверторного источника питания обычно являются:
- сетевой выпрямитель, преобразующий входное переменное напряжение в постоянное;
- инвертор, преобразующий далее постоянное входное напряжение в переменное высокой частоты;
- высокочастотный трансформатор, понижающий напряжение, преобразованное инвертором;
- выходной высокочастотный выпрямитель;
- сглаживающий дроссель.
Основным принципом работы инверторного источника питания является многократное поэтапное преобразование электрической энергии. Можно выделить основные этапы преобразования:
- Выпрямление сетевого переменного тока с промышленной частотой 50 Гц первичным выпрямителем, собранным из силовых диодов по мостовой схеме;
2. Преобразование выпрямленного тока в переменный ток высокой частоты; понижение переменного напряжения высокой частоты импульсным высокочастотным трансформатором до значения, соответствующего напряжению сварки, с формированием необходимого вида вольт-амперной характеристики;
3.Преобразование вторичным выпрямителем переменного напряжения высокой частоты, соответствующего величине сварочного напряжения, в постоянное напряжение, со сглаживанием пульсаций тока.
Функциональная схема источника питания инверторного сварочного аппарата приведена на рисунке 12 ниже.
 |
Рис.12Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты
Технологические преимущества инверторных сварочных аппаратов:
- минимальное разбрызгивание;
- сварка короткой дугой;
- сварка плохо свариваемых сталей;
- минимальный перегрев свариваемого изделия;
- высокие КПД и быстродействие;
- меньшие габариты по сравнению со сварочными трансформаторами;
- для получения качественных швов не требуется высокой квалификации сварщика.
Инверторные сварочные аппараты также называют сварочными инверторами. (Рис.13)
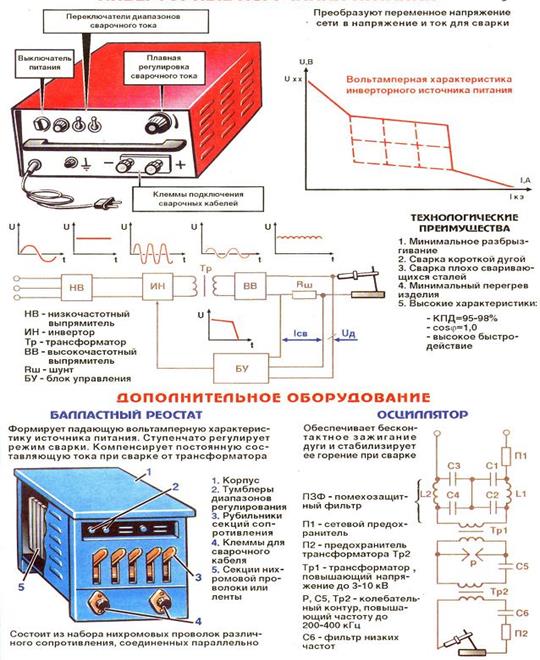 |
Рис.13 Инверторные источники питания
Лекция №10. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва)
Если случайно или намеренно разомкнуть электрическую цепь, то в месте разрыва цепи проскакивает электрическая искра. Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда.
Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловой энергии и сильным световым излучением.
Сварочные дуги квалифицируют по следующим признакам:
- по среде, в которой происходит дуговой разряд; на воздухе — открытая дуга, под флюсом — закрытая дуга; в среде защитных газов;
- по роду применяемого электрического тока—постоянный, переменный;
- по типу электрода - плавящийся, неплавящийся;
- по длительности горения — непрерывная, импульсная дуга;
- по принципу работы — прямого действия, косвенная дуга, комбинированная или трехфазная
Для сварки металлов наиболее широко используют сварочную дугу прямого действия, в которой одним электродом служит металлический стержень (плавящийся или неплавящийся электрод), а вторым — свариваемая деталь. К электродам подведен электрический ток — постоянный или переменный.
Теплота, выделяемая сварочной дугой, не вся переходит в сварной шов. Часть теплоты теряется бесполезно на нагрев окружающего воздуха, плавление электродного покрытия
Мощность сварочной дуги Q зависит от сварочного тока I и напряжения дуги U
Q=I*U Вт
Дугу возбуждают двумя способами — касанием или чирканьем. В обоих случаях процесс возбуждения сварочной дуги начинается с короткого замыкания. При этом в точках контакта увеличивается плотность тока, выделяется большое количество теплоты, и металл плавится. Затем электрод отводят, разрядный промежуток заполняется нагретыми частицами паров металла, и начинается горение дуги.
При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а затем жидкий мостик металла разрывается (рис.14). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха — возникает сварочная дуга.
Для повышения устойчивости горения сварочной, дуги в электродное покрытие или в защитный флюс вводят элементы (калий, натрий, барий и др.), которые повышают степень ионизации и, следовательно, стабилизации сварочной дуги.
 |
1 2 3 (+) 4
Рис.14 Схема возбуждения электрической дуги:
Похожие статьи:
poznayka.org
Сварочный инвертор и силовая сеть
www.zetmaster.ru








