







Как работает сварочный инвертор. Как работает сварочный инвертор
Как работает сварочный инвертор? - ElectrikTop.ru

Появление на рынке электрифицированного инструмента сварочных инверторов произвело своеобразную технологическую революцию. Благодаря им, операция соединения металлов путем использования свойств электрической дуги стала доступна не только профессиональным сварщикам, но и любому домашнему мастеру. Сегодня мы расскажем вам о том, на чем основан принцип действия инвертора и на что стоит обратить внимание при покупке этого инструмента.
Высокая частота – ключ решения проблемы
Первым, кто сумел применить на практике эффект разогрева металлов дугой электрического разряда и перенос ею его молекул, был русский инженер-электротехник Николай Бернандос. Было это в 1882 году. В его установке использовался неплавящийся угольный электрод, а соединение металлов происходило при внесении в зону горения дуги посредника – расплавляемого металлического прутка.
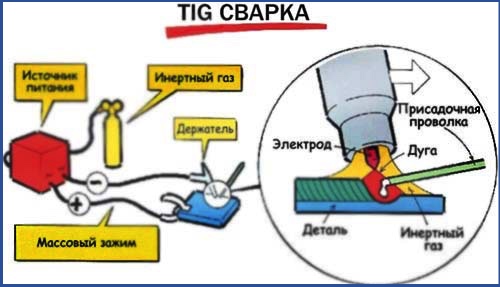
Фактически она являлась прообразом современной сварки TIG. Через шесть лет инженер Николай Славянов создал установку, в которой электрод, провоцировавший возникновение электрической дуги, одновременно играл и роль расплавляемого присадочного прутка. Так возникла ММА – сварка с плавящимся электродом.
Общим в этих электроустановках является природа возникновения электрической дуги. Она зажигается в результате пробоя газовой среды – промежутка между двумя проводниками. Чтобы поставить ее под контроль, инженерам требовалось устройство, обладающее электрической инерцией, поскольку лавинообразное нарастание тока способно уничтожить все на своем пути.

Таковым является трансформатор переменного тока, состоящий из двух обмоток, размещенных на металлическом сердечнике. Магнитный поток в нем имеет силу, прямо пропорциональную породившему его току, но направлен противоположно ему. Трансформатор же решает и другую задачу – снижает напряжение относительно входа, благодаря чему увеличивается ток, являющийся первопричиной пробоя среды и возникновения электрической дуги. Чем он выше, тем сильнее ее разогрев и тем большее количество молекул металла она может перенести.
Чтобы трансформатор мог работать в режиме короткого замыкания, его обмотки должны эффективно противодействовать силе тока, разрушающей их. Для этого сечение провода делают очень большим, а сердечник максимально массивным.
Инженерами-электротехниками был обнаружен эффект, заключающийся в том, что физическое воздействие потока электронов на проводник тем сильнее, чем ниже частота его колебаний. Например, если по медному проводу сечением 1 мм2 пропустить ток частотой 50 Гц и силой 50 ампер, то он расплавится. Но если при тех же количествах ампер его частота будет равна 20-30 кГц, то он останется холодным.

Сварочные аппараты, на обмотки трансформаторов которых подается ток промышленной частоты 50 Гц, имеют большую массу и габариты из-за того, они должны работать в режиме короткого замыкания и не разрушаться при этом.
Они вызывают чрезмерные перегрузки в электросети, что существенно затрудняет их применение в быту. Возможность воплотить в жизнь идею использования высокочастотных колебаний при сварочных работах появилась лишь в конце XX века, когда на основе полупроводниковых приборов сконструировали источники высокочастотных незатухающих колебаний.
Сварочные инверторы
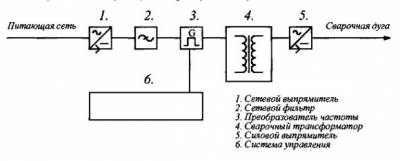
Схема, когда ток промышленной частоты 50 Гц преобразуется в высокочастотный, получила название инверторной от английского слова inversion – преобразование, изменение. Принцип работы инвертора любого типа заключается в следующем:
- Переменный ток промышленной частоты 50 Гц выпрямляется. Для этого его сначала подают на понижающий трансформатор переменного тока. А потом на так называемый диодный мост, состоящий из четырех элементов с односторонней проводимостью. На его выходе получается пульсирующее напряжение, которое сглаживается конденсатором. Это первая стадия инверсии.
- Постоянное напряжение используется для питания полупроводникового генератора незатухающих колебаний, представляющих собой бесконечную последовательность прямоугольных импульсов разной полярности. Ее принято называть квазисинусоидой из-за схожести с эпюрой напряжения генератора переменного тока. Это вторая стадия инверсии – получение переменного тока высокой частоты.
Устройство сварочного инвертора значительно отличается от электроустановок, построенных по этому принципу. Например, от частотного преобразователя, использующегося для управления скоростью вращения асинхронных электродвигателей.
В первую очередь тем, что частота колебаний в нем повышается до десятков килогерц (у частотников она не выше 60 Гц). Это позволяет сделать трансформатор, который работает в режиме короткого замыкания, компактным.
При этом величина выходного напряжения трансформатором уменьшается, а не увеличивается, как в том же частотнике. На вход прибора подается питание 220 вольт, а с разъемов для подключения проводов снимается от 40 до 80 вольт. Это делается не только с целью получения сварочного тока более 50 ампер, что является основным условием возникновения электрической дуги, но и для того, чтобы обезопасить сварщика от поражения электрическим током.
Принцип работы сварочного инвертора отличается еще и тем, что в нем производится двойная инверсия – для зажигания дуги и переноса металла в ней используется постоянный ток, получаемый выпрямлением высокочастотных колебаний.

Это усложняет схему и приводит к удорожанию прибора, но конструкторы идут на такие ухищрения по той причине, что они создавали устройство для массового и непрофессионального использования.
Дело в том, что дуга постоянного тока горит более устойчиво, поэтому можно получить качественный шов даже при минимальных навыках. Кроме того, температуру ее горения легче регулировать, что позволяет сваривать не только массивные конструкции, но и листовые металлы.
Бытовое применение такого прибора облегчается еще и тем, что сварка инвертором не вызывает перегрузки сети (при использовании промышленного оборудования 50 Гц падение напряжения заметно по ослаблению силы свечения ламп накаливания). А происходит это по той причине, что генератор высокочастотных импульсов играет роль гальванической развязки.
Выбор сварочного инвертора
Зная то, как работает оборудование сварочного инверторного аппарата, вы можете сделать правильный выбор при его покупке. Надо обращать внимание на следующие параметры:
- Потребляемая мощность. Эта величина влияет на то, как долго может сварочник работать под нагрузкой без критического нагрева элементов схемы. Для рядового потребителя она может быть не слишком понятна, поэтому в технических характеристиках указывается еще и продолжительность включения на максимальном токе (ПВ) в процентах. Например, если ПВ равно 60%, то рабочий цикл состоит из шести минут работы под нагрузкой и четырех на холостом ходу для остывания. Любительские модели мощностью до 2 кВт имеют ПВ, равным 30%. А у профессиональных устройств (от 4 кВт и выше) ПВ всегда выше 50%.
- Диапазон рабочих токов. Обычно он делается в пределах от 16 до 220 ампер. Для бытового применения достаточно 110-120 ампер. Двести двадцать необходимо для сваривания фасонного металлопроката большого сечения и массы.
- Холостой ход. Напряжение на выходных контактах инвертора без нагрузки. Для сварщика напряжение холостого хода сварочного инвертора является фактором, влияющим на легкость поджигания дуги. Чем оно больше, тем проще. Однако большой ХХ ведет к тому, что шов становится пористым и забивается шлаком, что ослабляет его. Для работ с чистым металлом достаточно, чтобы ХХ был равен 40 вольтам. Для грубой сварки из ржавых труб и профилей необходимо 70-80 вольт.
- Опции. Hotstart – увеличение сварочного тока в момент касания электродом поверхности. Она помогает при работе со ржавым металлом или низком уровнем напряжения на входе инвертора. Arcforce – форсаж дуги, который не дает ей погаснуть во время работы, если, например, встретился толстый слой окислов. Antistick – сброс сварочного тока до нуля при прилипании электрода. Позволяет легко оторвать его от шва без осыпания слоя флюса. Экономит расходный материал. Начинающим сварщикам они помогут быстро освоить азы профессии и уберегут от неизбежного брака в работе.
Сварочный инвертор необходим каждому домашнему мастеру. Он дает реальную свободу действий при ремонте и монтаже металлических конструкций.
electriktop.ru
Как работает сварочный инвертор
Сейчас сварочные индукционные аппараты, бывшие ранее традиционными, постепенно заменяются современной техникой, которая с успехом используется в профессиональной области и для бытовых работ.
Речь идет о таком устройстве, как производительный сварочный аппарат инвертор. Для получения качественного результата с его помощью, нужно знать, как он работает. Это позволит пользоваться им с большей эффективностью и продлить срок эксплуатации.

Как это работает
В инверторах электрическая энергия преобразовывается комбинированным способом с помощью слабого трансформатора и работающей на полупроводниках электронике.
Такое преобразование идет поэтапно:
- поступающий по сети переменный ток проходит через выпрямитель и преобразуется в постоянный;
- модулятор «сглаживает» этот ток и опять «превращает» в переменный, но уже обладающий высокой частотой от 20 до 100 кГц;
- потом трансформатор понижает высокочастотное напряжение, но сила тока получается как раз такой, которая нужна для сварки.
Следует учесть, что в инверторном аппарате используется трансформатор маленького размера и небольшого веса – всего 250 грамм, тогда как в обычном индукционном он гораздо габаритнее и тяжелее – до 18 кг. Этим и объясняются скромные размеры инверторных устройств.

Масса достоинств
Об одних из самых главных преимуществ данных устройств мы говорили выше – это малый вес и размер. Сварочная дуга у него заметно улучшена и имеет прекрасные показатели, так как ее параметры подвергаются контролю и можно подкорректировать ее работу.
Сварочный инвертор обладает высоким КПД – до 90%, что объясняется отсутствием потерь на индукцию. Вся потребляемая им электроэнергия расходуется именно на дуге. Металл разбрызгивается мало, особенно если используются электроды небольшого диаметра. Шов получается аккуратным, дуга работает чрезвычайно мягко.
Аппаратом можно воспользоваться для сварки нержавейки и цветных металлов, но для этого понадобятся специальные электроды. Замечательно также и то, что такая сварка потребляет мало мощности – ей достаточно всего 2-3 кВт.
Инверторной установкой могут успешно пользоваться непрофессионалы. У хорошей сварки такого типа имеется функция горячего старта, антизалипания электрода, стабилизации дуги. Благодаря таким прекрасным характеристикам сваривать металл может даже человек, который вообще первый раз занимается сварочными работами.
Смотрите также:

Системы пожаротушения http://euroelectrica.ru/sistemyi-pozharotusheniya/.
Интересное по теме: Проектирование электроснабжения квартиры
Советы в статье "Какая тепловая пушка лучше - газовая или электрическая" здесь.
Конструктивные особенности сварочных аппаратов:
По материалам: http://www.avtogen.ru/svarochnye_invertory/
euroelectrica.ru
КЭП Маркони - Как работает сварочный аппарат инверторного типа
Сварочный инвертор это устройство преобразующее входной переменный ток в постоянный, далее с помощью транзисторных ключей постоянный ток преобразуется в переменный с частотой выше 50кГц и подаётся на высокочастотный сварочный трансформатор с последующим выпрямлением. Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа сварки.
Благодаря высокой частоте, вес и размеры силового трансформатора снижаются в разы по сравнению с традиционными сварочными аппаратами. Например, обычный сварочный трансформатор на 160А весит 18кг, в то время как силовой трансформатор сварочного инвертора на 160А весит всего 0,25кг и по размерам чуть больше пачки сигарет.
Сварочные инверторы являются наиболее современными источниками сварочного тока. В отличие от трансформаторов и выпрямителей, у инверторов отсутствует силовой трансформатор. Работа сварочного инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого электронной микропроцессорной схемой с покаскадным усилением тока (обычно микропроцессором типа IGBT). За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик - от крутопадающей до возрастающей - с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки. Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы, инверторы малой мощности очень перспективны для использования при монтаже ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу - на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.
Преимущества инверторных аппаратов:
1. Малый вес (5-10 кг) и скромные размеры сварочных инверторов позволяют производить сварку, легко перемещаясь вместе с аппаратом;
2. В инверторе нет силового трансформатора, а значит нет внутренних потерь на перемагничивание железа, на нагрев обмоток при взаимодействии их электромагнитных полей, на поглощение части электромагнитной индукции регулировочным шунтом - то есть КПД инвертора просто несопоставим с КПД обычного сварочного трансформатора или выпрямителя. Так, при сварке электродом диаметром 3 мм обычный аппарат потребляет не менее 6-7 кВт, а любой, даже самый простенький инвертор не более 4 кВт;
3. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата - при зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый "горячий старт"), а при коротком замыкании сварочный ток сразу отключается - то есть "приморозить" электрод здесь практически невозможно;
4. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами (диаметром 1,6 или 2 мм) - дуга на малых токах "шепчет", брызг нет - не сварка, а одно удовольствие.
5. Что же касается стоимости сварочных инверторов, то она уже достаточно давно, и не без участия производителей из КНР, вплотную приблизилась к стоимости традиционных сварочных аппаратов, тем более, что цены на обычные аппараты тоже на месте не стоят - так что разница в цене заслуженная.
Недостатки:
Здесь надо четко различать:
- эксплуатация на производстве;
- использование аппарата дома, в гараже, на даче.
На производстве основной враг инвертора пыль, причем любая - и от "болгарки" и от реконструкции стен.
На втором месте - желание, с помощью ивертора, разрезать пополам рельс. Разумеется, такие желания не всегда совпадают с возможностями аппарата, тем более что резать такой "сварщик" старается быстро и тепловое реле аппарата просто не успевает среагировать на такую сверхнагрузку. В результате дорогостоящий модуль I.G.B.T. - "сердце" аппарата, выходит из строя прежде, чем аппарат отключится сам.
Дальше идут такие "мелочи" как небрежное обращение с аппаратом, продолжение его эксплуатации при появлении явных признаков неисправности, ослабление фиксации сварочных кабелей в панельных гнездах, да и просто передача инвертора неквалифицированному сварщику, хотя и "асы" тоже бывают хороши.
Что же касается эксплуатации аппарата в быту, то здесь характерны следующие проблемы: заметно низкое (ниже 180В) напряжение в дачной или гаражной электросети (владелец аппарата даже и в этом случае, по наивности, ждет от него эффективной работы), а второе место делят между собой зимнее хранение аппарата в сарае или в гараже и передача аппарата соседу.
Но в большинстве случаев, аппараты у частных владельцев живут долго и счастливо.
Есть у сварочных инверторов еще одна особенность. Это труднопроизносимое название. Многие так и норовят сказать "инвектор". Впрочем, на отличные потребительские характеристики инверторов это почти не влияет.
Принцип действия инвертора.
Инвертор - это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Конвертор - устройство для понижения или увеличения постоянного напряжения, иногда с промежуточным высокочастотным звеном. С появлением инверторных источников более простые неинверторные стали называть конвенциональными, т.е. традиционными.
Схема выпрямителя с двухтактным транзисторным (рис.1) инвертором наиболее удобна для объяснения процесса инвертирования. Входной выпрямительный блок V1 преобразует переменное напряжение сети в постоянное, которое сглаживается с помощью низкочастотного фильтра L1, С1. Затем выпрямленное напряжение Uвс преобразуется в однофазное переменное U1 высокой частоты с помощью инвертора на двух транзисторах VT1 и VT2. Далее напряжение понижается трансформатором Т до U2, выпрямляется блоком вентилей V2, проходит через высокочастотный фильтр L2, С2 и подается на дугу в виде сглаженного напряжения.
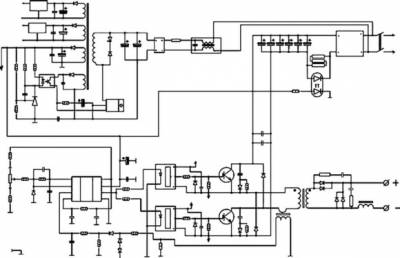
Схема выпрямителя с транзисторным инвертором
Подробнее рассмотрим процесс инвертирования. При подаче сигнала на базу транзистора VT1 отпирается его коллекторная цепь, и по первичной обмотке трансформатора Т в интервале времени t1 протекает ток в направлении, показанном тонкой линией. При снятии сигнала с базы этот ток прекращается. С некоторой задержкой отпирается транзистор VT2, при этом в интервале времени t2 ток по трансформатору идет уже в другом направлении, показанном пунктиром. Таким образом, по первичной обмотке трансформатора идет переменный ток. Длительность его периода Т и частота переменного тока f = 1/Т зависят от частоты запуска транзисторов, определяемой системой управления. Обычно частота устанавливается на уровне 1-100 кГц. Поскольку эта частота не зависит от частоты сети, такой инвертор называют автономным. Иногда инвертор конструктивно объединяют с трансформатором Т, выпрямительным блоком V2 и фильтром L2-C2. Такое устройство называют конвертором, у него на выходе, как и на входе, постоянное напряжение, но меньшей величины.
Если на входе инвертора установлен мощный накопительный конденсатор С1, то напряжение инвертора U1 имеет прямоугольную форму, как показано на рис.2. Такую конструкцию называют автономным инвертором напряжения (АИН). Напротив, если на входе инвертора установить мощный дроссель L1, а обмотку трансформатора Т шунтировать конденсатором, то сглажен будет уже входной ток. Такой преобразователь называется инвертором тока (АИТ). Наконец, возможна конструкция, в которой благодаря наличию последовательно соединенных индуктивности и емкости образуется колебательный контур с синусоидальным током, она названа резонансным инвертором (АИР).
Регулирование режима сварки осуществляется несколькими способами. Например, если входной выпрямительный блок выполнить тиристорным, то при увеличении напряжения Uвс увеличивается и амплитуда высокочастотного напряжения U2 и среднее значение Uв выпрямленного напряжения (рис.2а):
Uвс ↑ => U1 ↑ => U2 ↑ => Uв ↑
Возможно также регулирование изменением частоты импульсов (рис.2б):
f ↑ => T ↓ => Uв ↑
Но наибольшее распространение получил способ широтно-импульсного регулирования (рис.2в):
t ↑ => Uв ↑,
поскольку при постоянной частоте облегчается выбор параметров выходного фильтра, а также снижается спектр электромагнитных помех, которые легче устранить входным фильтром.

Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины импульсов (в).
В выпрямителе с инвертором используется амплитудное, частотное и широтное регулирование режима.
Естественные внешние характеристики выпрямителя зависят от конструкции инвертора и трансформатора. Искусственные характеристики формируются с помощью обратных связей по току и напряжению.
Сварочные свойства выпрямителей с инвертором, как правило, лучше, чем у конвенциональных источников, и объясняется это высоким быстродействием инвертора. Если у неинверторного однофазного выпрямителя длительность переходного процесса составляет не менее полупериода стандартного переменного тока, т. е. около 0,01 с, то у выпрямителя с инвертором быстродействие характеризуется значениями 0,0005 с и меньше. При механизированной сварке в углекислом газе такой выпрямитель способен обеспечить сложный алгоритм изменения тока с целью управления переносом электродного металла при длительности отдельных этапов цикла около 1 мс. Высокие динамические свойства выпрямителя с инвертором проявляются и в случае программного управления процессом ручной дуговой сварки, например по циклограмме. В этом случае легко обеспечивается горячий пуск в начале сварки, быстрый переход от одного из заранее настроенных режимов к другому при попеременной сварке то нижних, то вертикальных швов, сварка пульсирующей дугой с регулируемой формой импульса и т. д.
Достоинства и недостатки выпрямителя с инвертором тесно связаны друг с другом. Здесь энергия претерпевает по крайней мере четыре ступени преобразования. Тем не менее, такой выпрямитель экономичен и весьма перспективен. Дело в том, что сердечник высокочастотного трансформатора имеет очень малые сечение и массу. Обычно сердечник весит в десятки раз меньше, чем сердечник трансформатора на 50 Гц. В целом, такой выпрямитель имеет замечательные массо-энергетические характеристики: 0,02-0,1 кг на 1 А сварочного тока и 1-4 кг на 1 кВт потребляемой мощности, т. е. весит в 5-15 раз меньше других выпрямителей.
Выпрямитель с инвертором пока еще дороже конвенциональных источников, поэтому его рекомендуют использовать в тех случаях, где имеют значение малые масса и габариты - при сварке на монтаже, в быту, на ремонтных работах. В эксплуатации такой источник чрезвычайно экономичен. Его коэффициент мощности близок к 1, КПД не ниже 0,7, а иногда достигает 0,9.
kepmarkoni.ucoz.ru
- Инверторы для котлов отопления

- Отличие инверторного генератора от обычного
- Инвертор ибп

- Ибп инвертор

- Схема солнечного инвертора

- Сварочный инвертор из компьютерного блока питания своими руками

- Схема инвертора 12 220

- Инвертор 12 на 220 вольт

- Схема сетевого инвертора

- Инвертор 12 в 220 своими руками

- Инвертор с 220 на 12
