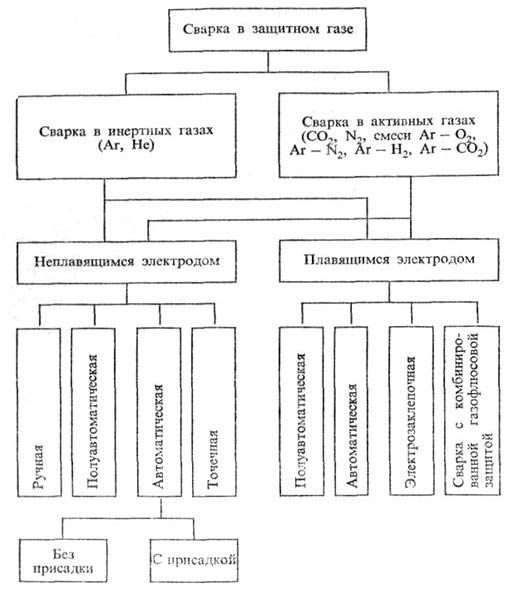
Сварка вольфрамовым электродом в инертном газе. Сварка вольфрамовым электродом без газа
Сварка вольфрамовым электродом в инертном газе
Этот метод отличается от предыдущих тем, что в нем используется короткий нерасплавляемый вольфрамовый электрод. Под действием тепла от дугового разряда плавится основной металл вблизи дуги. Присадочный металл, если он необходим, подводится отдельно в виде стержня или проволоки, сматываемой с катушки. Зона сварки обдувается извне инертным газом (аргоном или гелием) для защиты от атмосферного воздуха.
Такой метод допускает точный контроль как при ручной, так и при механизированной сварке некоторых металлов (алюминия, магния, никеля, нержавеющей стали) и сложных контуров. Параметры сварочной машины выбираются с учетом свариваемого металла и требований к изделию. Например, при сварке алюминия и магния сварочной машиной переменного тока цепь сварочного тока должна быть дополнена высокочастотной цепью стабилизации дуги, либо следует использовать источник тока с большим напряжением разомкнутой цепи.
Дуговая сварка трубчатым электродом
При таком методе (другое название которого – сварка порошковой проволокой) дуга создается между свариваемой деталью и непрерывным трубчатым электродом, наполненным флюсом. Материал электрода служит присадочным металлом, а продукты разложения флюса обеспечивают защиту сварочной зоны.
Сварка сжатой дугой (плазменная сварка)
Метод аналогичен сварке вольфрамовым электродом в инертном газе, но дуга (плазменный столб) ограничивается сварочным соплом, благодаря чему существенно повышается ее температура. Дуга создается либо между плазменной горелкой и свариваемой деталью, либо в самой плазменной горелке. Теплом разряда расплавляется основной металл вблизи дуги и отдельно подводимый присадочный металл. Поток горячей плазмы обеспечивает некоторую защиту; при необходимости над зоной сварки можно создавать дополнительный поток защитного газа.
Газовая сварка
Самый известный вид газовой сварки – ручная ацетилено-кислородная сварка. При таком методе за счет контролируемого сжигания ацетилена в кислороде достигается температура пламени ок. 3000° С. Газы обычно подводятся к сварочной горелке по гибким шлангам от газовых баллонов высокого давления, снабженных редукционным клапаном, понижающим давление. Сварщик держит в одной руке горелку, а в другой – присадочный пруток. Его глаза должны быть защищены от слепящего света и брызг очками с тонированными стеклами. Метод особенно подходит для сварки стальных трубопроводов малого диаметра, а также для присоединения арматуры к трубопроводам, для ремонтных работ, пайки-сварки и пайки твердым.
При пайке-сварке сварное соединение получают нагреванием до температуры выше 360°
С основного и присадочного цветного металла, температура плавления которого ниже, чем у основного металла. Пайка-сварка применяется главным образом для чугуна, стали и медных сплавов. Сварочные прутки обычно латунные или бронзовые. Поскольку температура при пайке-сварке не очень высока, сварка бронзой весьма рекомендуется в тех случаях, когда недопустима деформация свариваемого изделия.
Оборудованием газовой сварки можно пользоваться для резки стальных элементов толщиной 10–15 см и более. Существует также специальное оборудование для подводной резки. При т.н. резке кислородным копьем нагретая сталь окисляется и выдувается из образующейся узкой прорези тонкой струей кислорода, подводимого под высоким давлением.
studfiles.net
TIG сварка - Блог находчивого сварщика
В новом эпизоде «Время сварки@6 - TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, - наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
Дуговая сварка в инертном газе с неплавящимися вольфрамовыми электродами (TIG)
Введение
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW - газовая дуговая сварка вольфрамовым электродом) - это процесс, в котором тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между неплавящимся электродом и обрабатываемой деталью. Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.

Сварочная цепь

1. Источник питания
Назначение источника питания - питание электрической дуги, которая создается между основным материалом и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги. Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:

а) источник питания переменного тока
Выходной ток/напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с частотой от 20 до 200 Герц или более, в зависимости от типа источника питания. Это достигается с помощью одного или двух устройств, назначение которых - преобразование тока/напряжения синусоидальной волны из распределительной сети в подходящий переменный сварочный ток/напряжение.

б) источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток/напряжение из переменного в постоянный. Если сварочная цепь состоит из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока:
- постоянный ток с соединением прямой полярности
В случае с соединением с прямой полярностью, горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это наиболее часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
")
В этом случае горелка с кабелем подсоединяется к положительному полюсу, а деталь - к отрицательному полюсу источника питания. Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе вызывает чрезмерный перегрев электрода, и чтобы предотвратить электрод от возгорания, нужно использовать слабые токи. В этом причина ограниченного использования этого типа соединения.

Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединения и называемых модулированными или импульсными источниками постоянного тока. Модулированный источник тока - это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
2. Горелка со связкой проводов

Горелка для ТИГ-сварки - это инструмент, который включает в себя вольфрамовый электрод и подсоединяется к пучку проводов, которые в свою очередь подсоединены к источнику питания. Ее назначение - подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, или с помощью системы водного охлаждения, когда используется сильный ток (200-500А) и частая сварка.
3. Сварочная проволока
Толщина материала, тип соединения и желаемые характеристики сварки влияют на определяют необходимость применения металлического сварочного материала и его добавления в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
4. Газовый баллон с редуктором

Газовый баллон с редуктором состоит из:
- баллона с защитным газом/ами
- манометра, показывающего количество газа в баллоне
- регулятора газа
- электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
5. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом. Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
6. Система водного охлаждения
Система водного охлаждения - это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.

Защитные газы

Основное назначение газовой защиты - вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения риска загрязнения вредными веществами в окружающем воздухе. Физические и химические свойства газовой защиты могут по-разному влиять на сварку, в зависимости от типа металла. Газы используемые для защиты при сварке TIG - это аргон, гелий, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как можно более чистыми, поскольку даже незначительный процент примесей может оказать влияние на качество сварки и сделать его неприемлемым. Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Аргон - широко применяется, поскольку он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке материалов с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Поскольку гелий легче воздуха, его расход для обеспечения достаточной защиты сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке представлены различные виды неплавящихся электродов:
- из чистого вольфрама
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
- торий-вольфрамовые электроды
Они выдерживают сильные токи. Дуга легко поджигается и остается довольно стабильной. Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
- цирконий-вольфрамовые электроды
Они используюстя для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
- цериевые электроды
Они отличаются высоким выделением электронов и дают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги:
- HF высокочастотный поджиг
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии. Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
- поджиг пилотной дугой
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может представлять из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
- поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым материалом. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения установленных значений. Поскольку высокие частоты не используются, поджиг с подъемом не создает электромагнитных помех; однако, контакт, устанавливаемый между кончиком электрода и основным материалом, загрязняет сварочную ванну.
- поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой детали вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к появлению включений вольфрама в начале шва, что снижает качество сварки.
Материалы, свариваемые TIG

Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали.
Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и, для получения шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, края нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
evrotek.spb.ru
Сварка вольфрамовым электродом - Сварка - Каталог статей
Первым по времени способом сварки вольфрамовыми электродами в защитном газе была атомноводородная сварка, появившаяся в 20-х гг. XX в. Сегодня данный способ применяется при сварке высококачественных, особо чистых металлов и сплавов, редких, тугоплавких и высокоактивных металлов, нержавеющих, жароупорных и других специальных высоколегированных сталей, благородных металлов, титана, вольфрама, молибдена, циркония, ниобия и пр.
Область применения сварки вольфрамовыми электродами

Сварка вольфрамовыми электродами (смотрите рисунок) обычно целесообразна для соединения металла толщиной 0,1-6 мм. Также ее можно применять и для сварки больших толщин. Сварку вольфрамовыми электродами выполняют без присадки, когда шов формируется за счет расплавления кромок, и с дополнительным присадочным металлом, предварительно уложенным в разделку или подаваемым в зону дуги в виде присадочной проволоки. Угловые и стыковые швы во всех пространственных положениях выполняют вручную, полуавтоматически и автоматически.
Технология саврки вольфрамовыми электродами
При сварке вольфрамовым электродом вольфрам плавится в дуге, но при правильно подобранном режиме происходит лишь незначительное оплавление конца электрода, расход электродного стержня 1-2 см/час горения дуги. Нагретый вольфрамовый электрод интенсивно окисляется на воздухе, поэтому вольфрамовые электроды могут работать лишь в защитном газе, не реагирующем с вольфрамом. Наиболее высокое качество сварки неплавящимся электродом и продолжительный срок службы вольфрамового электрода обеспечивает применение инертных газов — аргона и гелия (смотрите рисунок).

» Сварка вольфрамовыми электродами в среде защитного газа - аргона: 1. Сварочная дуга 2. Газовая защита 3. Зажим электрода 4. Сопло 5. Тугоплавкий электрод 6. Сварочная ванна 7. Металл шва
Обычно сварка ведется на постоянном токе прямой полярности («-» на вольфрамовом электроде). Горелка для сварки вольфрамовым электродом в инертных газах (газоэлектрическая сварка) легка, компактна и удобна в работе. При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево.
При сварке металла меньшей толщины угол между горелкой и изделием устанавливают равным 60°. При сварке изделий больших толщин применяют правый способ. Угол между горелкой и изделием, также как и при сварке угловых соединений, устанавливают равным 40 90°. Присадочный пруток при ручной сварке вольфрамовым электродом тонколистового материала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями; при сварке металла большей толщины — поступательно-поперечными перемещениями. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (многопроходными).
При автоматической и полуавтоматической сварке вольфрамовый электрод располагают перпендикулярно к поверхности изделия. Угол между электродом и присадочной проволокой (обычно 0 2-4 мм) должен приближаться к 90°. В большинстве случаев направление сварки выбирают таким, чтобы присадочный пруток находился впереди дуги (подавался в головную часть сварочной ванны).
www.sibelektrod.ru
Дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа

В последнее время дуговую сварку неплавящимся вольфрамовым электродом в среде инертного газа (метод TIG) всё больше вытесняют более новые и постоянно совершенствуемые методы дуговой сварки плавящимся электродом в среде инертного газа (MIG) либо в среде активного газа (MAG). Эти новые методы резко повысили производительность сварки без снижения её качества. Однако, несмотря на более низкую скорость сварки и мощность плавления при использовании метода TIG, во многих областях применения он по-прежнему остается несомненным гарантом максимально высокого качества сварочных работ. Метод дуговой сварки неплавящимся вольфрамовым электродом в среде инертного газа сохраняет шансы на будущее во многом благодаря усовершенствованию источников тока.
Основой сварочной горелки, применяемой в технологии TIG, является неплавящийся, термостойкий вольфрамовый электрод. Исходящая от него электрическая дуга нагревает и расплавляет свариваемый материал. При необходимости осуществляется подача сварочной проволоки, вручную или с помощью подающего механизма. При относительно небольшом зазоре между свариваемыми заготовками присадочный материал во многих случаях вообще не требуется. Как правило, электрическая дуга зажигается без прикосновения вольфрамового электрода к заготовке. Для зажигания дуги используется временно подключаемый источник высокого напряжения. Сама сварка большинства металлов осуществляется с помощью постоянного тока. Лишь алюминий сваривается с использованием переменного тока.
Вокруг вольфрамового электрода расположена форсунка для защитного газа. Выходящий из неё поток газа защищает нагретый материал заготовок от вступления в химические реакции с окружающим воздухом и тем самым обеспечивает необходимую прочность и вязкость металла сварного шва. В качестве защитных газов применяются инертные газы аргон, гелий или их смеси. В отдельных случаях также применяется водород. Все эти газы являются химически пассивными. Название этого метода сварки (TIG/MIG) происходит от названий материала электрода (Tungsten (англ.) или Wolfram (нем.)) и защитного газа (Inert Gas).
В качестве защитного газа при сварке методом TIG чаще всего применяется аргон. Он оптимизирует динамические качества источника питания с точки зрения возбуждения электрической дуги, а также её устойчивость и обеспечивает улучшенную по сравнению с гелием зону очистки сварного шва. В свою очередь гелий способствует особенно широкому и глубокому провару благодаря тому, что его теплопроводность в 9 раз превышает теплопроводность аргона. При сварке алюминия в среде аргона также обеспечивается менее выраженное образование пор. При сварке аустенитных сталей применяется частичная добавка водорода (лишь 2-5 %), а остальную часть защитного газа составляет аргон. Теплопроводность водорода в 11 раз превышает теплопроводность аргона, благодаря чему достигается очень глубокий провар и чрезвычайно эффективная дегазация.
При сварке коррозионностойких материалов, например, нержавеющих сталей, происходит окисление нагретых краевых зон вследствие контакта с кислородом воздуха, которого не всегда удается избежать полностью. При этом на поверхности заготовки образуются так называемые цвета побежалости. Их можно удалить методом последующей обработки и тем самым восстановить коррозионную стойкость материала. Однако более эффективным методом является полное исключение образования цветов побежалости. Это достигается с помощью так называемых формирующих газов. Эти газы блокируют доступ воздуха к краевым зонам сварного шва, а в некоторых случаях даже влияют на формирование корня шва. В качестве формирующих газов применяются главным образом смеси водорода и азота, а также аргон.
Дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа подходит для любых материалов, поддающихся сварке. В основном же этот метод применяется для сварки нержавеющих сталей, алюминиевых и никелевых сплавов. Концентрированная, устойчивая электрическая дуга обеспечивает высокое качество металла сварного шва и его гладкость, а также отсутствие брызг металла и шлака. Поэтому метод TIG является самым оптимальным для сварки деталей, к качеству которых предъявляются максимальные требования, например, трубопроводов для реакторов.
Во многих областях применения данного метода сварки выгодно использовать пульсирующий сварочный ток, чтобы предотвратить слишком интенсивное плавление материала основы и вызванное им проваливание сварного шва. При использовании пульсирующего сварочного тока сварной шов легче всего формируется при сварке тонколистового металла, так как материал основы расплавляется лишь отрезками и снова застывает.
| Следующая > |
slesario.ru