







Сварка алюминия полуавтоматом в аргоне. Сварка полуавтоматом алюминия
Секреты мастерства - можно ли полуавтоматом варить алюминий?
Сварка заслуженно считается самым надежным и технологичным способом соединения металлических деталей в единую конструкцию. Алюминий и его сплавы по своим физическим и химическим свойствам существенно отличаются от стали. Соответственно и сварка алюминия имеет свои особенности.
Особенности сварки алюминия
Для алюминия применяют различные способы ручной, автоматической и полуавтоматической сварки. Наиболее популярны два метода: сварка неплавящимся электродом (TIG) и плавящимся электродом (MIG-MAG). Метод MIG-MAG – это полуавтоматическая сварка присадочной проволокой, которая выполняет функцию электрода. Для алюминия используют постоянный ток обратной полярности.
Полярность важна, так как поверхность металла покрыта оксидной пленкой, температура плавления которой втрое превышает температуру плавления алюминия. При ее попадании в сварочную ванну образуется шлак, снижающий качество и прочность сварного шва. Ток обратной полярности вызывает процесс катодного распыления и разрушает оксидную пленку.
Сварка полуавтоматом ведется в среде инертных газов. Для алюминия и его сплавов применяют аргон или гелий, применяются и их смеси. Сварка полуавтоматом дает не такой красивый шов, как с использованием неплавящегося электрода, в процессе образуется большое количество брызг расплавленного металла. Но этот метод дает более высокую производительность.
Сварка алюминия обычным полуавтоматом
Для многих сварщиков метод MIG-MAG ценен тем, что для него не обязательно специальное оборудование. Вполне можно обойтись и обычным полуавтоматом. Более того, опытные сварщики утверждают, что привычка к конкретному аппарату перевешивает преимущества, которые может дать специальный сварочный аппарат.
Возможность работать обычным полуавтоматом особенно важна, если сварщик не специализируется на алюминии, а работает с ним эпизодически. Тем не менее, она существенно расширяет возможности мастера. Ему по силам становятся недоступные ранее результаты: изготовленная алюминиевая рама, восстановленная двухсекционная алюминиевая лестница или даже заваренная трещина головки блока цилиндров.
Разумеется, обычный полуавтомат для работы с алюминием потребует некоторой доработки. Ролики подающего механизма должны иметь U-образный гладкий профиль края, чтобы не деформировать проволоку, а лучше заменить стандартный механизм на четырехроликовый и уменьшить до минимума зазор между ним и приемной трубкой. Обычную подающую трубку лучше заменить на пластиковую, а наконечник – на тефлоновый. Ну и, само собой, вместо баллона с углекислым газом нужно подключить аргоновый.
Малая жесткость алюминиевой проволоки накладывает ограничения на длину подающего шланга. Она не должна превышать трех метров, а шланг при работе должен располагаться максимально ровно. Начинать работу следует с увеличенной скоростью подачи проволоки, постепенно регулируя ее в сторону уменьшения.
Некоторые дополнительные возможности дает сварочный аппарат с импульсным режимом, а еще лучше – со специальными программами для алюминия. Эти тонкости следует учитывать, если встает вопрос о приобретении нового аппарата.
lerk.ru
Сварка алюминия полуавтоматом. Советы.
Уважаемые покупатели, в этой статье мы расскажем вам про сварку алюминия с помощью аппаратов полуавтоматической сварки. Этот вид сварки набирает невероятную популярность в России, в связи с тем, что на сварочном рынке стали появляться очень качественные инверторные аппараты полуавтоматической сварки. Если раньше люди прибегали к аргонодуговой сварке, то сейчас, для больших объемов все чаще используют полуавтоматы. Сварка TIG – это сварка профессионалов, нужен опыт, мастерство, постоянная практика. А вот полуавтоматом варить гораздо проще. Люди, приходящие к нам в офис, и пробующие варить алюминий, удивляются, как легко и быстро у них получается делать прочные швы.
В этом обзоре мы дадим некоторые советы начинающим сварщикам, которые сделают сварку алюминия еще проще.
Алюминий – пожалуй самый капризный металл.
Алюминий это не сталь, если вы умеете варить сталь, то сразу должны понять, что алюминий – это легкосплавный металл. Он требует прогрева вначале сварки, задержитесь на несколько секунд в начале сварки на одном месте, создайте ванну, позвольте металлу прогреться. Продолжайте вести горелку, алюминий очень быстро нагревается, если вы будете долго стоять на одном месте, то скорей всего произойдет проплавление металла. Все нужно делать оперативно. Вы быстро поймете это и подберете нужную скорость.
Какой ролик выбрать?
В подающем механизме вашего аппарата есть ролик, по которому идет проволока. Так вот, для алюминия нужно использовать специальный ролик. Он так и называется – ролик для алюминия. В отличии от ролика для стальной проволоки, имеющего V образную канавку, ролик для алюминиевой проволоки имеет U образную канавку. Это нужно для того, чтобы проволока во время движения не царапалась, а скользила по ролику. Если проволока будет царапаться, у вас могут возникнуть некоторые трудности при сварке.
Направляющий канал.
В рукаве вашей горелки есть направляющий канал, по которому идет проволока. Канал лучше установить специальный, тефлоновый. Он внутри очень гладкий, проволока идет по нему и не царапается.
Какой токопроводящий наконечник выбрать для сварки алюминия?
В принципе подойдет любой медный наконечник, но желательно если он будет сделан по технологии протяжки, а не сверления. Все это для того, чтобы проволока не царапалась. В нашем интернет-магазине мы продаем наконечники фирмы Innotec, произведенные по заказу группы компаний Сварог. Они отличные и никаких нареканий мы никогда не получали от наших клиентов.
Также хотим обратить особое внимание на диаметр наконечника. Алюминиевая проволока очень быстро нагревается и расширяется. Если вы установили проволоку диаметром 0.8 мм, установите в горелку наконечник 1.0 мм. На 1 размер больше чем проволока. Тогда проволока не будет залипать в наконечники, скручиваться, тормозить, а будет легко выходить из него и подаваться на свариваемый металл.
Некоторые особенности настройки подающего механизма.
Не затягивайте ручку подающего механизма слишком туго, как вы делаете со стальной проволокой. Прижмите ручку плотно, но не дотягивайте ее до упора. Алюминиевая проволока не любит избыточного давления, так как она очень мягкая и может деформироваться.
Итоги.
Вот пожалуй основные моменты при работе с алюминием. Если вы еще не определились с выбором аппарата, мы можем основываясь на нашем многолетнем опыте порекомендовать вам две модели. Наш интернет-магазин продал сотни таких аппаратов и считает, что на данный момент это лучшее соотношение цены и качества. Triton и Сварог – это лидеры на рынке сварочного оборудования. Разработки созданные этими заводами (TOP WELD и JASIC) позволяют сварщикам без особых трудностей добиваться желаемого результата.
Если вы хотите протестировать оборудование, звоните к нам офис и мы устроим вам демонстрацию на сварочном стенде.
Производитель: TritonПодключение 220 В. Сварочный ток 30-250 А.
Производитель: СварогПодключение 220 В. Сварочный ток 10 - 200 А.
Фото:
На этом снимке вы видите сварочный шов, который наложил человек, не имеющий совершенно никакого сварочного образования и с минимальными навыками в сварочном деле. Неплохо? Мы тоже так думаем. Оборудование TRITON ALUMIG 250P DPULSE SYNERGIC.
Видео:
Сварка алюминия аппаратом MMA. →← Когда реальный ток не совпадает с заявленным.
Как варить алюминий полуавтоматом
При сваривании алюминия полуавтоматом следует использовать специальную алюминиевую проволоку, которая подается в зону сваривания через сварочный рукав. Подача происходит с помощью специального пистолета с роликов, которые установлены в подающем механизме. Если Вы имеете опыт сваривания стали полуавтоматической сваркой, то при сваривании алюминия Вам следует немного сменить тактику.
Алюминий является мягким металлом, и скорость подачи проволоки должна быть достаточно высокой. Алюминий еще и хороший проводник тепла и поэтом для качественного провара и хорошего сварного шва, требуется производить сваривание детали из алюминия на большем токе, чем при сваривании обычного металла. Начиная сваривание с большего сварочного тока, Вы можете потом его постепенно сбавлять. На большом сварочном токе производить сваривание алюминия еще проще.
Для сваривания алюминия стоит использовать более мощный сварочный аппарат для проведения сварочных работ с толстым металлом. Если Вы будете регулярно проводить сваривание алюминия, то полуавтоматический сварочный аппарат должен быть мощностью не менее 200 Ампер. Идеальным режимом для сваривания является режим импульсивного сваривания. Данный режим необходим для исключения возможности перегрева и прожога детали. Также сваривание импульсом обеспечивает высокую чешуйчатость и высокое качество сварочного шва.
Сваривание алюминия требует среду защитного газа в виде чистого аргона или же смеси аргона для листов большой толщины. Как правило, для сварки алюминия применяется смесь аргона и углекислого газа. Такая технология не требует использования новых шлангов или специальных рукавов.
При выборе сварочной проволоки требуется правильно подходить к этому делу. Если хотите применять проволоку 0,8, то сопло для подачи должно быть не менее 1 миллиметра. Такой подбор необходим, потому что алюминий при нагревании расширяется больше, чем сталь. Это значит, что для работы потребуются контактные наконечники с большими отверстиями, чем отверстия, которые используются для стальной проволоки такого же диаметра.
Канавки у роликов для подачи сварочной проволоки в подающем механизме должны быть U-образной формы, чтобы алюминиевая проволока не заминалась в них. Для идеального сваривания нужно использовать сварочный аппарат с 4-х роликовым прижимным механизмом. Подача проволоки будет намного больше, чем при сваривании стали. Все меры, которые были перечислены выше, необходимы для того, чтобы сварочный аппарат при сваривании не закусывал мягкую алюминиевую проволоку при ее подаче во время сварочного процесса.
Для того чтобы уменьшить трение алюминиевой проволоке в горелке требуется применять неметаллический кабельный канал. В основном такие каналы изготавливают из графита или тефлона. Также при сваривании стоит обратить внимание на горелку. Шланг горелки не должен быть длиннее 3 метров и не иметь скручиваний, а быть прямым.
3g-svarka.ru
Сварка алюминия полуавтоматом
|
Сварка алюминия полуавтоматом – этот набор слов довольно часто встречается в узких кругах людей, занимающихся сварочными, ремонтными и монтажными работами. Но что же все-таки это такое? По большому счету, особого секрета здесь нет. Данный процесс подразумевает произведение сварочных работ в ручном режиме, но с автоматической подачей электродной проволоки. На самом деле, довольно удобный кооператив, во многом упрощает проведение небольших сварочных работ. Тем не менее, в домашних условиях выполнять работу все же не рекомендуется, поскольку, наличие автоматической подачи электродов не предотвращает возможности возгорания, уничтожения и других неприятных последствий, которые могут возникнуть в пределах Вашего дома или квартиры. Стоимость подобного оборудования самая разнообразная, можно найти вариант как за 200 евро, а можно и за 1000. Цена по большому счету зависит скорее от производителя и страны, в которой аппарат был произведен. Доступнее всех оказались машины, выпущенные на Украине. Оно, в общем-то, не удивительно, однако, по качеству они не уступают более дорогостоящим аналогам. Весь процесс работы с применением техники полуавтоматической сварки сводиться к банальному наведению горелки на область, которую необходимо подвергнуть сварке. Однако не следует забывать о том, что алюминий очень хорошо вступает в реакцию с кислородом, обладает повышенной теплопроводностью и электропроводимостью, так что стоит быть внимательнее при сварке. Так же, не следует забывать об обработке металла перед проведением работ, при желании, можно создать дополнительную защитную среду из аргона и гелия, как показывает практика – это самый лучший вариант для алюминия и других металлов тоже. И, естественно, если Вам важно качество, то позаботьтесь о постобработке конструкции. Это позволит избежать коррозий и иных нежелательных последствий. В отличие от иных методов варки, сварку на полуавтомате можно проводить и самостоятельно, это будет даже полезно новичкам в целях тренировки. Однако не следует пренебрегать защитой. Всегда надевайте маску и перчатки, а в идеале и весь защитный комплект, защищающий все уязвимые части тела сварщика. Подводя итоги, можно отметить, что метод весьма прогрессивный и хорошо подойдет новичкам, желающим самостоятельно освоить технику сварки металлов. В качестве тренировок можно использовать любые изделия из алюминия, лыжные палки к примеру. |
Сварка алюминия полуавтоматом в аргоне
Сварка алюминия – сложный технологический процесс. Здесь есть некоторые особенности не свойственные сварочному процессу других металлов.
Во-первых, на поверхности расплавленного алюминия образуется оксидная пленка не зависимо от наличия защитной среды. В качестве таковой для сварки алюминия используют только аргон. Сложность в том, что температура плавления алюминия 660°С, а оксид алюминия плавится при температуре 2050°С. При температуре 2518°С наступает порог кипения. Поэтому велика вероятность прожога металла.
Поскольку оксидная пленка служит барьером, и не дает возможности работать с металлом на малых температурах, возникает необходимость избавиться от этой пленки. За неимением нужных технологий, сварщики пытались делать это механически концом электрода. Современное оборудование позволяет с этим бороться. Секрет кроется в использовании переменного тока высокой частоты. Почему именно переменный ток? Поток электронов возвращаясь в обратном направлении, то есть от металла к электроду сильней прогревает поверхность жидкого металла и оксид алюминия расплавляется.
Во-вторых, алюминий обладает высокой теплопроводностью, как следствие, локально прогреть кромки свариваемых деталей практически невозможно, тепло очень быстро распространяется и улетучивается во внешнюю среду. Массивные детали предварительно прогревают. Для тонкого, листового алюминия большое количество тепла создается за счет мощности дуги. Также необходимо соизмерять это с низкой температурой плавления алюминия и высокой температурой плавления оксидной пленки. Процесс противоречивый, поэтому и применяется переменный ток. Из-за своего возвратного движения, электроны разрушают оксидную пленку.
В-третьих, алюминий очень быстро кристаллизуется и по окончании сварки в конце шва образуется не очень красивый кратер. Многие сварщики полагаются на свое мастерство, но все-таки лучше довериться сварочным аппаратам, которые оснащены функцией снижения сварочного тока в конце сварки. Это позволяет закончить сварочный шов без образования нежелательных кратеров.
Сварка алюминия полуавтоматом в аргоне
Сварка алюминия полуавтоматом в режиме MIG/MAG позволяет преодолеть сопротивление оксидной пленки. Название говорит само за себя MIG (metal, inert gas), то есть происходит присадка металла плавящегося электрода в сварочную ванну, в среде инертного газа. Смысл полуавтоматической сварки заключается в том, что плавящийся электрод или проволока подается толкающими роликами автоматически, а горелку сварщик ведет вручную.
Для сварки алюминия используется однородная проволока высокого качества. Скорость подачи проволоки сварщик регулирует полагаясь на свои способности и уровень мастерства. Профессионалы предпочитают делать это ножной педалью. Можно задавать нужное значение скорости подачи проволоки на самом аппарате. При сварке массивных изделий требуется более глубокий провар, и количество присадочной проволоки увеличивается.
Для достижения отличного результата используют сварочные полуавтоматы с режимом импульсной сварки. На основной сварочный ток накладывается дополнительный ток высокой амплитуды. Этот процесс происходит с заданной частотой (регулировка этого параметра также предусмотрена). Импульсы с легкостью пробивают оксидную пленку.
Основная задача импульсов – мелкокапельный перенос электродного металла и перемешивание его с основным металлом.
Второе происходит за счет ударного вторжения капли в сварочную ванну. Хорошо подобранная частота импульсов обеспечивает эстетически красивый шов.
Сварка алюминия аргонодуговой сваркой
Аргонодуговая сварка отличается тем, что процесс осуществляется неплавящимся электродом с использованием присадочной проволоки в среде защитных газов. Сварка осуществляется аппаратами инверторного типа в режиме TIG (tungsten, inert gas) на переменном токе. В качестве неплавящихся используют вольфрамовые либо графитовые электроды. Этот процесс происходит в три раза медленнее, нежели описанный выше, но результат его значительно лучше.

Предварительно зажигается дуга и острозаточенный вольфрамовый электрод формирует шарик на конце, с этого момента можно приступать к дальнейшей сварке. Дуга хорошо сохраняет свою стабильность. Переноса металла в дуге не происходит. Присадочная проволока подается вручную к цоколю сварочной ванны, к ее передней кромке, легкими прикосновениями, через одинаковые промежутки времени.
Для сварки алюминия подойдут универсальные вольфрамовые электроды, как для постоянного таки для переменного тока. Важно не задевать сварочный шов электродом, чтоб избежать вольфрамовых включений в металл шва. При сварке алюминия требуется устанавливать правильный сварочный ток, управлять скоростью сварки, контролировать формирование сварочной ванны.
Проволока для сварки алюминия
Для сварки алюминия может использоваться алюминиевая проволока, выпускаемая на катушках, либо алюминиевые прутки, продаются в упаковках. Присадочная проволока, также, как и прутки редко изготавливаются из чистого алюминия, в основном это сплав алюминия с кремнием, магнием.

Такой сплав является универсальным для сварки изделий содержащий алюминий в своем составе. Процентное содержание легирующего элемента в проволоке и прутках не слишком велико (к примеру, кремния может содержатся от 0.5% до 5%), поэтому физические характеристики сварочного шва изменяются незначительно, в большей степени это влияет на устойчивость к окислению и предотвращение образования микротрещин.
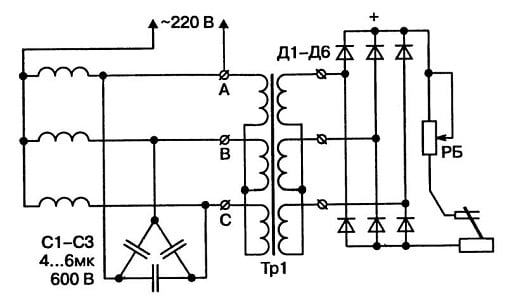
Осциллятор для сварки алюминия
Основное предназначение осциллятора – создавать большую разницу потенциалов на разнополярных элементах. За счет этого в момент, когда подносим электрод к свариваемому металлу, дуга воспламеняется бесконтактным способом, уже на достаточном расстоянии. Таким образом исключается прикосновение электродом свариваемой детали.

Если представить развернутую диаграмму переменного тока в виде графика синусоидального типа, то при смене полярности график пересекает нулевые значения. При значениях тока близких к нулю сварка алюминия происходить не может. Осциллятор применяется для того, чтобы в эти моменты давать дополнительный высоковольтный импульс заданной амплитуды, тем самым происходит компенсация малых значений тока. Сварочный процесс сохраняет свою стабильность. Процесс генерирования импульсов синхронизируются с основной синусоидой. Современные осцилляторы способны генерировать высокочастотные импульсы в 500кГц.
themechanic.ru
- Механизм сварочного полуавтомата

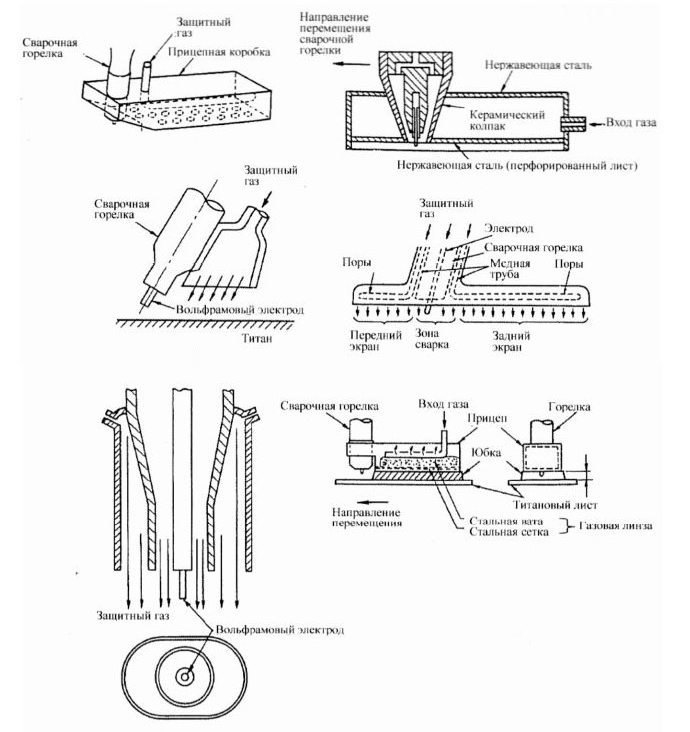
- Сварочный полуавтомат титан
- Сварка полуавтоматом трубы

- Тестирование сварочных полуавтоматов

- Углекислотный шланг для полуавтомата

- Полуавтомат сварка модели

- Полярность при сварке полуавтоматом
- Полуавтомат норма

- Какая лучше проволока для полуавтомата

- Сварка полуавтоматом ремонт

- Автомобиль полуавтомат что это
