







Нюансы сварки полуавтоматом без газа обычной проволокой. Сварка без газа полуавтоматом порошковой проволокой
Сварка полуавтоматом без газа обычной проволокой
Порошковая проволока используется в сварочных операциях как расходный присадочный материал, полая структура которого заполнена гранулами флюса. В процессе работы происходит испарение углекислого газа из флюса и образование необходимого защитного слоя. Это позволяет производить сварку полуавтоматом без газа обычной проволокой.
Особенности сварки без газа
Порошковую (самозащитную) проволоку применяют в случае невозможности приобретения газового баллона или нецелесообразности его зарядки при небольших объемах работ.
Благодаря компактности оборудования сварка полуавтоматом без газа может производиться в труднодоступных и неудобных местах любых монтажных и строительных площадок:
- на высотных конструкциях, крышах;
- в подземных тоннелях;
- в узких помещениях;
- в полевых условиях;
- на открытых участках;
- в быту.

Сварка самозащитной проволокой
Применение сварки без газа
Для работы необходимо наличие источника питания 220 V. Метод сварки без газа используется для получения качественных и надежных соединений деталей любой толщины – от 1,2 до 10 мм. Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода.

Схема полуавтоматической сварки проволокой
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:

Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.
Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
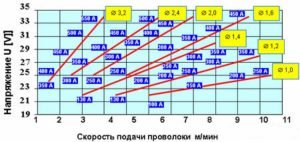
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Необходимое оборудование и виды проволоки
Метод сварки без газа применяется с использованием полуавтоматов типа MIG/MAG, оснащенных функцией переключения полярности. Прямая полярность необходима для работы при более высокой температуре, которая обеспечивает распыление флюса и формирование защитного газового облака. В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу.

Технология MIG/MAG сварки
Самозащитная или флюсовая проволока выпускается разных типов. Она изготавливается в виде полой поверхности, заполненной флюсом с присадками. Она может быть в форме трубки:

Конструкция порошковой проволоки
- однополостной;
- двухполостной с загибом;
- двухполостной с двумя загибами;
- двухслойной.
Ребра конструкции защищают материал от сминания при случайном нажатии. Заполняющий проволоку флюс состоит из деоксидирующих, шлакообразующих веществ. В качестве дополнительных компонентов входят различные присадки, включающие железо, марганец, никель. По структуре флюс соответствует обмазочному материалу покрытых электродов.
Особенности сварочного шва

Дефекты сварочных швов
После формирования сварочного шва на нем образуется корка из шлака, который затекает в сварочную ванну. Остывшее соединение необходимо отбить от шлаковых покрытий с помощью молотка. Эта операция необходима для многопроходных швов. В результате создаются условия для сцепления каждого последующего слоя. По окончании работы шов следует зачистить специальной щеткой по металлу.
Сварка порошковой проволокой создает грубые крупночешуйчатые швы с характерными наплывами. Один из распространенных дефектов – непроваренные участки соединения. Качество шва напрямую зависит от расходного материала, состав которого должен соответствовать конкретному виду стали.
Сварка без газа, как и любой другой сварочный процесс, требует соблюдения техники безопасности, выполнения противопожарных мероприятий, применения индивидуальных средств защиты.
Видео по теме: Сварка порошковой самозащитной проволокой
specnavigator.ru
Видео сварка полуавтоматом порошковой проволокой без газа
Новости
Где купить объектив на телефон
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Купить дизель генератор 30 квт в Москве В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыЗапчасти для кранов
В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыЗапчасти для кранов Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер
Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды
Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды
 Металлочерепица – относительно молодой строительный материал. Он применяется лишь несколько десятков лет, что очень мало относительно остальных известных и часто используемых стройматериалов. Но дажеДвери от компании Тескона
Металлочерепица – относительно молодой строительный материал. Он применяется лишь несколько десятков лет, что очень мало относительно остальных известных и часто используемых стройматериалов. Но дажеДвери от компании Тескона Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия
Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиРемонт холодильников в Колпино
Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиРемонт холодильников в Колпино
 Процесс перевода помещения в нежилое может растянуться на долгие месяцы, если гражданин совершенно не знаком с вопросом. Советуем воспользоваться простой инструкцией для того, чтобы избежать проблем.
Процесс перевода помещения в нежилое может растянуться на долгие месяцы, если гражданин совершенно не знаком с вопросом. Советуем воспользоваться простой инструкцией для того, чтобы избежать проблем.k-svarka.com
Сварка порошковой проволокой: недостатки и преимущества
Сегодня придумано множество сварочных аппаратов, которые работают по разным принципам. Однако нельзя сказать, что тот или иной способ хуже или лучше другого. У каждого есть свои недостатки и свои преимущества. Кроме того, иногда складываются такие ситуации, когда целесообразно будет применение только конкретного вида сварки. Одним из видов сварки, является порошковый, или сварка порошковой проволокой.
Что такое порошковая проволока
Проволока такого типа является трубкой, внутренняя полость которой заполнена флюсом и металлической пыльцой (порошком). Основой для такой проволоки служит металлическая лента, которая подвергается холодному формованию. Сформованная проволока наполняется порошком и флюсом. Завершающим этапом в изготовлении порошковой проволоки является ее растяжка до нужного размера.

Данный вид проволоки имеет классификацию, которая может быть выполнена по следующим параметрам:
- — назначение;
- — способ применяемой защиты;
- — возможность производства сварочных работ из разного положения в пространстве;
- — некоторые механические свойства.
Стоит отметить, что большая часть всей проволоки, которая выпускается в нашей стране, пригодна для сварки низколегированных и низкоуглеродистых видов стали.
Кроме всего прочего, принято разделять проволоку на ту, которая пригодна для сварки в обычных условиях и ту, которая является специальной. Например, к проволоке специального назначения можно отнести ту, которая предназначена для сварочных работ с принудительным созданием шва, проволоку для работы под водой, проволоку для сварки арматуры, для автоматической сварки и так далее.
Основные требования к проволоке
Порошковая проволока изготавливается с учетом следующих требований к ней:
- — дуга должна возбуждаться легко и греть стабильно;
- — плавление проволоки должно быть равномерным, при этом не наблюдается большого разбрызгивания;
- — шлак, образованный в результате плавления, должен равномерно покрывать весь шов, а при охлаждении – легко отделяться;
- — сварной шов должен получаться аккуратным и без дефектов, то есть различных трещин и пористых участков.
Данные требования являются характеристиками сварочно-типологических свойств материалов для сварки. В свою очередь, данные свойства определяют возможность применения порошковой проволоки для сварки в различных условиях. Например, некоторые свойства устанавливаются экспериментальным путем, то есть берется механизированный валик и наваривается на пластину, которая сделана из низкоуглеродистой стали. Сварка производится без колебаний в самом нижнем положении, при этом значения тока и напряжения берутся средние из интервала значений, которые рекомендованы именно для данного размера и типа шва.
Из результатов подобных экспериментов становится понятно, в какой области и при каких условиях можно применять данный тип проволоки.
Сущность дуговой порошковой сварки
Данный вид сварки применяется достаточно часто, так как имеет множество преимуществ. Например, обычная флюсовая сварка может быть затруднена по причине невозможности точно направить электрод в нужное место (разделку). Кроме того, наблюдать за формированием шва тоже не представляется возможным. Особенно остро эти проблемы встают, если речь идет о полуавтоматическом процессе. Если рассматривать сварку в защитном газе, то и тут не все гладко. Данная защита может постоянно нарушаться из-за сквозняка. Кроме того, сопла, подающие защитный газ, могут забрызгиваться в процессе сварки.
В таких условиях целесообразно будет воспользоваться порошковой проволокой. Она сочетает в себе все такие положительные качества открытых электродов, как легирование и защита, а также раскисление металла, и такие положительные свойства механизированной сварки при помощи обычной цельной проволоки, как высокая производительность.
Стоит отметить и то, что порошковая проволока не требует наличие газового баллона, различных шлангов и редукторов, а также флюсовой аппаратуры и самого флюса. На протяжении всего процесса можно легко направлять электрод в разделку, есть возможность следить за формированием сварного шва — это, пожалуй, основные преимущества использования проволоки порошковой для дуговой сварки.
Порошковая проволока расплавляется таким образом, как было заложено в процессе ее производства. Все дело в том, что конструкция проволоки является определяющей для процесса расплавления ее дугой. Внутренняя полость металлической оболочки заполнена неметаллическими материалами примерно на 70 процентов, точнее – от 50 до 70 процентов. Это означает, что сопротивление электрическому току такого сердечника будет в сотни раз больше, чем сопротивление металлической оболочки.

По этой причине металлическая оболочка плавится значительно быстрее. Расплавление же сердечника осуществляется частично за счет теплоизлучения сварочной дуги и частично за счет теплопередачи сильно нагретого металла. По сему, в процессе сварки внутренний материал проволоки может касаться ванны расплавленного металла и даже попадать в него в нерасплавленном виде.
Техника сварки порошковой проволокой и некоторые ее недостатки
Как правило, порошковая проволока используется для сварки с применением шлангового полуавтомата. По той причине, что сварной шов постоянно на виду у человека, производящего сварочные работы, техника сварки стыков и углов практически ничем не отличается от такой же техники при использовании технологии сварки в защитных газах плавящимися электродами.
Однако, иногда шлак, который образуется на поверхности сварочного шва, может попадать в зазор образованный двумя кромками на передней части сварочной ванны. Этот процесс может стать «камнем преткновения» в процессе проварки корня самого шва.
Если сварка осуществляется в несколько этапов, то перед каждым следующим процессом сварки, предыдущий шов нужно тщательно зачищать, чтобы избавиться от слоя шлака.
Сварка порошковой проволокой имеет и свои недостатки. Сама по себе порошковая проволока не очень крепкая, то есть обладает малой жесткостью. Это требует применения механизма автоматической подачи проволоки с ограниченным усилием сжатия на подающих роликах.
Стандартная порошковая проволока, имеющая диаметр 2,6 и более миллиметра, требует применение дуги с повышенным током с целью непрерывного горения. Этот факт позволяет использовать такой материал только в нижнем положении, крайне редко – в вертикальном. Объясняется такое ограничение тем, что сварочная ванна имеет достаточно большой объем. Кроме того, на поверхности образуются текучие шлаки. Все это неспособно удержаться в потолочном или даже в вертикальном положении поверхностным натяжением самого материала и давлением, создаваемым сварочной дугой.
Еще одним недостатком можно отметить и то, что в процессе сварки велика вероятность того, что в сварном шве могут образоваться поры, которые являются следствием наличия пустот и неравномерности заполнения пространства внутри металлической оболочки.
Лучшим выходом будет использование проволоки в углекислом газе. В этом случае вероятность возникновения пор в швах в значительной степени снижается. Стоит учесть и то, что от состава наполнителя, которым обладает порошковая проволока, зависит выбор таких параметров используемого тока, как полярность (прямая или обратная) и вид характеристики (крутопадающая или жесткая).
Еще раз о преимуществах
Порошковая проволока для дуговой сварки является тем материалом, который позволяет применять ток очень большой плотности (около 200 ампер на квадратный миллиметр, в сравнении с обычным электродом – около 20 ампер на единицу площади). Это позволяет плавить большое количество металла, что увеличивает производительность. Эта величина лежит в пределах от 10 до 11 килограмм в час. При этом сила тока равна 400-500 ампер.
Еще одним большим преимуществом порошковой проволоки является то, что в процессе сварки получаются материалы с таким химическим составом, повторить который в обычной промышленности практически невозможно. Например, при добавлении в порошок пыли никеля, хрома и молибдена способствуют созданию химического состава, получить который в результате обычных промышленных процессов невозможно. Именно это свойство порошковой сварки делает ее очень популярной в производстве наплавочных работ.
Похожие статьи
goodsvarka.ru
Сварка нержавейки без газа порошковой проволокой полуавтоматом - Инструмент 24opt
Порошковая проволока для полуавтомата (сварки без газа) - очень популярна и активно используется для того, чтобы варить детали из алюминия или нержавейки. Сварка алюминия или нержавейки, проводимая полуавтоматом, как выяснилось, является наиболее качественной.Все разновидности таких порошковых наплавочных проволок, предназначенных для того, чтобы варить детали, выполненные с применением алюминия, плавятся под воздействием газа. ОСОБЕННОСТИ ПРИМЕНЕНИЯ Перед тем, как начать варить между собой детали из нержавейки сварочным полуавтоматом, следует учесть, что самозащитная наплавочная порошковая проволока имеет ряд особенностей. Представленная сварочная проволока, применяемая для сварки, начинает плавиться под воздействием нагретого до нужной температуры газа, и в своем составе имеет такие вещества, как кремниаты и силикаты. Схема полуавтомата для сварки устроена таким образом, что полуавтомат, имея собственную полярность, позволяет варить детали порошковой проволокой, подвергающейся воздействию газа. Кроме того, полуавтомат способен варить (учитывая полярность) все производные алюминия. Важно знать, что входящие в состав проволоки для сварки кремниаты и силикаты подвергаются отторжению (учитывая полярность) расплавленным металлом. Эти вещества, образующиеся в процессе работы сварочного полуавтомата, под непрерывным воздействием газа формируют на поверхности материала пленку. Перед тем, как начать варить, следует запомнить, что сварочная пленка, возникшая в результате воздействия газа, подающегося из полуавтомата, препятствует проникновению кислорода к расплавленному металлу. Представленная проволока, предназначенная для сварки с применением полуавтомата, может быть как флюсовой, так и порошковой (учитывая полярность). Эта сварочная проволока имеет форму трубки, которая выполнена из мягкого легкоплавкого металла. К слову, описанная сварочная проволока 250-й маркировки, также как и аналогичные материалы, имеет свою полярность. Внутри она полая. Кроме того, полость такой трубки, предназначенной для сварки при помощи полуавтомата, наполняется измельченным порошком из кремниатов. Простая схема трубки устроена таким образом, что материал, находящийся внутри, в процессе оплавления внешних контуров не сгорает. Схема продумана таким образом, что порошок рассыпается на поверхность, подвергающуюся сварке. При этом сварочная поверхность сохраняет все свои исходные свойства.
ОСНОВНЫЕ ТРЕБОВАНИЯ К ПРОВОЛОКЕКак уже упоминалось, представленная проволока имеет трубчатый вид. Внутри эта проволока (250-й маркировки) для полуавтомата заполнена специальным порошкообразным веществом (пыльцой). Основой для такого расходного материала является специальная металлическая лента, которая имеет свою полярность. На первоначальных этапах производства эта лента подвергается холодному формованию и обретает полярность. На завершающем этапе создания такой проволоки, которую использует полуавтомат, производится ее аккуратная растяжка до достижения ей нужного размера. Представленная разновидность расходного материала имеет свою собственную классификацию, которая состоит из параметров:
- назначения;
- способов применяемой защиты;
- возможностей проведения работ из различных положений в пространстве;
- некоторых механических свойств.
Большинство разновидностей этих изделий, которые распространены по территории СНГ, способны производить сварку низколегированных и низкоуглеродистых разновидностей стали. Помимо этого, проволока разделяется на два основных класса.
К первому относится такая продукция, которая обеспечивает сваривание с ориентировкой на обычные условия.
Второй тип классифицируется как специальный. К изделиям входящим в число специальных можно отнести те, которые предназначены для проведения сварочных работ, подразумевающих принудительное формирование шва. Сюда же относится проволока, предназначенная для работы под водой, продукция для варки арматуры и автоматической сварки в том числе. При осуществлении сварки, возникающая дуга должна легковозбуждаться и производить стабильное нагревание материала. Во время работ, процесс плавки проволоки должен происходить с высокой степенью равномерности. При этом следует избегать излишнего разбрызгивания раскаленных капель рабочего вещества. Следует обратить пристальное внимание на то, что шлак, который будет образовываться в процессе плавления должен с высокой степенью равномерности покрывать весь образовавшийся шов. Также шлак в процессе охлаждения должен легко отделяться от сварочной поверхности. В процессе работы сварочный шов должен быть максимально аккуратным, на нем должны отсутствовать всяческие дефекты.
ЭКСПЛУАТАЦИОННЫЕ ОСОБЕННОСТИ Сварка, выполняемая с применением порошковой проволоки, используется в настоящее время повсеместно. Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки. Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки. При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком. Такой метод сварки имеет массу преимуществ. Сопла, которые обеспечивают подачу защитного газа, могут изрядно забрызгаться в процессе сварки. В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
- При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке. При этом появляется хорошая возможность для наблюдения за самим процессом сваривания.
ВИДЫ ПОРОШКОВОЙ ПРОВОЛОКИВ состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов. Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.По классификации составов изделия могут быть: рутиловыми; рутил-оргаическими; рутил-флюоритными; карбонатно-флюоритными; флюоритными. Самозащитные – производят сварку без участия дополнительной газовой защиты.При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом. Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
ОСОБЕННОСТИ ТЕХНИКИ СВАРКИ Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата. Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов. Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками. При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака. Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости. С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.
Сварка порошковой проволокой (FCAW) применяется для сварки нержавейки и является разновидностью полуавтоматической сварки (MIG, MAG, GMAW). Какие преимущества и недостатки использования сварки порошковой проволокой FCAW для сварки нержавеющих сталей? Ответ на этот и другие вопросы Вы узнаете из данного видео. А купить качественный полуавтомат для Ваших целей можно по ссылке.
24opt.zakupka.com










