







Самодельные сварочные аппараты, полуавтоматы, схемы. Электрические схемы полуавтоматов
Самодельные полуавтоматы | Самодельные сварочные аппараты, полуавтоматы, схемы.
Настало время предоставить вам еще одну схему сварочного полуавтомата Svapka.Ru Vol 5.0Эта схема основана на схеме Svapka.Ru Vol 4.0 с небольшими модификациями. В отличии от последней из нее удален блок управления током (симисторы и электронный блок управления переключения ступеней). Вместо него для регулирования тока используется галетный переключатель SA1. Ток коммутируется по первичке симистором BTA41-600.
 мая 2012
мая 2012  Опубликовано в: Самодельные полуавтоматы
Опубликовано в: Самодельные полуавтоматы  Посмотров: 38 092
Посмотров: 38 092
Представляю новую схему сварочного полуавтомата Svapka.Ru Vol 4.0.Эта схема разработана на основе схемы Svapka.Ru Vol 3.0 и отличается от последней отсутствием автоматического, триггерного и таймерного режима. То есть в схеме реализовано управление ступенями трансформатора с помощью симисторов и также присутствует один ручной режим, у которого есть два под режима, с задержками пред-газ, пос-газ и без них.
марта 2012 Опубликовано в: Самодельные полуавтоматы Посмотров: 23 972
Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь.
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
В данной схеме используется 2 режима сварки ручной и автоматический.
января 2012
Посмотров: 68 578 Предлагаю схему сварочного полуавтомата, упрощенный вариант схемы, которая опубликована здесь..
Работает схема следующим образом:
При нажатии кнопки управления срабатывает реле К1. Своими контактами к1.1, К1.2, К1.3 одновременно включает двигатель подачи проволоки, подачу газа и сварочный ток.
сентября 2011 Опубликовано в: Самодельные полуавтоматы Посмотров: 68 641
Предлагаю еще одну схему сварочного полуавтомата. По принципу работы, она похожа на эту схему. Прочитайте и поймете как работает эта схема.
Отличие от этой схемы в том, что используется всего 2 реле и весь блок управления сделан на логике, + таймер NE555 для автоматической выдержки времени сварки.
марта 2011 Опубликовано в: Самодельные полуавтоматы Посмотров: 38 829
Представляем вариацию на тему «Сварочный полуавтомат»
Схема сварочного полуавтомата опубликованная в этой статье в принципе похожа на схемы опубликованные ранее на нашем сайте Еще одна схема сварочного полуавтомата и Схема простого самодельного сварочного полуавтомата Различия в схемах лишь в том, что для управления скоростью подачи сварочной проволоки используется ШИМ регулятор с обратной связью, который обеспечивает равномерную (заданную) скорость сварочной проволоки во время сварки.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 35 658
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
марта 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 115 960
Представляем еще одну схему сварочного полуавтомата для сварки металла в среде углекислого газа.
Эта схема сварочного полуавтомата была разработана нами давно. Сварочные аппараты, собранные по этой схеме, работают до сих пор и ни разу не ломались.
марта 2010 Опубликовано в: Самодельные полуавтоматы
Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке.
Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее. Мы предоставляем вам свою схему регулирования тока сварочного трансформатора.
января 2010 Опубликовано в: Самодельные полуавтоматы Посмотров: 76 166
Представляем вам еще одну схему самодельного сварочного полуавтомата.
Раньше это схема была опубликована на сайте Самодельная сварка, но так как сайт переехал сюда, то публикуем ее здесь.
января 2010
Посмотров: 39 145  Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
декабря 2009 Опубликовано в: Самодельные полуавтоматы Посмотров: 112 446
svapka.ru
Сварочный полуавтомат Svapka.Ru Vol 2.0 (Свапка.Ру)
Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь.
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
В данной схеме используется 2 режима сварки ручной и автоматический.В схеме имеется возможность отключать задержки пред газ и пос газ если они вам не нужны, этот под режим работы назовем без задержек. Также задержки можно отключить если варим порошковой проволокой (задержки пред газ и пос газ тут ни к чему).
Собственно сама схема:

Если у вас возникнут проблемы с открытием изображения схемы, то ее можно посмотреть по этой ссылке: Сварочный полуавтомат Svapka.Ru Vol 2.0
Возможный вариант двухсторонней печатной платы, размеры 100х110 мм:

Файл печатной платы для программы DipTrace можно скачать по этой ссылке: Печатная плата Svapka.Ru Vol 2.0 ( Количество скачиваний: 1761 )
Блока питания для платы управления на печатной плате нет. Каждый делает из того что есть, поэтому не стал его размещать на плате.
Еще один вариант печатной платы этой схемы. Плата односторонняя. Резисторы, конденсаторы и диоды SMD, размер 73х76 (после окончательной обрезки), 8 перемычек:

Дорожки по питанию конечно нужно сделать по шире. SMD резисторы и конденсаторы размер 1206, диоды LL4148.
Файл печатной платы для программы DipTrace можно скачать по этой ссылке: Печатная плата Svapka.Ru Vol 2.0 SMD ( Количество скачиваний: 2033 )
Фотки готовой платы в SMD варианте. Работает отлично.

 С паяльной маской работал первый раз, так что результат не очень. Ну думаю это не важно. Подстроечные резисторы не стал впаивать, вместо них поставил резисторы по 1 мОм. При данных номиналах время задержек равно 1 сек.
С паяльной маской работал первый раз, так что результат не очень. Ну думаю это не важно. Подстроечные резисторы не стал впаивать, вместо них поставил резисторы по 1 мОм. При данных номиналах время задержек равно 1 сек.
Плату конечно нужно довести до ума по расположению элементов, что бы ни чего не мешало. Клемник 12 вольт расположен немного не удачно, но для этого у вас есть файл печатной платы где это можно все подкорректировать.
Еще.. если кто то разведет по моим файлам лучше , то делитесь печатками (пожалуйста). 
Реле К1 и К2 типа HJR-3FF или HJR-21FF


Немного опишу принцип работы схемы.
Алгоритм работы такой:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
Ручной режим.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в верхнем по схеме положении. Переключатель SA2 (Без задержек) в нижнем по схеме положении, то есть задержки пред газ и пос газ включены.
При нажатии кнопки управления логическая 1 через диод VD4 открывает клапан газа. Также запускает цепь задержки собранную на D1.1 и D1.2. После времени заданного цепочкой R6, С4 на выходе 4 элемента D1.2 появляется логическая 1, которая запускает реле мотора через диод VD9. Одновременно на выходе 11 D1.4 появляется лог 1, которая включает реле тока через диод VD6.
В это время идет процесс сварки.
При отжатии кнопки управления на выходе 4 элемента D1.2 появляется логический 0, который отключает реле мотора. Затем через время заданное цепочкой R9, С9 на на выходе 11 D1.4 появляется лог 0, который выключает реле тока и клапан газа .
В это время сварка окончена.
Автоматический режим.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в нижнем по схеме положении. Переключатель SA2 (Без задержек) в нижнем по схеме положении, то есть задержки пред газ и пос газ включены.
Схема в этом режиме работает по тому же алгоритму, что и в ручном режиме, только время сварки задается цепочкой C2, R5. При данных номиналах время сварки регулируется в пределах 0..15 сек.
Хочу заметить, что кнопку нужно удерживать в этом режиме. По окончании времени, схема сама прекратит процесс сварки.
Если в автоматическом режиме вы передумали варить, то достаточно отпустить кнопку управления и сварка прекратится.
Под режим Без задержек.
Схема в исходном состоянии, кнопка управления SB1 отжата. Переключатель SA1 (Авт/ручн) в верхнем по схеме положении. Переключатель SA2 (Без задержек) в верхнем по схеме положении, то есть задержки пред газ и пос газ выключены.
При нажатии кнопки управления логическая 1 через диоды VD4, VD10, VD11 открывает клапан газа реле мотора и реле тока одновременно, то есть задержек нет. При отпускании кнопки управления, также все выключается одновременно.
Тоже самое в автоматическом режиме.
Режим без задержек нужен для случая когда варим порошковой проволокой, когда эти задержки не нужны. Или по каким то другим причинам, например если осталось мало газа (для экономии) или нужно быстро что то прихватить, где качество шва не так важно.
Настройка.
Собранный по этой схеме аппарат должен заработать сразу без каких либо проблем.
Подстройка времени задержки пред газа и пос газа регулируется резисторами R6 и R9. При данных номиналах R6, С4 и R9, С9 максимальное время задержек примерно 1 секунда. Если вам нужно больше, то можно установить конденсаторы С4 и С9 большей емкости, например 3 мкф.
Эти конденсаторы не полярные. Но никто не запрещает использовать электролитические вместо них не изменяя схемы.
В автоматическом режиме нужно подобрать резистор R4, что бы не было пустого хода (бесполезного) резистора R2.
От себя.
Если кому то не нужен автоматический режим, то просто не собираем этот узел.
Микросхему К561ТЛ1 не советую менять на какую то другую, могут быть проблемы с переключением логических элементов.
Добавляю еще одну схему.
Алгоритм работы узла задержек немного другой.
Нажимаем кнопку управления:1 Включается клапан газа и ток.2 Задержка.. включается мотор.
Отпускаем кнопку управления:3 Выключается мотор.4 Задержка.. выключается ток и газ.
 Если у вас возникнут проблемы с открытием изображения схемы, то ее можно посмотреть по этой ссылке: Сварочный полуавтомат Svapka.Ru Vol 2.1
Если у вас возникнут проблемы с открытием изображения схемы, то ее можно посмотреть по этой ссылке: Сварочный полуавтомат Svapka.Ru Vol 2.1
Добавляю еще одну версию Svapka.Ru Vol 2.2 (Виктор).
")
Эту схему собрал Виктор и поделился печатной платой, которую можно скачать тут: печатная плата Svapka.Ru Vol 2.2 (Виктор) ( Количество скачиваний: 2304 )
")
Алгоритм работы:
- при нажатии кнопки управления сразу включается газ и ток одновременно.
- после задержки 1..3 секунды автоматически включается подача проволоки.
- после отпускания кнопки управления, моментально отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа и сварочный ток одновременно.
Вроде все!
Приятных и удачных швов!
Автор статьи и схемы: Admin Svapka.ru
svapka.ru
Электрическая схема - полуавтомат - Большая Энциклопедия Нефти и Газа, статья, страница 3
Электрическая схема - полуавтомат
Cтраница 3
На рис. 10 - 8 представлена электрическая схема полуавтомата. Схема работает следующим образом. [32]
Ниже описывается подготовка полуавтомата к сварке и работа электрической схемы полуавтомата. [33]
Полуавтомат ПДШ-500 завода Электрик имеет зависимую скорость подачи электродной проволоки, что значительно усложнило электрическую схему полуавтомата. Флюс в зону дуги подается специальным пневматическим устройством по резиновой трубке, которая прикрепляется в нескольких местах к гибкому проводу-шлангу. Бункер с флюсом установлен в механизме подаче проволоки. [34]
Для подачи проволоки в зону сварки можно применять стандартные полуавтоматы ПШ-5, ГТШ-54, А-537, А-765 и др. В электрическую схему полуавтомата включается реле времени типа ЭВ-234 ( ЭВ-237) или любое другое, задающее продолжительность сварочного цикла каждой точки и позволяющее менять выдержку времени от 0 5 до 10 сек. [35]
Полуавтомат ПШ-54 является улучшенной моделью полуавтомата ПШ-5 и отличается от него следующим: 1) значительно упрощена и облегчена конструкция держателя; 2) упрощена электрическая схема полуавтомата, обеспечивающая его работу без кнопки пуск; 3) изменение скорости подачи электродной проволоки осуществляется с помощью коробки скоростей, а не сменными шестернями. В табл. 155 приведены скорости подачи проволоки в зависимости от положения указателей рукояток коробки скоростей. [37]
В аппаратном шкафу полуавтомата размещены контактор для подключения сварочного напряжения к горелке, реле тока, промежуточное реле, понижающий тпянгфлрматор напряжения, автотрансформатор регулирования скорости подачи проволоки, панель с германиевыми выпрямителями, амперметр, вольтметр, шунт, предохранители и другие приборы электрической схемы полуавтомата. [38]
В аппаратном шкафу полуавтомата размещены контактор для подключения сварочного напряжения к горелке, реле тока, промежуточное реле, понижающий трансформатор напряжения, автотрансформатор регулирования скорости подачи проволоки, панель с германиевыми выпрямителями, амперметр, вольтметр, шунт, предохранители и другие приборы электрической схемы полуавтомата. [39]
Полуавтомат А-765 позволяет производить сварку как на постоянном, так и на переменном токе проволокой 1 6 - 3 5 мм. Электрическая схема полуавтомата обеспечивает начало сварки как при помощи кнопки пуск, смонтированной на держателе, так и замыканием электрода на изделие. [40]
Держатель ДШ-54 имеет примерно такое же устройство, как и держатель ДШ-5, но отличается отсутствием пусковой кнопки. Электрическая схема полуавтомата обеспечивает бескнопочное включение установки простым замыканием конца проволоки на изделие. По окончании сварки сварщик поднимает держатель, при этом дуга обрывается, и подача проволоки прекращается. [41]
От полуавтомата А-547 Р полуавтомат А-547 У отличается несколько измененной электрической схемой, более долговечным подающим механизмом, расширенным диапазоном скоростей подачи проволоки и наличием отсекателя газа. Электрическая схема полуавтомата обеспечивает раздельное отключение проволоки и тока после окончания сварки. Благодаря этому повышена работоспособность силового контактора, который размыкает обесточенную цепь, вследствие чего его контакты не подгорают. [43]
Электрооборудование полуавтомата размещено в основном в аппаратном шкафу. Электрическая схема полуавтомата ( рис. 17 - 24) обеспечивает плавное дистанционное регулирование скорости подачи проволоки за счет изменения числа оборотов электродвигателя привода подачи проволоки путем изменения напряжения, подводимого к якорю электродвигателя от маг нитного усилителя. Величина напряжения устанавливается потенциометром Rs, связанным с обмоткой управления магнитного усилителя. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Электрическая схема - полуавтомат - Большая Энциклопедия Нефти и Газа, статья, страница 1
Электрическая схема - полуавтомат
Cтраница 1
Электрические схемы полуавтоматов с электроприводом постоянного тока обеспечивают плавную настройку скорости подачи проволоки путем изменения якорного тока в цепи двигателя механизма подачи. Для этой цели предусмотрен регулятор напряжения. [2]
Электрическая схема полуавтомата обеспечивает плавное регулирование корости подачи присадочной проволоки. Со шкафом электроаппаратуры и источником тока полуавтомат соединен гибкими кабелями. В процессе сварки горелка опирается на присадочную проволоку, чем обеспечивается равномерная скорость сварки. [3]
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи присадочной проволоки. Со шкафом электроаппаратуры и источником тока полуавтомат соединен гибкими кабелями. В процессе сварки горелка опирается на присадочную проволоку, чем обеспечивается равномерная скорость сварки. [4]
Электрическая схема полуавтомата при сварке на переменном токе приведена на фиг. Цепь управления полуавтоматом низковольтная, питается от двух понижающих трансформаторов напряжением 220 / 36 или 380 / 36 в, соединенных в открытый треугольник. При включении кнопки Пуск, смонтированной на держателе, срабатывает промежуточное реле РП, которое замыкает свой контакт в цепи катушки силового контактора. При этом включается сварочный контактор КТ и двигатель подающего механизма. Производится подача электродной проволоки к изделию. Под флюсом зажигается сварочная дуга, и начинается процесс сварки. При выключении кнопки Пуск промежуточное реле обесточивается, размыкая свой контакт, и, таким образом, обесточивает цепь силового контактора. При этом одновременно прекращается подача сварочной проволоки и выключается сварочный ток. [5]
Электрическая схема полуавтомата ( рис. 102) предусматривает плавную регулировку скорости подачи электродной проволоки независимо от напряжения дуги. Электрическое оборудование и аппаратура, входящие в схему, размещены в передвижном шкафу распределительного устройства, на механизме подачи электродной проволоки и на самой головке. [7]
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки. Регулирование осуществляется путем изменения числа оборотов электродвигателя. Скорость подачи электродной проволоки не зависит от напряжения дуги. [8]
Электрическая схема полуавтоматов обеспечивает плавное регулирование скорости подачи электродной проволоки. Регулирование осуществляется изменением числа оборотов электродвигателя. Скорость подачи электродной проволоки не зависит от напряжения дуги. [9]
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки. Регулирование подачи осуществляется изменением числа оборотов электродвигателя регулятором напряжения, который расположен на пульте управления. [10]
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки. [11]
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки. [12]
Электрическая схема полуавтомата обеспечивает плавное регулирование скорости подачи электродной проволоки изменением числа оборотов электродвигателей подающего устройства. [13]
Электрическая схема полуавтомата обеспечивает зажигание дуги при касании электродом изделия, предварительную подачу защитного газа, защиту ванны жидкого металла после обрыва дуги, плавное регулирование скорости подачи электродной проволоки, выключение сварочного тока и прекращение подачи электродной проволоки после отрыва электрода от изделий. [14]
Электрическая схема полуавтоматов незначительно отличается от схемы автомата 1261А1, поэтому остановимся только на некоторых отличительных моментах. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Электрическая схема полуавтомата и ее работа
Полуавтомат ПШ-54 является улучшенной моделью полуавтомата ПШ-5 и отличается от него следующим 1) значительно упрощена и облегчена конструкция держателя 2) упрощена электрическая схема полуавтомата, обеспечивающая его работу без кнопки пуск> 3) изменение скорости подачи электродной проволоки осуществляется с помощью коробки скоростей, а не сменными шестернями. В табл. 155 приведены скорости подачи проволоки в зависимости от положения указателей рукояток коробки скоростей. [c.348]
Упрощена электрическая схема полуавтомата (фиг. 63), обеспечивающая его работу без кнопки Пуск . Начало сварки и подачп проволоки осуще- [c.265]Для полуавтоматической сварки в углекислом газе можно сравнительно легко приспособить полуавтоматическую аппаратуру, которой производится сварка под флюсом, а также и автоматы. Чтобы для указанной цели переделать, например, полуавтомат ПШ-5, нужно заменить держатель с флюсовой воронкой газоэлектрической горелкой с водяным охлаждение.м, устроить подвод к горелке защитного газа и охлаждающей воды, перестроить электрическую схему полуавтомата для работы на постоянном токе. [c.104]
Электрическая схема полуавтомата и ее работа [c.77]
Принципиальная электрическая схема полуавтомата представлена на фиг. 46. Питание трехфазной сварочной дуги осуществляется от двух сварочных трансформаторов типа ТСД-1000, включенных по схеме открытого треугольника. Работу электрической схемы можно разбить на следующие периоды. [c.77]
Ниже описывается подготовка полуавтомата к сварке и работа электрической схемы полуавтомата. [c.91]
В электрической схеме полуавтомата А-537 нет пусковой кнопки, как в схеме полуавтомата А-547-р. Чтобы начать сварку горелкой полуавтомата А-537, достаточно включить в работу сварочный генератор и замкнуть на деталь конец сварочной [c.92]
Упрощена электрическая схема полуавтомата, обеспечивающая его работу без кнопки Пуск (фиг. 144,а). Принцип действия схемы заключается в следующем в начале сварки при соприкосновении электрода с изделием срабатывает промежуточное реле РП, которое замыкает свой контакт в цепи катушки силового контактора КТ. Контактор КТ включает первичную и вторичную цепь сварочного трансформатора, В момент начала прохождения тока в сварочной цепи срабатывает специальное реле — стабилизатор РС, которое включает двигатель подачи электрода, замыкает контакт РС в цепи катушки силового контактора и размыкает [c.206]
Электрическая схема блока управления машин — полуавтоматов для стыковой сварки обеспечивает работу в полуавтоматическом режиме с одной или двумя осадками, а также работу в наладочном режиме. [c.260]
Полуавтомат состоит из следующих основных узлов шкафа управления, подающего механизма и держателей. Сварка полуавтоматом ведется от сварочного преобразователя с жесткой характеристикой типа ПСГ-500, от которого питается напряжением также вся электрическая схема. Особенностью электросхемы полуавтомата является возможность работы на двух заранее выбранных режимах сварки — малом или большом. Величины скорости подачи проволоки и сварочного напряжения для каждого режима устанавливаются перед началом сварки с помощью рукояток на панели шкафа управления. Переключение режимов в процессе работы производится нажатием кнопки, смонтированной на держателе (большой режим), или его отпусканием (малый режим). [c.369]
Для управления работой полуавтомата, служащего для сборки колбы с арматурой радиолампы, используется электрическая схема, представленная на рис. 119. [c.330]
Полуавтоматом ПШ-54 можно работать на переменном токе без применения аппаратного ящика № 2. В этом случае электрическая схема аналогична схеме 35,6, но вместо сварочного генератора включается сварочный трансформатор с дросселем. При работе без аппаратного [c.337]
Принципиальная электрическая схема установки УПС-2 показана на рис. 54. Источником сварочного тока в установке УПС-2 является преобразователь ПСУ-500 или ПСГ-500. Для сварки применен несколько измененный полуавтомат А-537, в схему которого введены дополнительно выключатель В4, реле РП и розетка для выключателя В2, обеспечивающего дистанционное управление при сварке под флюсом и в среде аргона. При сварке в среде углекислого газа используется переключатель ПЗ, которым устанавливается режим работы подогревателя газа ПГ непрерывный (на холоде или при непрерывном отборе газа) и прерывистый, который исключает перегрев газа и редуктора при работе с большими паузами, например на монтаже. [c.132]
Шланговый полуавтомат ПДШ-500 имеет по сравнению с полуавтоматами типа ПШ две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС-1000. Второй особенностью является принудительная подача флюса сжатым воздухом [c.70]
Обслуживание выпрямителя проще, чем обслуживание сварочного преобразователя. Перед сваркой необходимо убедиться, дает ли выпрямитель напряжение. Для этой цели на пульте управления полуавтоматом установлен вольтметр, показывающий величину выпрямленного напряжения. При использовании для работы выпрямителя ВС-200 с штепсельным переключателем ступеней напряжение между выводными зажимами будет только при том условии, если штепсельная колодка установлена на какой-либо ступени переключателя. Без установленной штепсельной колодки гнезда каждой пары переключателя не соединены между собой. Поэтому напряжение сети не будет поступать на первичные обмотки трехфазного трансформатора, что очевидно из электрической схемы на фиг. 26. [c.58]
Рассмотрим работу счетчиков и схем управления полуавтоматом по принципиальным электрическим схемам. [c.192]
Принципиальная электрическая схема программного управления полуавтоматом (рис. 88) обеспечивает ручную и автоматическую работу полуавтомата, а также выполнение всех технологических команд, приведенных в табл. 26. Рассмотрим работу схемы в различных режимах. При рассмотрении работы полуавтомата необходимо учитывать, что все приведенные схемы (см. рис. 86, 87 и 88) работают совместно. [c.196]
Описание, назначение и технические характеристики полуавтомата (ПДГ-3010 или подобного). Его принципиальная электрическая схема, описание её работы. Схема и описание монтажа внешних электрических соединений полуавтомата. [c.88]
Работа электрической схемы управления полуавтомата. [c.89]
Шланговый полуавтомат типа ПДШ-500 имеет по сравнению с полуавтоматами ПШ-5 две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС-1000. Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки. Подающий механизм, смонтированный на подвижной тележке, работает от электродвигателя постоянного тока через понижающий редуктор. Ведущий и нажимный ролики подают электродную проволоку из кассеты по шлангу в зону сварки. Скорость подачи электродной проволоки устанавливают реостатом, включенным в цепь обмотки электродвигателя. На тележке укреплен бункер с устройством для пневматической подачи флюса в зону сварки. Воздух используется от заводской воздушной сети или от компрессора. На специальной панели тележки установлены измерительные приборы и устройства управления. [c.214]
Сложная электрическая схема полуавтомата не надежна в работе. Большой вес передвижного агрегата (весит 65 кг) отрицательно сказывается на его маневренности. Принудительная подача флюса, прогрессивная по идее, не оправдала себя на практике, так как затруднительна уборка флюса и велики его потери. Кроме того, сама система ненадежна в работе выходит из строя механизм флюсоподающего устройства и часто засоряется флюсоподающий шланг. [c.341]
Упрощена электрическая схема полуавтомата (рис. 145), обеспечивающая его работу без кнопки Пуск . Начало сварки и подачи проволоки осуществляется закорачиванием электрода на изделие. В Рис. 144, Де>ржатель ДШ-54 конце сварки при обрыве дуги подача электродной проволоки автоматически прекращается. [c.279]
Настройка полуавтомата на заданный режим сводится к следующему а) по таблице выбирается режим сварки б) рукоятками коробки скоростей на подающем механизме устанавливается требуемая скорость подачи электрода в) дросселем-регулятором или регулятором генератора постоянного тока устанавливается требуемый ток и напряжение дуги и проверяются по показаниям цpибopoвi во время пробных наплавок. Электрическая схема полуавтомата ПШ-54 надежно и устойчиво работает при напряжении [c.207]
Полуавтомат ПШ-5 (фиг. 129, а) работает по принципу постоянной скорости пояачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Принципиальная электрическая схема приведена на фиг. 129, б. [c.347]
Гидравлическая и электрическая схемы модернизированного пресса обеспечивают его работу на следующих четырех режимах наладка полуавтомат — прямое прессование без подпрес-совок полуавтомат — прямое прессование с подпрессовками полуавтомат — литьевое прессование. [c.124]
На фиг. 25 изображен общий вид выпрямителя ВС-200. Все части выпрямителя заключены в корпус со съемными стенками, в которых выштампованы пазы, улучшающие охлаждение выпрямителя во время работы. В прямоугольный вырез на передней. стенке корпуса может устанавливаться пульт управления полуавтомата А-547-р, применяющегося для сварки тонкой проволокой. Электрическая схема выпрямителя представлена на фиг. 26. На фиг. 27 показано относительное расположение всех частей выпрямителя. [c.55]
Полуавтомат А-547у (усиленный) отличается от полуавтомата А-547р несколько измененной электрической схемой, большим диапазоном скоростей подачи проволоки и наличием отсекателя газа. Подающий механизм А-547у более падежен в работе. Полуавтомат имеет раздельное отключение подачи проволоки и тока, благодаря чему повышена работоспособность силового контактора. [c.59]
mash-xxl.info
Электрическая схема - полуавтомат - Большая Энциклопедия Нефти и Газа, статья, страница 2
Электрическая схема - полуавтомат
Cтраница 2
Электрическая схема полуавтомата ПШ-5 представлена на фиг. Схема обеспечивает дистанционное включение и выключение сварочного тока и двигателя механизма подачи. [16]
Электрическая схема полуавтомата ПГШ-3 обеспечивает подачу проволоки вхолостую на заправочной скорости, включение сварочного напряжения и предварительную подачу углекислого газа для продувки магистрали, автоматическую подачу проволоки с рабочей скоростью одновременно с возбуждением сварочной дуги и остановку механизма подачи с торможением двигателя при прекращении сварки, обдув углекислым газом конечного участка шва и выключение сварочного напряжения и подачи газа. [17]
Электрическая схема полуавтомата А-547-р с раздельным включением электродвигателя подачи проволоки и цепи сварочного тока приведена на фиг. [18]
Электрическая схема полуавтомата ПДГ-507 обеспечивает: дистанционное включение привода подачи электродной проволоки, включение электромагнитного клапана, задержку отключения газа после окончания сварки. При нажатии на кнопку Кн1, запитываются реле Р1 и РЗ; контакты реле Я / включают двигатель подачи электродной проволоки, контакты реле Р2 - катушку электромагнитного клапана ЭГК - Электродная проволока и защитный газ подаются в зону дуги. [19]
Электрическая схема полуавтомата типа ПДГ-500УЗ обеспечивает дистанционное включение и выключение двигателя подачи электрода, наличие защитного газа в зоне сварки в момент зажигания дуги и задержку отключения газа после прекращения сварки, включение и выключение сварочного выпрямителя при двух режимах работы. [20]
Однако электрическая схема полуавтомата значительно упрощена. [21]
Упрощена электрическая схема полуавтомата ( рис. 145), обеспечивающая его работу без кнопки Пуск. Начало сварки и подачи проволоки осуществляется закорачиванием электрода на изделие. В Рис - 144 - Держатель ДШ-54 конце сварки при обрыве дуги подача электродной проволоки автоматически прекращается. [22]
Упрощен) электрическая схема полуавтомата ( фиг. [23]
Вследствие этого электрическая схема полуавтомата достаточно сложная. [24]
Основное отличие электрической схемы полуавтомата от автомата заключается в том, что в полуавтомате после окончания очередного цикла обработки повторное включение его осуществляется рабочим. [26]
Особенностью устройства электрической схемы полуавтомата является то, что в ней нет отдельного источника тока для питания цепей управления и нет высокого напряжения. Вся аппаратура управления ( контактор, подогреватель газа) и электродвигатель механизма подачи электродной проволоки питаются током сварочной цепи. [27]
При этом в электрическую схему полуавтоматов обязательно вводится реле времени для периодического разрыва дуги и дозировки расплавленной электродной проволоки. Для подачи электродной - проволоки в зону сварки применяют обычный шланговый электрододержатель ( рис. IV.11), приспособленный для прерывистой сварки. В электрододержате-ле сопло имеет форму колокола для свободного формирования заклепочной головки; в колоколе имеются отверстия для выхода газов. [29]
На рис. 52 показана электрическая схема полуавтомата ПДШМ-500 для сварки на постоянном и переменном токе. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
- Подогреватель газа для полуавтоматической сварки
- Сварочный полуавтомат принципиальная электрическая схема

- Автомат проволочно гвоздильный

- Аврора полуавтомат 160

- Автоматические стабилизаторы напряжения

- Автоматика для генератора своими руками

- Автоматическая дуговая сварка под флюсом
- Станки автоматы

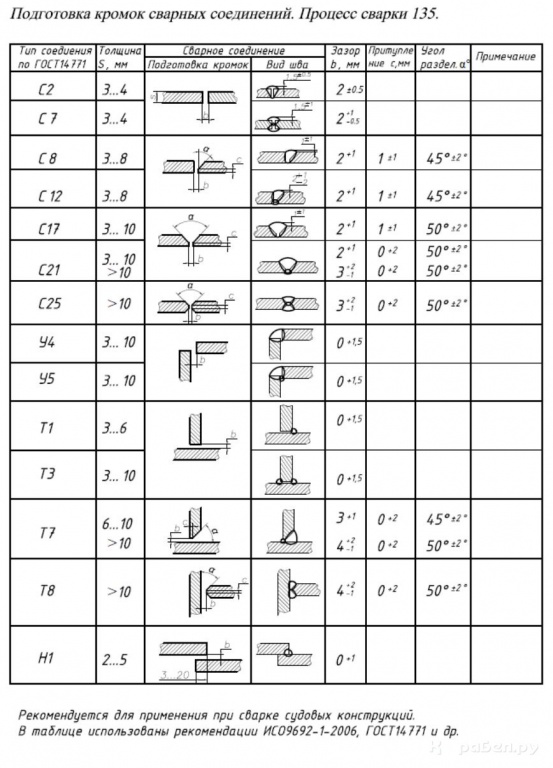
- Полуавтоматическая сварка судовых конструкций
- Полуавтомат сварочный инверторный аврора про оверман 180
- Саипа ресанта полуавтомат
