Учебник частного сварщика. Для чего индуктивность на полуавтомате
Что такое индуктивность в сварочном полуавтомате?
18.03.2017

Если объяснять простым языком, при сварке в режиме полуавтомата сварочная проволока, касаясь металла, вызывает короткое замыкание, в этот момент напряжение падает почти до нуля. Такое изменение напряжения дуги приводит к соответствующему изменению сварочного тока. Если бы источник питания реагировал на это изменение мгновенно, то очень большой ток немедленно начал бы течь через сварочный контур, вызывая быстрое сгорание проволоки и сильное разбрызгивание металла. Вот тут на помощь приходит индуктивность — процесс в электрической цепи, который замедляет скорость нарастания тока. Ток, проходящий через катушку индуктивности, создает магнитное поле, влияющее на скорость нарастания сварочного тока. Для каждой скорости подачи сварочной проволоки существует оптимальное значение индуктивности. Маленькая индуктивность приводит к чрезмерному разбрызгиванию. При большей индуктивности, увеличивается время отделения капли, с плавным перетеканием ее в сварочную ванну, а это способствует более качественному и гладкому сварному шву.
Если подытожить
При максимальной индуктивности (время скорости нарастания сварочного тока минимально) мы имеем: большую глубину проплавления металла, более жидкую сварочную ванну, гладкий сварочный шов с ровным валиком. При минимальной индуктивности (время скорости нарастания сварочного тока максимально) мы имеем: более высокое разбрызгивание, низкую температура дуги, более выпуклый валик сварного шва.
Но как купить сварочный полуавтомат с оптимальными параметрами?
 Мировые лидеры, производящие оборудование для сварки, выпускают полуавтоматы с возможностью регулировки индуктивного сопротивления. Эти сварочные аппараты стоят немалых денег, однако значительно облегчают сварочный процесс, привнося в него качество сварки. Первый сварочный полуавтомат производства Украина был разработан в Запорожье компанией «Атом-сварка». Сварочный инвертор полуавтомат Атом I-180 MIG/MAG имеет уникальную возможность регулировки скорости нарастания сварочного тока. Инженеры добились прекрасных результатов в сварке благодаря использованию продвинутых решений в области цифровых технологий.
Мировые лидеры, производящие оборудование для сварки, выпускают полуавтоматы с возможностью регулировки индуктивного сопротивления. Эти сварочные аппараты стоят немалых денег, однако значительно облегчают сварочный процесс, привнося в него качество сварки. Первый сварочный полуавтомат производства Украина был разработан в Запорожье компанией «Атом-сварка». Сварочный инвертор полуавтомат Атом I-180 MIG/MAG имеет уникальную возможность регулировки скорости нарастания сварочного тока. Инженеры добились прекрасных результатов в сварке благодаря использованию продвинутых решений в области цифровых технологий.
Сварочный полуавтомат Атом-180 — это очень легкий и надежный (при этом достаточно мощный) аппарат. Нет необходимости использовать в нем огромный дроссель для регулировки индуктивности, все это происходит на электронном уровне за счет применения современных микропроцессоров и соответствующего программного обеспече-ния. Полуавтомат Атом прост в управлении и имеет функционал брендовых европейских сварочников. Помимо функции полуавтоматической сварки, данный сварочный инвертор имеет режимы ручной дуговой сварки РДС(MMA) и сварки тугоплавким электродом в среде аргона ТИГ(TIG).
Купить сварочный полуавтомат Атом I-180 MIG/MAG можно в нашем магазине, позвонив по одному из номеров на сайте.
Учебник частного сварщика: Глава 7. ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА
1) сварка производится при малом напряжении холостого хода трансформатора, что позволяет использовать обычную электрическую проводку;
2) отсутствует шлак, что дает возможность хорошо контролировать процесс образования шва;
3) не надо делать остановки на смену электрода;
4) возможность сварки как толстого, так и тонкого металла;
5) высокая скорость сварки и связанные с этим малые деформации металла.
Чаще всего такую сварку приобретают те, кто занимается кузовным ремонтом автомобилей.
Принцип работы полуавтомата
Полуавтоматом можно сваривать как тонкую автомобильную сталь, так и пластины толщиной до 10 мм. Этого вполне достаточно для выполнения всех заказов частного сварщика. Такая универсальность полуавтоматов обусловлена способом формирования сварочного шва. Этот способ можно охарактеризовать как контактно-дуговой (для тонкого металла).
Вы, наверное, замечали, как опытный сварщик варит тонкий металл электродом диаметром 3 мм. Он периодически гасит дугу, удлиняя ее. Такой способ позволяет варить тонкий металл на большом токе, не прожигая металл. В полуавтомате функции гашения дуги выполняются автоматически со скоростью гораздо большей, чем это может позволить себе сварщик. Такая возможность обеспечивает высокое качество сварки тонкого металла. На практике это выглядит так (Рис. 7. 1.):
при соприкосновении конца проволоки (1) с металлом в месте контакта выделяется тепло, проволока разогревается.
Разогрев проволоки приводит к началу ее плавления (2). Расплавляясь, проволока становится тоньше.
Утоньшение разрывается, и возникает дуга (3). Дуга оплавляет оторвавшуюся каплю и, удлинившись, гаснет. Автомат подает проволоку вниз, процесс повторяется вновь. Весь цикл возникновения-гашения дуги повторяется со скоростью примерно 90 раз в секунду, из-за этого дуга при сварке издает характерный шипящий звук.
Устройство полуавтомата
Полуавтомат состоит из следующих элементов:
- выпрямитель переменного тока;
- механизм подачи проволоки;
- баллон с защитным газом;
- подогреватель и осушитель газа;
- шланг для подачи проволоки, электроэнергии и защитного газа к пистолету;
- сварочный пистолет с кнопкой включения сварочного тока, подачи проволоки, защитного газа;
- провод «массы» для включения свариваемой детали в электрическую цепь.
Выпрямитель переменного тока
Выпрямитель переменного тока полуавтомата отличается от аналогичного выпрямителя для дуговой сварки покрытым электродом.
Прежде всего, для полуавтомата требуется выпрямитель с жесткой выходной характеристикой, то есть выдаваемое им напряжение не должно изменяться под воздействием изменения сварочного тока. Это необходимо для быстрого расплавления конца проволоки при соприкосновении ее с металлом.
Жесткая выходная характеристика трансформатора получается при непосредственной намотке вторичной обмотки поверх первичной. Регулировка тока должна осуществляться отводами от витков вторичной обмотки.
Напряжение трансформатора полуавтомата также отличается. Оно должно быть от 18 до 30 вольт. Регулируется отводами от вторичной обмотки трансформатора с таким расчетом, чтобы ступенчато изменять напряжение на величину 3 - 4 вольта.
Включать сопротивление между выпрямителем и сварочной проволокой запрещается.
Конденсаторы фильтра и дроссель также не требуются. Дроссель с небольшой индуктивностью может быть использован для уменьшения разбрызгивания металла.
Механизм подачи проволоки
Полуавтомат потому и называется полуавтоматом, что проволока здесь подается автоматически, а сварка производится вручную.
Катушка для проволоки крепится на специальный штырь, имеющий тормозную пружину. Пружина не дает раскручиваться катушке по инерции в случае остановки подающего механизма.
Подающий механизм (Рис. 7. 3.) состоит из электромотора, редуктора, подающего и прижимного ролика.
Электромотор имеет плавный регулятор оборотов. Ручка регулятора оборотов вынесена на внешнюю панель. Ею сварщик устанавливает скорость подачи проволоки.
Редуктор должен понижать скорость вращения электромотора таким образом, чтобы скорость подачи проволоки находилась в пределах 100 – 300 м/час.
Подающий ролик имеет кольцевую канавку, удерживающую проволоку. Прижимной ролик с помощью пружины создает необходимое толкающее усилие. Сжатие пружины можно регулировать вручную.
Защитные газы
Если вы планируете использовать полуавтомат только для сварки кузовов автомобилей, в качестве защитного газа вам вполне подойдет сварочный углекислый газ. При отсутствии такового можете использовать углекислый газ, предназначенный для газирования воды.
Некоторая пористость шва, получающаяся при использовании пищевого углекислого газа, в кузовных работах вполне допустима.
Если вы рассчитываете заниматься не только кузовами, но и более ответственными работами, например, сваркой емкостей, работающих под давлением, то необходимо подумать о более надежной защите.
Самый лучший вариант – использовать для защиты места сварки смесь аргона и углекислого газа. Аргона в смеси должно быть 75 – 85%, углекислого газа 15 - 25%. Такая смесь дает высокое качество шва. Чистый аргон использовать нельзя, так как дуга будет удлиняться до токоподводящего мундштука, и равномерная сварка не получится.
При невозможности приобрести такую смесь, используйте осушенный сварочный или пищевой углекислый газ.
Осушитель углекислого газа
Схема осушителя углекислого газа приведена на Рис. 7. 4.
Влага, содержащаяся в углекислом газе, вызывает пористость шва. Удалить ее можно, используя простейший осушитель.
Влагопоглотитель засыпается в корпус и с двух сторон уплотняется фильтрами твердых частиц и решетками. Решетка на выходе для надежности поджимается пружиной.
В качестве влагопоглотителя можно использовать силикагель, алюмогликоль, медный купорос, хлористый кальций.
Силикагель и медный купорос можно восстанавливать, прокаливая при температуре 250 - 500°С в течение 1 – 2 часов.
Подогреватель
При сварке металла более толстого, чем автомобильный кузов, приходится устанавливать повышенный расход защитного газа.
Углекислый газ в баллоне получается путем испарения жидкой углекислоты. При повышенном испарении углекислота сильно охлаждается, и углекислый газ, проходящий через редуктор и осушитель, может превращаться в лед, забивающий проходные каналы.
Сильно охлажденный газ предварительно подогревается специальным подогревателем. Схема подачи защитного газа с использованием подогревателя и осушителя приведена на Рис. 7. 5.
Сильно охлажденный газ выходит из баллона, подогревается в подогревателе, отдает излишнюю влагу в осушителе и выходит на манометр.Манометр можно использовать обычный кислородный, или же приобрести специальный углекислотный. Разница между ними несущественна.
Схема подогревателя изображена на Рис. 7. 6.
Нагревательный элемент питается напряжением 20 – 36 вольт. Газ, проходя по змеевику, нагревается до температуры 10 - 15°С.
Шланг подвода газа, проволоки, электроэнергии
Разрез такого шланга изображен на Рис. 7. 7.
Резиновая оболочка является направляющей для подвода защитного газа.
Ток к токосъемнику подводится по многожильной токоподводящей оплетке.
Спираль облегчает скольжение сварочной проволоки.
Ток к сварочной проволоке подводится с помощью токосъемника.
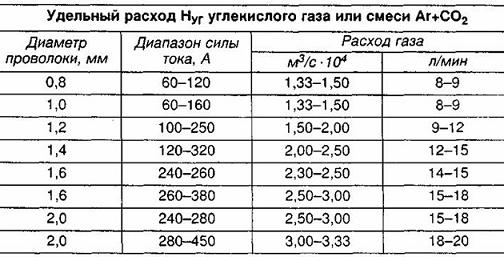
Соотношение между диаметром сварочной проволоки и внутренним диаметром спирали и токосъемника смотрите по Таблице 7. 1.
Сварочный пистолет
То, что держит сварщик в руке при сварке полуавтоматом, действительно напоминает пистолет: рукоятка, курок, ствол.
Курок, он же выключатель сварочного пистолета, выполняет три функции. Одним нажатием курка мы включаем подачу сварочного тока, защитного газа, сварочной проволоки.
Если вы приобретаете готовый сварочный пистолет, обратите внимание на Рис. 7. 8.; возможно, это то, что вам как раз нужно.
Пистолеты заводского изготовления, как правило, поставляются вместе со шлангами.
Полуавтоматом можно производить сварку алюминия. Для этого требуется защитный газ аргон и пистолет, изображенный на Рис. 7. 9.
Во время работы пистолет нуждается в постоянном уходе. Брызги металла, в изобилии образующиеся при газовой сварке, попадают в полость между газовым соплом и контактным наконечником. Их необходимо регулярно удалять маленькой отверткой.
Второе приспособление, что должно быть всегда под рукой, – кусачки-бокорезы. Ими удаляется излишек сварочной проволоки.
В процессе сварки необходимо контролировать такой параметр, как вылет сварочной проволоки (Рис. 7. 10.). Его величина часто указывается в специальных таблицах.
При желании сварочный пистолет можно изготовить самостоятельно. Один из вариантов такого изготовления показан на Рис. 7. 11. Шланг для подвода газа здесь выполнен отдельно. Сварочный ток и проволока подаются по общему шлангу. Токоподводящий наконечник сделан из мундштука газовой горелки.
Сварочная проволока
В полуавтомате лучше всего использовать два вида сварочной проволоки.
Первый – проволока, легированная марганцем и кремнием. Ее марка СВ – 08 ГС или СВ ‑08 Г2С. При сварке выгорающие марганец и кремний замещаются поступающими из проволоки. Углекислый газ является активным, при высокой температуре дуги он разлагается на углерод и кислород. Кислород активно окисляет плавящийся металл, что вызывает поры. Марганец и кремний удаляют кислород из сварочной ванны. Такую проволоку рекомендуется использовать в помещении, где нет ветра, сдувающего защитный углекислый газ.
Вторую разновидность проволоки можно использовать при сварке вне помещений. Она является самозащитной, углекислый газ для ее защиты не требуется. Марки такой проволоки: ЭП 245; ЭП 439; СВ 20ГСТЮА; СВ 15ГСТЮЦА. Кроме кремния и марганца проволока содержит алюминий, титан, церий, цирконий. Такая проволока дороже газозащитной, поэтому ее лучше использовать только для работы вне помещений. Качество шва, сваренного такой проволокой, ниже, чем газозащитной.
Проволока с флюсовой сердцевиной, она же порошковая, внутри наполнена флюсом, улучшающим качество сварки. Некоторые ее марки также являются самозащитными, и ими можно варить вне помещения: ПП-1ДСК; ПП-АНМ-1; ПП-АН7; ПП-АН11.
При покупке проволоки обращайте внимание на ее внешний вид. Загрязнения, ржавчина, следы масла очень быстро засорят спираль шланга вашего полуавтомата. Лучше всего, если катушка с проволокой будет упакована в герметичную полиэтиленовую пленку.
Выбор полуавтомата
При покупке полуавтомата вначале определитесь, для чего он вам нужен. Полуавтомат незаменим только при сварке тонкого листового металла, для чего его чаще всего и приобретают. Такой аппарат стоит недорого и способен работать от сети 220 В. Примерный образец такого полуавтомата смотрите на Рис. 7. 12.
Если вы планируете организовать стационарное мелкосерийное производство толстых металлических конструкций, стоит задуматься о приобретении полуавтомата профессионального типа (Рис. 7. 13.).
Между этими двумя крайними полюсами находится масса аппаратов бытового и полупрофессионального типов. Делая выбор, посмотрите в паспорте аппарата, на какую толщину металла и продолжительность сварки он рассчитан. Что такое продолжительность сварки, посмотрите еще раз Главу 3. При приобретении аппарата для кузовных работ выбирайте тот, что реализует дополнительную услугу в виде точечной сварки.
Выбор режимов сварки
При сварке полуавтоматом большое значение имеет полярность тока, напряжение на дуге, диаметр и вылет электродной проволоки, а также скорость подачи проволоки.
Чаще всего применяется постоянный ток обратной полярности. Величину тока установите по Таблице 7. 2. В некоторых аппаратах вместо шкалы сварочного тока имеется шкала установки напряжения на дуге. Регулировку можно производить любым из этих параметров.
Второй устанавливаемый параметр – скорость подачи сварочной проволоки. Скорость подачи сварочной проволоки имеет большое значение для нагрева и качества шва. При правильно выбранной скорости аппарат издает равномерный шипящий звук. Практически все современные аппараты обеспечивают плавную регулировку скорости подачи проволоки. Ручка регулировки устанавливается на передней панели аппарата.
Третья регулировка – расход защитного газа. При наличии редуктора с расходомером расход установите редуктором, нажав курок пистолета. Подачу проволоки при этом необходимо остановить, повернув влево до упора ручку регулировки подачи проволоки. Если это не помогает, поднимите нажимной рычаг прижимного валика (Рис. 7.14.). При отсутствии расходомера расход газа определите опытным путем, устанавливая давление на редукторе в пределах 0,3 – 0,8 кгс/см².
Два следующих параметра (скорость сварки и вылет электрода) поддерживайте в процессе сварки.
Подготовка полуавтомата к работе
Вначале положите пистолет с подсоединенным кабелем на пол, максимально выпрямив кабель.
Катушку с проволокой освободите от полиэтиленовой упаковки, кусачками откусите загнутый конец проволоки. С торца откушенной проволоки напильником удалите заусеницы. Придерживайте проволоку свободной рукой, иначе она размотается.
Катушку с проволокой вставьте в аппарат и заведите свободный конец проволоки в направляющие.
Регулятор подачи проволоки поставьте на минимальные обороты и включите механизм подачи.
Дождитесь выхода проволоки из пистолета и откусите ее по размеру вылета (Таблица 7. 2.).
Дальше установите силу прижимного усилия. В разных конструкциях она может устанавливаться по-разному, но принцип везде один: сила нажима прижимного ролика регулируется сжатием (растяжением) пружины. В процессе работы проволока может привариваться к токосъемному наконечнику, и, если давление прижимного ролика велико, она начинает скручиваться. Прижмите пистолет к полу, имитируя залипание проволоки. Включите подачу проволоки и понаблюдайте за подающим механизмом. Ролики должны вращаться, но проскальзывать. Поднимите пистолет и убедитесь, что проволока свободно подается. Регулировку можно считать завершенной.
Тренировочные упражнения
Особенностью сварки полуавтоматом является быстрое обучение такой сварке. Возьмите металлическую пластину толщиной 1 мм, установите режимы сварки по Таблице 7. 2. Поднесите пистолет на расстояние 10 мм от пластины и нажмите курок. В направлении наложения валика наклоните пистолет под углом 35° к пластине и равномерно перемещайте пистолет.
При формировании валика учитывайте три параметра: скорость ведения пистолета вдоль места сварки, скорость подачи сварочной проволоки, напряжение на дуге.
Пистолет ведите с такой скоростью, чтобы шов формировался равномерно без прожигания пластины и значительных наплывов на ее поверхности.
Скорость подачи сварочной проволоки является ключевой для получения качественного шва. Если скорость подачи слишком велика, то выступающая из пистолета ее часть будет раскаляться докрасна, издавая громкий треск. Проволока должна расплавляться прямо у шва. Потренируйтесь устанавливать эту скорость для различной толщины металла.
Напряжение на дуге установите, ориентируясь на форму шва, так, как это показано на Рис. 7. 15.
Практические работы
Полуавтомат наиболее удобен для ремонтной сварки автомобилей или изготовления тонких металлических конструкций.
При сварке автомобилей наиболее трудоемка не сама сварка, а подготовительные работы. От качества подготовки сильно зависит и качество сварки.
Если у вас нет опыта ремонта кузовов автомобилей, поработайте вначале в паре с опытным слесарем-жестянщиком.
Подготовительные работы начинаются с удаления смятой или проржавевшей детали кузова.
Внешняя деталь (крыло, порог) удаляется с использованием остро заточенного зубила. Для удаления сварных точек лучше всего использовать зубило, показанное на Рис. 7. 16.
Сварные точки автомобиля – довольно прочная конструкция, и при их удалении зубилом возможно смятие основы кузова, к которой в дальнейшем будет привариваться новая деталь. Более аккуратно деталь можно удалить, срезав ее угольным электродом или отрезным диском. При этом остается только узкая полоска, непосредственно контактирующая с оставляемой основой. Эта полоска удаляется так, как показано на Рис. 7. 17.
Вырезание проржавевшей части кузова осуществляется отрезным диском, угольным электродом или плазменным резаком. Удаляйте все части кузова, тронутые ржавчиной.
После удаления ржавой детали изготовьте по форме выреза заплатку: положите на вырезанное пространство ватман и обозначьте контур выреза (Рис. 7.18.).
Готовый шаблон положите на металлическую пластину, обведите белым или желтым карандашом. Вырежьте металлическую заплату. Толщина заплаты должна быть равна толщине ремонтируемого металла.
Следующей операцией будет очистка места сварки до металлического блеска. Наиболее подходит для такой цели обычный отрезной диск. За счет большой скорости вращения он разогревает старую краску, что способствует ее быстрому удалению.
Наиболее простой является сварка заплатки, закрываемой в дальнейшем ковриком, панелью и так далее.
В этом случае прихватываем заплатку в четырех-шести местах, затем делаем частые прихватки с расстоянием между ними 2 – 3 сантиметра. Плотно подгоняем нахлестку, удаляем выступающие части прихваток и привариваем в такой последовательности, как нам удобно.
Иногда случается, что из-за нагрева или некачественной подгонки между пластинами возникает увеличенный зазор. Его можно устранить, освоив метод прерывистой сварки. Сварку ведите, периодически выключая курок пистолета. Таким способом можно заполнять и отверстия в металле диаметром до 10 мм.
С заплаткой, размещаемой на внешней поверхности автомобиля, следует обращаться более осторожно. Она будет маскироваться только тонким слоем шпаклевки, поэтому здесь нельзя допускать небрежной подгонки и деформации в процессе сварки.
Такую заплатку следует сваривать короткими швами вразброс. Это уменьшает деформации в процессе сварки. После установки прихваток и удаления их выступающих частей производим сварку короткими швами. Каждый последующий шов располагаем как можно дальше от предыдущего. Длина шва – 0,5 – 2 см. Последними свариваем замыкающие участки между этими швами.
Внешняя облицовка автомобиля приваривается точечной сваркой. Полуавтомат, оборудованный приспособлением для точечной сварки, может выполнять сварку сплошных листов металла, однако более надежным является способ точечной сварки по отверстиям.
Отверстия просверливаем в той сопрягаемой детали, куда при сварке будет удобно ставить пистолет. Противоположную деталь зачищаем до металлического блеска. Диаметр отверстий 5 мм. Расстояние между ними выбираем соответственно заводской точечной сварке.
Деталь ставим на быстродействующие зажимы. Как показывает практика, таких зажимов должно быть не менее 6. Четыре ставятся по краям детали, а два стягивают листы в непосредственной близости от места сварки.
Плотно прижав пистолет к детали, нажимаем на курок. Время сварки устанавливаем 0,3 – 3 сек. Точки, полученные таким способом, по прочности не уступают заводским, выполненным электроконтактным способом.
При изготовлении металлических конструкций из листового материала также необходимо учитывать возможность деформаций. Примеры правильной последовательности сварки изображены на Рис. 7. 22 и 7. 23.
svarnoj.blogspot.com
Сваркацентр - Сварочный полуавтомат MIG
Полуавтоматическая сварка является одной из самых производительных видов сварки. В данной статье мы рассмортим типы сварочных полуавтоматов и их устройство.
Сварочный полуавтомат состоит из источника постоянного тока, устройства подачи проволоки, катушки, горелки и газового баллона с редуктором.
Ток подается на дугу по сварочной проволоке (проволока сварочная подключается к положительному полюсу), которая, расплавляясь, переносится на свариваемый металл. Непрерывная подача проволоки необходима, поскольку материал проволоки постоянно расходуется в процессе сварки.
По типу сварочный полуавтоматы делятся на инверторный сварочный полуавтомат и трансформаторный, на однокорпусной (со свтроенным механизмом подачи) и двух корпусной (с выносным механизмом подачи). В этой статье мы будем рассматривать только сварочный полуавтомат инверторного типа.
Для примера сравним инверторный полуавтомат Профи MIG 500 и Профи MIG 300Y
Профи MIG 500 (Rilon) - инверторный сварочный полуавтомат промышленного класса с выносным блоком подачи проволоки. Для продолжительной работы в тяжёлых условиях.

Профи MIG 300Y (Rilon) - инверторный сварочный полуавтомат, более подходящий для сварки кузовных работ, сварки-сборки небольших изделий.

Начнём с аппарата MIG 500 и MIG 350 (отличаются только по сварочному току). Инвертор состоит из двух частей: источник питания и подающий механизм. Для настройки сварочных параметров на передней панели подающего механизма размещены потенциометр регулировки сварочного тока и потенциометр сварочного напряжения. Над каждым из них нанесена шкала с данным параметром.

Вращая эти потенциометры, мы можем видеть изменения параметров на цифровых дисплеях, расположенных на передней панели источника. Также на передней панели блока подачи проволоки расположен евроразъём подключения сварочной горелки. Блок подачи оснащён четырёхроликовым подающим механизмом и кнопкой протяжки проволоки. Максимальный диаметр катушки 300 мм.
 Рассмотрим переднюю панель источника сварочного полуавтомата. С левой стороны размещены цифровые дисплеи сварочного тока и напряжения. Справа от них, в верхнем ряду, расположены потенциометры регулировки напряжения, заварки кратера, мягкости/жёсткости дуги (индуктивность), сварочного тока при сварке MMA (ручная дуговая сварка штучными электродами). Индуктивность - вспомогательная функция для облегчения сварочного процесса. Она позволяет регулировать мягкость и жёсткость дуги. Для глубокого проплавления дугу делают более жёсткой, но при этом увеличивается разбрызгивание. На мягкой дуге хорошо варить корень шва, поднимать вертикальный шов.
Рассмотрим переднюю панель источника сварочного полуавтомата. С левой стороны размещены цифровые дисплеи сварочного тока и напряжения. Справа от них, в верхнем ряду, расположены потенциометры регулировки напряжения, заварки кратера, мягкости/жёсткости дуги (индуктивность), сварочного тока при сварке MMA (ручная дуговая сварка штучными электродами). Индуктивность - вспомогательная функция для облегчения сварочного процесса. Она позволяет регулировать мягкость и жёсткость дуги. Для глубокого проплавления дугу делают более жёсткой, но при этом увеличивается разбрызгивание. На мягкой дуге хорошо варить корень шва, поднимать вертикальный шов.
Ниже расположены кнопки переключения выбора параметров, режимов и вида сварки. Первая кнопка выбора вида сварки MIG или MMA, дальше идёт выбор режима (вкл/выкл) заварки кратера (2-такт, 4-такт). Сварка в режиме 2-такт происходит следующим образом: зажав клавишу горелки мы производим сварку, а отпустив, сварка прекращается. В режиме 4-такт при зажатии клавиши, сварочный ток возрастает выше заданного (вспомогательная функция для разогрева сварочной ванны), а когда мы отпускаем клавишу, ток понижается до рабочего. В конце шва мы зажимаем клавишу вторично, заранее настроив потенциометр напряжения заварки кратера. Этот параметр должен быть ниже рабочих. Во избежание углубления в конце сварочного шва, мы его заплавляем. Отпускаем клавишу - сварка остановлена.
За кнопкой проверки газового клапана следует кнопка выбора проволоки: сплошная/порошковая. И замыкает это ряд кнопка выбора диаметра проволоки (1.0, 1.2, 1.6).
В нижней части сварочного источника расположены кабельные розетки и разъём подключения кабеля управления с блоком подачи проволоки. Для тех, кто варит в CO2, на задней панели расположена розетка подключения подогреватели газа СО2. В комплектацию входит источник, блок подачи проволоки, кабель-пакет 5 метров, клемма (земля) 3 метра, электрододержатель 3 метра. Для удобного перемещения источник оснащён колёсами.
Инвертор прост в применении, мобилен, надёжен.
Аппарат из серии Профи MIG 300Y и MIG 200G имеют встроенный блок подачи проволоки с двухроликовым подающим механизмом, кнопкой протяжки проволоки и кнопкой увеличения протяжки проволоки. Максимальный диаметр катушки 300 мм. На передней панели расположены:
- евроразъём подключения сварочной горелки.
- кабельная розетка для подключения клеммы (земля).
- тумблер включения/ выключения аппарата.
- потенциометр сварочного напряжения и потенциометр сварочного тока.
- тумблер с обозначением черепахи и зайца. Для корректировки скорости подачи проволоки
- для отображения сварочных параметров передняя панель оснащена стрелочными индикаторами сварочного тока и сварочного напряжения.
Для тех, кто варит в CO2, на задней панели расположена розетка подключения подогревателя газа СО2. Купить подогреватель углекислого газа можно в разделе каталог сварочного оборудования.Для удобного перемещения источник оснащён колёсами.
В комплектацию входит сварочный источник, сварочная горелка, клемма (земля) 3 метра, газовый рукав.
Если вы ищите аппарат для полуавтоматической сварки алюминия, то рекомендуем прочитать статью "Сварка алюминия полуавтоматом".
Купить сварочный полуавтомат и подробнее ознакомится с ассортиментом вы можете в разделе нашего интернет-магазина.
xn--80aaeoxurebr5b.xn--p1ai