Дым во время сварки. Влияние аргона при сварке на организм человека
Вредность сварки на органиизм человека
Дым во врем сварки будь то ручная дуговая MMA, TIG, MIG/MAG, газовая несет в себе опасность на здоровье человека. Вместе с ним поднимаются различные тяжелые металлы и химические соединения, практически треть таблицы Менделеева. Каждое вещество может по разному влиять на организм человека. О самых опасных пойдет речь.
Марганец Mn используют как раскислитель металла в металлургии. Делает металл более жидким и податливым. Во время термической реакции с другими металлами поднимается в виде мелких частиц. Передозировка в 40мг приводит к потери аппетита, сонливость, ухудшение памяти, повышенная утомляемость. Является политропным ядом. Длительное воздействие приводит к нарушению дыхания, сердечно-сосудистой системы, функционированию мозга, центральной нервной системы.
Цинк Zn используют как легирующий коррозиестойкий материал в латуне может быть до 50% содержания. Придает особые свойства металлу. При сгорании образуется белый дым и порошок оксид. Покрывают им трубы, листы и тому подобное. Суточная доза не должна превышать 11мг. Передозировка приводит к ухудшению здоровья. Симптомы сопутствующие такие как: появление во рту сладкого привкуса, тошнота, рвота, сильная жажда, озноб, повышенная сонливость, сухой кашель, давящая боль в области груди, резкое повышение температуры тела. Длительное воздействие приводит к онкологии внутренних органов. Может развиться почечная недостаточность, нарушение функции кровообращения, сердца, судороги икроножных мышц.
Медь Cu металл используется как в чистом виде так и в сплавах бронзы, латуни, и в других металлах. Обладает высокой теплопроводностью и электро-проводимостью. Широко применяется в промышленных отраслях, в быту. Избыток при вдыхании паров и частиц меди приводит к функциональному расстройству нервной системы, медная лихорадка, слезотечение, раздражение слизистых оболочек дыхательных путей, головной боли, слабость, мышечная боль, проливной пот. Длительное воздействие влечет за собой нарушение функций почек, цирроз печени, аллергодерматоз, анемия. Особенно при сварке меди и её сплавов наблюдаются такие симптомы.
Бор В применяют в металлургии для легирования сталей и цветных металлов. В процессе сварки испаряется, образуя различные химические соединения. Признаки отравления раздражение глаз и носоглотки, судороги, психическое нарушение, двоится в глазах, рвота, тошнота.
Никель NI при испарении попадая в дыхательные пути может снизить моторику легких, хронический бронхит, рак легких.
Кремний Si накопление в легких при вдыхании паров приводит к болезни силикоз, связанная с затруднением дыхания.
Калий К применяется в обмазке электрода с кремнием. Силикат калия или жидкое стекло. При попадании в виде мелких частиц в легкие может вызвать серьезные осложнения. Наблюдается общая мышечная слабость, чаще тянет в туалет по маленькому, потливость обильная, усиливается риск диабета.
Азот N газ который применяют при сварке при вдыхании в чистом виде воздействует на центральную нервную систему. Побочные действия его проявления такие как необоснованное волнение страх, беспокойство, судороги и спазмы икроножных мышц, нарушение дыхания, боль в груди, тахикардия, гипертермия, нарушение сознания.
Углекислый газ СО2 используют как защитный газ во время сварки. В плохом вентилируемом помещении увеличивается его допустима концентрация. Это сказывается на состоянии человека. Так как он еще увлекает в след за собой еще и азот. Проявляется отравление в виде нарушение координации движения, головную боль, зрительное раздражение на яркий свет, замедленная моторика, умственная усталость.
Аргон газ Ar применяют в TIG сварке MIG/MAG, обладает инертными свойствами не взаимодействует с металлами. Тяжелее воздуха. Однократное вдыхание чистого аргона вызывает эйфорию. Сопровождается это вытеснением из организма человека кислорода и замещает его. При последующем длительном воздействии наступает тяжесть в лобной части головы, ощущение жары по всему телу, покалывание в конечностях.
Хром Cr применяют в металлургии для легирования сталей различных сплавов, гальваника, прочее. При попадании в большом количестве в виде частиц и химических соединений дает о себе знать. Кожные высыпание дерматит, экземы, развитие язвы желудка, бронхиальной астмы, развитие болезней почек печени. Особенно при сварке нержавеющих жаропрочных сталей.
Железо Fe избыток его может привести к повреждению головного мозга, почек, печени. Признаки отравления: желтоватый оттенок кожи, нарушение ритма сердца, тошнота, потеря аппетита, боли в желудке.
Кроме газов все элементы взаимодействуют между собой, усиливают процесс всасывания в организм в результате чего получаем критическую дозу отравления. Пожалуйста пользуйтесь респираторами которые нейтрализуют примеси находящиеся в дыме во время сварки. Порой не сразу проявляется а только спустя некоторое время. Допустим всю неделю проработали ни чего плохого не случилось а на выходные дома уже при отдыхе чувствуется усталость. При этом физическим трудом не занимаетесь. Вот пожалуйста действие этих элементов на организм.
weldingmedia.ru
Влияние газа на процесс сварки
Главная » Все новости
07.02.2017
В данной статье рассматривается влияние состава защитных газов на процесс формирование сварочного валика и прочность соединения.
Расплавленный металл сварной ванночки мгновенно вступает в реакцию с кислородом, находящемся в окружающей среде – воздухе, что приводит к образованию газообразной окиси и хрупкости тела шва, к тому же наличие кислорода в воздухе вызывает неустойчивость сварочной дуги. В комплексе данные процессы в значительной мере снижают качество сварного соединения.
При выполнении сварки в полуавтоматическом режиме применяют сварочную проволоку, содержащую легирующие присадки Si, Mg, Ti, и защитные газы, в частности аргон и двуокись углерода, которые эффективно защищают дугу и молекулярную структуру раскаленного металла от взаимодействия с кислородом и способствуют получению прочного и аккуратного шва.
Но химическая природа инертного аргона и активного углекислого газа тоже в значительной мере оказывают воздействие на процесс формирования валика и интенсивность провара. При выполнении сварки углекислотой обеспечивается эффективный перенос металла и более глубокий провар толщи металла и формируется аккуратный шов с минимальным образованием шлаков. Но углекислота имеет один существенный недостаток – негативное воздействие на окружающую среду и человеческий организм. Сварка под защитой аргона более эффективна при обработке цветных сплавов, а при обработке стальных сплавов ионизация околодугового пространства ионами газа частично снижает интенсивность термического влияния, что обуславливает неглубокий провар.
Поэтому чаще всего применяют смесь этих двух газов. Практика показала, что углекислота способна влиять на качество сварки даже при незначительном добавлении, а смесь на основе аргона и двуокиси углерода способствует минимизации образования брызг, повышению производительности работ и снижению энергопотребления
Присутствие CO2 в аргоне в диапазоне от 2 до 15 % сохраняет интенсивность капельного переноса, аналогичную сварке чистым аргоном, но позволяет увеличить токовую нагрузку, а, следовательно, и глубину провара. Если процентную долю двуокиси углерода увеличить до 20 ÷ 25 %, то перенос металла становиться крупнокапельным.
Процентное соотношение двух газов и скоростной режим подбираются в зависимости марки стали и толщины стенки обрабатываемого металлоизделия. Для толстостенных металлоконструкций от 6 мм скорость сварки должна быть не более 200 мм/мин и оптимальным будет использование смеси в процентном соотношении ¾ Ar + ¼ CO2. Чтобы избежать проваров на тонкостенных металлоизделиях, лучше сделать пробу при 2% CO2.
svarochny-invertor.ru
Экологические проблемы MIG/MAG сварки
 На рисунке, ясно видно, что, несмотря на обилие информации об опасности и вредности процессов сварки, проблемы по-прежнему существуют. Оператор не защищенными от короткого ультрафиолета руками демонстрирует работу сварочной головки. Хотелось бы думать, что за кадром есть сварочный щиток, местное вытяжное устройство с очисткой воздуха или средство индивидуальной защиты от озона органов дыхания оператора.
На рисунке, ясно видно, что, несмотря на обилие информации об опасности и вредности процессов сварки, проблемы по-прежнему существуют. Оператор не защищенными от короткого ультрафиолета руками демонстрирует работу сварочной головки. Хотелось бы думать, что за кадром есть сварочный щиток, местное вытяжное устройство с очисткой воздуха или средство индивидуальной защиты от озона органов дыхания оператора.
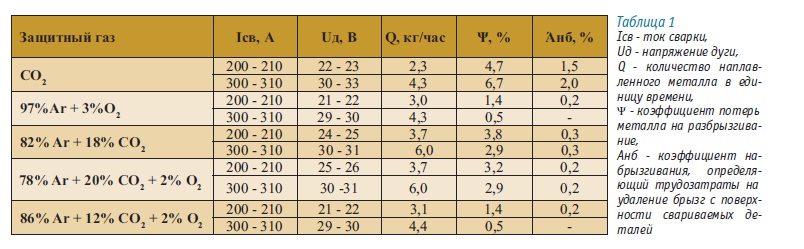
MIG/MAG сварка выполняется как в углекислом газе, так и в защитных газовых смесях. Состав наиболее применяемых смесей и характеристики процесса представлены в таблице 1.
Содержащие аргон многокомпонентные газовые смеси имеют технические преимущества перед чистым углекислым газом и уверенно заполняют рынок сварочных технологий. И если проблемы условий и безопасности труда при сварке в аргоне ранее сосредотачивались лишь на оборонных предприятиях, то сейчас они встают перед сварщиками во всех отраслях промышленности.
Проблема фотохимических реакций в воздухе, окружающем сварочную дугу
Более сорока лет назад было установлено, что основным источником опасных и вредных факторов сварки в защитных газах является световое излучение ионизированного в дуге аргона. Пики излучения короткого ультрафиолета ионизированного аргона приходятся на 185.0, 194.1, 197.1 и 200.0 нм. Это излучение характерно для Солнца в открытом космосе. До поверхности Земли от Солнца доходят только лучи длиной 290 нм, более короткие тормозятся атмосферой. Поглощение фотона с длиной волны ~ 100-1500 нм, чему соответствует энергия 0,8-12,4 эВ (80 - 1200 кДж/моль), вызывает квантовый переход молекул воздуха и веществ, содержащихся в нем, из основного электронного состояния в одно из возбужденных состояний, или фотоионизацию - отщепление электрона и образование катион-радикала с последующими так называемыми фотохимическими реакциями. (Ю. С. Другов, В. Г. Бе-резкин. Газохроматографический анализ загрязнённого воздуха. – М.: Химия, 1981, 256 с.).
Наиболее активная часть излучения, длиной до 157 нм, тормозится воздухом в радиусе 0,5 м от центра дуги. На расстояние до 1 м доходит излучение длиной до 184 нм и на расстояние до 10 м - 212 нм. При торможении короткого ультрафиолета происходят фотохимические реакции как с основными газами воздуха, так и с многокомпонентной смесью загрязнителей воздуха рабочих мест, содержащих множество токсичных веществ, относящихся к химическим соединениям различных классов. В настоящее время наиболее изучены реакции с молекулярным кислородом и азотом, с образованием озона и оксида азота.

Озон - О3, аллотропная форма кислорода, является мощным окислителем. В отличие от молекулы кислорода, молекула озона состоит из трех атомов и имеет более длинные связи между атомами кислорода. По своей реакционной способности озон занимает второе место, уступая только фтору. Благодаря своей химической активности озон имеет очень низкую предельно допустимую концентрацию в воздухе (соизмеримую с ПДК боевых отравляющих веществ) 5·10-8 % или 0,1 мг/м3, что в 10 раз больше обонятельного порога для человека. Иными словами, если чувствуешь запах озона, то в помещении его в десять раз больше, чем допустимо санитарными нормами. Озон - газ, токсичный при вдыхании. Он раздражает слизистую оболочку глаз и дыхательных путей, повреждает ткани легких. Высокие токсичные концентрации озона вызывают раздражение дыхательных путей, кашель и головокружение.
Окись азота – NО. На воздухе быстро окисляется в двуокись азота - NО2, которая и играет основную роль при отравлении окислами. Предельно допустимая концентрация 2мг/м3 (среднесуточная 0,04 мг/м3). Окислы азота вызывают поражение глубоких отделов воздухоносных путей, в тяжелых случаях – отек легких. Изменения со стороны верхних дыхательных путей при этом слабо выражены.
Отравление озоном и окислами азота при высоких концентрациях может привести и к летальному исходу, причем смерть наступает в результате паралича дыхания.
В воздухе производственных помещений практически всегда содержатся углеродсодержащие примеси, которые поступают в помещения, где производится сварка, либо с атмосферным воздухом, либо от рядом выполняющихся работ по обезжириванию, окраске, переработке пластмасс, термических процессов и литейных работ.
Возбужденные светом молекулы органических веществ могут вступать в различные химические реакции. При этом активность полученных соединений может быть выше, чем в их основном состоянии. В результате происходят необычные химические превращения, не свойственные веществам в невозбужденном состоянии. Токсикология полученных соединений пока не изучена. Но, например, известно, что совместное фотохимическое окисление углеводородов и оксидов азота приводит к образованию токсичных веществ группы ПАН (пероксиа-цетилнитрата и др.). Уже при концентрации 0,2 мг/м3 эти вещества обладают резким слезоточивым действием, повреждают растения и разрушают резину. В более высоких концентрациях они, также как озон и окислы азота, опасны для легких.
Распределение токсичных веществ, образованных в результате фотохимических реакций на рабочих местах сварщиков, практически не изучено. Отдельные сведения о случаях острых отравлений с поражением легких при плохой вентиляции не систематизированы. По нашим наблюдениям, при сварке плавящимся электродом титановых сплавов в аргоне концентрация озона на рабочих местах варьировалась от 8 до 30 ПДК. Все рабочие применяли средства защиты органов дыхания. В результате после 6 часов работы отмечались лишь умеренные колебания функций сердечно-сосудистой и вегетативной нервной системы без выраженных изменений со стороны легких.
Нелишне напомнить, что короткий ультрафиолет сам по себе опасен для живого организма. Он вызывает злокачественные изменения в клетках кожи, убивает не только бактерии и грибки, но и клетки растений. В окружающем нас пространстве короткого ультрафиолета нет. Его задерживает атмосфера, которая и защищает все живое на Земле от губительной части излучения Солнца. Об агрессивности УФ-излучения говорит тот факт, что при массовой сварке титановых изделий за счет отраженного ультрафиолета сварщики, несмотря на наличие надлежащих средств защиты и спецодежды, в 16-ти % имели стойкое раздражение кожи груди и предплечий (эритему) и минимум 1 – 2 раза в год каждый из них обращался в здравпункт для закапывания в глаза обезболивающих и дезинфицирующих капель.
Проблема образования биологически активных веществ в зоне сварочной дуги
В зону дуги при струйной защите смесью аргона и углекислого газа попадает порядка 3 - 6% атмосферного воздуха. В нее же выделяются растворенные в металле газы.
Исследованиями, выполненными в Могилевском государственном техническом университете определено, что в зоне дуги в диапазоне температур 1000 – 6000К возможен синтез биологически активных веществ (БАВ) – СN, HCN, NO2, N2O, СО, которые поступают в воздух рабочей зоны. Наименьшая концентрация БАВ образуется при сварке в чистом аргоне и при сварке в смеси Ar +5% O2. Наибольшая – при сварке в смеси Ar + СО2 (Е. А. Лупаче-ва. Образование биологически активных веществ в зоне горения дуги при сварке в защитных газах. Труды 1-й Международной научно-практической конференции. Защита окружающей среды, здоровье. Безопасность в сварочном производстве. 11-14 сентября 2002 года. – Одесса, с. 456-466).
Проблема чистых, не окисленных паров металлов
Аргон, как известно, химически инертен. В сварочной ванне металл нагревается до температуры свыше температуры плавления. На периферийных участках она близка к температуре плавления металла, а на участках, находящихся под воздействием электрической дуги, значительно выше. При сварке низкоугле-родистой стали наименьшая температура сварочной ванны 1530°С, наибольшая - около 2300°С и средняя - около 1800°C. Температура кипения 2750°С. Постоянный поток аргона снижает температуру над поверхностью ванны, в результате чего испарившаяся часть основного металла и компонентов, пройдя через инертный слой аргона не окислившись, с тепловым потоком поступает во внешнюю среду. Диаметр частиц аэрозолей металла колеблется в интервале 0,1- 0,5 мкм, диаметр агломератов составляет 5-10 мкм, удельная геометрическая поверхность - 2,1-2,5 м2/г.
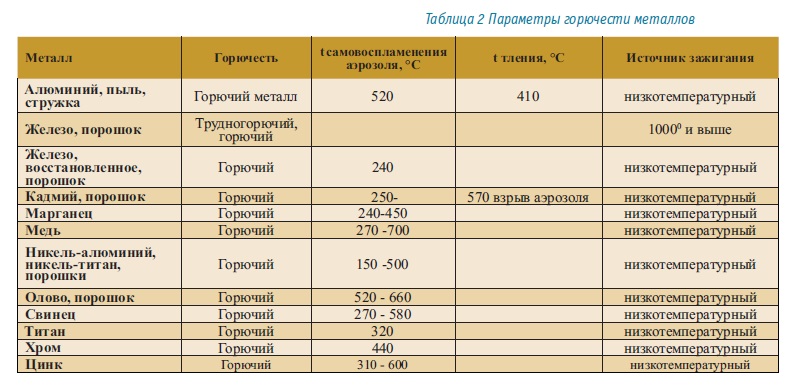
Проблема образования аэрозолей не-окисленных металлов в струе защитного газа имеет важное значение, как для обеспечения безопасности работ, так и для решения экологической безопасности сварки за счет утилизации образовавшихся высокодисперсных аэрозолей металлов. Все неокисленные металлы горючи (таблица 2).
Например, при сварке оцинкованной стали в смеси аргона и углекислого газа пары цинка, не окислившись, концентрировались на поверхности полиэфирного фильтра. При этом концентрация цинка в аэрозоле составила 18%. Нами определено, что уплотненная сварочная пыль, под воздействием открытого огня тлеет (температура красного каления) до полного окисления с образованием белого дыма окиси цинка. На рисунке представлены последствия оплавления фильтровальной кассеты в результате тления сварочной пыли.
При сварке медно-никелевых трубок для парогенераторов на «Севмашпред-приятии» в среде аргона наблюдалось образование видимых в проходящем свете дуги блестящих частиц неокисленно-го аэрозоля. Для определения химического состава аэрозоля пришлось доработать методику определения улавливанием пыли с дополнительным окислением металлического никеля в жидкостном поглотителе Рыхтера, заполненном азотной кислотой.
Проблема шума
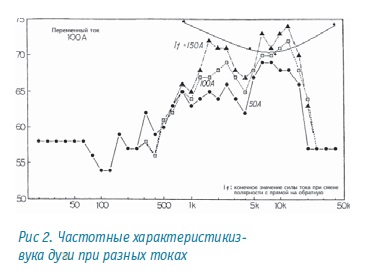
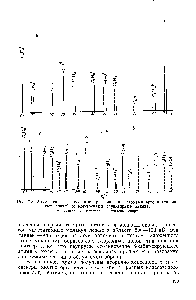
При струйном переносе металла в дуге в газовом пузыре возбуждаются звуковые колебания. Шум сварочной дуги в производственных условиях практически не слышен из-за шума ручного инструмента, шума вентиляции и другого оборудования. Однако, как это видно из рисунка, он приближается к линии допустимых уровней в наиболее опасной для слуха высокочастотной области. (Ровная линия на рисунке - граница ПДУ шума на данных частотах по СН .2.4/2.1.8.562-96).
Выводы
1. При торможении короткого ультрафиолета, излучаемого аргоном, происходят фотохимические реакции, как с основными газами воздуха, так и с многокомпонентной смесью загрязнителей воздуха рабочих мест, содержащих множество токсичных веществ, относящихся к химическим соединениям различных классов. В настоящее время наиболее изучены реакции с молекулярным кислородом и азотом, с образованием озона и оксида азота.
2. Короткий ультрафиолет опасен для живого организма и поражает глаза и незащищенную кожу.
3. В струе защитного газа в зоне дуги возможен синтез биологически активных веществ (БАВ) – СN, HCN, NO2, N2O, СО, которые поступают в воздух рабочей зоны. Наименьшая концентрация БАВ образуется при сварке в чистом аргоне и при сварке в смеси Ar +5% O2. Наибольшая – при сварке в смеси Ar + СО2 .
4. Аэрозоли неокисленных металлов представляют пожарную опасность при накоплении в фильтрующих материалах.
5. MIG/MAG сварка является источником высокочастотного шума, часто замаскированного шумом производственного оборудования.
Рекомендации
1. Никакая MIG/MAG сварка не должна выполняться без эффективной местной вытяжной вентиляции и улавливания пыли.
2. В качестве фильтровальных установок предпочтительны установки, имеющие фильтры для очистки воздуха от газов.
3. Фильтровальные установки должны быть защищены от источников возгорания неокисленной пыли.
4. При проведении сварки необходимо максимально экранировать сварочную дугу, применяя для этого переносные прозрачные для видимого света экраны.
5. Рабочие места сварщиков должны быть экранированы от остальных помещений, с установкой непрозрачных для ультрафиолета экранов.
6. Желательно принимать меры для снижения уровня отраженного ультрафиолета, используя краски на основе окиси цинка, поглощающие УФ-излучение.
7. Никакая MIG/MAG сварка не должна выполняться без средств индивидуальной защиты - сварочных щитков с переменной оптической плотностью, средств защиты рук, плотно закрытой спецодежды и про-тивошумных заглушек.
8. При повышенной чувствительности к воздуху рабочей зоны, даже при положительных результатах анализа воздуха, желательно применять дополнительную защиту органов дыхания - специальные респираторы для сварщика, защищающие от озона.
Читайте также
Добавить комментарий
electrowelder.ru
Правила безопасности при производстве и потреблении продуктов разделения воздуха

Правила безопасности при производстве и потреблении продуктов разделения воздуха
class=MsoNormal>Азот и аргон являются инертными газами, они не токсичны и не пожаро- и взрывоопасны. Опасность при работе с этими газами возникает при разбавлении ими воздуха в зоне нахождения обслуживающего или ремонтного персонала и понижении объемной доли кислорода в воздухе, что приводит к кислородной недостаточности - удушью.В зонах обслуживания и ремонта, где возможны утечки азота или аргона, должны выполняться все требования, предусмотренные настоящими Правилами в части отключения оборудования и трубопроводов, контроля содержания кислорода в воздухе и работы вентиляции. Объемная доля кислорода в воздухе рабочей зоны должна быть не ниже 19 %.
При объемной доле кислорода в воздухе менее 19 % должны быть приняты срочные меры по устранению утечек инертных газов, по вентиляции и проветриванию помещений и, в случае необходимости, по прекращению работ и эвакуации персонала. В исключительных случаях, допускается кратковременное пребывание людей при объемной доле кислорода в воздухе менее 16 % с обязательным применением шланговых и кислородно-изолирующих противогазов. Использование фильтрующих противогазов всех марок для работы в среде с пониженным содержанием кислорода воспрещается.
При содержании кислорода от 14 до 10 % сознание полностью не теряется, но нарушается правильность суждений и чувствительность. Возникает быстрая усталость и чувство недомогания.
При дальнейшем понижении содержания кислорода от 10 до 6 % появляется мышечная слабость, а иногда нарушается способность двигаться. Пострадавший может совершенно не осознавать опасности положения, он может при этом чувствовать, что умирает, но относится к этому безразлично.
При вдыхании чистого азота, аргона и другого инертного газа пострадавший мгновенно теряет сознание и падает, как оглушенный ударом по голове. Если его немедленно не поместить в зону с повышенным содержанием кислорода, соблюдая при этом необходимые меры предосторожности, то в течение нескольких минут наступает смерть.
После удаления пострадавшего из опасной зоны необходимо сразу до оказания медицинской помощи расстегнуть его одежду, стесняющую или затрудняющую дыхание, начать делать искусственное дыхание и надеть кислородную маску.
Азот используется в больших количествах в различных производственных процессах как инертный газ или для других технологических целей. В большей части производственных процессов, а также при сжатии азота в компрессорах с масляной смазкой цилиндров поступление азота с повышенным, сверх нормы, содержанием кислорода представляет большую опасность. Так как при нарушении режима работы воздухоразделительной установки возможно загрязнение азота кислородом, должны быть выполнены все требования по защите потребителей и азотных компрессоров с масляной смазкой цилиндров от поступления загрязненного кислородом азота.
При использовании жидкого азота для охлаждения изделий происходит упаривание жидкости, сопровождающееся повышением концентрации кислорода. При достижении концентрации кислорода в жидкости до 30 % возникают такие же опасности, как и при применении жидкого кислорода.
Аргон тяжелее воздуха и при определенных условиях может скапливаться в приямках, подвальных помещениях, создавая в них атмосферу с пониженным содержанием кислорода.
4. Опасности при получении криптона, ксенона и криптоно-ксеноновой смеси
В процессе извлечения из воздуха криптона и ксенона или их смеси происходит накопление радона, который является радиоактивным, что вызывает необходимость ограждения блоков концентрирования криптоно-ксеноновой смеси, а также необходимость выдерживания наполненных смесью баллонов в изолированном от персонала помещении и транспортирования наполненного баллона на специальной тележке.
Справочное
В настоящее время на предприятиях черной металлургии для различных целей стали широко использоваться азот и аргон.
Азот газообразный используется для охлаждения редуктора бесконусного загрузочного устройства доменных печей, уплотнения газоотводящих трактов конвертеров, производства защитных атмосфер и т.д.
Азот жидкий - для обработки деталей в цехах главного механика, в лабораториях и т.д., а после газификации - для различных технологических нужд на предприятиях, не имеющих собственных кислородных станций.
Аргон в значительных количествах используется в сталеплавильных цехах для повышения качества стали, а также при сварке и резке.
Азот и аргон доставляются потребителям тремя способами. По трубопроводам, в основном, на предприятиях, их производящих. На этих предприятиях, как правило, существуют сети магистральных аргоно- и азотопроводов. В баллонах или реципиентах под давлением 150-165 кГс/см2 азот и аргон используются в местах с небольшими объемами потребления или при периодической потребности в этих газах. При большой потребности в этих газах и значительном удалении от места производства азот и аргон доставляются в жидком виде с последующей газификацией в специальных установках. Жидкий азот используется также в качестве хладоагента при эпизодических работах. Например, для замораживания грунта при строительстве фундаментов, разрушении старых фундаментов, тушении пожаров в шахтах и т.п.
Быстрый рост использования азота и аргона в различных процессах и отсутствие необходимой и доступной информации о свойствах этих газов и влиянии их на человеческий организм являются основными причинами несчастных случаев.
В существующей нормативно-технической документации и специальной литературе вопросы влияния атмосферы с пониженным содержанием кислорода и повышенным содержанием азота или аргона на организм человека освещены недостаточно полно, поэтому Черметэнерго обратилось в Советский токсикологический центр, институты биофизики и медико-биологических проблем Минздрава СССР.
В приведенных ниже сведениях о влиянии на организм человека атмосферы с пониженным содержанием кислорода и мерах первой помощи использованы ответы института медико-биологических проблем и института биофизики.
Основные сведения об азоте и аргоне
Азот - газ без цвета и запаха. Краткая характеристика приведена в табл. 1. На предприятиях черной металлургии используется азот чистотой 95-97 %; азот чистый с содержанием примесей менее 0,01 % и азот жидкий чистотой более 99 %.
При испарении жидкого азота, содержащего небольшое количество кислорода, в первую очередь испаряется азот, в результате чего концентрация кислорода в жидкости увеличивается и может достигнуть значений, при которых возникает опасность загораний и взрыва в ней ряда веществ и материалов.
Аргон - газ без цвета и запаха. Краткая характеристика приведена в табл. 1.
При охлаждении до температур жидкого азота и жидкого аргона многие материалы становятся хрупкими.
Аргон тяжелее воздуха и может скапливаться в приямках, колодцах, тупиках, вытесняя при этом воздух. Содержание кислорода может снижаться ниже предельных величин. Выравнивание концентрации за счет диффузии происходит медленно и зависит от объемов, геометрических форм, притока аргона в атмосферу, его температуры. Температура азота или аргона имеет большое значение. Так, несмотря на то, что азот легче воздуха, он как и аргон может скапливаться в приямках и колодцах, если температура поступающего азота ниже температуры воздуха.
Таблица 1
www.complexdoc.ru