Популярные схемы и инструкции по сборке сварочных аппаратов. Сварочный аппарат своими руками схема постоянного тока
Самодельные сварочные аппараты постоянного тока: детали и расчеты
В современных специализированных магазинах представлены самые разнообразные сварочные аппараты. Это и традиционные трансформаторы, и современные инверторы, и различные инструменты для специальных режимов сварки. Однако качественное изделие заводского производства стоит довольно дорого и не каждому по карману. При большом желании выпрямители без особых проблем собираются своими руками.

Схема сварочного полуавтомата.
Простейшие самодельные сварочные аппараты
Самодельный сварочный выпрямитель прекрасно подойдет для выполнения небольших бытовых задач. До полноценного инвертора он в некоторых моментах, конечно же, не дотягивает, но с обычными домашними работами справляется на ура. Преимуществом самодельных сварочных аппаратов является то, что пользователь может самостоятельно вносить изменения в конструкцию, меняя характеристики агрегата и добавляя или исключая ненужные функции.
За основу можно взять конструкцию, представленную на рис. 1. Принципиальная схема такого агрегата показана на рис. 2.

Рисунок 1. Размеры самодельного сварочного аппарата.
Самые простые модели самодельных сварочных аппаратов представляют собой трансформатор с рабочей и сетевой обмоткой. Сетевая, как правило, создается под напряжением в 220-240 В. Рабочую рассчитывают на напряжение 45-70 В. Изменение тока осуществляется путем изменения количества витков рабочей обмотки. «Железную» часть можно собрать из деталей промышленных понижающих трехфазных трансформаторов либо же старых асинхронных двигателей.
Собираются самодельные сварочные аппараты с использованием:
- Отверток.
- Паяльника.
- Плоскогубцев.
- Ножниц, ножа и ножовки.
- Электродрели.
- Молотка.
- Шайб, винтов и гаек.
- Алюминиевых пластин и заклепок.
Что нужно знать об обмотках сварочного аппарата?
В процессе расчета и создания проекта агрегата нужно рассчитывать первичную обмотку на ток в 25 А. Рабочая либо вторичная обмотка рассчитывается на 160 А. Очень важно подобрать подходящее сечение проводов. Как правило, используется расчет, в соответствии с которым на 1 мм² провода допускается подавать ток не более 10 А. В случае использования алюминиевых проводов данное значение необходимо уменьшить до 4 А.

Рисунок 2. Принципиальная схема самодельного аппарата для сварки.
Сначала определяется площадь сечения окна железа в см², после рассчитывается число витков обмоток. Сначала нужно рассчитать количество обмоток на 1 В, а затем для суммарного значения. На 1 В определите следующим образом: разделите 48 на площадь сечения окна железа трансформатора.
К сборке самодельных сварочных аппаратов можно приступать только после полного завершения расчета. Созданное в соответствии с этой инструкцией приспособление представляет собой простейший сварочный агрегат. Для того чтобы перевести инструмент в режим работы на постоянном токе, нужно внести ряд изменений в конструкции и скорректировать расчет.
Возможные детали и необходимые расчеты
Для того чтобы самодельные аппараты могли работать на постоянном токе, в их конструкцию включаются высокомощные выпрямители.
Для максимально эффективной теплоотдачи используются радиаторы. Сами диоды имеют довольно большой размер, что оказывает непосредственное влияние на габариты конструкции. В некоторых ситуациях есть смысл использовать специальный диодный мост. Вы можете самостоятельно его запараллелить, увеличив за счет этого значение выходного тока.
Для сглаживания кривой формы напряжения применяется «электролит» 10 000 мкФ и больше. Его подключение выполняется при помощи резистора. Он обеспечит защиту появления К3 при возгорании сварочной дуги, в момент прикосновения электродом к свариваемым изделиям.

Рисунок 3. Схема сварочного аппарата.
При расчете самодельных сварочных аппаратов приходится корректировать и подстраивать все характеристики под доступные для сборки детали, которые при самостоятельном конструировании в большинстве случаев имеют не самое высокое качество. К примеру, домашние мастера часто используют магнитопровод от трансформатора низкой мощности или же статор давно отслужившего свое и проржавевшего двигателя.
По возможности нужно подобрать детали в хорошем состоянии. От этого напрямую зависит качество сварочных работ. Многим умельцам удается собирать в домашних условиях прекрасные самодельные сварочные аппараты с мягким зажиганием дуги, позволяющие сваривать тонкостенные изделия и практически исключающие разбрызгивание расплавленного металла.
Как работает схема сварки?
На рис. 3 показана принципиальная схема самодельного аппарата.
В данном случае позицией VD-VD4 обозначен сетевой мост. Он отвечает за выпрямление переменного сетевого потенциала. По контактам лампы HL1 начинается течение тока. Она выполняет функции индикатора на протяжении всего сварочного процесса и одновременно заряжает «электролит», обозначенный на рассматриваемой схеме как С5. Дополнительно HL1 отвечает за ограничение тока заряда устройства. Сразу после того как индикатор погаснет, можно начинать варить.
Одновременно с началом зарядки «электролита» С5 стартует зарядка батареи конденсаторов, обозначенных на схеме позициями С6-С17. Происходит это через контур дросселя L1. Загорается светодиод HL2. Это позволяет пользователю понять, что на сварочный аппарат идет сетевое напряжение. Но сварки пока что не будет, т.к. тиристор под позицией VS1 закрыт. Потенциал на его управляющем выводе отсутствует.
Для подачи напряжения на генератор импульсов нужно включить кнопку SB1. Непосредственно генератор сделан на однопереходном транзисторе, обозначен как VT1. Генератор передает импульсы на тиристор под позицией VS2, он включается и открывает запараллеленные тиристоры. На схеме обозначены как VS3-VS7.
Происходит разрядка «электролитов» С6-С17 по обмотке трансформатора Т1, а также контур дросселя под позицией L2. Цепь с трансформатором, дросселем и упомянутыми «электролитами» представляет собой колебательный контур с переменным током. При нахождении контура в противофазе происходит передача тока по диодам под позициями VD8 и VD9. Запараллеленные тиристоры (на рассматриваемой схеме обозначены VS3-VS7) запираются и ждут подачи нового импульса узла на VT1. Затем все происходит по новой, в той же последовательности.
На обмотке «III» трансформатора появляются импульсы, под воздействием которых отпирается VS1. Уже через него происходит соединение выпрямителя VD1-VD4 и преобразователя на тиристорах.

Схема сварочного трансформатора.
Светодиод HL3 сигнализирует о запуске генератора. За выпрямление напряжения отвечают VD11-VD34. Форма кривой сглаживается при помощи «электролитов» под позициями С19-С24. Они же отвечают за облегчение появления дуги.
Трансформатор под позицией Т1 состоит из трех «строчников» от телевизоров старых моделей, сложенных разом. Использован ферритовый сердечник ПК30х16. Обмотки «I» и «II» состоят из 2 секций с проводом ПСД 1,68 в стеклотканевой изоляции. Соединение последовательное. Присутствуют следующие витки:
- На «I» обмотке — 2х4.
- На «II» обмотке — 2х2.
Тепловой режим обмотки «I» несколько хуже, поэтому в процессе сборки самодельных сварочных аппаратов постоянного тока эта обмотка мотается с зазором (шагом), равным 1 мм. Во второй обмотке должен быть сделан отвод от середины.
Обе обмотки выставляются так, чтобы ничего не мешало работе диодов под позициями VD11-VD34. Обмотка «I», начиная от вывода на L2, наматывается против часовой стрелки. Вторую обмотку мотают по часовой стрелке, от вывода, подсоединенного на VD21-VD34. Обмотка «III» — виток 0,4-0,5-миллиметрового изолированного провода на напряжение от 500 В.
При распределении обмоток нужно знать и учитывать правильные зазоры, чтобы обеспечивалось требуемое охлаждение магнитопровода.
Из соображений безопасности устанавливаются 4 пластины из стеклотекстолита толщиной 1,5 мм. После подгонки их необходимо приклеить.
Дроссель L1 наматывается на сердечник ПЛ 12,5х25-50. При этом необходимо соблюдать зазор в 0,3-0,5 мм. Наматываются 175 витков. Используется провод типа ПЭВ-2. Подходит калибр 1,32.
Дроссель L2 представляет собой бескаркасную спираль, намотанную с использованием провода 4 мм² в теплоизоляции. Всего нужно 11 витков. Намотка выполняется с диаметром в 14 мм. Через дроссель проходит сильный ток, поэтому он требует организации дополнительной обдувки.
В качестве выпрямителя VD11-VD34 в данной конструкции выступает алюминиевая этажерка. Для стяжки используются шпильки. Каждые 2 диода зажимаются между пластинами размером 4,4х4,2 см и толщиной 1 мм.
Тиристоры, «кондеры», транзистор, диоды, стабилитроны и резисторы устанавливаются на стеклотекстолитовую плиту.
Рассмотренная схема позволяет собрать самодельный сварочный аппарат, который сможет качественно выполнять различные бытовые задачи, требующие применения сварки. Данный аппарат пригодится при ремонте в гараже и прочих хозяйственных и бытовых помещениях. В процессе использования придерживайтесь требований техники безопасности, актуальных для сварочных аппаратов любого типа.
moyasvarka.ru
Схема сварочного аппарата: пошаговая инструкция по сборке
Сооружение вольеров для домашних животных, обустройство систем водопровода и канализации, создание красивых подставок для растений и множества других полезных вещей — все это позволяет сделать сварочный аппарат. При желании простой агрегат для домашней работы можно собрать своими руками. Схема сварочного аппарата будет различаться в зависимости от того, какую именно модель вы решите собрать. Далее представлены руководства по изготовлению самых распространенных вариантов. Изучите предложенные инструкции и приступайте к сборке наиболее подходящего под ваши требования агрегата.

Схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла.
Пошаговая инструкция по сборке простейшего сварочного аппарата
Перечень материалов и инструментов, необходимых для сборки сварочного аппарата, будет меняться в зависимости от того, какой именно агрегат вы решите собрать. Следующие элементы являются основными. Обязательно подготовьте их, а все остальное добавляйте уже по мере необходимости. Вам понадобится:

Принципиальная схема сварочного аппарата работающего с электродами диаметром до 4 мм.
- Хлопчатобумажный материал.
- Текстолит.
- Электротехническая сталь.
- Стеклоткань.
- Медные провода.
- Несколько отверток.
- Молоток.
- Ножовка.
Рассматриваемый в данной инструкции сварочный аппарат будет работать с электродами диаметром до 4 мм. Он позволит варить металлические изделия толщиной до 2 см. Принципиальная схема такой установки показана на следующем изображении: Рис. 1. Сварочный аппарат питается от сети переменного тока. Подходят сети и на 220 В, и на 380 В.
В основе схемы этого сварочного аппарата лежит трехфазный понижающий трансформатор. Подойдет агрегат с характеристиками 380/36 В. Мощность устройства должна составлять 1-2 кВт. Особых требований к основе нет. Можно использовать даже экземпляр с одной сгоревшей обмоткой.
Сначала вам нужно взять трансформатор и снять вторичные обмотки с каждой катушки, не разбирая при этом сердечник. Далее, вы перекусываете медную шину в нескольких разных местах. Трогать первичные обмотки крайних катушек не надо. Среднюю следует перемотать тем же проводом. Через каждые 30 витков создавайте отводы. В сумме их получается в среднем 8-10 штук. Чтобы не запутаться, на каждый отвод рекомендуется надеть бирку с личным номером.
Далее, вам необходимо намотать вторичную обмотку на две крайние катушки до полного их заполнения. Для этого используйте силовой трехфазный многожильный кабель. Такое изделие должно содержать 3 провода диаметром порядка 7-8 мм и один немного меньшего диаметра. Подобный провод способен выдерживать высокое напряжение. Он характеризуется надежной изоляцией, а благодаря довольно большой гибкости у мастера появляется возможность сделать плотную намотку без необходимости предварительной разборки аппарата. Всего вы затратите примерно 25 м подобного кабеля. Вместо него можно использовать провод меньшего сечения, но в данном случае жилы необходимо будет сложить в 2 раза. Удобнее, если у вас будет помощник. Один сможет укладывать витки, а второй будет заниматься протягиванием провода.

Способы намотки обмоток на сердечнике стержневого типа.
Для изготовления клемм на выводы вторичной обмотки используйте медную трубку. Будет достаточно изделия длиной 3-4 см и диаметром 1-1,2 см. С одной стороны трубку нужно расклепать. В полученной пластине подготавливается отверстие 1 см в диаметре. С другой стороны нужно вставить предварительно зачищенные провода. Их следует обжать незначительными ударами молотка. На поверхности трубки делаются насечки керном. Это будет способствовать улучшению контакта.
Панель, которая находится наверху трансформатора, необходимо освободить от штатных винтов с гайками М6. Вместо них установите 2 новых винта М10. Лучше, если они будут медными. К этим винтам вы в дальнейшем подключите клеммы вторичной обмотки.
Под выводы первичной обмотки следует сделать дополнительную плату. Для ее создания используйте текстолит 3 мм в толщину. Плата прикрепляется к трансформатору. Перед креплением в ней необходимо просверлить 10 отверстий по 6 мм в диаметре каждое. В отверстия вставляются винты М6 с шайбами и гайками. В случае если вы будете подключать такой самодельный агрегат к 220 В, 2 крайние обмотки нужно соединять параллельно. Средняя последовательно подсоединяется к ним.
Оптимальной является схема, при которой сварочный аппарат питается от сети на 380 В. В данном случае вы сможете соединить все первичные обмотки последовательно. В соответствии с условиями схемы сначала надо соединить 2 крайние, а уже потом среднюю обмотку. Выводы крайних обмоток нужно подключить к общей клемме. Остальные подсоединяются на клемму «Резка».

Способы намотки обмоток для сварочного аппарата на тороидальном сердечнике.
Средняя обмотка нужна для уменьшения напряжения и тока во вторичной обмотке. Электродержатель изготавливается из трубы ¾ дюйма. Подойдет изделие длиной 25 см. На расстоянии в 3 и 4 см от краев трубы с ее обеих сторон нужно при помощи ножовки выпилить выемки. Глубина этих выемок должна составлять приблизительно половину диаметра трубы.
С целью обеспечения возможности прижатия электрода к держателю возьмите отрезок стальной проволоки и приварите его к трубе над выемкой большего размера. Проволока должна быть 6 мм в диаметре. С противоположной стороны вам нужно подготовить отверстие 8,2 мм в диаметре, взять винт М8 с гайкой и медную клемму, после чего подключить к держателю отрезок кабеля.
Кабель должен быть таким же, из которого была намотана вторичная обмотка. В завершение возьмите шланг из капрона или резины и наденьте его сверху на трубу. На этом сборка такого сварочного аппарата практически завершена. Нужно лишь разобраться, какие требования по условиям схемы предъявляются к подключению и работе с таким аппаратом.
Вернуться к оглавлению
Подключение и использование самодельного аппарата

Схемы подключения сварочных аппаратов.
Для подключения такого сварочного аппарата понадобятся провода сечением от 1,5 мм2. Подключается агрегат через рубильник. Один провод пойдет на вывод «1» — «8» (конкретный выбирайте в соответствии с величиной сварочного тока), а второй вы пустите на клемму «Общ.».
Наиболее мощный ток вы сможете получить на клемме «Резка». На первичной обмотке ток будет не больше 25 А. По вторичной обмотке идет ток 60-120 А. Помните о том, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов на 3 мм в диаметре, обязательно дайте агрегату остыть. Если же вы работаете с электродами на 4 мм, давать аппарату отдыхать нужно будет еще чаще. Работа с электродами на 2 мм таких вынужденных перерывов не потребует.
Быстрее всего сварочный аппарат нагревается при работе в режиме «Резка». В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента.
Вернуться к оглавлению
Схема аппарата из автомобильных аккумуляторов

Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.

Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.
На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
Вернуться к оглавлению
Схема и сборка автомата для мягкой сварки
Существуют проверенные схемы аппаратов с выпрямителями. Такие модели работают на постоянном токе. Они характеризуются более высокими эксплуатационными качествами, чем «переменники». Но и их также необходимо настраивать и доводить. Схема агрегата была несколько усовершенствована. Внесенные в состав схемы изменения позволили сделать сварочный процесс более мягким. Непосредственно принципиальная схема такого агрегата показана на следующем изображении: Рис. 3.
В состав аппарата включен конденсатор С1. Он размещается между отрицательным и положительным проводом выпрямленного тока. Применяется электролитический конденсатор на 15000 мкФ. Используйте устройство, рассчитанное на работу при напряжении в 100 В.

Сварочный аппарат для мягкой сварки.
Благодаря такому конденсатору будет обеспечиваться надежный и одновременно плавный поджог дуги. В случае если вы ограничены в финансах или не можете найти подобный конденсатор, замените его на С1 = 50 мк х 160 В. Только в данном случае нужно устанавливать конденсатор уже в цепь положительного полупериода тока.
В первичную цепь рекомендуется установить бумажный конденсатор емкостью в 160 мкФ и рабочим напряжением 500 В. Подойдут конденсаторы МБГИ, МБГО и т.п. Благодаря этому элементу будут сглаживаться скачки напряжения электросети.
Вернуться к оглавлению
Сборка полуавтомата своими руками
Сварочный полуавтомат с электроникой пригодится в любом хозяйстве. Работает он в защитной среде углекислого газа. Такой агрегат является незаменимым при сварке тонколистового металла, ремонте кузовов автотранспортных средств и прочих подобных работах.
Собирается из доступных материалов, узлов и деталей. Нужно иметь минимальные навыки слесарных и токарных работ.
При возникновении каких-либо сложностей с радио- и электротехникой лучше сразу обратиться к опытному радиолюбителю, чтобы сэкономить время и избежать трудностей.

Рисунок 4. Схема сварочного полуавтомата с электроникой.
Принципиальная схема такого агрегата показана на следующем изображении: Рис. 4.
На этой схеме присутствуют следующие обозначения:
- Позиция а — дроссель.
- Позиция б — сварочный трансформатор.
- Позиция в — выпрямитель.
- Под номером 1 указаны магнитопроводы.
- Позиция 2 — текстолит. В случае с трансформатором это изоляционная лента.
- Номер 3 — шина либо провод.
- Позиция 4 — диод ВЛ200. Понадобится 2 штуки.
- Номер 5 — диод В200. Тоже нужно 2 штуки.
- Под 6 номером указана секция из сдвоенных радиаторов в количестве 2 штук.
- Позиция номер 7 отведена шпилькам с шайбами и гайками. В общей сложности 4 комплекта.
Вернуться к оглавлению
Особенности работы самодельного полуавтомата

Принципиальная схема полуавтомата.
Каждый тиристор такого аппарата будет работать только при условии наличия соответствующего полупериода сетевого напряжения анода. Сварочный трансформатор в такой схеме не имеет особых отличий от других подобных устройств. Первичную обмотку делайте из 220 витков медного провода. Лучше всего подходит провод диаметром 1,9 мм. Желательно, чтобы он был в стеклотканевой изоляции. На вторичную обмотку хватит 56 витков шины либо многожильного кабеля сечением 60 мм2.
Каждый диод выпрямительного моста рекомендуется оснастить радиатором с площадью теплоотдачи 200 см2. Это улучшит охлаждение. Прежде чем приступать к работе с таким сварочным аппаратом, подведите направляющие на максимально возможное расстояние к роликам и затяните их гайками. Затем пропустите через направляющие, механизм, горелку и наконечник сварочную проволоку. Вверните наконечник в канал горелки, после чего наденьте защитный кожух. Последний нужно поджать винтом. Подключите шланг от баллона с углекислым газом с редуктором к пневмоклапану. При помощи редуктора выставьте давление газа на 1,5 атм. Включите питание, отрегулируйте скорость подачи проволоки при помощи резистора R7 и приступайте к работе. При работе с таким самодельным полуавтоматом следует использовать проволоку диаметром 0,8-1,2 мм.
После нескольких небольших тренировок вы сможете получать сварные швы качеством не хуже, чем получали бы при работе с оборудованием заводской сборки. Зато самодельные агрегаты по стоимости получаются гораздо выгоднее готовых решений. Удачной работы!
moiinstrumenty.ru
Самодельный сварочный аппарат постоянного тока своими руками
Как создать сварочный аппарат своими руками
Если человек планирует выполнять в бытовых условиях небольшие объемы каких-либо несложных сварочных работ, он вполне может изготовить сварочный аппарат своими рукамиСейчас сложно увидеть проведение каких-либо работ с металлом без использования сварочного аппарата. Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Содержание:
Прежде чем приступить к созданию сварочного аппарата в домашних условиях, следует понять его устройство.
Для того чтобы сделать сварочный агрегат из легкодоступных материалов и деталей, необходимо четко понять ключевые принципы его функционирования
Основной элемент сварочника, из которого он состоит – это трансформатор, питающий дугу аппарата, управляющую переменным напряжением и контролирующую качество и величину тока.
Далее к трансформатору присоединяются соединяющие провода, выключатели и движки регуляторов, необходимые клеммы. Все это заключается в корпус и оборудуется для удобства переноса, ручками или колесиками.
Конструкции стандартных сварочных аппаратов весьма разнообразны, но можно выделить такие основные типы:
- Аппарат переменного тока;
- Работающего с постоянным током;
- Трехфазный;
- Инверторный.
Сварку с применением постоянных токов обычно используют для работы с тонколистным материалом, автомобильной и кровельной стали.
Сварочные приборы постоянного и переменного тока надежные, неприхотливые при эксплуатации, тяжелые по весу и очень чувствительные к перепадам напряжения. Если оно упадет ниже 200 Вольт, работать будет трудно, возникнут проблемы с зажиганием и поддержкой дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас есть сварка переменного тока, то немного ее доработав, мы получим прибор для работы с постоянным током.
Что касается инверторов, то благодаря применению электронных деталей, их вес стал гораздо легче. Они не боятся падения напряжения, но при этом весьма чувствительны к перегреву. Работать с такими аппаратами нужно аккуратно, иначе они могут сломаться.
Самодельный сварочный аппарат переменного тока
Сварочный агрегат, работающий с переменным током – один из самых распространенных моделей. Он самый простой в использовании и его легко собрать дома по сравнению с другими видами сварочников.
Что для этого нужно:
- Провода для вторичной и первичной обмотки;
- Сердечник для намотки;
- Понижающий трансформатор (можно взять «ЛАТРА»).
Какие нужны провода? Оптимальное напряжение при работе аппарата, созданного самостоятельно, составляет 60В при оптимальном токе – 120 -160А. Исходя из этого, понимаем, что минимальное сечение медных проводов, чтобы намотать первичку, должно быть 3-4 кв. мм. Оптимальное – 7 кв. мм, которое учитывает возможную дополнительную нагрузку и скачки напряжения.
Нельзя использовать провода в ПВХ или резиновой изоляции, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать тонкие жилы, наматываемые вместе. Правда толщина обмотки увеличится, что повлечет увеличение габаритов самого аппарата. Чтобы сделать вторичную обмотку можно брать толстый медный провод, состоящий из множества жил.
Сердечник для самоделки делается из пластины стали трансформатора, толщина которой должен быть от 0,35 мм до 0,55 мм. Их необходимо сложить так, чтобы получился сердечник необходимой толщины, а потом закрепить устройство болтами по углам. В завершении работы следует надфилем обработать поверхность пластинок и сделать изоляцию.
Затем начинается намотка. Вначале первичная (можно сделать примерно 240 витков). Для того чтобы была возможность регулировать проходящий ток, нужно сделать несколько отводов с примерным шагом в 20-25 виточков.
Сколько нужно меди для вторичной обмотки? Обычно количество витков составляет 65-70. Сечение провода – 30 – 35 кв мм. Как и при первичном обматывании нужно делать отводы для регулирования тока. Изоляция проводов должна быть надежной и стойкой к теплу.
Намотка делается в одном направлении и каждый ее слой изолируется. Концы намотки крепятся болтами к пластине и можно считать, что самодельный сварочник готов.
Если нужно увеличить силу тока – в этом деле может помочь вольтодобавка или можно сделать это вручную, уменьшив количество витков первичной намотки и переключив провод на контакт с более малым количеством витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, согласно технике безопасности. А также всегда нужно следить за тем, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат постоянного тока
Для сварки чугуна и нержавейки понадобится аппарат с постоянным током. Создать его можно за 15 минут, если уже есть аппарат на переменном токе. В этом случае будет произведена модернизация уже имеющегося устройства.
Прежде всего, следует определиться с мощностью тока самодельного сварочного аппарата
Переделка переменки будет заключаться в подключении к вторичной обмотке выпрямителя, который собирается на диодах. Диоды должны в свою очередь выдерживать ток в 200 А и хорошо охлаждаться.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы с напряжением 50В и специальный дроссель для регулировки тока.
Что нужно знать, подключая аппарат к сети на постоянку:
- Обязательно надо использовать рубильник, который в любой момент может отключить устройство из сети;
- Сечение провода для подключения должно быть больше или равно 1,5 кв. мм, а ток потребления в первичной обмотке – максимум 25 А.
Схема работы сварочника такова, что ему время от времени нужно давать отдохнуть. И неважно полуавтомат это, или ручник. Впрочем, если аппарат работает на электродах диаметром меньше 3 мм, то можно не прерываться.
Инвертор: как сделать сварочный аппарат своими руками
Самостоятельно инвертор можно собрать из мелких деталей и проводки от советского телевизора или пылесоса.
Особенности работы инвертора:
- Аппарат работает с постоянным током и плавной его регулировкой от 40 до 130 А;
- Самый большой ток для первичной обмотки – 20А, используемые электроды должны быть не больше 3 мм;
- Электрический держак должен иметь кнопку, нажав которую в аппарат пойдет напряжение.
Все элементы инвертора располагаются на специальной печатной плате, а для лучшего отвода тепла от диодов, они фиксируются на специальный теплоотвод, который прикручивается к плате. Сама плата обычно изготавливается из стеклотекстолита, примерной толщиной 1,5 мм.
Для дополнительного охлаждения схемы можно использовать вентилятор, фиксируемый прямо на корпус, в котором расположен инвертор.
С помощью такого аппарата можно спокойно варить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно используются для сварки в условиях производства, поэтому делать дома их не имеет смысла.
Особой популярностью пользуются сварочники Тимвала, Буденого и на тиристорах.
Советы, как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономных мини сварок в последнее время стала точечная, происходящая контактным способом. В быту такая вещь применяется для ремонта бытовой техники и сварки аккумуляторов.
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока
Нагревание происходит с помощью импульса, причем импульсный миг не превышает одну десятую секунды, то есть все происходит очень быстро.
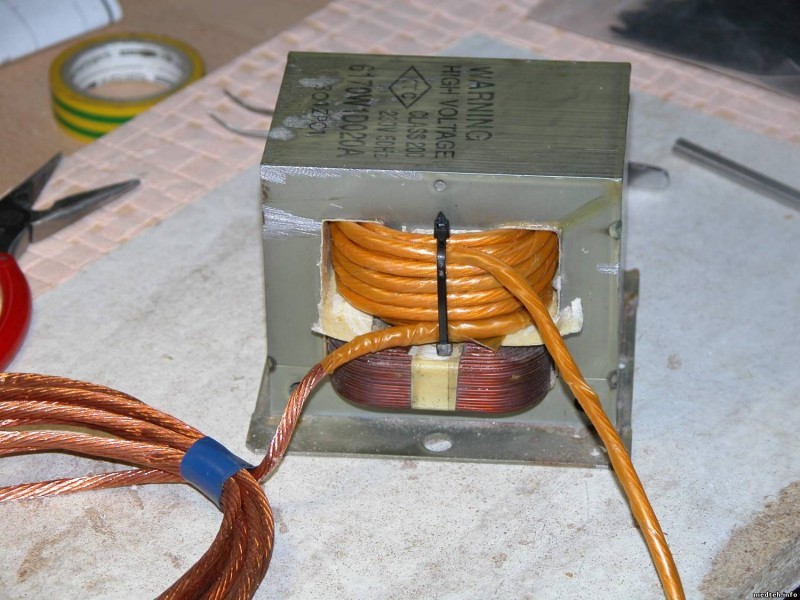
Создается такая минисварка с помощью трансформатора от старой микроволновки, который будет дорабатываться в процессе создания аппарата. Цель – возможность получить на выходе кратковременный импульс не меньше 1000А.
Доработка происходит таким образом:
- Из трансформатора удаляется все, кроме сердечника и первичной обмотки;
- На место вторичной обмотки наматывается провод с сечением не меньше чем 100 кв. мм;
- Здесь главное очень плотно намотать провод на сердечник.
В итоге на выходе должно быть около 5 вольт, но если мощность слишком мала, можно взять еще один трансформатор. После чего нужно снова проверить напряжение. Если оно не больше 2000 А – микросварочный аппарат готов к использованию.
Как сделать сварочный аппарат своими руками (видео)
При использовании электропроводки и работе со сварочным аппаратом нужно не забывать следовать технике безопасности. Впрочем, ей нужно следовать всегда, независимо оттого, создаете вы сварку или хитрый доильный аппарат. Прежде чем приступить к подобного рода работам, всегда нужно ознакомиться с тем, как правильно их выполнять.
6watt.ru
Сварочные аппараты из подручных материалов
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
wikimetall.ru
Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения — это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор — использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
volt-index.ru
Как сконструировать сварочный аппарат своими руками?
Комментариев:
Рейтинг: 14
Оглавление: [скрыть]
- Классификация сварочных приборов
- Требования к самодельным сварочным приборам
- Как подобрать сердечник для сварочного агрегата?
- Правильный подбор обмотки
В бытовых условиях порой никак нельзя обойтись без сварочного аппарата, особенно туго без возможности осуществления электродуговой сварки. Сегодня в специализированных точках продажи можно увидеть огромный выбор различных приборов для сварки от зарубежных и отечественных производителей. Хороший сварочный аппарат обойдется недешево, а относительно дешевые инструменты далеко не всегда могут похвастаться высоким качеством работы.
Конструкция сварочного инвертора.
Есть хорошая альтернатива покупке прибора для сварки — сделать сварочный аппарат своими руками.
Классификация сварочных приборов
В зависимости от характера сварочного тока, аппараты для сварки разделяют на две категории:
- Приборы постоянного тока.
- Приборы переменного тока.
Сварочный агрегат постоянного тока применяют для сварки тонколистовых металлов, таких как автомобильная и кровельная сталь, на малом токе. При этом дуга сварки характеризуется большей устойчивостью, есть возможность проведения сварки на обратной либо прямой полярности. Используя сварочный прибор своими руками, работающий на постоянном токе, можно осуществлять сварку посредством несмазанной электродной проволоки и любых электродов. Для обеспечения более устойчивого горения сварочной дуги на малом токе необходимо наличие повышенного напряжения холостого хода (а пределах 70-75 В). Выпрямляется переменный ток путем применения «мостовых» выпрямителей на диодах высокой мощности с охлаждающими радиаторами.
Устройство сварочного инвертора.
Чтобы сгладить пульсацию напряжения, к одному из выводов сварочного аппарата присоединяют через дроссель L1 держатель электродов. Дроссель имеет вид медной катушки размером от 10 до 15 витков шины и диаметром 3,5 см2, установленной на одном из сердечников (от магнитного пускателя, к примеру). Чтобы выпрямлять и осуществлять плавно регуляцию тока сварки, применяются усложненные схемы с наличием управляемых тиристоров высокой мощности.
Регуляторы постоянного тока обладают очень важным преимуществом — универсальностью. Они могут применяться как для плавного регулирования сварочного тока, так и для зарядки аккумуляторов, для питания элементов электронагрева и прочих целей.
Это все, что касалось агрегатов для сварки с постоянным током. Теперь поговорим о том, как сделать сварочный аппарат переменного тока. Они используются для сварки электродами небольшого диаметра (от 1,5 до 2 мм) при толщине рабочего материала свыше 1,5 мм. Причем ток сварки имеет высокое значение и наблюдается устойчивое горение сварочной дуги. Можно пользоваться только теми электродами, которые предназначаются специально для сварки с переменным током.
Чтобы сварочные аппараты нормально функционировали, необходимо:
Схема сварочного аппарата.
- Обеспечение выходного напряжения для уверенного зажигания сварочной дуги. Для самодельного сварочного агрегата вполне достаточно 60-65 В. Напряжение выше этой отметки является нежелательным по причинам потенциальной опасности сварочного процесса.
- Устроить сварочное напряжение, которое обеспечит стабильное горение электродуги. В зависимости от сечения рабочего электрода это напряжение будет находиться в диапазоне от 18 до 24 В.
- Создать нормальный ток сварки.
- Уменьшить ток короткого замыкания, максимум которого определяется 30-35%.
Дуга будет стабильно гореть тогда, когда у сварочного прибора будет падающая внешняя характеристика, определяющая зависимость напряжения в цепи сварки от силой сварочного тока.
Вернуться к оглавлению
Для того чтобы грубо (постепенно) перекрыть диапазон токов сварки, в конструкции сварочного аппарата необходимо устройство и первичной, и вторичной обмотки. Помимо этого, чтобы осуществлять плавную перемену сварочного тока в конкретном диапазоне, необходимо использовать механизмы перехода обмотки. Если убрать сварочную обмотку, то по отношению к сетевой увеличатся магнитные рассеивающие потоки, что повлечет за собой уменьшение сварочного тока.
Схема устройства сварочного полуавтомата.
Собирая сварочные аппараты своими руками, нет необходимости полностью перекрывать диапазон тока сварки. В первую очередь рационально сделать прибор для сварки, предназначенный для работы с электродами сечением от 0,2 до 0,4 см. Затем, если существует необходимость сварки на малом токе, преобразовать аппарат путем установки отдельного устройства выпрямления с легкой регуляцией тока сварки.
Сварочные аппараты, сконструированные своими руками, должны отвечать следующим требованиям:
- Иметь небольшие габариты и вес.
- Способность непрерывно работать относительно долгое время (минимум 5 электродов 0,3-0,4 см сечением) от электросети 220 В.
Уменьшить вес и размеры прибора для сварки возможно путем снижения мощности, увеличить время непрерывной работы можно с использованием теплостойкой изоляции обмотки и магнитно-проницаемой стали.
http://moyakovka.ru/youtu.be/BDNtM0eScNc
Вернуться к оглавлению
В большинстве случаев при изготовлении приборов для сварки применяют магнитопровод по типу стержней, так как они отличаются своей технологичностью. Сердечник делают из стальных пластинок произвольной формы толщиной от 0,3 до 0,5 мм, которые стягиваются шпильками. Выбор сердечника требуется проводить с учетом габаритов «окна», в которое будет помещаться обмотка прибора для сварки, а также размер поперечного сечения магнитопровода. Практикой доказано, что очень маленький размер сечения (примерно 250-350 мм) не стоит выбирать, так как в этом случае у агрегата не будет необходимого запаса мощности и добиться качественного сварочного шва будет очень непросто. К тому же сварочный прибор будет перегреваться уже после короткого периода работы.
В среднем магнитопровод должен обладать сечением 450-550 мм2. Тогда вес инструмента немного увеличится, но при этом будет более надежным. Все чаще самостоятельно делают сварочные приборы с тороидальным сердечником, для которого характерны повышенные электротехнические параметры (в 5 раз больше, чем таковые, у сердечника стержневого типа), при этом небольшие электропотери. Основная сложность их устройства заключается в расположении на торе обмотки и трудностями при изготовлении собственно обмотки.
http://moyakovka.ru/youtu.be/L75jxmwkoII
Но если правильно подойти к задаче, получится хороший эффект. Произвести сердечник можно из трансформаторного ленточного железа, скрученного в конфигурацию тора. В качестве примера можно привести магнитопровод трансформатора «Латр» на 9 А. Чтобы расширить внутреннее окно в сердечнике, необходимо с внутренней части отмотать определенную длину ленточной стали и намотать ее на наружную часть элемента. Но практикой показано, что одного сердечника типа «Латра» для сборки полноценного сварочного агрегата не хватит (причина тому — недостаточная величина сечения). Такой аппарат будет перегреваться уже после смены пары электродов 0,3 см сечением.
Отдельное внимание стоит уделить самодельным конструкциям сварочных приборов, сделанных на основе статоров асинхронных электродвигателей с тремя фазами, обладающих большой мощностью (свыше 10 кВт). От величины сечения статора зависит выбор сердечника для сварки. Но трансформаторная электротехническая сталь не идеально соответствует штампованным пластинам статора, потому делать сечение меньше 4-4,5 см не имеет смысла.
Первым делом со статора удаляется оболочка, убираются обмотки из внутренней части, перегородки внутренних пазов спиливаются, внутреннюю часть зачищают с помощью абразивного круга или напильника, округляют острые углы сердечника и тесно его заматывают в хлопчатобумажную изоляционную ленту. Теперь можно приступать к устройству обмотки.
Вернуться к оглавлению
Для устройства первичного слоя/сетевой обмотки лучше всего подойдет специально предназначенный для этого обмоточный провод из меди со стеклотканевым изоляционным материалом. Можно использовать провод с прорезиненной изоляцией. Нельзя использовать провода, изолированные с помощью полихлорвинила, так как он под воздействием высоких температур может расплавиться, вытечь из первичного слоя обмотки и привести к короткому замыканию.
Наматывая обмотку на сердечнике, необходимо руководствоваться следующими правилами:
- Обмотку следует производить на изолированный керн и только в одну сторону (против часовой стрелки, к примеру).
- Каждый новый слой изолируется стеклотканевой либо электрокартонной изоляцией.
- Выводы обмотки требуется залуживать, маркировать, фиксировать хлопчатобумажной тесьмой.
http://moyakovka.ru/youtu.be/LvIyLUOzS64
Сварочный провод подсоединяется к прибору посредством медных наконечников с внешней стороны прибора.
moyakovka.ru
www.samsvar.ru
Схема сварочного аппарата постоянного тока
 Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.

Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.

Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.

Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.

swarka-rezka.ru
Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.

Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.На рис.1 показаны• сердечник, на который мотается первичная и вторичная обмотки;• диодный мост из четырех диодов;• дроссель;• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать». Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.
Какие бывают трансформаторы для сварочных аппаратов:

- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.

Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.

Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.

Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ!

Рис.3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»

Рис.4
На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.

Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят.
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.

Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель.
svarka-master.ru
Сварочный аппарат своими руками - 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.

Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.

При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.

Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.

В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.

Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.

Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.

При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.

Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:

Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.

Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.

С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.

Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.

С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.

Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.

Фото сварочного аппарата своими руками



























Инструменты из раздела:
zdesinstrument.ru
Делаем самодельный сварочный трансформатор для дома своими руками.
Электросварка прочно вошла в арсенал работ домашних мастеров и автослесарей. Еще 20-30 лет назад, личный аппарат для ручной дуговой сварки был настоящей экзотикой. Счастливые обладатели сварочника в гараже или в своем дворе, пользовались неизменной популярностью среди друзей и знакомых, и имели возможность дополнительного заработка.
Приобрести списанный (а зачастую украденный со стройки или завода) сварочный аппарат советского производства считалось большой удачей.
Поэтому отечественные «кулибины» мастерили сварочники самостоятельно, из того, что удавалось найти буквально на мусорке. Неказистые на вид, зачастую опасные для здоровья – они, тем не менее, исправно работали.

Сегодня в любом строительном супермаркете можно купить промышленно изготовленный сварочный аппарат, в любом варианте исполнения и для различной нагрузки.

Однако многие слесаря, по-прежнему изготавливают этот прибор самостоятельно.
Рассмотрим виды и принцип действия дуговых сварочных аппаратов
Сварочный трансформатор
Преобразует электрический ток для образования устойчивой электрической дуги.На неподвижном сердечнике – магнитопроводе, располагаются две обмотки.
Принцип работы – понижение напряжения на вторичной обмотке с одновременным увеличением силы тока. Для регулирования параметров дуги, предусматривается изменение силы тока на вторичной обмотке. Либо переключением между витками обмоток, либо перемещением по сердечнику одной обмотки относительно другой.
Преимущества конструкции:
- Низкая стоимость;
- Простота изготовления;
- Высокая надежность;
- легкость в обслуживании.
Недостатки:
- Большая масса и габариты;
- Нестабильность сварочной дуги;
- Для работы требуется специальная подготовка персонала;
- Эффективно работает только с низколегированной сталью.
Сварочный выпрямитель
Состоит из двух блоков. Трансформатора и выпрямительного устройства.После понижения напряжения и повышения силы тока на трансформаторе, вступает в дело выпрямитель, собранный на кремниевых или селеновых элементах. В результате на выходе мы получаем постоянный ток для питания электрической дуги. Выпрямитель может иметь дополнительные элементы схемы, для получения идеальных характеристик.
Преимущества конструкции:
- Получение стабильной и непрерывной дуги, что делает сварочный шов более качественным;
- Возможность работать с любыми типами стали, в том числе и некоторыми цветными металлами;
- Простота использования позволяет работать на аппарате сварщикам с невысокой квалификацией.
Недостатки:
- Сложная конструкция, как в изготовлении, так и в обслуживании;
- Более высокая стоимость в сравнение с простым трансформатором.
Сварочный инвертор
Высокочастотный преобразователь тока.Конструктивно состоит из нескольких трансформаторов, дросселей и управляющих схем. На выходе выдает ток высокой частоты. Обеспечивает полный контроль над процессом сварки. Полная универсальность применения.
Преимущества конструкции:
- Низкое потребление мощности, за счет высокого КПД;
- Практически не зависит от колебаний входного напряжения;
- Устойчивая дуга позволяет работать с любыми металлами и электродами;
- Позволяет работать с длинными нагрузочными проводами;
- Широкий диапазон регулировки тока;
- Малая масса и компактные габариты;
- Простота использования.
Недостатки:
- Высокая стоимость;
- Сложность конструкции не позволяет обслуживать прибор в домашних условиях.
Полуавтомат
Формирует дугу постоянным или импульсным током.Может работать или в инертной среде (углекислота), или при помощи специальной проволоки. Электродная проволока подается по резиновому шлангу в зону сварки при помощи специального держателя.
Преимущества конструкции:
- Высокое качество шва;
- Практически отсутствуют брызги раскаленного металла;
- Работа с металлом любой толщины, в том числе и малой;
- Применение в кузовных работах при ремонте автомобиля;
- Простота использования для неопытного сварщика.
Недостатки:
- Высокая стоимость;
- Использование специализированных расходных материалов.
Изготовление самодельного сварочного трансформатора для дома
Самодельный сварочник, как правило, представляет собой трансформатор или выпрямитель. Инвертор или полуавтомат изготовить дома может не каждый.
Для создания правильного аппарата, необходимо знать устройство и принцип действия сварочного трансформатора.
При работе с толстостенными металлическими заготовками используются мощные трансформаторы переменного тока. Типовая схема представлена на рисунке.

С помощью контактов 1,2,3,4.5 осуществляется регулировка количества витков на первичной обмотке – что позволяет выбрать необходимый ток сварки. В данном случае определение «чем больше, тем лучше» не подходит. Слишком высокий ток может просто расплавить металл. Для нормальной работы трансформатора необходим диапазон регулировки 50-200 ампер.
При сборке сварочного трансформатора необходимо провести элементарный расчет параметров. Электроды переменного тока имеют диаметр более 2мм. Ток в несколько десятков ампер дает относительно устойчивую дугу на толщинах металла 2-5 мм. Для воспламенения дуги выходное напряжения обязано быть в пределах 60-65 вольт.
Сварочный ток Iсв рассчитывается исходя из диаметра электрода.Формула для расчета: Iсв=КК1*DIсв – сварочный ток в Амперах.К1 = 30-40 (коэффициент, величина которого определяется типом и размером электродов)D = диаметр электрода в мм.
ВАЖНО! При коротком замыкании, ток не должен превышать рабочее значение на 30-35%
График зависимости силы сварочного тока от напряжения приведен на рисунке:

При работе с тонкими металлами необходим сварочный выпрямитель. Принцип работы такой же, как у трансформатора, только на вторичную обмотку нагружается выпрямитель.

Напряжение холостого хода на обмотке должно быть в диапазоне 70-75 вольт, для устойчивой работы дуги при относительно небольших токах.Для поддержания стабильного напряжения при сварке (точнее – для защиты дуги от его пульсаций) в схему добавлен дроссель с конденсатором.
Правильный аппарат с широким диапазоном рабочих токов
Собрать сварочный трансформатор переменного тока с широким токовым диапазоном сложно. Поэтому один и тот же трансформатор можно использовать для разных видов сварки. Для работы с толстым металлом и электродами диаметром 3-4 мм, используется только трансформатор с регулируемой обмоткой.
А для сварки тонкого метала (например, при ремонте автомобиля) к нему подключается схема выпрямителя. И тогда у вас появляется возможность варить переменным током небольшой величины.
Для безопасности работ лучше укрыть собранный комплект в диэлектрический корпус. Идеальный вариант – листы текстолита. Коммутационные контакты можно вывести на одну сторону ящика и подписать их назначение.

В этом видео подробно рассказано о том, что такое сварочный трансформатор и почему его так называют
Для охлаждения трансформатора и схемы выпрямителя в корпусе надо предусмотреть принудительную вентиляцию.
ВАЖНО! При соблюдении элементарных норм безопасности, ваш самодельный сварочный аппарат будет работать не хуже промышленного.
obinstrumente.ru