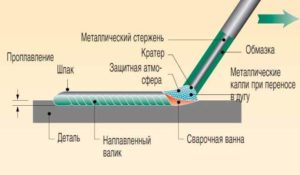
Технология сварки полуавтоматом с газом и проволокой. Сварочный аппарат с проволокой и газом
Как правильно выбрать сварочный полуавтомат для дома
- Содержимое:
- Как работает полуавтоматическая сварка
- Какой газ нужен для сварки полуавтоматом
- Как настроить полуавтоматическую сварку
- Как пользоваться сварочным полуавтоматом
- Какой фирмы лучше сварочный полуавтомат
- Какой сварочный полуавтомат выбрать для производства
- Чем отличается сварка автомат от полуавтомата

Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом:
 На горелку подается газ, используемый в качестве защитного элемента.
На горелку подается газ, используемый в качестве защитного элемента.- Специальный механизм направляет сварочную проволоку с необходимой скоростью.
- Электроэнергия подается с помощью источника питания трансформаторного или инверторного типа.
Принцип работы полуавтоматического оборудования для сварных работ заключается в следующем:
- Сварной ток поступает на горелку.
 В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.
В роли электрода в данном случае выступает проволока, которая автоматически подается с помощью специального механизма. Для сварки под флюсом полуавтомат имеет специальную воронку и может использовать более толстую проволоку.- Между обрабатываемым материалом и проволокой образуется дуга, с помощью которой и осуществляется плавление проволоки.
- Одновременно подается газ. Газ обеспечивает защиту вокруг сварной ванны.
Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.- MIG - аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG - обозначает, что оборудование настроено на работу с углеродом.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Профессиональные сварщики рекомендуют использовать смесь аргона и углекислого газа в соотношении 80 на 20. Этот состав обеспечивает простоту проведения работ, а также качественный ровный шов, не требующий дополнительной обработки.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:- Подобрать силу тока - сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки - регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси - это позволит избежать брызг. Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
- Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:- Китай - оборудование китайских производителей представлено в наиболее приятной ценовой категории. Можно приобрести китайский полуавтомат как заводской, так и кустарной сборки. Некоторые российские модели также на самом деле собираются по лицензии в Китае. Качество во многих случаях оставляет желать лучшего.
 Европа - качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.
Европа - качественное, многофункциональное, но дорогое оборудование. Наиболее ценятся модели полуавтоматических аппаратов итальянских производителей. Прежде всего, в полуавтомате важны качество и стабильная работа, тогда европейские модели будут оптимальным решением. Популярностью пользуется EWM, Telwin, BlueWeld.- Россия - нечто среднее по ценовой политике со сравнительно хорошим качеством. Единственное условие, чтобы полуавтоматическое оборудование для выполнения сварочных работ изготавливалось непосредственно в России, а не было подделкой. Подойдут модели Энергомаш, Сорокин и т. д.
Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования. Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно: Качество подачи напряжения - производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.
Качество подачи напряжения - производство требует высокого качества выполнения сварочных работ. По этой причине устройства, которые помогают обеспечить постоянство и стабильность дуги, являются важными и на их наличие стоит обращать внимание в первую очередь. Выбор сварочного полуавтомата для производства следует ограничить инверторными моделями, позволяющими стабилизировать напряжение электричества на выходе.- Скорость проведения работ - этот критерий имеет особое значение при проведении производственных работ. Следует уделить внимание дополнительным функциям, ускоряющим и облегчающим процесс сварки. К ним относится:
- система автоматической подачи проволоки
- контроль над предотвращением прилипания электрода
- возможность горячего запуска
- Тип подключения - при выборе сварочного полуавтомата нужно знать параметры электрической сети, которая есть в наличии. Но чаще всего такие установки должны работать от трехфазного напряжения.
Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:- Полуавтомат - по сути, практически ничем не отличается от обычной сварочной установки. Единственной разницей является то, что подача сварной проволоки осуществляется автоматически (может быть как с механическим, так и электронным приводом). Преимущества полуавтоматической сварки перед автоматической сваркой состоят в том, что квалифицированный специалист может выполнять сложные задачи по обработке тонких металлов, что практически недостижимо при использовании автомата.
 Автомат - в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Автомат - в установке роль человека ограничивается исключительно установкой сварочного трактора в начале шва. Все работы выполняются полностью автономно. При этом различие технологии автоматической и полуавтоматической сварки делает непрактичным использование автоматического метода для выполнения штучных работ.
Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.

Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
Как выбрать сварочный аппарат
Различные методы сварки предназначены для разных типов работ. Если вы знакомы с методами сварки, то можете просто пропустить эту часть статьи. Здесь мы рассмотрим принципы действия каждого из методов и укажем где они применяются.
К основным методам сварки относятся:
- ручная дуговая сварка штучными электродами
- полуавтоматическая сварка электродной проволокой в среде защитного газа (MIG)
- ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа (TIG)
Ручная дуговая сварка штучными электродами
На протяжении многих лет дуговая сварка является самым популярным методом соединения металлов в небольших мастерских. В дуговой сварке используется электрическая дуга, которая образуется между металлом и электродом. Дуговую сварку можно использовать как в помещении, так и на улице. Это также один из самых недорогих методов сварки, с его помощью можно сваривать ржавые или грязные металлические поверхности.
Достоинства дуговой сварки:
- можно использовать вне помещения
- можно использовать для сварки ржавых и грязных металлов
- подходит для сварки толстых листов
- нет необходимости в защитном газе
Недостатки дуговой сварки:
- дуговая сварка не позволяет соединять металлические листы или трубы, толщиной менее 1,2 миллиметра
- требует частой смены электрода
- на поверхности остаются брызги металла
- сварной шов необходимо зачищать от шлака
Так-же, следует отметить, что метод ручной дуговой сварки достаточно сложен в освоении. Сварочная дуга может быть питаема постоянным или переменным током. При этом сварка с дугой от переменного тока считается более экономичной и используется для соединения более толстых металлических листов, толщиной 1,6 миллиметра и более. Это хороший выбор для дачи, гаража или подсобного хозяйства.
Полуавтоматическая сварка электродной проволокой в среде защитного газа (MIG)
В данном методе для сварки используется проволочный электрод на катушке, который подается в рабочую область автоматически с заданной скоростью. Электрическая дуга, которая образуется между электродом и металлом, плавит проволоку и соединяет ее с металлом. При этом сварной шов почти не требует очистки от шлака. В качестве защитного газа используют инертный газ аргон или активный углекислый газ. Метод достаточно прост в освоении и может быть использован для соединения как тонких, так и толстых металлических листов.
Существует разновидность данного способа сварки, при которой используется порошковая проволока. При использовании порошковой проволоки защитный газ не требуется. Благодаря своей простоте и портативности данный метод широко используется при строительных работах.
Метод MIG достаточно прост и может быть использован для сварки стали, алюминия и нержавеющей стали толщиной от 0,6 миллиметра.
Преимущества метода MIG
- прост в освоении
- высокая скорость сварки
- лучше подходит для сварки тонких листов
- шов чистый, без шлака
- можно использовать тоже оборудование для сварки порошковой проволокой
Ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа (TIG)
При использовании данного метода сварки дуга образуется между не расходуемым вольфрамовым электродом и металлической поверхностью. Энергия от источника постоянного тока проходит по дуге через столб из сильно ионизированного газа и паров металла (плазмы). От воздействий атмосферы рабочую область изолируют с помощью защитного газа (обычно используют аргон). При этом методе может быть использован металл-наполнитель. Можно варить и без металла-наполнителя (автогенная сварка).
Сварка TIG широко используется для соединения тонких листов из различных сплавов стали, нержавейки, алюминия, магния и меди. Этот метод позволяет получать прочные швы высокого качества. Метод TIG достаточно сложен в освоении и значительно медленнее других методов сварки.
Преимущества сварки TIG:
- позволяет получать качественные, прочные швы
- электрод не расходуется
- выход тепла можно контролировать, используя педаль
Какой метод сварки выбрать?
Выбор метода зависит от поставленной задачи. Планируете ремонтировать старую волгу в гараже, варить забор на даче или собирать раму для мотоблока? Ниже представлена таблица с типами работ и соответствующей толщиной металла.
|
Тип работ |
Средняя толщина металла |
|
Авто кузовные работы |
0,5 мм и менее |
|
Рама прицепа |
0,6 — 0,8 мм |
|
Дача, фермерский инвентарь |
0,8 — 1 мм |
|
Толстые структурные элементы |
Более 1 мм |
|
Велосипеды, газонокосилки и трубные рамы |
0,15 мм |
|
Лодки, автомобили и мотоциклы |
0,15 — 0,3 мм |
|
автоприцепы |
0,15 — 0,3 мм |
|
Ремонтные работы средней и высокой сложности |
0,5 — 0,6 мм |
Выбор метода сварки также зависит от типа металла, который вы собираетесь варить. В таблице ниже представлены возможности различных методов сварки.
|
металл |
Метод сварки |
||
|
Ручная дуговая |
MIG |
TIG |
|
|
сталь |
+ |
+ |
+ |
|
нержавеющая сталь |
+ |
+ |
+ |
|
сплавы алюминия |
+ |
+ |
|
|
чугун |
+ |
||
|
хромомолибден |
+ |
||
|
медь |
+ |
||
|
латунь |
+ |
||
|
экзотические металлы |
+ |
||
Рабочий цикл сварочного аппарата
Рабочий цикл сварочного аппарата описывает как долго может работать аппарат без перерыва. Рабочее время выражают в процентах от 10 минут. В рабочем цикле обычно также указывают и силу тока сварочного аппарата. Например сварочный аппарат Miller Dynasty 350 TIG может выдавать 300 ампер на 60 % рабочего цикла. Это означает, что варить можно в течении шести минут, после чего аппарат должен остывать в течении четырех минут.
Сварочные аппараты для легкого ремонта имеют рабочий цикл 20% с выходом 230 ампер и менее. Более мощные сварочные аппараты обычно имеют рабочий цикл 40-60 % с выходом 300 ампер и менее.
Какой сварочный аппарат лучше
Ниже приведен список наиболее популярных сварочных аппаратов со списком плюсом и минусов.
Ресанта САИ-220
Плюсы:
- силу тока можно регулировать от 10 до 220 ампер
- напряжение на входе от 140 до 260 В
- вес 5 кг
- дополнительные функции: горячий старт, антиприлипание
- класс защиты IP21
- рабочее питание однофазное
Минусы:
- отсутствует кейс для хранения
- очень легкий ход регулятора тока
- ненадежный вентилятор
FUBAG IR 200
плюсы:
- сила тока регулируется от 5 до 200 А
- масса 4,64 кг
- дополнительные функции: горячий старт, форсаж дуги, антиприлипание
- напряжение на входе от 150 до 240 В
- класс защиты IP21S
- класс изоляции Н
- рабочее питание однофазное
минусы:
- короткие силовые провода
Форсаж 161
плюсы:
- масса 4,3 кг
- гарантийный срок 3 года
- напряжение на входе от 140 до 250 В
- рабочее питание однофазное
- дополнительные функции: горячий старт, форсаж дуги, антиприлипание
- класс защиты IP21
минусы:
- небольшой диапазон сварочного тока — 15-160 А
- высокая цена
- неудачная маркировка полярности
Aurora OVERMAN 180
плюсы:
- полуавтоматическая сварка
- КПД 80%
- напряжение на входе от 187 до 253 В
- класс защиты IP21
- класс изоляции F
- рабочее питание однофазное
минусы:
- масса более 15 кг
- высокая цена
Интерскол ИСА-160/7,1
плюсы:
- масса 4,5 кг
- сварочный ток от 20 до 160 А
- диаметр электрода 1,6 до 4 мм
- дополнительные функции: горячий старт, форсаж дуги, антиприлипание
- напряжение на входе 170 — 242 В
- класс защиты IP21S
- класс изоляции F
- рабочее питание однофазное
- низкая цена
минусы:
- не надежный держатель электрода
naobzorah.ru
технология, правильная настройка и инструкция для начинающих
Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Таким аппаратом возможно сварить любые металлы с разной толщиной. Поэтому чаще всего полуавтоматическую и автоматическую сварки можно встретить в промышленности. Если сравнивать этот тип сваривания с обычной электродуговой сваркой, то коэффициент полезного действия автоматов намного выше. Сварка полуавтоматом для начинающих включает в себя изучение теоретического и практического аспектов, а они очень тесно связаны друг с другом.
Полуавтоматическая сварка и её разновидности
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.
Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки
Рассмотрим подробно варианты сваривания при помощи полуавтомата. Процесс соединения металлов автоматом бывает двух видов — сварка внутри защитного газа, а также с помощью проволоки с порошком (флюса).
Процесс сваривания в середине защитного газа
Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Три вида сваривания полуавтоматом:
- Без отрыва от тела металла. Шов непрерывным слоем наносится от начала до намеченного конца.
- Точечная сварка. Детали соединяются сварочными точками, через заданные промежутки, по всей длине свариваемой поверхности.
- Сварка коротким замыканием. В основном такой тип сваривания автоматический, а применяют его к тонкому листовому металлу. Процесс происходит от электрических импульсов, которые генерирует аппарат. Замыкание плавит металл и превращает его в каплю, которая соединяет детали между собой.
Полуавтоматная сварка с применением углекислоты чаще всего проходит в режиме переменного тока. Приступая к работе, необходимо произвести настройку полуавтомата для сварки. Параметры регулируются в зависимости от типа металла. От текущих настроек аппарата зависит расход применяемого газа. В отличие от углекислоты, проволоки уходит неизменно — средний расход 4 см в секунду. С точными настройками и расходом материала можно ознакомиться в паспорте аппарата, где по ГОСТу указаны нормы для каждой из разновидностей металла.
Оборудование настроено и готово к работе, детали зачищены, теперь можно приступать непосредственно к сварочному процессу. Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Необходимо выдержать нужный зазор между деталями, которые подвергаются свариванию. По технологии это выглядит следующим образом: при толщине детали до 10 мм зазор не должен превышать миллиметр, но если свариваемые тела толще одного сантиметра, то зазор будет составлять 10% от их толщины. Хорошо сваривать детали в лежачем положении и на прокладке из железа, которая размещена снизу вплотную к основному металлу.
Как сваривать алюминий
Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
В случае сваривания алюминия для работы применяется специальная подложка — это предотвращает его растекание. На сварочный процесс воздействует постоянный ток обратной полярности — на деталь крепится катод, а горелка играет роль анода. Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Сваривание без использования инертного газа
Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Под воздействием высокой температуры плавления, порошок создаёт облако из газа, которое обеспечивает защитой сварочную ванну от окисления. А кран на баллоне с инертным газом в это время перекрыт. Основное преимущество порошковой проволоки заключается в возможности провести сварочный процесс даже при сильном ветре. А в случае с подачей газа из баллона ветер будет помехой.
Но есть случаи, когда не рекомендуется применение порошковой проволоки: тонкий листовой металл и среднеуглеродистая сталь. Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Базовые правила сварочного процесса
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
tokar.guru
Как выполняется сварка полуавтоматом: советы по свариванию металла

Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
Содержание статьи
Типы полуавтоматического сварочного оборудования
Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика:
- мобильность: переносные: передвижные и стационарные аппараты. Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий;
- защита шва: порошковой проволокой, флюсом, газом. При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
- тип электрода: стальной, алюминиевый, комбинированный.
Узнать больше о сварке электродами.
Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки.
Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона.
Устройство аппарата
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Полуавтоматический сварочный аппарат состоит из следующих деталей:
- Газовый баллон, в котором находится газ для защиты металла.
- Трубка для подачи газа – это приспособление, через который и подается газ в рабочую зону.
- Катушка для проволоки.
- Механизм для автоматической подачи проволоки может быть тянущим, толчковым или комбинированным, при котором подача осуществляется двумя приводами.
- Газовая горелка обеспечивает подачу газа в активную зону для защиты металла от внешней среды. Изоляционная рукоятка обеспечивает высокий уровень безопасности для мастера во время сплава материалов.
- Источник питания может быть нескольких видов – инвертор или трансформатор. Это зависит от габаритов и предполагаемой мощности аппарата.
- Блок управления.
- Газовая аппаратура для полуавтомата.
- Провод цепи управления.
Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами:
- Стыковый метод предусматривает плотное соединение двух частей между собой тонким и практически незаметным швом. При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
- Внахлест сплавление выполняется точечным методом, когда одна деталь немного «находит» на вторую. В некоторых случаях при этом образую сплошной неразрывный шов.
Режим работы мастер настраивает самостоятельно, ориентируясь на качество деталей, то есть типа металла и их толщину. При толстых изделиях шов необходимо прокладывать в несколько этапов, выстраивая дорожки, плотно прилегающие друг к другу. Тогда соединение будем ровным и прочным.
Плюсы и минусы полуавтоматической сварки
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:

- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
Особенности сварки газом и без газа
Полуавтоматическая сварка с газом применяется чаще, так как она может выполнить более широкий спектр функций, чем без газа. Кроме этого, стоит отметить преимущества данного типа сплавления:
- качество сварки намного выше, чем работа без газа, то есть швы получаются практически идеальные и малозаметные;
- умеренная термическая обработка деталей позволяет производить швы даже на тонких изделиях, не деформируя их;
- высокий коэффициент полезного действия за счет быстрой плавки проволоки производительность увеличивается в несколько раз;
- перед соединением не нужно проводить первичную подгонку деталей, что экономит время мастера;
- углекислый газ самый доступный среди всех и широко применяется для сплавления;
- технология работы сварочным полуавтоматом намного проще, чем работа электродом вручную, поэтому данное ремесло легко освоить даже новичку.
Сварка полуавтоматом без газа используется в том случае, если работы проводятся не слишком часто, то есть, нет смысла приобретать баллон. В таком случае для защиты применяется порошковая проволока или флюсовая. Во время спайки металлических изделий она расплавляется под воздействием высокой температуры и создает над швом слой защитного газа.
Выполняя сварочные работы без газа, необходимо учесть некоторые нюансы и секреты, которые помогут в работе:
- для устойчивости качества дуги необходимо контролировать сварочный ток. То есть, применять тонкую проволоку на высокой плотности. Это поможет контролировать дугу и уменьшить разбрызгивание металла. Также значительно снижается риск обрывания дуг;
- тонким электродом нужно производить движения исключительно вдоль шва, тогда дорожка будет ровной и прочной. При использовании проводника большого диаметра допустимо плавные движения из стороны в сторону;
- швы на деталях который расположены вертикально или под углом более 55 градусов по отношению к горизонтальной плоскости нужно варить снизу вверх, чтобы избежать стекание плавленого металла.
Узнать больше о дуговой сварке электродами.
Как выбрать полуавтомат
Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых — непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата:
- Мощность оборудования является основным условием для качества работы и КПД. Если данный аппарат будет использоваться в промышленных условиях, тогда рекомендуется приобретать более мощный агрегат. И наоборот, для домашних условий достаточно будет простого переносного полуавтомата.
- Бренд. Важно изучить производителя и ознакомиться с реальными отзывами пользователей.
- Функции. Перед покупкой нужно ознакомиться с технологией работы таким изделием, чтобы выбрать максимально подходящее оборудование.
В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
[Всего голосов: 2 Средний: 4/5]svarkaed.ru
Как переделать сварочный инвертор в полуавтомат своими руками?
Март 22, 2017
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов. Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
electrod.biz