







Технологии обмана покупателей: сварочные аппараты MMA. Лучшие сварочные аппараты мма
Лучшие Сварочные инверторы MMA рейтинг: фото, характеристики, цены, отзывы
от 11303 руб. до 16600 руб.
к оглавлению ↑Отзывы о Форсаж Форсаж-161
Достоинства
Мокрыми старыми уонями 4 мм в дождь ржавую арматуру на удлинителе 200 метров? Легко! аношкой 2 мм кузовной металл? да тоже почему нет. Рабочие качества перекрывают все недостатки.
Недостатки
Ценник бы поменьше. Давно точу на него зубки в дополнение к ПА, пользовать довелось только на работе.
Комментарий
Аппарат немножко создает иллюзию что ты умеешь варить, даже если не умеешь, а просто получилось)))
Достоинства
мощный вентилятор, отлично держит дугу, аппарат компактный
Недостатки
пониже бы цену
Комментарий
стабильная, мягкая дуга. В отличие от китайских подделок, этот аппарат отлично работает при разумных перепадах напряжения. Еще стоит отметить, что у него очень прочный корпус.
Достоинства
Компактный, хороший корпус, стабильная и мягкая дуга. Вентилятор очень мощный работает по сигналу термодатчика и включается достаточно редко, а значит сосет меньше пыли.
Недостатки
Неудачно нанесены обозначения тока и полярности на корпусе аппарата. Когда он стоит на земле, защитный козырек закрывает риску на регуляторе и значки полярности. проблема решается маркером. Иногда мешает форсаж дуги: тонкие электроды (2 мм, 2.5 мм) прилипают и их приходится придерживать второй рукой. Со временем можно привыкнуть. При отключении выключателя на задней стенке отключается вентилятор. Вентилятор расположен ближе к земле и может засасывать мелкий мусор.
Комментарий
Великолепный аппарат. 3 года гарантии. Варить им очень легко, ни в какое сравнение со старыми трансформаторными аппаратами. Стабильно работает при любом разумном напряжением в сети, только снижается максимальный ток. Очень мощная система охлаждения с очень чувствительным датчиком. Вентилятор включается при нагреве до +27 градусов. Единственный косяк — при выключении автомата на корпусе отключается вентилятор независимо от температуры. Из за этого не стоит отключать аппарат сразу после сварки, надо дать поработать без нагрузки.При сварке тройкой достаточно питающей линии с защитным автоматом на 20А. При резке на максимальном токе через 1 минуту вырубается автомат 25А. Максимально потребляемый аппаратом ток 27А кратковременно. В качестве удлинителя нужно использовать кабель не меньшее 2.5 ммВ комплекте нет проводов, но есть разъемы. Лучше сделать провода самому, чем пользоваться дешевыми и короткими комплектными проводами. Чем длиннее провода, тем меньше пыли в аппарате и удобней работать на больших конструкциях.
Достоинства
Аппарат хороший, для новичка самое оно. Варит на слабой сети на ура. Дуга горит мягко.Регулятор сварочного тока откалиброван адекватно(не среднепотолочными значениями).
Комментарий
Варит любыми электродами, даже советскими 30-летней выдержки.Проводов нет в комплекте сам выбираешь, у меня повод 25кв.мм, 6 метров на держак, 4 метра на массу. Держак эсабовкий винтовой, масса корд 500А. Какой изготовитель будет комплектовать подобным. Да и сам не купишь, за все вместе кругленькая сумма выходит.Антиприлип и форсаж дуги выручают когда учишься варить.Отличная машинка за свои деньги.
Достоинства
выдает столько ампер сколько выставлено. арматуру 8 мм варит на 60 амперах, очень чувствителен к регулятору ампер. какой нить китайский аппарат работая типа на 190 амперах, не догонит этот работающий на 75-100.
Недостатки
Для кого то недостатком может стать то, что нет в комплекте проводов с зажимами. Но это признак аппарата для профессионала. Лучше собрать или заказать в магазине хороший провод, хорошей длины с хорошими зажимами(которые держут и зажимают), чем мучиться с двух метровыми проводами и плохими зажимами, которые вкладывают в комплект с китайскими аппаратами.
Комментарий
Не жалейте денег на хорошие инструменты.
Достоинства
Просто не аппарат ,а золото.Дугу держит отлично.На пониженное напряжение в сети никак не реагирует.Мощный вентилятор.Качественные комплектующие внутри и сама сборка.
Недостатки
Шкала где регулируется ток не очень видна,но это мелочи.Хотелось бы цену на аппарат видеть пониже,но качество наверное тогда упадет.
Комментарий
Кто то скажет дизайн старомодный,а по мне наоборот строгий как в лаборотории.Варить им одно удовольствие!Всякие Рес….,Гус…,Сва….-отдыхают в стороне.
Достоинства
Отличный аппарат! Ни в какое сравнение не идет с китайским ширпотребом!
Достоинства
Надежный, работает от бензогенератора.
Недостатки
Выключатель сзади, в виде обычного пакетного автомата. Нет силовых проводов в комплекте.
Комментарий
Купил в 2012 году (за 10т.р.),использовал в быту, варил арматуру, швеллер 150, уголок 75 и много чего еще. Хороший шов, электрод не липнет. Для новичка отличный помощник. Раньше использовал саи200 и обычный телвин, намучился. Форсаж 161 надежный инструмент. Много варил арматуры и уголка на даче от бензогенератора на 2,8кВт, реально варит.
Достоинства
Широкий диапазон рабочего напряжения, функции антиприлипание и форсаж дуги
Недостатки
Цена великовата, но за качественную вещь не жалко!
Комментарий
Приобретал для работ на загородном участке. Напряжение у нас гуляет от 160 В до 245 В. Сначала взял инвертор Telwin, почти сразу сгорел. Отнес по гарантии — сказали сгорел диодный мост, поменяли по гарантии. Поработал еще немного — опять те же симптомы, по гарантии ремонтировать отказались, сославшись на нестандартное напряжение в розетке! Долго изучал форумы и в итоге взял себе этот аппарат! По деньгам получилось в 2 раза дороже, зато работает!
best-top-10.ru
Технологии обмана покупателей: сварочные аппараты MMA.
Сварка штучным электродом на просторах бывшего СССР имеет традиционное отечественное название - Ручная Дуговая Сварка, или сокращенно РДС. В западном мире и среди соотечественников, приступивших к освоению этого оборудования не так давно, распространено англоязычное название MMA (от Manual Metal Arc – в буквальном переводе «ручная дуговая сварка металлов»). Речь идет абсолютно об одном и том же процессе.
Китайская промышленная революция сделала сварочное оборудование доступным для сотен миллионов людей с точки зрения цены. А применение инверторных технологий резко снизило уровень требований к уровню подготовки сварщика и к мощности источника электропитания. В итоге со второй половины нулевых годов мировой рынок инструмента потряс настоящий бум сварочного оборудования. В первую очередь, MMA: не менее 9 из 10 аппаратов, приобретаемых в розницу в нашей стране, относятся именно к ручной дуговой сварке штучным электродом. Сегодня сварочный аппарат еще не сравнялся по распространенности с молотком или дрелью, но уже точно превзошел некоторые виды электроинструмента и другого традиционного оборудования для строительства и ремонта. Тем не менее, разбираться в этом непростом оборудовании потребители лучше не стали. Чем беззастенчиво пользуются недобросовестные розничные торговцы и даже отдельные производители и импортеры.
Неодинаковый одинаковый сварочный ток: один варит, другой нет
Одной из немногих характеристик сварочного аппарата, в которых потребители разбираются хорошо (или думают, что разбираются), является диапазон сварочного тока. Причем главной является именно верхняя граница диапазона. Даже не искушенному в электрических процессах человеку понятно, что чем больше сила тока, выдаваемая аппаратом, тем лучше. По крайней мере, тем легче будет идти сварочный процесс.
Зерно разумного в таком предположении есть, но в целом оно ошибочно. Любой продавец в магазине сварочного оборудования пояснит, что чем выше сила максимального тока, тем больше диаметр электрода, который можно использовать с данным аппаратом. Подбор типа и диаметра электрода зависит от многих параметров, но непрофессиональным сварщикам для стали обычно рекомендуют электроды АНО-21 или МР-3 из расчета диаметра «1 к 1»: чтобы диаметр электрода приблизительно был равен толщине свариваемого металла. Отсюда и выбор аппарата по току: ориентировочно 40А сварочного тока на 1 мм диаметра электрода. Еще раз, обе эти «методики» расчета – и диаметра электрода, и тока, требуемого для работы им - очень неточные. Зато просты и доступны для человека с ограниченным опытом или вообще без него. Именно ими, а не справочными таблицами, пользуется большинство обученных продавцов в профильных магазинах.
И вот покупатель определился с решением: будет варить электродом до 4,0 мм включительно. Значит, аппарат нужен, чтобы выдавал 160А сварочного тока. В магазин пришли 2 соседа по дачам. Один берет «по-минимуму» - аппарат на 160А. Второй с запасом – на 200А. Благо, разница в цене незначительна. Производитель первого заявляет, что аппарат справится с электродом до 4,0 мм, второго – до 5,0 мм.
Оба покупателя остаются довольными до того момента, пока решают попробовать свои аппараты в деле на электродах 4,0 мм. И вот тут вдруг обнаруживается удивительный сюрприз: поочередно подключаемые к одному и тому же источнику питания, аппарат с пределом в 160А 4,0-мм электрод «тянет». А аппарат с заявленным пределом в 200А 4,0-мм электрод поджигает, но дугу вести не дает – сразу обрывает. Про 5,0-мм электрод и говорить нечего. Расстроенный покупатель идет в сервисный центр, где его аппарат ставят на стенд и наглядно демонстрируют, что тот выдает даже больше заявленных 200А. Может, все 250А. Так что к аппарату претензий быть не может, и проблемы нужно искать где-то еще: в источнике электропитания, используемых электродах или вообще в том месте, откуда руки растут. Как же такое возможно???
Точно так же, как при игре в наперстки или обмене валюты с рук. Хотя иногда у поставщика оборудования нет умысла обмануть покупателя. Возможно, выдача менее мощного оборудования за более мощное происходит вследствие элементарной безграмотности. Но нередко, если верить менеджерам китайских заводов, это прямое указание российских (а также украинских, азиатских, ближневосточных, африканских и многих других) импортеров.
Оптимальный режим работы при сварке штучным электродом подразумевает ведение электрода на расстоянии от поверхности свариваемого металла, приблизительно равном диаметру электрода. (Точно выдерживать это расстояние, конечно, невозможно, но с опытом получается неплохо). Для поддержания дуги, т.е. перетекания электрического тока, требуется электрическое напряжение. И не какое-нибудь, а строго определенное. Рабочее сварочное напряжение регламентируется отечественными и международными стандартами. Оно должно составлять:
Uсв=20+0,04*Iсв,
где Iсв – сварочный ток.
Несложно подсчитать, что для тока 160А сварочное напряжение должно составлять 26,4В, а для тока 200А – 28В. Практически на любом сварочном аппарате ММА можно обнаружить табличку, обычно отпечатанную прямо на корпусе, где обязательно указаны эти два показателя – сварочного тока (I2) и сварочного напряжения (U2). Увы, не факт, что они отражают действительные возможности аппарата. Также как данные в техническом паспорте, на упаковке, ценнике, в описании в Интернете и т.д.
Именно тот максимальный ток, для которого сварочный аппарат способен обеспечить предписываемое стандартом сварочное напряжение, и является его фактическим максимальным током. Иначе этот показатель называют максимальным номинальным током сварочного аппарата, или просто номинальным током аппарата. Так что, если ваш аппарат «не тянет» электрод, проверить нужно не только выдаваемый им сварочный ток, но и выдаваемое при этом сварочное напряжение.
Если последнее недотягивает до положенного по стандарту уровня пару вольт, аппарат расчетным электродом варить будет. Электрод придется вести ближе к свариваемому металлу, т.е. поддерживать более короткую дугу. Это неудобно и чревато непроизвольным «чирканьем». Но все-таки для опытного сварщика не смертельно – шов положить получится, хотя и не без мучений. При сварочном напряжении ниже 20 Вольт вести 3-4 мм электродом дугу не удастся в принципе. Она будет разрываться при попытке минимально приподнять электрод над поверхностью металла.
«Зачем же так делать аппараты?» - наивный вопрос. Чтобы сэкономить на комплектующих. Чаще всего с умыслом привлечь покупателя, выдавая менее мощный аппарат за более мощный. Ведь величина номинального тока сварочного аппарата всецело зависит от характеристик источника питания и его собственной мощности. А собственная мощность определяется мощностью основных компонентов самого аппарата: высокочастотного трансформатора, конденсаторов, транзисторов, реле. Естественно, чем мощнее компонент, тем дороже.
Если мощности источника питания недостаточно для обеспечения выходной мощности аппарата, то, конечно, даже самая добросовестная комплектация аппарата ситуацию не спасет. Однако если в аппарат вставлены компоненты, не способные обеспечить заявленную мощность на выходе, то тут уж возможности источника питания ни при чем. Хоть к гидроэлектростанции подключай, а повысить мощность на выходе не удастся. Но… можно изменить параметры схемы аппарата так, чтобы при достижении предела выходной мощности аппарата ток еще можно было бы увеличить. За счет чего? За счет дальнейшего снижения сварочного напряжения, естественно. По стандарту положено: 160А*26,4В=4,24кВт. А можно эту же мощность разложить по-другому: 200A*21,2В=4,24кВт. Вот и получится, что в первом случае аппарат на 160А – это действительно аппарат на 160А. Он и электрод 4,0 мм будет плавить нормально. Во втором случае аппарат на 200А в действительности рассчитан на меньший номинальный сварочный ток. На какой именно, можно выяснить экспериментальным путем, одновременно замеряя сварочный ток и сварочное напряжение.
Неодинаковый одинаковый сварочный ток-2, или Вольт-амперная характеристика (ВАХ)
Сложновато? Если нет, то об этом же еще более сложно, зато наглядно. Я имею ввиду вольт-амперные характеристики аппаратов, а если точнее, параметров выдаваемой ими сварочной дуги (это не одно и тоже, но для простоты понимания будем считать, что одно).
Режим обеспечения аппаратом сварочного тока и соответствующего сварочного напряжения обеспечивается только в определенном диапазоне выдаваемого сварочного тока. Этот диапазон называется рабочим диапазоном сварочного тока аппарата – на рис. соответствует отрезку «B». В пределах этого диапазона сварочное напряжение с изменением сварочного тока изменяется незначительно – по упомянутой выше формуле 20+0,04*Iсв. Получается, что разница между сварочными токами 160А и 200А составляет 40 ампер. В то же время разница между сварочными напряжениями, соответствующими этим токам, - всего 1,6 вольта.
А что лежит в диапазоне ниже минимальной и выше максимальной границ сварочного тока?
На токах ниже минимальной границы рабочего диапазона (отрезок «A» на диаграммах ВАХ выше) сварочное напряжение значительно превышает требуемое стандартом. Этот участок соответствует очень важному этапу сварочного процесса – поджигу сварочной дуги. Чем выше напряжение до момента возникновения дуги, тем легче ее поджиг. Как только дуга зажглась, напряжение снижается до рабочего.
Гораздо интереснее поведение сварочной дуги различных аппаратов за пределами верхней границы диапазона рабочих токов (на диаграмме выше отрезок «С»). Падающий отрезок ВАХ начинается с номинального тока аппарата. Эта точка на диаграмме соответствует достижению максимума мощности аппарата. Дальнейшее увеличение сварочного тока может достигаться только за счет одновременного снижения сварочного напряжения. Кульминацией роста тока аппарата является момент «втыкания» электрода в свариваемый метал. Т.е. короткое замыкание электрода на свариваемый метал. При прямом контакте сопротивление минимально, и ток достигает максимума.
У одних аппаратов диапазон нерабочих токов узкий – ток короткого замыкания незначительно превосходит номинальный ток аппарата. О таких аппаратах говорят, что вольт-амперная характеристика у них крутопадающая, или «штыковая» (левая диаграмма). У других аппаратов по достижении предела рабочего диапазона ток продолжает расти, но сварочное напряжение падает. Чем выше ток, тем ниже сварочное напряжение. О таких аппаратах говорят, что вольт-амперная характеристика у них полого падающая (правая диаграмма).
Если посмотреть на проблему с мошенничеством на мощности аппаратов с точки зрения вольт-амперных характеристик, получается, что недобросовестные (реже неграмотные) производители и импортеры конструируют аппараты с полого падающей характеристикой, выдавая их нерабочий диапазон токов за рабочий. Т.е. выдавая менее мощные аппараты, рассчитанные на меньшие номинальные сварочные токи, но с полого падающей характеристикой, за более мощные аппараты, рассчитанные на большие сварочные токи.
На приводимом выше изображении двух ВАХ, схематически выполненном автором в «детском» редакторе Paint Brush без претензий на какую-либо точность, тем не менее, видно, что штыковая ВАХ слева принадлежит более мощному аппарату, чем полого падающая ВАХ справа. Номинальный сварочный ток у аппарата с ВАХ, приведенной слева, выше. Но ток короткого замыкания у полого падающей ВАХ справа значительно выше. Такая картина соответствует описанному в начале примеру, когда аппарат на 160А способен варить электродом 4,0 мм, а аппарат «на 200А» нет.
Фокус-покус: «автоматическая» функция форсирования дуги Arc-Force
Применение электроники позволяет делать оборудование «умным». Инженеры научили сварочные инверторы предугадывать некоторые типовые проблемы сварщика в процессе работы и помогать, компенсируя ошибки человека. Так прямой контакт электрода со свариваемым металлом приводит к режиму короткого замыкания, сопровождающемуся увеличением силы тока. Причин короткого замыкания может быть несколько, но почти все они «лечатся» схожими средствами.
На определенных режимах возможна ситуация, когда капля с электрода в буквальном смысле зависает между электродом и металлом, соединяя их и, вызывая таким образом короткое замыкание. «Лечится» проблема кратковременным увеличением тока, усиливающим ее расплавление. Увеличение тока происходит по-любому – см диаграммы ВАХ выше. Но получается, что у аппарата со «штыковой» ВАХ ток возрастает не сильно. Зато у аппарата с полого падающей ВАХ – значительно. Это увеличение тока при коротком замыкании электрода на металл многие производители благородно называют «автоматической функцией форсажа дуги». Автоматическое – это всегда удобнее, правда?
Неправда. При работе на определенных токах ток короткого замыкания аппарата с полого падающей ВАХ действительно может давать эффект вполне добросовестного форсажа дуги. Но, если его не корректировать, на других токах он может быть вреден и даже вызывать прожигание более тонкого металла. Все зависит от того, насколько ВАХ пологая, т.е. насколько ток короткого замыкания превышает номинальный ток аппарата. Естественно, производители аппаратов с «автоматической» функцией форсажа дуги никогда не указывают, на каких рабочих токах их «автоматика» помогает, а на каких вредит.
Признаком наличия на аппарате настоящей функции форсирования дуги Arc-Force является ручка, регулирующая силу набрасываемого при срабатывании Arc-Force тока. Если же на панели управления в гордом одиночестве красуется лишь ручка регулировки силы тока, то Arc Force либо отсутствует (для аппаратов с круто падающей ВАХ), либо «автоматический» (см.выше) .
Все то же самое в полной мере относится к функции горячего поджига Hot Start. Hot Start - та же функция Arc Force, только не при натягивании расплавленной капли, а при касании металла электродом для поджига дуги.
Не древние, но мифы: об энергетической эффективности
Мощность на выходе всех сварочных аппаратов при одинаковом сварочном токе одинакова:
Pвых=Iсвар*Uсвар,
Для сварочного тока 160А получается: Pвых=160А*(20+0,04*160)=4,24кВт
Но это на выходе - после тепловых потерь. КПД современных сварочных инверторов в большинстве случаев лежит в диапазоне 0,8-0,9. Для разных токов и температуры окружающей среды КПД одного и того же аппарата будет немного отличаться. Можно взять среднее значение – 0,85.
Также нужно учитывать, что сварочный инвертор перерабатывает в дугу не 100% потребляемого от сети тока. Подобно электродвигателям, часть тока он возвращает в сеть, не использовав. Т.е. его коэффициент мощности, он же «косинус фи», не равен 1, а лежит в диапазоне также 0,8-0,9. Среднее можно взять тоже 0,85.
Формула расчета требуемой мощности источника питания для определенного значения сварочного тока:
Pполн= Iсвар*Uсвар /0,85/0,85
Для сварочного тока 160А получается: Pполн=(160А*(20+0,04*160)/0,85)/0,85=5,85кВА
Обратите внимание, что полная мощность измеряется в Вольт-Амперах (ВА), а не в Ваттах (Вт).
Решив данное уравнение в обратном порядке, получим, что он от обычной 16-амперной розетки 230 вольт можно варить током до 110 ампер, что с некоторой натяжкой позволит работать электродом 3,0 мм.
Хорошо, что «..варит от 100В!». Но насколько хорошо?
Занижение нижнего порога напряжения питания распространено не столь широко, как завышение номинального тока. Этот параметр очевиден для любого потребителя, и его легко проверить. Скорее, имеет место умолчание второй части правды: какой номинальный ток аппарат выдает при пониженном входном напряжении.
При уровне входного напряжения ниже расчетного, снижается потребляемая, а с ней и выходная мощность сварочного аппарата. Соответственно, существенно снижается его номинальный ток.
Существует 2 пути инженерного решения проблемы пониженного напряжения питания. Первый: изменение схемы и параметров штатных компонентов аппарата. В первую очередь, коэффициента трансформации высокочастотного трансформатора. Второй способ – добавление блока корректировки входного питания. Наибольшее распространение получила установка т.н. блоков PFC (Power Factor Correction – в буквальном переводе «корректировки фактора мощности»). Второй способ заметнее сказывается на стоимости, зато позволяет работать от более низкого напряжения.
Приобретая аппарат для эксплуатации в условиях заведомо пониженного напряжения, недостаточно сравнить уровень ожидаемого напряжения питания с заявленным производителем минимальным порогом напряжения питания аппарата. Нужно разобраться, какой максимальный ток будет при таком входном напряжении выдавать аппарат. Иначе может получиться, что аппарат от обещанного пониженного уровня работает, вот только сварочный ток выдает бесполезно малый. К сожалению, лишь единицы производителей указывают номинальный ток для своих аппаратов для различных уровней пониженного напряжения.
Пользователям также нужно помнить, что на любом аппарате, даже оборудованном цифровым дисплеем, выставляемое значение силы сварочного тока – расчетное для стандартного напряжения 230 вольт. При пониженном напряжении реально выдаваемый ток будет ниже показываемого аппаратом значения.
ПВ, он же ПН или Рабочий цикл – все согласно стандартов. Разных стандартов.
Отношение времени, которое аппарат в течение контрольного периода выдает заданный ток, к этому самому контрольному периоду, называется рабочим циклом аппарата или, иначе, полезным временем (ПВ). Еще иногда – продолжительностью нагрузки (ПН).
ПВ указывается в %. Обычно указывается сварочный ток, на котором аппарат имеет данный показатель ПВ. Например, «120А-90%» означает, что при работе током 120А данный аппарат может выдавать ток 90% времени, и только 10% остывать. Естественно, чем ближе ток к номиналу аппарата, тем быстрее аппарат греется. Т.е. тем ниже показатель ПВ. Если ПВ указан без упоминания силы тока, значит, данный ПВ соответствует режиму номинального тока аппарата. Так показатель ПВ «30%» для аппарата с диапазоном сварочного тока 10-160А означает, что при рабочем токе 160А данный аппарат будет варить 30% времени, а 70% остывать.
Вроде бы все понятно. Но… Существуют различные методики измерения ПВ. И в отличие от единых для всего мира стандартов соответствия сварочного тока и сварочного напряжения дуги, методики измерения ПВ отличаются принципиально. Один и тот же аппарат по разным методикам получит совершенно разный процент ПВ!
Знакомьтесь: самые распространенные методики измерения ПВ сварочного аппарата – европейская, китайская и советская.
Европейская. Подразумеваются условия испытаний, описанные в европейском стандарте EN60974-1. При температуре окружающей среды 40С аппарат включают на заданный сварочный ток и засекают, сколько он непрерывно проработает до первого отключения. Полученный результат относят к 10-минутному отрезку времени. Если за эти 10 минут термозащита так и не сработала (и аппарат при этом не сгорел), значит, рабочий цикл аппарата на этом токе равен 100%.
Методика фирмы Telwin. Ее же в наши дни можно с полным правом назвать китайской. Итальянский концерн Telwin оказал колоссальное влияние на развитие китайских производителей. Кроме схем аппаратов, в Китае по достоинству оценили и предложенную итальянским производителем методику измерения ПВ аппаратов. При температуре 20С аппарат не просто нагружают сварочным током, но жгут реальные электроды. При этом учитывается не непрерывное время работы до первого отключения, а суммарное рабочее время сварки за 10 минут. Естественно, показатель ПВ по методике TELWIN получается значительно (до 2 раз) выше, чем при следовании методике EN60974-1. Сама компания TELWIN при указании ПВ по своей методике уточняет это, добавляя «Telwin» после процентного показателя. Замеряющие ПВ по ее методике китайские производители таких подробностей не указывают.
Российская, она же советская. ГОСТ претерпел ряд редакций, в частности - ГОСТ Р МЭК 60974-1-2004. Условием отечественной методики является обязательное доведение аппарата до режима срабатывания защиты перед началом измерений. Т.е. сначала вводят в режим интенсивной эксплуатации, и только потом производят замеры. Для аппаратов ручной дуговой сварки отечественная методика предусматривает измерения в течение 5 минут, а не 10.
Характерно, что ГОСТ Р МЭК 60974-1-2004 в обязательном порядке относится лишь к сварочному оборудованию промышленного и профессионального назначения и – цитирую – «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами». Вероятно, именно этим обстоятельством объясняется не только слабая распространенность отечественной методики, но и свобода трактовки показателя ПВ производителями и импортерами.
И все-таки, какой цикл работы можно считать подходящим? По оценкам специалистов, опубликованных в открытых источниках, реальный цикл работы сварщика ручной дуговой сварки не превышает 20%. Причем эти 20% времени не являются непрерывным отрезком. Более 80% времени уходит на перемещения, контроль уложенного шва, сбив шлака, замену электрода и др. Так что даже ПВ 30%, замеренного по китайской методике, практически любому сварщику при не очень жаркой погоде будет достаточно – простаивать в ожидании охлаждения аппарата не придется. Если же данный показатель критичен, то лучше не сверять показатель ПВ аппаратов разных марок, а купить аппарат, рассчитанный на более высокий номинальный ток. У него ПВ на том же токе будет точно выше.
А пока ценники реальных и виртуальных магазинов пестрят различными впечатляющими показателями ПВ. И чинные продавцы объясняют неопытным покупателям преимущества больших циферок над маленькими.
АВТОР. Шкляревский Юрий
полностью статья в журнале ПрофиТулИнфо (скачать статью)
журналы ПрофиТулИнфо все выпуски
profitoolinfo.ru
Что такое MMA, TIG, MIG/MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.Процесс сварки происходит за счет плавления металлического стержня — электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
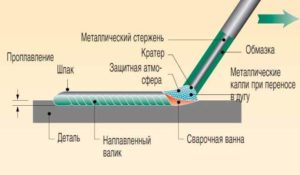
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает — как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) — технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам — (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) — название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) — в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала — прутка;
- сварочная ванна защищается газовым облаком.
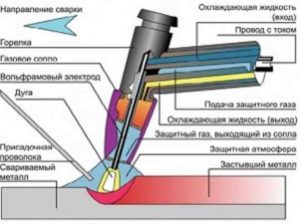
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название «ручная аргонно-дуговая сварка» или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы — азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов — MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) — постоянный ток или AC/DC (Alternating Current/Direct Current) — переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) — метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
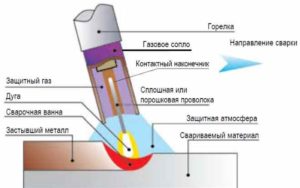
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания «бесконечного электрода», чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание «сварка полуавтоматом в среде углекислого газа«, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
svarkagid.ru
Сварочный полуавтомат MIG и все об MMA сварке
Задавшись целью стать умелым сварщиком, многие люди, не имевшие до того дел со сваркой металла плавлением, сталкиваются со множеством проблем. Первой из них становится сама технология сварки — большинство людей не знает даже основных терминов, не говоря уже о тонкостях применения тех или иных технологий.
Без ликвидации пробелов в теоретической подготовке нельзя браться за сваривание металлов даже на бытовом уровне. Кроме получения откровенного брака, можно и испортить аппаратуру, и получить небезопасные травмы глаз и рук.
Второй проблемой становится выбор сварочного аппарата. Здесь наблюдаются две крайности — покупка самого дешевого, в расчете на то, что накопив достаточно опыта можно будет приобрести что-то более стоящее, и выбор самого дорогого «нафаршированного» аппарата, со всеми функциями которого не справится даже профессионал.
Забегая несколько вперед скажу — лучший выбор, и не только для начинающего, сварочный полуавтомат MIG MMA. Теперь коротко о том, что такое сварка MIG, что такое MMA и почему аппарат называется полуавтоматом.
Основные виды сварки
Сварка — сложный процесс, который производится при температуре несколько выше точки плавления металла. Особенностью сварки является то, что нагревается не весь объем металлического изделия, а только та кромка детали, которая будет соединяться с другой частью.
Удобнее всего производить нагрев при помощи электрической дуги. Она создается между специальным приспособлением — электродом и массивом металла. Электрод при этом, в большинстве случаев, плавится, как и металл. Обе кромки соединяющихся деталей образуют небольшой ручеек или лужицу расплавленного металла, который сливается в одно целое и остывает, по мере продвижения электрода дальше.
Часто самого металла для получения прочного соединения недостаточно — используются дополнительные материалы, как правило, проволока, которая тоже плавится и заливает зону стыка. После охлаждения свариваемый металл, часть электрода и присадки образуют одну монолитную полосу — шов, который по прочности не уступает самому металлу.
Сварка ММА
Наиболее распространенным видом сварного соединения является ММА — сварка покрытым электродом (Manual Metal Arc), при которой электрод ведется рукой сварщика. Это довольно сложный процесс, при котором сварщик должен удерживать определенную траекторию, расстояние между электродом и металлом, следить за температурой и точностью соединения.
Попробую более подробно рассказать, что такое сварка ММА. Источником тока является трансформатор или инвертор. Они создают переменный или постоянный ток, который подключается двумя проводами — одним к электроду и вторым к самой свариваемой детали. Особенностью сварки MMA, как, впрочем, и других видов сварки, является необходимость в высокой силе тока (30-300 и более Ампер) и относительно небольшое напряжение. Именно при таких условиях выделяется самое большое количество теплоты.
Электрод при сварке ММА чаще всего выполняет и функции присадки. Он тоже плавится и смешивается с основным металлом, образуя сплав, несколько отличающийся от химического состава основного металла. Но отличие должно быть не слишком большим, чтобы не нарушить химических и механических свойств сваренной конструкции.
Представляет собой электрод металлический стержень из низколегированной, легированной или высоколегированной стали диаметром 1-8 мм длиной 350-400 мм. Маркируются электроды буквами, которые указывают, для какого металла они предназначены. Например, для углеродистых сталей используются электроды с индексом «У», а для высоколегированных — «В». Какой электрод выбрать для сварки конкретного металла по толщине и составу можно найти в специальных таблицах. Одна из них, касающаяся выбора диаметра покрытого электрода и установки сварочного тока, приведена ниже.

Таблица 1.
Электроды представляют собой сложную конструкцию, в которой плавящаяся часть защищена сверху слоем сложного химического состава, который препятствует взаимодействию расплавленного металла с химически активными газами атмосферы и его окислению. Под воздействием электрической дуги покрытие превращается в легкий шлак, который всплывает в металле и легко снимается со шва.
Покрытия электродов подразделяются на:
- кислые (содержащие большое количество связанного кислорода, например, гематиты, граниты, различные руды). Применяются для сварки при постоянном и переменном токе.
- основные (фтористо-кальциевые соединения, карбонат кальция). Используются при сварке постоянным током обратной полярности;
- целлюлозные (оксицеллюлоза, рутил, ферросплавы). Выделяет много защитных газов, применяется для сварки труб.
- рутиловые (карбонат кальция, мрамор, тальк, магнезит, ферросплавы). Работают при постоянном и переменном токе, в основном ими свариваются низколегированные стали.
Производятся электроды по ГОСТ 9466-75, ГОСТ 9467-75* и другим стандартам. Всего существует более 40 разновидностей. Рассчитаны они на трансформаторные и инверторные сварочные аппараты MMA всех моделей.
Особенности использования аппаратов ММА
От сварщика при работе на аппаратах ММА требуется немалое мастерство, начиная от процесса зажигания дуги, до ее удержания и проводке по заданной траектории. Кроме того, необходимо проплавить металл на заданную глубину и ширину, при этом не прожечь его и не допустить непроваренных зон.
Намного проще для начинающих использовать сварочный инвертор MIG MMA — аппарат, в котором используется не штучный покрытый электрод, а специальная проволока, подающаяся в зону сварки в полуавтоматическом режиме. Сварщику достаточно нажать на гашетку держателя — проволока подается в зону сваривания со скоростью, пропорциональной силе тока. Сварщику остается только вести горелку вдоль траектории стыка.
Сварочный профессиональный аппарат MIG MMA — лучший выбор как для начинающего сварщика, так и для профессионала. Купить можно как трансформаторную, так и инверторную установку, в зависимости от потребностей мастера. Но, по общему мнению сварщиков, инверторы намного удобнее и проще в эксплуатации.
Приглашаем всех, имеющих опыт в сварке ММА, поделиться им в комментариях к статье. Нас и наших читателей интересуют все аспекты и тонкости работы с покрытыми электродами на бытовом и профессиональном уровне с точки зрения практиков.
wikimetall.ru
Сварочные инверторы MMA - Выбор по рабочим параметрам
Инструменты, оборудование и техникаРекомендации по выбору. Эксплуатация, ремонт и обслуживание. Неисправности и способы их устранения.
______________________________________________________________________________
Расскажите, пожалуйста, какие электроды подходят для сварочного инвертора?
Для сварки разных металлов используются разные типы электродов. Для сварки конструкций из малоуглеродистой стали применяются электроды – АНО-4, которые покрыты рутиловым покрытием, а также электроды АНО-6, которые обладают альменитовым покрытием. Для сварки нержавеющей стали применяют электроды ЦЛ-11. Для сварки чугуна используют электроды ОЗЧ-2. Для сварки конструкций из высоколегированной стали, как и для нержавейки, идеально подойдут электроды ЦЛ-11. Углеродистые стали можно варить любым из следующих типов электродов – ОЗС-4, МР-3, МР-3С, АНО-21, УОНИ13/45 и так далее. Чем толще будет металл, который вы собираетесь варить, тем большим должен быть и диаметр выбираемого электрода. Тут, однако, стоит учитывать тип сварочного инвертора. Далеко не все сварочные аппараты способны варить даже «четверкой», а что уж говорить о более толстых электродах. Бытовыми сварочными аппаратами, рассчитанными на однофазную электросеть, например, рекомендуется варить только с использованием «тройки», применяя «четверку» в крайних случаях, когда электрод диаметром в 3 миллиметра не справляется. В основном, для расчета зависимости принято пользоваться следующими сведениями. Для сварки металла, толщиной от 1 до 1,5 миллиметров принято использовать электрод диаметром 1,25 миллиметра. Если нужно варить металл толщиной 2 миллиметра, то пригодится электрод аналогичного диаметра. 3-5 миллиметров толщины металла потребуют «тройки» или «четверки» (в зависимости от состава металла и типа сварочного шва). 6-8 миллиметров толщины металла потребуют проволоки диаметром в 4-5 миллиметра. Для сварки металла в 9-12 миллиметров толщиной нужно взять электрод диаметром в 5-6 миллиметров. Если нужно варить 13-15 миллиметров, возьмите электрод 6-7 миллиметров диаметром. Толщина металла в 16-20 миллиметров варится электродами диаметром 7-8 миллиметров. Ну а металл толщиной свыше двух сантиметров (20 мм) варится электродами 8-10 миллиметров диаметром.
Есть ли в сварочном инверторе Ресанта САИ 160 ПН вентилятор для охлаждения? Если в этом нет, то в каком есть?
Принудительное охлаждение (вентилятор) есть в данной модели.
В деревне нередки перепады в напряжении сети, 160-220В, Как это может отразиться на работе САИ 160 ПН при сварке электродами LB52U, диаметром 2.6 мм. И какова потребляемая мощность при работе с этими электродами?
Работа с электродом 2.6 мм возможна, потребление 2.5 - 3 кВт.
У меня вопрос относительно напряжения сети, будет ли инвертор Сварог ARC 205B работать (варить), если в розетке будет меньше 185 В? И как он себя ведет при скачках напряжения?
Допустимое отклонение напряжения составляет +/- 15%.
Какого сечения для Сварог ARC 205 должен быть питающий провод и на сколько ампер покупать автомат?
Сечение кабеля -2,5 мм. На максимальном токе 200 ампер - автомат нужен 40А , а так всё зависит от сети, к которой планируют подключать.
Какие инверторы для дома вы посоветуете?
Сварочные инверторы для дома – это оборудование бытового уровня, которое выдает до двухсот ампер сварочного тока, мало весит, имеет компактные размеры и запитывается от однофазной электросети. Таким сварочным инвертором можно варить металл до 6 миллиметров толщиной, чего в большинстве случаев вполне достаточно для домашних и дачных конструкций и нужд. Мы можем порекомендовать ММА-аппараты Aurora (Аврора), инверторы Blueweld и сварочное оборудование Сварог. Чуть подороже и ещё более популярное немецкое ММА-оборудование EWM.
Скажите пожалуйста можно ли варить сварочным инвертором Fubag IN 160 от электростанции 2.5 кВт?
Можно, но электродом не более 2 мм
Подскажите пожалуйста, а есть ли термозащита на аппарате Fubag IN 160?
Да, термозащита имеется.
Какова сечения надо сварочные провода? Подойдет ли КГ 1х16 на ММА Интерскол ИС-200? И можно ли удлинить провода до 3х метров?
Провода из штатного комплекта удлинять нельзя. Провода с сечением 1х16 подойдут.
Подскажите, можно ли инвертором Интерскол ИС-200 сварить нержавейку 3мм? Если да,то как и какими электродами?
Для работы с нержавейкой подойдет. Электроды ЦТ-15, НЖ-13, ЭА-400/10У.
Что такое напряжение холостого хода сварочного инвертора и что от него зависит?
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода. Эта характеристика показывает с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне. Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента: Безопасность инструмента для владельца; Легкость поджигания сварочной дуги. Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения. Чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного уровня.
Длина провода держака и провода клеммы какие у инверторного аппарата КЕДР ММА-200?
Длина 3 метра на держатель и 3 метра на клемму заземления.
Возможно ли применение инвертора КЕДР MMA-200 для аргонодуговой сварки (TIG)?
Любой инвертор может работать в режиме аргонодуговой сварки (TIG), при подключении специальной горелки вентильного типа, в том числе и интересующая Вас модель. Поджиг вольфрамового электрода будет контактный. Осциллятора у этой модели нет. К MMA-200 подойдут: Горелка аргоновая SINTIG-26V (180/150А).
У сварочного аппарата Ресанта САИ 160 ПН максимальная мощность потребления тока 6 кВт, а у меня домик старенький и проводка аллюминий 1.5 квадрата, провода не попалит работая через розетку?
Если варить электродом 2 мм проводка должна выдержать, если тройкой то с перерывами. На максимальном токе использовать не рекомендуется.
Сварочник Ресанта САИ 160 ПН обладает функцией ARC FORCE. Как пользоваться на практике этой функцией?
Функция ARC FORCE предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла, но не всегда удобна при выполнении некоторых видов швов, на пример потолочных, где излишняя текучесть металла негативно сказывается на качестве шва. По этому сварочные инверторы Ресанта серии ПН и ПРОФ имеют регулировку данной функции.
На полную мощность Форсаж 161 будет работать от генератора 5 кВт ?
Совместная работа возможна.
Какой байонетный разъём нужен для сварочного инвертора Форсаж 161?
Можно использовать любые разъемы DX25, для соответствующего напряжения.
Подскажите, что мне делать: сварочный инвертор не включается?
Качество проводки - Во-первых, проверьте, в какую электросеть должен подключаться ваш сварочный аппарат. Если это бытовой инвертор, то ему достаточно 220 Вольт, то есть однофазной сети, а если уровень полупрофессиональный или профессиональный, то вполне возможно, что подключать нужно в трехфазную сеть с 380 Вольт напряжения. Данные об этом указаны в инструкции к аппарату. Во-вторых, если с фазами все верно, а питание к розетке подается исправно, проверьте уровень напряжения в сети. Если оно слишком низкое или зашкаливает, то инвертор либо откажется включаться, либо сработает защита и инвертор, снова-таки не включится. В таком случае нужно либо дождаться нормализации показателей напряжения, либо использовать достаточно мощный стабилизатор, способный «потянуть» сварочный аппарат. В-третьих, качество проводки может быть недостаточным, ведь сварочные инверторы все же остаются относительно мощным электрооборудованием. Тогда может сработать защита уже самой электросети. В таком случае, чтобы работать сварочным инвертором, придется заменить провода на аналогичные большего сечения и сопутствующие контролирующие приборы к ним, отвечающие за выключение питания в случае перегрузки. В некоторых случаях причина отказа работать может заключаться в самом сварочном инверторе. Для начала осмотрите кабель электропитания (предварительно отключив его от розетки). Часто в результате падения на него металлических деталей кабель может повредиться и перестать проводить ток к механизмам инвертора. Попробуйте заменить кабель электропитания новым. Если и тут все в порядке, то подумайте, а не отключился ли инвертор вследствие перегрева в процессе длительной работы. Такое бывает, если не давать аппарату отдыхать по прошествии установленного для этой модели времени. Срабатывает защита и аппарат включается только через определенный промежуток времени.
Какие транзисторы в модели Сварог ARC 205B? MOSFET или IGBT?
Транзисторы - IGBT.
Можно ли переоснастить сварочный аппарат Сварог ARC 205 для сварки TIG?
Работа с TIG сваркой возможна при установки комплекта.
Можно ли инвертор Fubag IN 160 включать через УЗО 30 ма, если у меня после счётчика стоит УЗО 63А 30ма на все группы, то можно через автомат 1P 16A подключить данный инвертор, если выше будет стоять УЗО?
Да, можно. Аппарат имеет рекомендации по подключению: сеть с предохранителем 16А.
Подскажите, возможно ли аппаратом КЕДР ММА-200 варить алюминий. Есть ли режим TIG.
Для работы с алюминием требуется переменный ток (AC), данный аппарат работает на постоянном токе. Работа медом TIG возможна.
Какие могут быть неисправности и поломки сварочных инверторов?
Инвертор включен в розетку, но не работает - В таком случае для начала необходимо проверить уровень напряжения в электросети и её состояние, а также осмотреть силовой кабель аппарата. Инвертор может не работать, если напряжение слишком низкое, состояние проводки очень плохое или поврежден силовой кабель, что часто случается при падении на кабель тяжелых металлических деталей. Сварка не происходит, хотя инвертор включился - Вполне вероятно, что сработала защита от перегрева, короткого замыкания или других неприятных внешних воздействий. Проверьте состояние электросети, дайте сварочному аппарату немного постоять и попробуйте снова зажечь сварочную дугу. Залипание электрода в процессе сварки - Многие инверторы имеют функцию предохранения от залипания электрода. Однако иногда функционал аппарата не справляется. Это происходит по двум причинам – проблемы с проводкой и некачественно очищенная перед сваркой деталь. В такой ситуации нужно проверить напряжение в сети, сменить удлинитель (если вы работаете через него), дать отдохнуть проводам и аппарату или тщательно зачистить свариваемый металл от загрязнений и ржавчины. Металл сильно разбрызгивается или дуга горит неустойчиво - Попробуйте ещё раз перечитать инструкцию и поменять настройки инвертора, такие как силу сварочного тока и скорость подачи электрода. Скорее всего, проблема именно в неправильно выбранных настройках.
Подскажите, пожалуйста, как можно подключать сварочный инвертор? Сколько нужно фаз?
Сварочные инверторы бывают бытового, профессионального и полупрофессионального уровня. Бытовые аппараты выдают ток до двухсот Ампер и вполне способны подключаться к однофазной сети (привычные нам 220 вольт). К хорошим бытовым аппаратам относится сварочное оборудование Eland и инверторы FoxWeld. Выбирая полупрофессиональный сварочник, который способен выдавать до трехсот Ампер тока, проверьте, к какой сети он может быть подключен. Иногда встречаются модели, рассчитанные на 220 вольт, но чаще все же это оборудование подключается к трехфазной сети. Среди аппаратов полупрофессионального уровня можно порекомендовать сварочное оборудование BestWeld и инверторы Lincoln Electric. Профессиональные сварочные инверторы, выдающие более трехсот Ампер тока, потребуют подключения к 380 вольтам, то есть к трехфазной сети. Из профессионального оборудования можно выделить инверторные сварочные аппараты Brima и оборудование КЕДР. Розетка или переноска? Иногда возникает необходимость варить металл где-то вне доступа к стационарной электросети. Тогда можно задумываться о подключении инвертора к сети через удлинитель. В этой связи можно сказать, что идея эта не слишком хороша, так как подобные системы могут не обеспечить ваше оборудование достаточным напряжением. Вы столкнетесь с тем, что сможете варить только очень тонкий металл при 50, максимум 100 Амперах. Дальше будет срабатывать защита, и аппарат будет отключаться в связи с низким напряжением, равным где-то 150-160 вольтам.
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
tehts.ru
Сварочный аппарат TIG с функцией ММА
Подскажите, инвертор с «основным» TIG режимом полноценно может применяться как MMA?
Это кстати, интересный вопрос. Дело в том, что на аппаратах ММА с функцией TIG (наоборот) полноценное использование TIG невозможно из-за разных ВАХ процессов. В ММА ВАХ падающая или наклонная, или как ее еще называют … одним словом, график идет сверху вниз. Это значит, что при уменьшении напряжения сила тока растет. Соответственно, меняя междуговой промежуток (расстояние между электродом и свариваемой поверхностью) вы меняете напряжение и таким образом можете контролировать глубину провара. В процессе TIG его ВАХ похожа на характеристику полуавтомата, т.е. она жесткая в том плане, что изменение напряжения практически не влияет на силу тока (значения остаются такими же, которые вы выбрали до сварки). Для TIG такой принцип работы очень важен, так как «аргон», который не варит тонкостенную сталь, теряет, скажем так, 60% своей актуальности. Так как в сварочных аппаратах ММА с функцией TIG при работе в режиме аргонодуговой сварки ВАХ остается наклонной – сварка тонких металлов остается затруднительной, а одно неверное движение электродом обеспечит вам сквозной прожог миллиметрового изделия.
При работе аппаратом TIG с функцией ММА возможны два варианта: при переключении в режим ММА меняется ВАХ источника питания. Второй вариант, ВАХ не меняется (возможна ли сварка покрытым электродом в таком случае, трудно сказать), но кроме того, что это непривычно для сварщика и нужно пересматривать свои подходы к технике сварки, с нашей точки зрения, такая история дает только преимущества (хотя она, вероятно, и нереализуема).
Если бы вы задали этот вопрос раньше, мы бы ответили: если собираетесь использовать ММА инвертор, например, в строительстве, то лазить по металлоконструкциям с тяжелым аргонодуговым инвертором вряд ли стоит того. Для такого лучше купить отдельно ММА, а для качественной сварки различных «тонких» изделий в мастерской лучше приобрести специализированный TIG.
Но сегодня есть своего рода уникальные аппараты — Форсаж-201АД или Форсаж-200АС/ДС, которые при весе всего 6 кг и компактных размерах объединяют под одним корпусом все преимущества TIG и MMA благодаря наличию функции «Наклон ВАХ».

svarka-master.ru
Cварочный аппарат Wert MMA 220: преимущества, характеристики
Покупая сварочный аппарат Wert MMA 220, вы можете «в довесок» купить необходимые аксессуары, которые входят в обязательный набор профессионального сварщика — маска для защиты лица и глаз, держатель для электродов, кабели для подсоединения. Технология сварки известно нам давно, но современные модификации сварочного оборудования сумели произвести настоящий переворот. Основное предназначение сварочного инвертора Wert MMA 220, это осуществление резки и пайки металла в бытовых условиях, например в личном подсобном хозяйстве. Нередко данную модель сварки используют мастера при ремонте автомобилей на СТО, а также для проведения производственных целей по сварочным работам на высоте, благодаря небольшому весу агрегата и возможности размещения его на плече.

Внешний вид инвертора Wert MMA 220
Особенности сварочного инвертора ММА 220 
Изучая инструкцию сварочного аппарата Wert MMA 220 , можно отметить интересные особенности агрегата, которые включают следующие критерии:
- Осуществляется сварка ручным дуговым вариантом, при этом допускается использование штучных электродов вида ММА.
- Агрегат можно использовать для аргонодуговой сварки, используются вольфрамовые электроды неплавящегося типа серии TIG
- Устройство имеет незначительный вес, что позволяет эффективно осуществлять технологические работы на высоте.
- Прибор можно использовать в сети с напряжением от 136 Вольт до 264 Вольт, при этом, при низком напряжении сети, прибор имеет одинаковые рабочие характеристики.
- Максимальный рабочий цикл аппарата при максимальной силе тока составляет 60% , что позволяет осуществлять технологические операции в течение длительного срока.
- Имеется удобная переноска, что позволяет производить транспортировку устройства в любых ситуациях.
- Наличие опции Hot Start обеспечивает моментальный горячий запуск агрегата, для обеспечения качественной дуги.
- Функциональная защита от возможного перегрева устройства.
Область применения
Инверторное устройство можно использовать в бытовых целях, например при сварочных работах по установке металлических заборов. Отличный вариант для проведения операций по сварке и резке на высоте. Незаменимый помощник в быту, на даче. Можно использовать при ремонте автотранспортных средств в автомастерских.
Преимущества аппарата
Популярность сварочного инвертора вызвана не только малым весом, но и широкими техническими возможностями, которые предусмотрены для данной модели агрегата.
- Ультрамалый вес оборудования, идеальный вариант для проведения ремонтных работ на высоте.
- Аппарат можно использовать в полевых условиях, где нет постоянного источника питания. Работа аппарата от 130 до 260 вольт.
- Минимальное потребление мощности.
- Удобный и практичный ремень для транспортировки устройства.
Невысокая стоимость устройства позволяет его причислить к классу бюджетного аппарата, который доступен частным лицам.
Технические характеристики
Основные характеристики инверторного сварочного аппарата Wert MMA 220 представлены в сводной таблице данных:
Параметр | Значение |
| Напряжение сети, В | 220 (-40%;+20%) |
| Максимальная потребляемая мощность, кВт | 4,9 |
| Диапазон сварочного тока, А | 20-220 |
| Цикл работы, А / % | 220/60 |
| Напряжение холостого хода, В | 82 |
| Диаметр электродов, мм | 1,6-5 |
| Класс защиты | IP21S |
| Класс изоляции | H |
| Кабельный разъем | Dx25 |
| Габаритные размеры, мм | 230х97х152 |
| Габаритные размеры коробки, мм | 290х185х220 |
| Масса, кг | 2,6 |
Технические данные представлены производителем кто делал сварочный аппарат Wert MMA 220N, где на сайте производителя можно узнать подробные технические описания дополнительных серий сварочного оборудования.
Немного о сварочном инверторе WERT MMA
Согласно позиции производителя, все аппараты изготовлены на основе технологии IGBT, которая включает в себя интеллектуальные схемы, способствующие эффективности проведения сварочных работ, а также комфортным условиям в рабочем процессе. Изучая руководство по эксплуатации сварочного аппарата Wert MMA 220, можно заметить, производитель действительно придерживается своих слов и производит передовые инверторные сварочные аппараты последнего поколения.
«Важно!
Новые инверторы с лёгкостью переносят просадки в сети напряжения, которые являются обыденным делом в нашей стране.»
Учитывая, то, что основные покупатели этого оборудования дачники и жители сельской местности, то нетрудно заметить, как агрегат помогает им в работе, когда явные перепады напряжения являются обычным делом для них.
С аппаратом очень удобно работать в труднодоступных местах, несмотря на то, что в комплектацию входят короткие держатели для проводов, но за счёт того, что аппарат можно повесить на плече, можно удачно выполнить любую работу по сварке.
Аппарат имеет уникальную электронную начинку, которая отлично справляется с поставленной задачей. Специальная защита не допускает оседание пыли, которая приводит к негативной работе всего устройства в целом.

Внутренняя часть инвертора Wert 220
Прибором можно осуществлять сварку не только нержавеющей стали, но и цветных металлов, чугуна. Дополнительно можно приобрести специальную рабочую горелку, которая предназначена для сварки аргонодуговым способом. При проведении технологических работ, обязательно изучите инструкцию сварочного аппарата, где даётся общая и индивидуальная консультация, как производить сварочные работы с тем или иным по толщине металлом.
Особенности проведения сварки
Помните, что при 1 мм толщины металла, потребуется около 40 ампер силы тока для мощности аппарата. Для того чтобы проводить сварочные работы, необходимо использовать аппараты, которые имеют достаточный запас по силе тока, как правило, не менее 160 Ампер. Для серии инвертора ММА 220, максимальная сила тока, как для аргонодуговой, так и для ручной сварки составляет 220 Ампер, что вполне приемлемо для сварочных работ с металлом толщиной до 4-5 мм.
Чаще всего для работы используются электроды толщиной 2-3 мм, при рабочей мощности до 140 Ампер. Такие параметры мощности отлично выдерживает городская сеть, то есть аппараты до 4 кВт — идеальное решение для городской электросети. Для безопасности эксплуатации инверторной установки, рекомендуется дополнительно установить на электрический щиток, автоматы на 24-36 ампер. Для подбора электродов, подбирайте толщину и диаметр сварочного штучного материала в соответствии с толщиной свариваемого металла, таким образом, вы добьётесь лучших результатов качественного режима сварочных работ. Для работы со сварочным инвертором необязательно иметь соответствующую квалификацию, внимательно изучите принцип работы устройства и строго соблюдайте технику безопасности.
Видео: реальный тест инвертора Wert 220
svarkaipayka.ru










