Инструкция по сварке алюминия аргоном для начинающих. Аппараты для сварки алюминия
Сварка алюминия и его сплавов
ВОПРОС №1
Имею большой опыт сварки. В своем гараже много варю черную и легированную сталь ручной дуговой штучным электродом.Но вот, столкнулся с проблемой алюминия.В связи с этим вопросы:
- Возможно ли варить штучным электродом алюминий?
- Каковы особенности сварки алюминия и стали?
- Какой сварочник более всего подойдет для обоих металлов?
- По какому принципу выбирается присадочный материал?
- Какая подготовка должна предшествовать сварке?
- Как подобрать сварочные режимы и какова технология сварки?
Извините за такое количество вопросов, в теме пока что вообще не разбираюсь.
Разница между сваркой стали и Аl
 Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Штучным электродом алюминий не варится. Существуют электроды для ручной сварки алюминия ММА, они пригодны для выполнения разовых работ, что-то сварить в быту. Например, электроды марки UNITOR ALUMIN-351N, к ним прилагается флюсовая присадка, которая заменяет аргон.
Для эффективной работы вам понадобится аппарат аргоно-дуговой. Его еще называют инвертором ТIG. Сварочный аппарат должен уметь работать в режиме АС/DC. То есть обязательно наличие переключаемых режимов переменного/постоянного тока.Постоянным ведут сварку стали, переменным – алюминия.
Переменный ток разрушает стойкую оксидную пленку Al2O3, удаление которой является главным условием успешной сварки алюминия; он действует на поверхность «блестящего металла» подобно наждаку. Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Температура плавления оксида Al2O3 около 2700 градусов Цельсия, тогда как температура плавления большинства алюминиевых сплавов ограничивается 600-700 градусами. Вот почему сложно работать с этим металлом, особенно если он тонкостенный.
В качестве подготовки алюминия рекомендуется предварительная механическая зачистка до металлического блеска, либо химическое травление. Хотя с наличием хорошего инвертора такая процедура хоть и не будет лишней, но и не будет строго необходимой, в противовес пайке – для пайки такая подготовительная процедура обязательна (читайте здесь)
Со сталью, как вы понимаете, дела обстоят гораздо проще. Окислы на ее поверхности не защищают ее от коррозии, если конечно сталь не легирована хромом и никелем, и не отличаются тугоплавкостью, потому и легко варятся простым постоянным током без особых условий.
Критерии выбора аппарата для сварки алюминия
 Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Оборудование для сварки алюминия
Но даже если у вас маломощный «агрегат», а вам приходится заниматься наплавкой, крупногабаритных деталей, можно компенсировать недостаток мощности предварительным подогревом. Приобретите электропечь для прогрева деталей до температуры 300-350 градусов.
Если все еще сомневаетесь, какой аппарат выбрать великолепный вариант — TELWIN SUPERIOR TIG 242 AC/DC -HF/LIFT , либо AuroraPRO INTER TIG 200 AC/DC PULSE, оба прекрасно подойдут для Al, так же, для стали, нержавеющей стали, титана, меди, никеля, магния.
Газ
Алюминий на воздухе не варят.Сварочная ванна должна быть защищена инертным газом. Для «черной» стали это необязательно, достаточно флюса, которым покрыт плавящийся электрод, но для алюминия это обстоятельство играет важную роль.
Обычно применяют аргон, реже гелий, который великолепно действует на весь процесс, особенности плавления, но и стоит гораздо дороже. Аргон применяют чаще, но, обратите внимание, что он должен быть технически чистым, содержание сторонних примесей минимальное. Плохой аргон даст грязный шов с включениями.
Проволока для сварки алюминия
 Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Для алюминия и его сплавов используйте присадку идентичную или близкую по химическому составу к основному металлу. То же относится и к электродной проволоке для полуавтомата.
- Для литейных сплавов, таких, например, как АЛ5 или АЛ9 (АК7ч) рекомендуется применять присадочную проволоку АК5 ГОСТ7871-75 (ER4043 AlSi5)
- Для деформируемых сплавов на основе магния и марганца (АМг, АМц) — АМг6 ГОСТ7871-75.
А теперь перейдем к конкретике…
Пошаговая инструкция по сварке алюминия для новичков
на примере сварочного инвертора Aurora PRO INTER TIG 200 AC/DC PULSE

• Еще один важный момент – это заточка электрода и длина его выхода из сопла горелки. Затачивают так, чтобы он был как иголка, острый и перед сваркой зажигают на любой металлической пластине (назовем ее настроечной), которая завалялась в хозяйстве. После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
- Либо ток большой,
- либо газовая защита недостаточная,
- окончательная продувка газом неправильно выставлена.
Выход электрода определяется в зависимости от положения горелки, конфигурации детали и вида соединения: если угловое, нужно чтобы он выходил побольше, если сварка встык – миллиметра два. Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
• Затем с помощью главной панели аппарата переводим его в режим АС-переменный ток (клавиша АС/DC на картинке №13). Выставляем силу тока интуитивно. Чтобы подобрать правильный параметр надо несколько раз попробовать, либо заранее знать, какую назначить силу тока для определенной толщины металла.
 • Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• По окончанию сварки включается функция заварки кратера, регулируется с помощью ручки Down Slope (№4) и работает только в четырехтактном режиме. Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
• Одна из важнейших настроек -это AC Balance (№8), так называемая зачистка. Если мы переводим ручку в плюс – очистка алюминия происходит лучше. Если вы варите грязный алюминий, эту настройку можно изменять в зависимости от полученных результатов. Обычно ручку Баланса ставят 50/50 на середине.Все эти настройки важны для работы в обычном режиме без использования специальных навыков.
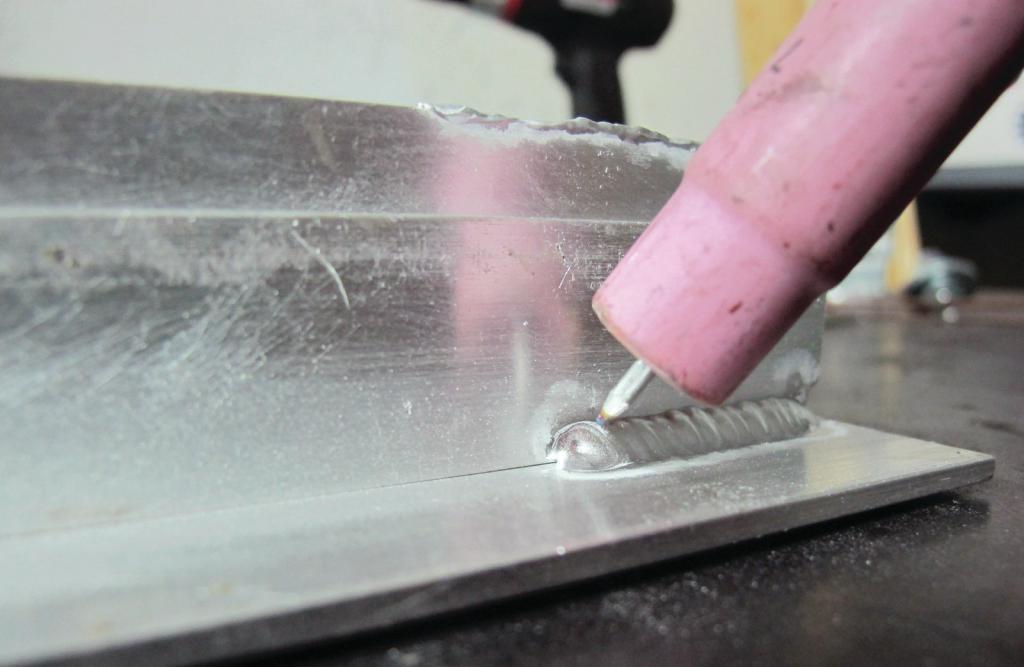
- Сам процесс сварщик ведет визуально его контролируя: горелка в правой руке, пруток в левой. Для начало нужно выполнить самый простой шов – прямолинейный. Горелка движется справа –налево, вы поджигаете дугу и видите как плавится основной материал, как только образовался жидкое пятнышко металла, добавляете немного металла с прутка и двигаетесь дальше. Процедура повторяется снова и снова пока вы не закончите шов.
ВОПРОС №2
Здравствуйте! Нужно сварить трубку штатива. Все бы ничего, но есть одна сложность. Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?

Вариант с эпоксидным клеем имеет право на существование. Двухкомпонентные составы на основе эпоксидных смол применяются даже в авиации: шпильки устанавливаются в алюминиевые корпуса агрегатов на клей типа ВК-31 и выдерживают высокие вибрационные нагрузки, температурные воздействия и т.д. В домашних условиях можно подобрать менее специализированный состав.
Однако давайте попробуем разобраться по поводу сварки предложенных вами алюминиевых сплавов разных марок. Практики сварки именно этих двух материалов мы, к сожалению, не имеем. Тем не менее, опыт работы с алюминием и теоретические знания позволяют нам сформулировать ответ следующим образом: по справочным данным Д16 не применяется для сварных конструкций; АМг сваривается без ограничений (первый сплав упрочняется термически до твердости свыше 105НВ, второй – термически не упрочняемый, хотя это и не играет большой роли в данном конкретном случае). Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Если ваш штатив не будет испытывать каких-либо существенных нагрузок, его можно сварить, ведь у АМг и Д16 одна основа: приблизительно 93-96% алюминия. Варить можно с присадкой АМг (если есть вопросы по выбору присадки, читайте статьи «Выбор присадочного прутка» и «Выбор электродной проволоки для полуавтомата»
После сварки обязательно нужно провести отжиг для снятия сварочных напряжений в электропечи типа СНОЛ. Согласно ПИ1.2.255-83 полный отжиг для АМГ1 производится по режиму: Т= 300-400 оС t=2-10 мин. при толщине менее 6мм и t=10-30 мин при толщине более 6 мм. Для Д16 полный отжиг заключается в нагреве до 380-420 оС , время выдержки t=10-60 мин. для всех толщин.
Вывод: для вашего узла, сваренного из материалов разной марки, нужно провести полный отжиг около 350 оС в течение приблизительно 30 мин или неполный отжиг 250 оС в течение 1-3 часа (второй режим более «щадящий»)
Решение, какой вариант выбрать, с клеем или сваркой, вам нужно будет принять самостоятельно.
Р.S. Перед сваркой детали (если будете варить аргоном) нужно зачистить механически, но, если есть такая возможность, лучше произвести химическое травление (в том числе присадочного материала) в следующем порядке:
— обезжирить в 4-5%-ном водном растворе едкого натра NaOH (40-50г на 1л воды) при Т=40…60 оС в течение 2 …3 мин;
— промыть в воде при температуре Тводы=30-50 оС в течение 2 мин;
— осветлить 20-25%-ым раствором азотной кислоты (200-250г на 1л воды) при Т=15-20 оС в течение 2-3 мин;
— осуществить промывку в холодной воде при Тводы=5-15 оС 2-3 мин, затем в горячей воде при Тводы=60-80 оС 2-3 мин;
— Сушить в воздушной атмосфере при Т=60-70 оС до полного испарения влаги.
svarka-master.ru
Плазменная сварка алюминия и сплавов: режимы, технология, аппараты
Главная страница » Плазменная сварка » Алюминия
 В данном материале рассматриваются особенности плазменной сварки алюминия и его сплавов, трудности, возникающие в ходе работ.
В данном материале рассматриваются особенности плазменной сварки алюминия и его сплавов, трудности, возникающие в ходе работ.
Перечислены тонкости разных режимов при выполнении сварочных работ, технология сварки алюминия на обратной полярности, технология микроплазменной сварки.
Рассмотрены основные компоненты оборудования для проведения плазмосварочных работ и его марки.
Технология плазменной сварки алюминия
 Плазменная сварка алюминия и его сплавов по технологии очень напоминает аргоновую сварку. Ее суть заключается в расплавлении металла в нужном месте под воздействием потока плазмы – ионизированных атомов и молекул. Весь процесс осуществляется в защитном газовом облаке, которое предотвращает проникновение в сварочную ванну смеси газов, содержащихся в атмосфере. При этом плазменная сварка алюминия имеет свои специфические особенности:
Плазменная сварка алюминия и его сплавов по технологии очень напоминает аргоновую сварку. Ее суть заключается в расплавлении металла в нужном месте под воздействием потока плазмы – ионизированных атомов и молекул. Весь процесс осуществляется в защитном газовом облаке, которое предотвращает проникновение в сварочную ванну смеси газов, содержащихся в атмосфере. При этом плазменная сварка алюминия имеет свои специфические особенности:
- В процессе работы образуется тугоплавкий оксид алюминия, имеющий температуру плавления 2050 С. Он имеет плотность, большую чем у алюминия, в связи с чем затрудняется оплавление кромок материала, а шов загрязняется частичками окиси.
- Большая текучесть расплавленного алюминия препятствует равномерному распределению металла внутри сварочной ванны. Он просачивается через корень шва и разрушает твердый металл вокруг ванны. С помощью керамических, графитовых или стальных подкладок эта проблема частично решается.
- В процессе сварки алюминия используется водород. Его применение обуславливает возникновение в сварном шве пористости, которая уменьшает пластичность и прочность заготовки. Для предотвращения этого необходимо тщательно обезжиривать свариваемые детали. Снижения пористости также можно достичь, предварительно разогревая материал до 150-240 градусов.
- Алюминий обладает высоким коэффициентом температурного расширения и пониженной упругостью, что приводит к деформациям во время сварки. Данный недостаток минимизируется с помощью применения различных режимов сварки.
- Применение дополнительных источников тепла и предварительный разогрев алюминия позволяют уменьшить коэффициент теплопотерь, который изначально высок у данного металла.
Видео
Рекомендуем посмотреть небольшой ролик, где наглядно демонстрируется сварка потолочного шва аппаратом SBI:
Плазменная сварка алюминия на обратной полярности
Данный вид сварки алюминиевых деталей применяют для борьбы с оксидной пленкой. Сжатая дуга переменного и постоянного тока обратной полярности разрушает оксид и следом происходит его удаление. С применением данного метода появляется целый ряд технологических преимуществ:
- Производительность работ повышается на 50-60%.
- Расход аргона снижается в 4 – 6 раз.
- Качество сварных соединений гораздо выше, нежели при использовании обычной дуговой сварки.
- КПД нагрева повышается до 60-70 процентов. При обычной аргонодуговой сварке КПД равен 40-45%.
- Снижается расход присадочной проволоки до 50%.
- Швы заметно уже, чем при классической сварке.
- Возможна сварка деталей без предварительного травления.
К сведению! Сварка на токе обратной полярности особенно широко применяется при работе с нагартованными поверхностями, и уплотненными термическим способом сплавами. Благодаря уменьшению общей подаваемой энергии, уменьшается процент некачественных участков шва и более глубокое проникновение струи плазмы в материал. Это позволяет сваривать толстые детали алюминия.
Особенности и премущества
- Выбор технологии сваривания и параметров режима определяется маркой сплава, габаритами и формой изделия, типом швов, толщиной соединяемых элементов, пространственным положением и конфигурацией швов, их длиной, производственными условиями и некоторыми другими факторами.
- Максимальной эффективности плазменного сваривания алюминиевых сплавов можно достигнуть при автоматическом сваривании стыковых швов и использовании форсированных технологий. Также высока эффективность применения ручной плазменной сварки алюминия при производстве и ремонтах габаритных конструкций в условиях цеха и монтажных ситуациях.
- Плазменный сварочный процесс благодаря сжатой дуге позволяет сконцентрировать в пятне нагрева высокую энергию, благодаря чему этот вид сварки стал перспективным для соединения из алюминия и его сплавов.
- Преимущественное достоинство плазменной сварки в высокой скорости, значительном уменьшении зоны термического воздействия и стабильности процесса, благодаря чему не обязательно четко контролировать и поддерживать постоянство длины дуги, чем облегчается выполнение ручной сварки.
- Плазменная сварка алюминия обеспечивает глубокое проплавление, что резко увеличивает количество основного металла при формировании шва. При этом, однако, необходимо соблюдать качество сборки деталей для сварки и точность проводки горелки по стыку.
- При помощи микроплазмы (слаботочной сжатой дуги) можно сваривать сплавы алюминия толщиной 0,2-1,5мм силой тока10-100А. При микроплазменном сваривании применяется чистый аргон (99,98%), в роли защитного газа применяется чистый гелий (99,95%). Гелий защищает сварочную ванну от атмосферных газов, затрудняет развитие ионизационного фронта в радиальном направлении и, сжимая дополнительно дугу, делает ее устойчивой в пространстве.

Режимы плазменной сварки алюминия
Сварка алюминиевых изделий имеет свои особенности. Решить многие проблемные моменты сварки алюминиевых сплавов и повысить производительность при сохранении высокого качества сварных соединений изделий позволяет плазменная сварка алюминия постоянным напряжением с обратной полярностью.
Сварка с помощью плавящегося электрода
Процесс происходит в оболочке, состоящей из защитного газа, которым обычно является аргон, гелий или их смесь. Детали свариваются с помощью специальных плавящихся вольфрамовых электродов с применением присадочной проволоки диаметром до 2,5 мм током обратной полярности.
Скорость работ при таком режиме может достигать 40 м/час. Если защитное облако состоит из смеси аргона и гелия, толщина свариваемых деталей и ширина шва увеличивается, что рационально при работе с толстыми изделиями.
Автоматическая дуговая сварка
Процесс выполняется с помощью полуоткрытой плазменной дуги по флюсу, или же с закрытой дугой, тогда под флюсом. Здесь также применяется плавящийся расщепленный электрод и флюс АН-А1 для сварочных работ по техническому алюминию, и АН-А4 для соединения алюминиево-магниевых сплавов.
Работа производится по слою флюса во избежание возникновения шунтирования и нарушения технологического процесса. Размеры слоя флюса зависят от толщины свариваемых изделий и составляют 20-45 мм по ширине и 7-15 мм в толщину.
Ручная дуговая

Используется для соединения деталей из чистого алюминия, алюминиево-кремниевых сплавов, сплавов с магнием и цинком. При этом толщина изделий должна быть не менее 4 мм. Сварочные работы осуществляются с помощью постоянного тока с обратной полярностью с высокой скоростью. Боковое смещение отсутствует. Если толщина кромок более 1 см, необходимо произвести разделку кромок. В таком режиме применяется только стыковый метод, поскольку при нахлестном типе соединения много шлаков может попасть в шов и привести к коррозии. Работы при таком типе производятся только после прогрева деталей до 400 С.
Видео
Пример ручной сварки аппаратом Мультиплаз 3500:
Электронно – лучевая
Производится в вакуумной среде. При таком типе происходит разрушение оксидов алюминия действием на них парами металлов, в результате чего окись разлагается в вакууме. Вакуум также ускоряет вывод водорода из сварочного шва. В результате работы получаются ровные, качественные швы, металл практически не теряет своей структуры в месте стыка, деформация заготовки сводится к минимуму.
Оборудование для плазменной сварки алюминия
Аппарат для плазменной сварки алюминия состоит из источника переменного или постоянного тока обратной величины и плазмотрона – специальной горелки для генерации плазменного разряда.

Плазмотрон для сварки алюминия Горыныч. Фото с сайта производителя as-pp.ru/gorynych
Источники питания могут иметь разную продолжительность нагрузки, величину силы тока, напряжение холостого хода и, соответственно, разную потребляемую мощность.
Плазмотрон имеет специальные подводы для плазмообразующего и защитного газов, а также для жидкостного или воздушного охлаждения стенок сопла. Электрод для горелки изготавливается из тугоплавкого вольфрама, гафния или меди.
На рынке присутствуют аппараты для плазменной сварки алюминия различных производителей:
 Отечественные аппараты отличаются доступностью и простотой. Среди самых распространенных можно назвать: «Плазар» и «Горыныч». Это оборудование имеет достаточно долгую историю эксплуатации. С успехом применяется для сварки алюминия в условиях небольших мастерских.
Отечественные аппараты отличаются доступностью и простотой. Среди самых распространенных можно назвать: «Плазар» и «Горыныч». Это оборудование имеет достаточно долгую историю эксплуатации. С успехом применяется для сварки алюминия в условиях небольших мастерских.- Оборудование зарубежного производства, в основном Германии, Италии и Китая имеет более высокую цену, но вместе с тем больший функционал и эргономичность. Среди широко известных марок можно выделить: «Merkle» с моделями P421 и P621. Это оборудование используется для работы мировых автогигантов. С недавнего времени появилась возможность приобрести его и в нашей стране.
Плазменная сварка алюминия и его сплавов
Кроме чистого алюминия плазменная сварка используется для его сплавов. Основные их виды:
- Термоупрочняемые. Такие сплавы являются трудносвариваемыми, поэтому изготовление из них сварных изделий возможно только при термической обработке изделия. К ним относятся:
- Алюминиево-медно магниевые (Д1, Д16, Д18 и др.).
- Алюминиево-магниево-цинковые (В92, В92Ц и др.).
- Алюминиево-магниево-кремниевые и алюминиево-магниево-кремниево-медные сплавы (АК6 и АК6-1).
- Алюминиево-медно-марганцевые сплавы.
- И другие 5-ти и более компонентные сплавы.
- Нетермоупрочняемые сплавы. Наиболее распространены и отлично подходят для сварочных работ. Это технический алюминий, алюминиево-марганцевые и алюминиево-магниевые сплавы.
Микроплазменная сварка алюминия
Данный тип применяется для сварочных работ по алюминию, толщиной 0,2 – 1,5 мм. В качестве источника питания используется переменный источник напряжения с силой тока 10-100 А. Дежурная дуга получает ток от отдельного источника постоянного тока. В качестве источника плазмы выступает аргон, а защитные газы – гелий и аргон.
Данный вид сварочных работ отличается высокой скоростью, доходящей до 60 м/ч при механизированном способе и 15 м/ч при ручном. Качество работ также высокое. Прочность получаемых швов — 0,9.Основное преимущество микроплазменной сварки от аргонодуговой – снижение деформаций материала на 25-30%.
plazmen.ru
Как сварить алюминий в домашних условиях — изучаем особенности
Март 23, 2017
Прочные алюминиевые сплавы уже вошли во все сферы хозяйственной деятельности человека. Эти материалы часто используются, ломаются и нуждаются в ремонте. Кроме того, из них собирают и новые конструкции. Поэтому очень актуальна тема сварки алюминия дома, аппаратами различных видов, которые имеются у многих мастеров. Чтобы сваривать алюминиевые сплавы, нужно иметь в виду определённые особенности, которые важно учитывать в работе, и наша задача рассмотреть подробно технологию этого процесса, необходимую аппаратуру и оснастку. Эту тему мы и постараемся внимательно изучить.
Разновидности сплавов алюминия
В чистом виде алюминий не используется, он выпускается в виде сплавов с разными физико-химическими свойствами и используется везде, где важен небольшой вес и хорошие прочностные качества. Эти сплавы на воздухе очень быстро окисляются и образуют тугоплавкую, оксидную плёнку на поверхности заготовки. Поэтому сварка алюминия в домашних условиях, требует особого подхода к процедуре соединения деталей. Прочный оксидный слой плавится при температуре более 2000о, а сами сплавы имеют температуру плавления около 600о и их разные виды отличаются различной свариваемостью.
Понять, как варить алюминий с наилучшими результатами, можно, ознакомившись с видами сплавов, которые создают металлурги и придают им определённые качества. Материал отличается по прочности, весовым параметрам и способности переносить многократные нагрузки. Сплавы алюминия состоит из нескольких химических элементов, в разных сочетаниях, и состоят из следующих разновидностей:
- сплав АМц, состоящий из марганцевых примесей и алюминия, сваривается хорошо;
- без ограничений сваривается алюмомагниевый сплав АМг3, а, ограниченно свариваемыми разновидностями, являются сплавы АМг1, АМг5 и АМг6;
- силумин имеет алюмокремниевый состав марок Ал2, Ал4 и Ал9 с ограниченной свариваемостью;
- марки В95, АВ и АК, термоуплотняемые сплавы с трудной свариваемостью;
- дюралюминий марки Д16 и Д1, сплав алюминия с медью, трудно свариваемый.
При ремонте изделий из алюминия, довольно трудно бывает определить, к какому именно сплаву относится деталь, но приложить к этому нужно все возможные усилия. От параметра свариваемости зависит оптимальный подбор электродов, сварочной проволоки и силы выходного тока.
Важно понимать, что чем лучше определена марка материала, тем выше будет в итоге качество шва и долговечность соединения.
Виды сварки для алюминиевых сплавов
Сложный химический состав сплавов, а также окисный, тугоплавкий слой не даёт возможности соединять, свариваемые заготовки и ремонтируемые изделия, традиционным способом. Поэтому особенности сварки алюминия, диктуют применение специальных электродов, проволоки и среды защитных газов, препятствующих окислению. Большое влияние на качество шва оказывает толщина заготовок, и необходимо отметить, что алюминий обладает значительным коэффициентом расширения и высокой теплопроводностью, что ведёт к деформации шва, при нарушении технологии. Наиболее популярными методами работ по свариванию сплавов алюминия, являются следующие виды:
- сварка методом ММА покрытыми плавящимися электродами, постоянным током обратной полярности, без защитного газа;
- метод АС TIG с использованием вольфрамового, тугоплавкого электрода в инертной среде, переменным высокочастотным током;
- сварка MIG, с применением полуавтоматической подачи алюминиевой проволоки, горелкой в защитной среде аргона или его смеси с СО2.
Наиболее применимым методом сварки алюминия в домашних условиях является ММА, но тонкого шва, применяя этот способ, добиться будет трудно. Кроме того, работе предшествует определённый подготовительный процесс обработки заготовок и прокаливания электродов, и может понадобиться неоднократный проход довольно дорогими электродами. Мало подходит для тонкостенных заготовок, а для значительной толщины требует обработки кромок.
Для работы с тонкостенными заготовками и выполнения более качественного шва больше подходит метод TIG. Аппараты ММА+TIG стоят сравнительно недорого и позволяют существенно расширить диапазон доступных работ. Так называемая аргонодуговая сварка алюминия выполняется с использованием тугоплавкого, вольфрамового электрода и горелки, в которую подаётся инертный газ.
Полуавтоматическая MIG сварка алюминия подразумевает регулируемую, автоматическую подачу проволоки, которая одновременно служит электродом, в сварочную ванночку и среду инертного газа. Метод делает возможным добиться весьма хорошего качества, но требует квалификации и дороже, чем предыдущие способы.
Важно, при сварке алюминия дома, помнить о правилах техники безопасности, пользоваться спецодеждой и защитной маской Хамелеон или её аналогами.
Необходимое оборудование для сварки алюминия
Для недорогой сварки алюминия методом ММА потребуется сварочный аппарат, лучше всего инверторного типа. Он более лёгкий, чем понижающий трансформатор, и обладает расширенным спектром регулировок. Понадобятся следующие инструменты и материалы, а именно:
- инверторный аппарат ММА;
- специальные, покрытые электроды для сварки сплавов алюминия;
- кабели заземления и с держателем электродов;
- сварочная маска;
- напильник и металлическая щётка;
- растворитель и флюс;
- болгарка и молоток для снятия кромок и зачистки от шлака готового шва.
Поскольку у заготовок высокая теплопроводность, возможно, понадобятся подкладки под обратную сторону шва, а снятие кромок зависит от толщины металла и производится по мере необходимости. При ремонте, заварить дефект удастся после особо тщательной очистки места, предполагаемой сварки. содРабота аргонной сваркой потребует наличие более дорогостоящего оборудования и ручной подачи сварочной и присадочной проволоки. Кроме того, необходимо наличие защитной среды аргона, гелия или смеси газов, но результат оправдывает ожидания. Методом TIG можно производить сварку разнообразных металлов, различной толщины и для этого понадобятся:
содРабота аргонной сваркой потребует наличие более дорогостоящего оборудования и ручной подачи сварочной и присадочной проволоки. Кроме того, необходимо наличие защитной среды аргона, гелия или смеси газов, но результат оправдывает ожидания. Методом TIG можно производить сварку разнообразных металлов, различной толщины и для этого понадобятся:
- инверторный сварочный аппарат ММА+TIG;
- еврорукав для подачи газа;
- горелка с держателем вольфрамового электрода;
- редуктор с манометрами для подачи смеси газов;
- соединительные шланги;
- алюминиевая сварочная проволока с присадками или флюс;
- сварочная маска и краги.
Работа производится путём расплавления импульсным высокочастотным током оксидного слоя и получения сварочной ванночки, в которую поступательно, вручную подаётся проволока. Защитное облако газа подаётся к ванночке чуть раньше процесса сварки, что обеспечивает защиту от агрессивной кислородной среды.
Необходимо помнить, что тугоплавкий вольфрамовый электрод весьма чувствителен к загрязнениям, которые ухудшают качество сварки.
Для метода МИГ понадобится устройство регулируемой, автоматической подачи проволоки и горелка другой конструкции, обеспечивающая продвижение плавящегося элемента к месту соединения металла.
Технология сварочного процесса
В домашних условиях наиболее востребованы ремонтные работы алюминиевых изделий или соединение некрупных заготовок, поэтому технология сварки алюминия с использованием методов ММА и TIG, будет наиболее подходящей. Постоянным током обратной полярности свариваются заготовки толщиной 5−7 мм, но для деталей большей толщины потребуется технологическая подготовка. Сварка алюминия методом ММА состоит из следующих операций:
- тщательная механическая очистка поверхности заготовок от оксидного, тугоплавкого слоя;
- обезжиривание поверхности с помощью растворителей;
- кромки деталей толщиной более 5 мм снять под углом от 45о до 65о для получения более прочного, однородного шва;
- перед работой нужно прокалить электроды по алюминию, поскольку их покрытие является гигроскопичным;
- свариваемые детали прогреваются до 250оС, с целью более эффективного расплавления оксидного слоя;
- сварка алюминия ведётся током обратной полярности, сила которого зависит от толщины заготовок, параметров шва и состава сплава.
Важно, что шов не должен иметь большую толщину, иначе он будет пористым и трещиноватым, поэтому при массивных деталях, лучше сделать несколько проходов.
Работа методом TIG в домашних условиях обходится несколько дороже, но качество шва несравненно лучше. Технология процесса заключается в выполнении следующих операций:
- в аппарате должен присутствовать осциллятор, улучшающий параметры сварки и расплавление тугоплавкого окисного слоя;
- неплавящийся вольфрамовый электрод, выставляется на 5−6 мм от наконечника, чтобы избежать перерасхода дорогого газа;
- аргон подаётся с расходом 5−8 литров в минуту, в зависимости от толщины заготовок, затем с задержкой подаётся напряжение;
- после получения сварочной ванночки поступательно плавится сварочная проволока.
Сварка сплава ведётся импульсным переменным током и позволяет соединять тонкостенные заготовки, а в случае возникновения затруднений необходимо обратиться за консультацией к специалистам.
Заключение
Мы рассказали о технологии сварки алюминия в домашних условиях с применением инвертора. Этот процесс требует осторожности и соблюдения правил техники безопасности. Если позволяют финансовые возможности, лучше приобретать аппарат ММА+TIG, который даёт больше простора для сварки самых разнообразных металлов, в том числе и алюминиевых сплавов. Выбор за вами.
electrod.biz
Аппарат для сварки алюминия
Детали из алюминия и его сплавов применяются практически в любой отрасли промышленного производства. Применение этого легкого металла с высокими показателями тепло- и электропроводности является самым распространенным и в бытовой технике. Поэтому при появлении неисправности возникает необходимость сваривания конструкций и изделий из алюминия в бытовых условиях. Произвести ремонтные операции с этим капризным металлом практически невозможно без аппарата для сварки алюминия. И если раньше такая работа была доступна в основном в промышленных условиях, то сейчас ее несложно выполнить и в домашней мастерской.
Особенности сварки алюминия
Технология сварочного процесса алюминия, как и любого другого металла, имеет свои особенности. Поэтому начинающему сварщику необходимо знать и понимать многие характеристики этого металла. Существует широкий спектр особенных свойств, которыми обладает алюминий. Сварка его подразумевает выполнение предварительной подготовки материала и непосредственного соединения деталей.

При этом нужно учитывать свойства металла:
- На поверхности алюминия всегда есть оксидная пленка, которая существенно снижает процесс сварки. Температура плавления металла 660 ℃, в то время как плавление пленки происходит при 2000 ℃.
- При алюминиевой сварке значительно мешают созданию сплошного шва капли металла, которые мгновенно покрываются оксидной пленкой. Она препятствует формированию качественного шва на открытом воздухе. Поэтому основным условием сварки алюминия является защита зоны нагрева аргоном.
- Растворенный водород, который присутствует в составе алюминия, выходит во время сварки в атмосферу, что приводит к образованию кристаллических трещин и пор.
- В расплавленном состоянии алюминий имеет высокую текучесть, что очень затрудняет создание сварочной ванны. Поэтому при алюминиевой сварке требуется устраивать хороший отвод тепла от места соединения.
- Из-за высокого коэффициента линейного расширения металла происходит большая усадка при охлаждении.
- Высокая теплопроводность заставляет увеличивать величину тока при сварке, чтобы уменьшить ее продолжительность.
- Режим и метод сварки алюминия в домашних условиях трудно выставить правильно из-за сложности определения марки сплава.
Качество сварки
Чтобы осуществить крепкое и надежное соединение деталей из алюминия, сварщик должен выполнить несколько основных технологических этапов:
- Произвести удаление оксидной пленки с поверхности соединения изделий. Эту операцию можно выполнить как механическим способом, очистив место стыка металлической щеткой, так и химическим методом с помощью специальных растворителей. Но самым действенным способом будет проведение сварки алюминия полуавтоматом в импульсном режиме, который посредством мгновенного разогрева металла обеспечивает хорошее удаление слоя оксида.
- Правильно осуществить разогрев поверхности металла в нужном диапазоне температур. Основной ошибкой начинающих сварщиков является перегрев металла, что приводит к прожиганию места соединения.
- Значительная линейная усадка алюминия при остывании может привести к деформации сварного шва. Поэтому нужно завершать процесс сварки меньшим током. А вот в начале работы необходимо подавать ток большой силы, чтобы обеспечить проплавление оксидной пленки.

Именно от правильного выполнения всех этих операций зависит качественное соединение изделий из алюминия.
Технология инверторной сварки
При соблюдении определенных условий сварка алюминия инвертором возможна и в домашних условиях. Для такой работы необходимо уделить особое внимание расходным материалам. К аппарату для сварки алюминия предъявляются невысокие требования. Для выполнения соединения понадобится:
- Устройство для нагревания электродов. Выполнение прожарки электродов является обязательным и необходимым условием соединения алюминиевых деталей. Чаще всего неудачные попытки алюминиевой сварки возникают из-за некачественной подготовки расходных приспособлений.
- Применяются специальные электроды для сварки металлов с высокой теплопроводностью, к которым относится и алюминий.
- Инвертор (аппарат для сварки алюминия). Уровень производительности его при применении в домашних условиях не имеет значения.
Процесс соединения алюминиевых деталей должен обязательно происходить под защитой инертного газа.
Основные этапы сварки:
- Подготовительные работы включают очистку поверхности соединяемых изделий и обязательную подготовку электродов.
- Сварочный процесс необходимо проводить аккуратно и медленно, строго соблюдая нужную глубину провара. После завершения этапа сварки подачу газа не отключают еще около пяти секунд.
Свойства электродов
В основу электродов для сварки алюминия входит чистый металл, масса которого является преобладающей, а также добавки, улучшающие процесс соединения. Механические свойства сварочных приспособлений являются основным параметром, по которому осуществляется их подбор для сварки. От этого зависит крепость шва.

Основные марки электродов для алюминиевой сварки: ОЗА, ОЗА–1, ОЗР–2, ОЗАНА–2. Все электроды обладают свойством гигроскопичности, поэтому требуется перед работой их обязательная просушка при температуре 200 ℃.
Полуавтоматическое соединение
Сварка алюминия полуавтоматом выполняется обязательно под защитой инертного газа. В качестве такого газа используется аргон. Возможно проведение соединения алюминия полуавтоматом без применения инертного газа, в случае использования расходной порошковой проволоки. Такое приспособление во время нагрева способно распылять железосодержащий порошок. Такое облако выполняет функцию защиты, как и аргон.

Недостатком этого метода считается низкое качество сварного шва, что значительно ограничивает его использование. Основной задачей сварщика будет решение о том, каким методом производить соединение.
Технология TIG
При выполнении этой технологии применяются неплавкие электроды с содержанием вольфрама и проволока для присадки, которая автоматически наполняет шов между деталями. Использование такого процесса подразумевает применение режима переменного тока и высокочастотного розжига дуги. В этом случае разрушение оксидной пленки происходит путем катодного распыления при токе с обратной полярностью.
MIG метод
При технологии MIG присадкой являются сами плавящиеся электроды для сварки алюминия. Этот материал поступает в зону соединения при помощи устройства подачи проволоки.

Конечно, добиться высокого качества сварки алюминия в домашних условиях этим методом очень сложно, так как потребуется использование аппарата с импульсно-дуговым режимом. Выполняя сварку, горелку необходимо направлять под углом 10-20 градусов к вертикали, при этом расстояние между поверхностью соединения и соплом должно быть до 10-15 мм.
Советы по газовой сварке алюминия
Перед тем как приступить к сварке, нужно подготовить все материалы и инструменты. Более надежного соединения можно добиться с помощью дополнительного специального прута. После проведения тщательной очистки поверхностей изделия нужно эти места обработать флюсом. Такой способ подготовки уменьшит влияние оксидной пленки и позволит произвести сварку алюминия полуавтоматом наиболее качественно.

Далее включается газовая горелка и нагревается до оптимальной температуры. Следующим шагом будет прогрев места сварного соединения до температуры плавления металла. Во время такого прогревания к месту стыка прикладывается дополнительный стержень. В ходе этих операций металлы расплавляются и перемешиваются, в результате чего получается сварное соединение.
Помните, что соединение алюминия в домашних условиях для начинающего сварщика считается сложной работой. Такие проблемы в основном зависят от особенностей применяемого материала. Придется новичку набраться терпения для приобретения нужного опыта проведения сварки алюминиевых поверхностей.
fb.ru
пошаговая инструкция для начинающих, технология и видео
Многолетняя практика убедительно доказывает, что сварка алюминия аргоном является наиболее эффективным способом создания неразъемного соединения двух или более элементов.
Для выполнения сварочных работ в среде любого инертного газа требуется специализированная оснастка, оборудование и подробная инструкция для начинающих.
Аппарат для соединения алюминиевых деталей, как правило, имеет сложную структуру.

Если варить алюминий полуавтоматом, то потребуется определенный тип сварочной проволоки и баллон с аргоном. Но есть способы, которые позволяют обходиться без газа.
Технология сварки алюминия требует от сварщика высокой квалификации и знаний основ металловедения.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
Некоторые способы сварки
Усвоив уроки металловедения для начинающих, можно со знанием дела выбирать конкретный способ сварки алюминия в среде инертных газов.
Для сварочных работ применяют аппараты следующего типа:
- газопламенная установка;
- электродуговой аппарат;
- аргонно-дуговой аппарат.
В первом случае используется флюс, который производится на основе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка выполняется алюминиевым прутком. Расход материала при таком способе минимальный.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ нужно удалить остатки флюса и промыть деталь водой.
На видео показана пошаговая инструкция по соединению алюминиевых деталей с применением флюса.
Видео:
Электродуговая сварка деталей выполняется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с обмазкой из флюса.
Наиболее качественный шов при соединении алюминиевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается с помощью электрода, изготовленного из вольфрама. Такой электрод служит длительный отрезок времени и тем самым снижает стоимость сварочных работ.
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
В зону горения дуги подается алюминиевая проволока. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Сварка происходит на узком участке при быстром перемещении электрода.
В таком режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для высокого качества сварного шва проволока должна иметь ту же структуру, что и свариваемый металл. Такой способ сварки выполняется полуавтоматом.
В различных производственных условиях сварку выполняют постоянным или импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
Технология сварки аргоном
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает в себя несколько разноплановых действий.
Насколько эти действия будут согласованы между собой, настолько качественным будет соединение двух элементов.
Технология сварки полуавтоматом предполагает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из трех агрегатов.
Видео:
Перед началом сварки каждый из них нужно привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Что требуется для сварки аргоном?
Аппарат для сварки алюминия состоит их следующих агрегатов:
- источник электропитания;
- баллон с аргоном;
- механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей производятся из нержавейки.
Подготовка деталей
После того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, нужно подготовить свариваемые детали.
С поверхности необходимо удалить грязь, жир и остатки машинного масла. Делается это с помощью любого растворителя на верстаке из нержавейки.
Когда толщина свариваемых деталей больше четырех миллиметров, необходимо разделать кромки.
В соответствии с рекомендациями специалистов и техническими условиями, листовой алюминий толщиной от 4 мм рекомендуется сваривать только встык.
При получении задания на сварку алюминия, исполнителю нужно сразу же поинтересоваться толщиной листа и сколько миллиметров составит ширина кромки.
Видео:
Кромка зачищается напильником или на наждачном станке. Если деталь имеет сложную форму, то место сварки зачищается с помощью переносной шлифовальной машинки.
В любом случае, с поверхности металла необходимо удалить оксидную пленку.
Особенности сварки аргоном
Чтобы качественно выполнять сварку алюминия полуавтоматом, нужно использовать электроды из вольфрама. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы надо следить за тем, как ориентирован электрод относительно свариваемой поверхности. Электрод необходимо держать под углом 80 градусов.
Присадочная проволока по отношению к электроду должна находиться под прямым углом.
Допускается максимальная длина дуги 3 мм.
В таком положении расход материалов будет оптимальным. В процессе работы присадочная проволока должна перемещаться впереди горелки.
Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться только вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
Видео:
При работе с тонкими листами алюминия в качестве подкладки можно использовать лист нержавейки.
При таком положении будет выполняться интенсивный отвод тепла от рабочей зоны через лист нержавейки и вероятность прожога резко уменьшится.
Уменьшится и расход энергии, поскольку работа будет выполнена быстрее.
Преимущества и недостатки
Сварка алюминиевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими способами.
Первое, что следует отметить, малую область нагрева свариваемой детали. Это важно при соединении деталей со сложной объемно-пространственной структурой.
Сколько требуется газа и какая нужна проволока, подсчитать можно. Однако спрогнозировать внутреннюю деформацию детали очень трудно.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и посторонних включений.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К числу недостатков сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется тонкая настройка всех составляющих устройства. Важно, чтобы проволока подавалась в рабочую зону постепенно.
Видео:
Для этого необходимо правильно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.
В таком случае увеличится расход электроэнергии и аргона. Чтобы качественно выполнить соединение алюминия, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
rezhemmetall.ru