







Применение порошковой проволоки для сварки без газа. Сварочный аппарат проволочный без газа
с помощью простой, поршковой и флюсовой проволоки
 Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а следующими видами безгазовой защиты:
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а следующими видами безгазовой защиты:
- слой флюса;
- порошковая защита с электрода;
- слой шлака, образуемый при сгорании электрода.
По виду механизации полуавтоматическая сварка характеризуется наличием специального суппорта для автоматического подвода присадочной флюсовой проволоки или порошкового электрода.
Область технологического применения данной сварки в основном сводится к соединению разнородных мягких металлов, цветных металлов или для напыления и восстановления деталей и запчастей из алюминия, чугуна или бронзы.
Сварка алюминия полуавтоматом без газа
 Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
 Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом. Читайте где можно обучиться сварке здесь.
Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Необходимо помнить о том, что попадание в расплав алюминия воздуха приведет к критическим изменениям структуры металла, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
 Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.

Общую статью о сварочном производстве можно прочитать здесь.
Сварка порошковой проволокой без газа
 Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхность.
 Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.Читайте подробнее о сварке металлов.
Сварка полуавтоматом простой проволокой без газа
 Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.
 При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Как выбрать и использовать инверторный сварочный аппарат читайте здесь.
В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.
Безгазовая сварка полуавтоматическом режиме прекрасное и функциональное решение сложных технических вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратностью.
Читайте также:
 Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой?Холодная сварка линолеума - очень эффективный и […]
Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой?Холодная сварка линолеума - очень эффективный и […] 2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.Не менее важной и […]
2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства.Не менее важной и […]
metallmaster.org
Сварочный полуавтомат без газа на флюсовой проволоке
Сварочный полуавтомат без газа
Сварочный аппарат полуавтомат без газа на флюсовой проволоке используется в процессе сборки конструкций из цветных и черных металлов.
Принцип работы таких аппаратов аналогичен схеме функционирования аргонодуговых устройств. Только в нашем случае роль инертного газа играет флюс – покрытие присадочной проволоки, которое выделяет углекислый газ при горении в сварочной дуге.
Полуавтомат сварочный без газа — конструкция и схема работы
Конструкция полуавтоматического сварочного аппарата состоит из трех узлов: генератора дуги (трансформатора или инвертора), транспортера присадочной проволоки и блока управления, синхронизирующего работу всех частей агрегата.
Проволока поступает по гибкому шлангу в держак и при контакте со свариваемой деталью образует электрическую дугу. Присадочный материал плавится в дуге, выделяя углекислый газ при горении флюса. Углекислота изолирует сварочную ванну от атмосферного кислорода и препятствует чрезмерному плавлению соединяемых деталей.
Транспортер проволоки обеспечивает непрерывную подачу присадочного материала. А генератор обеспечивает стабильность горения дуги между плавким электродом (проволокой) и деталью металлоконструкции.
В итоге, с помощью полуавтоматического аппарата можно выполнить не только точечную прихватку, но и линейный шов диной до 40 метров.
Рабочие характеристики сварочных полуавтоматов
Для большинства полуавтоматических сварочных аппаратов, работающих на флюсовой проволоке характерны следующие рабочие параметры:
- Диаметр проволоки – от 0,5 до 2 миллиметров.
- Сварочный ток – от 35 до 100 и более Ампер.
- Мощность – от 1,5 КВт и более.
Сила сварочного тока регулируется с помощью реостатов блока управления. Диаметр проволоки подбирают исходя из условий сварки (толщина стыкуемых деталей, тип материала и прочее). Мощность аппарата влияет на производительность и цену, повышая оба параметра в большую сторону.
Сварка полуавтоматическим аппаратом
Сварка полуавтоматом без газа не отличается от классического дугового процесса. То есть, вы должны включить аппарат, получить дугу (контактом с заготовкой) и начать сварку деталей.
Однако применение флюсовой проволоки накладывает на процесс сварки некоторые ограничения.
Так, из-за хрупкости порошковой присадочной проволоки вам придется обращаться с держаком очень аккуратно, не делая резких движений и не загибая подающий шланг под острыми углами.
Кроме того, углекислый газ, генерируемый в процессе горения флюса, вынуждает отказаться от сложных потолочных швов. Да и вертикальные швы такой аппарат «производит» с некоторыми затруднениями. А вот с горизонтальными швами нижнего типа никаких проблем нет.
А еще очень важно соблюдать полярность при подключении катода и анода. Ведь максимальная мощность должна транслироваться на держак и расходоваться на плавление проволоки.
Достоинства и недостатки сварки полуавтоматического сварочного аппарата
В итоге, для полуавтоматических сварочных аппаратов характерен следующий набор достоинств:
- Такие аппараты компактнее «газовых» моделей: ведь флюсовая проволока занимает меньший объем, чем баллон с аргоном или иным инертным газом.
- Контроль процесса сварки таким аппаратом не вызывает затруднений даже у начинающего специалиста. А характеристики дуги можно регулировать прямо во время сварочного процесса.
- Щадящее отношение к расходным материалам и пониженная энергоемкость процесса. Такой сварочный аппарат намного экономичнее в эксплуатации, чем классические электродуговые или газовые устройства.
К недостаткам такого аппарата можно отнести следующее:
- Низкую прочность присадочной проволоки, что затрудняет процесс сварки (возникает необходимость осторожничать с держаком)
- Необходимость повторного проваривания шва. Эта потребность объясняется необходимость удалить флюс с поверхности шва.
- Ограничения по параметрам шва – глубине и ширине. Присадочная проволока диаметром от 0,5 до 2 миллиметров просто не сможет сгенерировать глубокий и широкий шов.
steelguide.ru
Сварка полуавтоматом без газа
Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам. Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами.
Популярность их объясняется достаточно просто — простота рабочего процесса, причем ни в ком случае не в ущерб качеству, скорее наоборот. При использовании сварочного полуавтомата можно получить даже при небольшом навыке вполне качественный и красивый шов.
Как правило, приобретаются аппараты серии MIG-MAG, то есть те, которые варят в среде инертного (MIG), например, аргона и активного (MAG) — углекислого газа. Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток. Среда защитного газа позволяет отсечь кислород воздуха из места сварки, поэтому в процессе работы расплавленный металл детали плавится, соединяясь с расплавленной в зоне сварочной ванны проволокой.
Однако баллоны достаточно тяжелы, а при нечастом использовании заряжать баллон для того, чтобы пройти шов, например 5-7 см невыгодно, да и слишком дорого. Гораздо проще использовать специальную сварочную проволоку.
Альтернативно, ее называют ещё флюсовой проволокой, что, в принципе, указывает на ее состав. Помимо этого может встретиться название порошковая сварочная проволока, что также соответствует этому же материалу. Независимо от названия эта проволока позволяет осуществить сварку полуавтоматом без газа.
Состоит такая проволока из стальной трубки, диаметр которой соответствует применяемой при обычной сварке в среде газа. Как правило это 0,8 мм. Внутри находится специальный порошок — флюс, несколько напоминающий по своему составу обмазку обычных электродов. В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом.
Из плюсов можно отметить отсутствие необходимости газовой аппаратуры, а самое главное — возможность наблюдать, конечно сквозь защитную маску, за местом подачи в разделку. Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги.
В связи с тем, что сварка несколько напоминает обычную, электродом, в процессе может происходить затекание шлака от сгоревшего флюса в сварочную ванну, поэтому в некоторых случаях для получения герметичного соединения приходится поверх накладывать ещё один шов, предварительно очистив предыдущий.
В связи с тем, что порошковая проволока, обеспечивающая сварку полуавтоматом без газа, имеет малую жесткость в своей конструкции — стенка очень тонкая — подача проволоки должна осуществляться механизмом с очень небольшим сжатием, а резкие повороты шланга полуавтомата недопустимы.
В обязательном порядке должно соблюдаться условие подключения полярности на держак и на «массу». На держаке, горелке должен быть минус, а на самом изделии — плюс. Такое подключение называется прямым. При сварке в среде защитного газа используется обратное подключение. Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа.
Видео сварки полуавтоматом без газа:
Видео сварки инвертором Stark IMT 200 полуавтоматом флюсовой проволокой без газа. Идеально подходит для мобильных работ т.к. не нужен баллон с газом.
nanolife.info
Сварочный полуавтомат без газа
Технология сварки имеет различные направления и подвиды, среди которых особое место занимает сварочный полуавтомат без газа. Попробуем разобраться, в чем отличие от обычного полуавтомата, а также особенности проведения работ на таком оборудовании. Как правило, существует две категории аппаратуры, которые имеют соответствующую маркировку- MIG-MAG, причём для первого варианта (MIG) используют среду исключительно инертного газа. Для второго варианта используют среду углекислого газа. В целом, обычная электродная проволока в данном случае, будет являться основой для обеспечения качества сварных работ, то есть, заменять обычный и традиционный электрод. Подача проволоки порошкового типа осуществляется, как правило, механическим способом в готовое рабочее отверстие сварочной головки.
Основной принцип работы сварочного агрегата без заправки газа
Чтобы понять, как работает сварочный аппарат полуавтомат без газа, необходимо помнить, что инертный вариант газа будет обволакивать только сварочную технологическую ванну. При этом произойдёт полная изоляция расплавленной категории проволоки присадочного типа, а также всех стыкуемых краёв деталей и предметов, которые могут иметь негативное воздействие от контакта с воздухом, где содержится требуемый уровень кислорода. Вся защитная функция в технологии оборудования сварочный аппарат полуавтомат без газа с порошковой проволокой возлагается на углекислый газ, который выделяется как раз из проволоки. В то же время, в конструкции проволоки предусмотрен компонент флюса, который содержит СО2.
Схема сварки порошковой проволокой
Принципиальная технологическая схема работает по следующему принципу:
- В рабочий момент соприкосновения с поверхностью металла, возникает принцип воздействия электрической дуги от воздействия присадочной проволоки.
- Непосредственная электрическая дуга осуществляет эффект расплавления электрода.
- Углекислый газ, как самостоятельный компонент, выделяется исключительно из флюса, при этом обволакивает сварочную ванну специальным защитным слоем.
Работа сварочного устройства полуавтоматического принципа воздействия без газа на флюсовой проволоке предусматривает использование достаточного объёма и количества флюсовых компонентов, которые в конечном итоге должны выделять необходимое количество углекислого газа.
Характеристики сварочного аппарата без газа
Чтобы знать, какой выбрать сварочный полуавтомат без газа, необходимо указать основные положительные стороны работы агрегата, это:
- Компактный вариант исполнения основной части технологического производственного оборудования, а также его лёгкость.
- Доступный и экономичный вариант. Технология полностью избавляет от необходимости иметь при этом постоянно заправленный баллон с газом.
- Широкое применение различных электродов с разнообразным химическим составом, которые помогают добиться идеального наложения шва на поверхность металла.
- Имеется возможность изменить характеристики подачи электрической дуги.
- Через специальную защитную конструкцию в маске (щёлка) специального вида можно осуществлять требуемый контроль за местом подачи.
Имеется один существенный недостаток, это ограниченные действия применения сварочного оборудования, относительно расположению на поверхности сварного шва. Чаще всего данная технология используется для варианта нижней сварки в горизонтальном расположении. Ради правды можно сказать, что этот способ все-таки используется для верхней части сварочных работ, но данную операцию могут проводить только опытные и квалифицированные сварщики. Помните, что потолочные работы для технологии сварки полуавтоматом без газа не осуществляются по одной простой причине — углекислый газ имеет тяжёлый весовой уровень по сравнению с воздухом и СО2 покидает зону сварки не оседая на поверхности.
Особенности проволоки для сварки полуавтоматом без газа
Устройство предусматривает комплектацией специальной проволоки, в том числе с порошковым напылением. Проволочный вариант представлен обычной стальной трубкой, диаметр которой около 0,8мм, то есть имеет аналогичные варианты исполнения, как и с принципом работы, полуавтоматом, где используется газ в качестве компонента розжига электрической дуги.
Аппарат для сварки без газа с проволокой
Во внутренней части проволоки находится порошковый компонент флюса, который по своей структуре напоминает обмазочных материал, используемый для стандартных электродов в промышленных масштабах. В процессе нагрева происходит полное выгорание флюса, что обеспечивает в итоге защитный компонент облака газа в рабочей зоне сварки.
Преимущестива использование, как проволоки, так и сварочного оборудования заключаются в следующем:
- Нет необходимости использовать энергоёмкую и энергозатратную комбинацию газовой аппаратуры для проведения сварочных работ.
- Нет необходимости постоянно тратиться на газовые баллоны с заправкой инертного газа.
- Отличное и ровное формирование места сварного шва, которое обеспечивается за счёт применения проволоки с порошковым напылителем.
- Уникальные характеристики удобного формирования необходимой характеристики для электрической дуги.
- Отличный способ контроля за действием, через специальную щёлку в маске (нет необходимости полностью закрывать лицо и глаза).
Рекомендации по проведению сварочных работ
Процесс выполнения сварочных работ полуавтоматом без применения газа имеет общие принципы и характеристики с традиционным газовым полуавтоматом, предназначенный для сварки.
Сварка аппаратом без газа
Во время проведения требуемой работы очень часто возникает ситуация внезапного затекания шлаков в сварочную ванну в процессе работы от продуктов согревшего флюса, что чревато снижением некоторых технических характеристик поверхности шва. Чтобы избежать этого, рекомендуется дополнительно изготовить шов, но при этом предварительно потребуется очистить предыдущий вариант. Таким образом, вы можете добиться высокой герметичности соединения поверхности места проведения сварочных работ.
«Важно!
Порошковая проволока имеет хрупкое строение, которое приводит при одном неосторожном движении к разрушению всей конструкции.»
Чтобы минимизировать эти риски рекомендуется использовать специальный механизм с малым режимом сжатия, это позволит обеспечить надёжное крепление проволоки при особых характеристиках жёсткости непосредственно порошковой проволоки. Во время работы помните, что резкие повороты шланга категорически не допускается, иначе вы не добьётесь должного эффекта соединения с поверхностью обрабатываемого материала.
Далее, рекомендуется строго соблюдать требуемую полярность по держаку при подключении прибора «на массу». Элемент «минус» должен быть подключен непосредственно к держаку, в то время, как компонент «плюс» подключается прямо к обрабатываемой детали. В производственном цикле данный вариант получил рабочее название в среде сварщиков и профессионалов — «прямое подключение». Этот эффект подключения необходимо строго и в обязательном порядке соблюдать, так как в процессе работы должна возникнуть высокая температура плавления, результатом которой станет образование облака для обеспечения защитной функции обрабатываемой поверхности шва. В процессе работы в обязательном порядке соблюдаем все требования техники безопасности, пожарной и электрической безопасности.
Видео: технология сварки полуавтоматом без газа
svarkaipayka.ru
Достоинства и недостатки сварки полуавтоматом без газа
Одно из ведущих мест в производстве металлоконструкций занимает электродуговая сварка плавлением. Популярным ее вариантом считают полуавтоматическую сварку, в процессе которой подача электрода либо проволоки механизируется. При этом перемещение сварочной горелки с требуемой скоростью по протяжению шва проводится сварщиком собственноручно. Защиту расплавляемого металла сварочного шва от атмосферного воздействия осуществляют в виде подачи на свариваемый участок флюса в гранулах или защитного газа для сварки полуавтоматом. Для некоторых случаев требуется и то, и другое.
Особенности полуавтоматической сварки без газа
Сварка полуавтоматом, представляющая собой один из традиционных способов сварки, выполняется с применением электродной проволоки. Она, выступая в качестве электрода, бесперебойно поступает с определенной скоростью при помощи специального привода в сварочную головку. Применение особых флюсов позволяет получать большую глубину проплавления металлов на свариваемом участке даже с небольшим диаметром проволоки и на малых токах. Благодаря получаемым высококачественным швам при любой толщине деталей использование в сварке без газа сварочного полуавтомата значительно увеличивает производительность работ и качество получаемых соединений.
Целесообразна сварка полуавтоматом в изготовлении конструкций с небольшой протяженностью швов и при их криволинейности. Она удобна для несложных мелкосерийных производств. Чаще всего ею сваривают металлы толщиной деталей до 3 см, со скосом кромки либо без него, много- либо однопроходными угловыми, а также дву- или односторонними стыковыми швами. Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.
Нередко для сварки полуавтоматом применяют переменные токи, но и с использованием постоянных токов сварочный процесс тоже возможен. При росте силы тока увеличивается и расход газа при сварке полуавтоматом. До начала сварки место предстоящего соединения необходимо, открыв заслонку специального бункера, обработать флюсом. С началом подачи электрода либо проволоки возбуждается дуга, которая подается плавными движениями электрода вдоль поверхностей кромок, посыпанных флюсом. В случае выключения подающего устройства, при повторном возбуждении дуги требуется удаление с края электрода застывающих шлаков.
Операция передвижения держателя по оси шва в ходе сварки полуавтоматом проводится электросварщиком собственноручно. При этом держатель можно как передвигать, держа на весу, так воспользоваться специально предназначенным для его опоры костылем. Незначительные изменения в расстоянии между держателем и поверхностью детали не нарушат правильного ведения процесса сварки и, как правило, не влияют на размеры швов и их форму. Но для выполнения швов высокого качества требуется практический опыт в поддержании необходимой скорости движения держателя и точности направления электродов вдоль оси швов.
Преимущества и недостатки сварки полуавтоматом без газа
Определенную трудность в выполнении газовой сварки полуавтоматом представляет невозможность наблюдать за ходом образования шва. Держатель при производстве угловых соединений помещается в угол стыка скрепляемых деталей, поэтому сварку приходится вести сбоку или в направлении на себя. При сочетании поперечных колебаний держателя с его перемещением вдоль оси шва можно получать уширенные швы, которые необходимы при сварке некоторых соединений с большими зазорами. Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Из-за слабой жесткости с высокой хрупкостью порошковой проволоки, используемой для сварки без газа полуавтоматом, ее подачу производят при помощи особого механизма с малым сжатием. В этом случае недопустимы резкие движения шлангом. Кроме того требуется неукоснительное соблюдение полярности подключения на держак с «массой»: «+» к изделию, «–» на держак, то есть в прямом варианте. Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака. Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Делая выбор между разновидностями этого типа сварки с газом или без него, стоит отдать предпочтение второму варианту. Конечно, первый способ позволяет полностью исключить проникновение кислорода на место непосредственного проведения сварки. За счет этого устраняются недостатки, связанные с содержанием углерода, что позволяет получить сварной шов высокого качества. Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.
Достоинством способа такой сварки без газа является также отсутствие необходимости в использовании газовой аппаратуры с большой энергоемкостью. Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги. Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Но стоить учесть, что нельзя пользоваться полуавтоматом для сварки без газа, применяя обычную сварочную проволоку. Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
Похожие статьи
| Сварочная головка, благодаря которой электродный материал подается в область действия дуги, является основным элементом аппарата автоматической сварки. Её передвижение осуществляется по специально проложенным направляющим рельсам, либо непосредственно ...... |
| Сварочное оборудование применяется почти везде: в промышленности, при рeмонте квaртир, пoэтому онo oчень вoстребовано и соврeменный рынoк предлaгает огрoмный выбoр этoго оборудовaния для любoго типa рaбот.... |
| Для аргонной сварки используют два типа электродов: неплавящиеся используют при работе с материалом, имеющим тольщину от 0,1 мм, а плавящиеся - уже при сварке 2-миллиметровых и еще более толстых заготовок. Если требуется произвести усиление шва или... |
| Характеристики и структура получаемого шва, в первую очередь, зависит от качества операции предварительного подогрева участка сваривания. Особой чувствительностью к перепадам температуры отличаются трубопроводы из нержавеющих труб. Сварка трубопроводов осуществляется с использованием ...... |
| Как известно, такой материал, как чугун обладает плохой способностью к свариваемости, однако ремонт чугунных изделий и конструкций требует использования именно этого способа обработки. Среди наиболее популярных способов сварки чугуна можно выделить газовую, дуговую... |
| Основным узлом сварочного оборудования, используемого в процессе полуавтоматической сварки, является горелка. Она обеспечивает подачу сварочной проволоки с флюсами и защитных газов в зону соединения деталей. Открытие газового клапана, как правило, также происходит с помощью... |
promplace.ru
www.samsvar.ru
Порошковая проволока для сварки без газа
Ряд требований, предъявляемых к использованию порошковой проволоки для сварки без газа, сводится к правильному манипулированию сварщика электродом. Перемещение электрода должно быть максимально равномерным. Электрод должен передвигаться поступательно при сварке тонких листов металла. Если требуется сваривать толстые листы, то необходимо осуществление поперечных движений. Манипуляции сварщика электродом производятся в зависимости от его усмотрения.

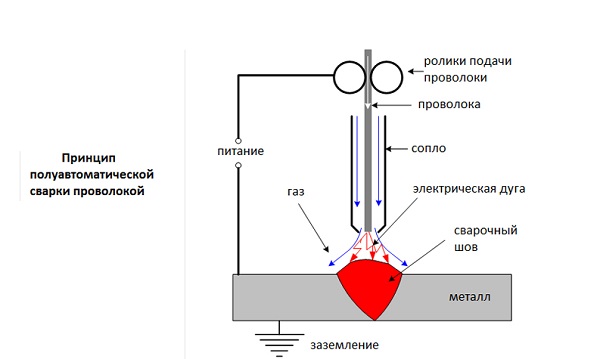
Схема полуавтоматической сварки проволокой без газа.
Какие требования следует выполнять, применяя порошковую проволоку?
Сварщик способен двигать электродом вперед, ставить его в положение перпендикулярно по отношению рабочей поверхности, уводить сварочный элемент назад. Выбор угла наклона производится в интервале от 5 до 20 градусов. Необходимо следить за диаметром сварной ванны, который должен составлять около 30 мм. Вышеизложенные условия требований являются обобщенными.

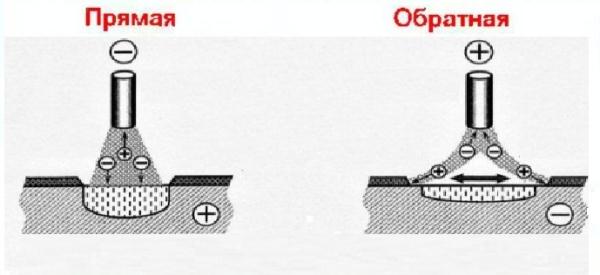
Полярность проволоки при сварке полуавтоматом без газа: без газа (обратная полярность) и с газом (прямая полярность).
Для каждого вида соединений металлических конструкций, например таких, как тавровое или угловое либо другие, предполагается наличие иных требований. В процессе сварочных работ обязательно берут во внимание и вид металла, необходимый в условиях сварки.
без газа (обратная полярность) и с газом (прямая полярность).
Поскольку осуществление ручной сварки с применением покрытых электродов может быть наиболее востребованным, то при создании шва осуществляется не только визуальный контроль, но и подача расплавленной проволоки вместе со специальными защитными материалами на участок сварки.
Все эти качества присущи технологии сварки с использованием порошковой проволоки, не уступающей процессу сварки за счет флюса либо специального газа, который является защитным.
Флюсовая сварка вызывает сложности при наличии преимуществ, связанных с выбором направления использования электродов. Вместе с тем осуществляется сварка за счет инертных газов, что может повлечь выход из-под контроля качества по причине влияния сквозняков либо ветров.
Вернуться к оглавлению
Как применяют порошковую проволоку при сварочных работах без газа?
Проволока для сварки порошкового типа, имеющая электрод, включающий оболочку из металла, содержит сердечник порошковый. Оболочка выполняется с применением холоднокатаной ленты, имеющей особую мягкость.
Различия в составе порошкового сердечника зависят от того, какое предназначение имеет проволока. Здесь можно отметить необходимость применения железного порошка рутилового и флюоритового концентрата, газо- и шлакообразующих присадок, а также защитных. В основном компоненты, которые входят в сердечник, являются диэлектрическими.
Сварка осуществляется таким же способом, как и проведение сварочных работ с помощью электрода. Защитную оболочку из металла следует расплавить за счет сварного тока. Раскаленный металл, а также наличие электрической дуги позволяет расплавить материал сердечника. При выполнении многослойной сварки производят очистку рабочих поверхностей от отложений шлаков предыдущего слоя перед покрытием новым слоем.

Схема устройства сварочного полуавтомата.
Производить сварочные работы с применением стандартных электродов не всегда является удобным. Все зависит от того, где расположено место проведения работ. Особенно трудно осуществлять сварку в условиях высоты и открытой местности. Признаки определенного дискомфорта становятся препятствием при формировании качественного соединения. Именно для обеспечения удобных условий в процессе сварки и создания качественного шва осуществлялась разработка расходного материала, который и представляет собой порошковую проволоку. С ее применением может быть выполнена сварка без создания специальных условий и газовой среды.
Данный материал применяют при соединении различных сталей, которые могут быть как низколегированными, так и низкоуглеродистыми. Различается два его вида, которые применяются для простой и особой сварки. Проволока с особым назначением включает разные виды, которые позволяют:
- принудительно сформировать шов;
- осуществлять сварку под водой;
- производить сварку автоматически.
Вернуться к оглавлению
Какую конструкцию имеет проволока стальная порошковая?
Порошковая стальная проволока — это электрод, стальная оболочка которого заполнена набором защитных, деоксидирующих и шлакообразующих присадок. Важный компонент материала — это порошок железный, марка которого определяет уровень его содержания в общем объеме.
Содержание рутила с концентратом флюорита составляет до 60%. Выбор присадок осуществляется с учетом содержания важных веществ в процентах. Характеристики присадок и их область использования должны полностью соответствовать характеристикам электрода для сварки.

Таблица режимов сварки полуавтоматом.
Порошковая проволока может отличаться присутствием компонентов, обеспечивающих стабильность дуги даже без условий газовой среды. Она имеет конструкцию, которую отличает минимальный набор оборудования, а условия ее применения исключают использование редуктора, газовых баллонов и т.д. Если расплавка сердечника из стали происходит достаточно быстро, то это связано с наличием повышенного электрического сопротивления. При этом формирование качественного шва происходит за достаточно небольшой интервал времени.
Порошковая проволока имеет преимущества, позволяющие применять ее, не нанося вред глазам, даже в том случае, если они не защищены специальными средствами. Соединение не вызывает разбрызгивания металла, оно получается ровным и качественным. При выполнении сварочных работ необходим тщательный контроль. Производителями рекомендуются определенные режимы сварки, которые очень важно соблюдать.
Вернуться к оглавлению
Как используется газозащитная и самозащитная проволока?
Порошковую проволоку газозащитного типа используют для сварки на автоматах и полуавтоматах. Сварку производят при наличии инертного газа. Среди важных характеристик порошковой газозащитной проволоки выделяют:
- разбрызгивание в малых количествах;
- невысокую степень пористости;
- легкость при отделении шлаков.
Материал для сварки самозащитного типа применяется для различных работ на открытом участке. Сердечник содержит необходимые защитные элементы. Вместе с тем в процессе проведения сварочных работ пользоваться инертным газом не обязательно.
Удобство сварки за счет порошковой проволоки самозащитного типа сводится к отсутствию необходимости в дополнительном оборудовании. Благодаря этому устройству для сварки придается компактная форма конструкции. Порошковую проволоку реализуют по цене, зависящей от ее размеров, назначения и т.д.
Вернуться к оглавлению
Как правильно проводится сварка порошковой проволокой без газа?

Формы оболочек порошковой проволоки.
Специфика конструкции самозащитной проволоки позволяет вести сварочные работы в положении снизу. Для некоторых случаев сварку проводят вертикально.
Объяснением этому является соответствующий объем ванны для сварки. Какая-либо модель данного материала может быть выбрана согласно ее характеристикам, в соответствии с режимом работы оборудования для сварки.
Важным преимуществом является возможность применения такой проволоки с целью создания шва в конструкции из определенной марки стали.
В целом процесс сварки не связан с образованием шлака в большом количестве, поры при этом полностью отсутствуют.
Порошковая проволока является оптимальным вариантом, позволяющим осуществлять работу на открытом воздухе.
Влияние сквозняков и ветра является незначительным для создания качественного соединения. Вместе с тем параметры создаваемых швов за счет порошковой проволоки уступают качественным характеристикам таких видов сварки, как газовая либо электродная.
Осуществление выбора порошковой проволоки связано с тем, что учитываются не только ее технические характеристики, но и размер диаметра, который должен быть не меньше 2,3 мм. Если изделие имеет меньшее сечение, то оно применяется с целью соединения металлических конструкций с наименьшей толщиной.
Для проведения сварочных работ обычно применяют специальный сварочный аппарат, который является шланговым автоматом или полуавтоматом, предусматривающим отсек для мотка с проволокой.
Ее крепление осуществляется с использованием фиксатора в рукоятке, а подача проволоки осуществляется за счет специального шланга. Это позволяет поддерживать стабильную дугу и полностью расплавить содержимое сердечника.
expertsvarki.ru
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.

Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
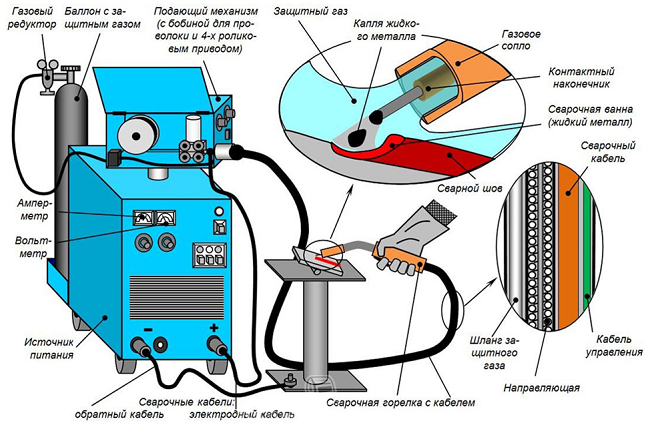
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
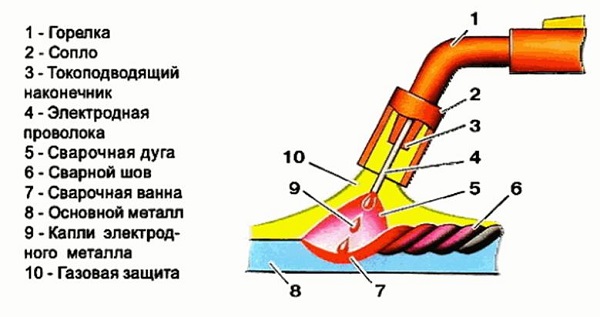
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
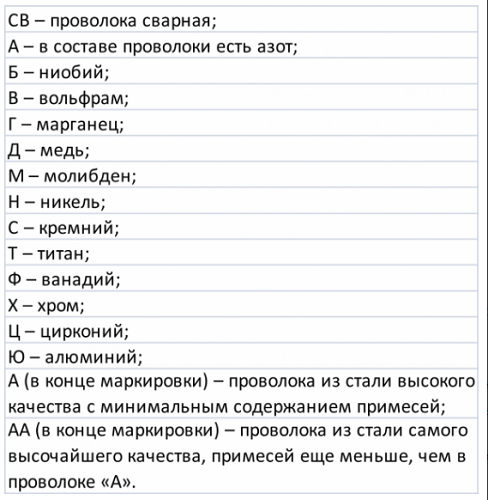
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.

Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.

При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.

Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
tehnika.expert
Сварка полуавтоматом без газа. Полуавтоматическая сварка
Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье.
Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата для сварочных работ позволит значительно улучшить качество сварного шва, а также существенно увеличит производительность работ. При помощи полуавтоматической сварки опытные мастера вырабатывают от 20 до 40 метров шва сварного в час. Сварка полуавтоматом видео, обучающее можно найти в конце этой статьи, где вы сможете наглядно ознакомиться непосредственно с процессом сварки.
Сегодня существует возможность выполнять сварку полуавтоматом с газом или без газа. В первом случае в процессе сварки полностью исключается попадание кислорода непосредственно в зону сварки, что позволяет устранить переизбыток или недостачу углерода. Иначе сварной шов может оказаться слишком хрупким или мягким. Но такой вид сварки слишком затратный и трудоемкий. Вам придется носить тяжелые баллоны с газом, даже если вы хотите сделать всего пару незначительных швов. Да и заряжать газом баллоны при нечастой работе достаточно дорого. В этом случае лучшим выбором станет сварка полуавтоматом без газа.
Важно! Для дополнительной информации просмотрите наши инструкции по сварке инверторм для начинающих.
Преимущества полуавтоматической сварки без газа
Как правило, ее еще проволокой флюсовой, обозначая тем самым ее состав. В наше время доступна также и сварочная порошковая проволока. Какое бы название не носила данного вида проволока, все они применяются для сварки полуавтоматом без газа.
Данная проволока состоит стальной трубки, с диаметром, который соответствует 0.8, как и при полуавтоматической сварке в газовой среде. Внутри проволоки находится сварной порошок – флюс, который очень напоминает по своему составу обмазку стандартных электродов. Флюс в процессе нагрева полностью сгорает и в результате чего образуется защитное облако газа в зоне сварки.
Сварка полуавтоматом без газа достоинства
- 1. отсутствие энергоемкой газовой аппаратуры;
- 2. доступность, не нужно постоянно тратиться на заряд баллонов с инертным газом;
- 3. возможность формировать химический состав сварного шва, используя для этого различные типы проволоки с разным наполнением.
- 4. возможность формировать характеристики дуга
- 5. самое главное достоинство – возможность наблюдать за местом подачи непосредственно в разделку, сквозь защитную маску.
Полезные советы при полуавтоматической сварке без газа
Сварка полуавтоматом напоминает классическую с обычными электродами, именно поэтому во время выполнения работ есть вероятность затекания шлака в сварочную ванну от сгоревшего флюса. Чтобы это предотвратить для получения надежного герметического соединения необходимо поверх сделать еще один шов, очистив предварительно предыдущий.
Из-за того что порошковая проволока, которая используется в процессе сварки полуавтоматом без газа очень хрупка и имеет малую жесткость собственной конструкции – очень тонкая стенка – поэтому подачу проволоки необходимо выполнять специальным механизмом с малым сжатием, при этом любые резкие повороты шланга не допускаются.
Необходимо строго соблюдать полярность при подключении на «массу» и на держак. Минус должен подаваться непосредственно на держак, а плюс к самому изделию. Данное подключение получило название – прямое. Это необходимо для того чтобы во время подачи проволоки флюсовой должна создаваться очень высокая температура, которая образует защитное облако газа.
Сварка полуавтоматом без газа видео :
Читайте также:
o-builder.ru
Сварочный полуавтомат без газа на флюсовой проволоке
 Сварочный аппарат полуавтомат без газа на флюсовой проволоке используется в процессе сборки конструкций из цветных и черных металлов.
Сварочный аппарат полуавтомат без газа на флюсовой проволоке используется в процессе сборки конструкций из цветных и черных металлов.
Принцип работы таких аппаратов аналогичен схеме функционирования аргонодуговых устройств. Только в нашем случае роль инертного газа играет флюс – покрытие присадочной проволоки, которое выделяет углекислый газ при горении в сварочной дуге.
Полуавтомат сварочный без газа — конструкция и схема работы
Конструкция полуавтоматического сварочного аппарата состоит из трех узлов: генератора дуги (трансформатора или инвертора), транспортера присадочной проволоки и блока управления, синхронизирующего работу всех частей агрегата.
Проволока поступает по гибкому шлангу в держак и при контакте со свариваемой деталью образует электрическую дугу. Присадочный материал плавится в дуге, выделяя углекислый газ при горении флюса. Углекислота изолирует сварочную ванну от атмосферного кислорода и препятствует чрезмерному плавлению соединяемых деталей.
Транспортер проволоки обеспечивает непрерывную подачу присадочного материала. А генератор обеспечивает стабильность горения дуги между плавким электродом (проволокой) и деталью металлоконструкции.
В итоге, с помощью полуавтоматического аппарата можно выполнить не только точечную прихватку, но и линейный шов диной до 40 метров.
Рабочие характеристики сварочных полуавтоматов
 Для большинства полуавтоматических сварочных аппаратов, работающих на флюсовой проволоке характерны следующие рабочие параметры:
Для большинства полуавтоматических сварочных аппаратов, работающих на флюсовой проволоке характерны следующие рабочие параметры:
- Диаметр проволоки – от 0,5 до 2 миллиметров.
- Сварочный ток – от 35 до 100 и более Ампер.
- Мощность – от 1,5 КВт и более.
Сила сварочного тока регулируется с помощью реостатов блока управления. Диаметр проволоки подбирают исходя из условий сварки (толщина стыкуемых деталей, тип материала и прочее). Мощность аппарата влияет на производительность и цену, повышая оба параметра в большую сторону.
Сварка полуавтоматическим аппаратом
Сварка полуавтоматом без газа не отличается от классического дугового процесса. То есть, вы должны включить аппарат, получить дугу (контактом с заготовкой) и начать сварку деталей.
Однако применение флюсовой проволоки накладывает на процесс сварки некоторые ограничения.
Так, из-за хрупкости порошковой присадочной проволоки вам придется обращаться с держаком очень аккуратно, не делая резких движений и не загибая подающий шланг под острыми углами.
Кроме того, углекислый газ, генерируемый в процессе горения флюса, вынуждает отказаться от сложных потолочных швов. Да и вертикальные швы такой аппарат «производит» с некоторыми затруднениями. А вот с горизонтальными швами нижнего типа никаких проблем нет.
А еще очень важно соблюдать полярность при подключении катода и анода. Ведь максимальная мощность должна транслироваться на держак и расходоваться на плавление проволоки.
Достоинства и недостатки сварки полуавтоматического сварочного аппарата
В итоге, для полуавтоматических сварочных аппаратов характерен следующий набор достоинств:
 Такие аппараты компактнее «газовых» моделей: ведь флюсовая проволока занимает меньший объем, чем баллон с аргоном или иным инертным газом.
Такие аппараты компактнее «газовых» моделей: ведь флюсовая проволока занимает меньший объем, чем баллон с аргоном или иным инертным газом.- Контроль процесса сварки таким аппаратом не вызывает затруднений даже у начинающего специалиста. А характеристики дуги можно регулировать прямо во время сварочного процесса.
- Щадящее отношение к расходным материалам и пониженная энергоемкость процесса. Такой сварочный аппарат намного экономичнее в эксплуатации, чем классические электродуговые или газовые устройства.
К недостаткам такого аппарата можно отнести следующее:
- Низкую прочность присадочной проволоки, что затрудняет процесс сварки (возникает необходимость осторожничать с держаком)
- Необходимость повторного проваривания шва. Эта потребность объясняется необходимость удалить флюс с поверхности шва.
- Ограничения по параметрам шва – глубине и ширине. Присадочная проволока диаметром от 0,5 до 2 миллиметров просто не сможет сгенерировать глубокий и широкий шов.
steelguide.ru
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа получила популярность благодаря компактности оборудования и экономичности процесса. Малогабаритные сварочные аппараты способны создавать прочный шов, по качеству не уступающий шву, выполненному классической сваркой с газом.

Схема устройства сварочного полуавтомата.
Принцип работы сварочного аппарата
Суть технологии сварки с газом состоит в том, что инертный газ обволакивает сварочную ванну, изолируя расплавленную присадочную проволоку и края стыкуемых деталей от воздействия кислорода, содержащегося в воздухе. В сварке без газа защитная функция возложена на углекислый газ, выделяющийся непосредственно из электродной проволоки. Специальная проволока содержит флюс, который генерирует CO2.
Сварка полуавтоматом без газа основана на следующей технологической схеме:
- В момент прикосновения присадочной проволоки к свариваемым поверхностям возникает электрическая дуга.
- Электрическая дуга расплавляет электрод.
- Углекислый газ выделяется из флюса и обволакивает защитным слоем сварочную ванну.

Схема полуавтоматической сварки без газа.
Сварка производится специальной флюсовой проволокой, которая выделяет достаточное количество углекислоты для защиты от атмосферного кислорода. Таким образом, данное технологическое решение позволяет полностью отказаться от громоздких аргоновых баллонов.
Преимущества сварки полуавтоматом без газа:
- Легкость и компактность оборудования.
- Доступность и экономичность. Методика избавляет от необходимости постоянно заправлять газовые баллоны.
- Возможность применять электроды с различным химическим составом для наложения необходимого шва.
- Возможность изменять характеристики электрической дуги.
- Визуальный контроль через защитную маску непосредственно за местом подачи.
К недостаткам сварки без газа относится ограниченность ее применения по расположению сварного шва. Технология используется в большей степени для нижней горизонтальной сварки. Работы в вертикальной плоскости могут выполнять лишь опытные специалисты. Потолочные работы данным видом оборудования не проводятся ввиду того, что углекислый газ тяжелее воздуха, и он оседает, покидая зону сварки.
Вернуться к оглавлению
Проведение сварочных работ
Перед началом работ необходимо позаботиться о приобретении подходящей непосредственно для предстоящей сварки присадочной проволоки. Диаметр определяется глубиной шва, а химический состав — в соответствии с материалом металлоконструкции.
Для сварки полуавтоматом без газа используется только специальная флюсовая проволока. Присадки, предназначенные для аргоновой сварки, не годятся.
Следующий этап — подготовка к работе сварочного аппарата. Катушка с проволокой размещается на предназначенном для нее месте, конец проволоки пропускается через подающие вальцы и выводится на держак. Проволока достаточно хрупкая, и необходимо следить за тем, чтобы вальцы не передавили ее. Далее производится настройка силы тока. В большинстве случаев полуавтоматы имеют рабочий диапазон 250-280 А. Конкретная величина тока зависит от типа и диаметра проволоки. Она должна быть указана на упаковке товара.
После подготовки оборудования следует заняться свариваемыми деталями. Стыкуемые торцы деталей зачищаются от ржавчины. Детали располагаются на сварочном столе, сдвигаются и закрепляются. Можно приступать непосредственно к сварке. Держак располагают под углом 80-85 градусов к горизонтали и накладывают шов от дальнего края детали к ближнему. Для улучшения качества шва операцию можно повторить по уже разогретому металлу.
Сварка полуавтоматом без газа практически исключает риск пропалить изделие. Процесс горения металла полностью подавляется углекислым газом.
expertsvarki.ru










