







Как сделать сварочный инвертор на тиристорах своими руками? Сварочный аппарат на тиристорах своими руками
Своими руками сварочный инвертор на тиристорах: инструкция по сборке
Сварочный инвертор — это достаточно популярный аппарат, который является необходимым и в домашнем хозяйстве, и на промышленном предприятии. Это не удивительно, ведь те источники питания, которыми пользовались раньше (преобразователи, трансформаторы, выпрямители), обладали многими недостатками. Среди них можно назвать массу и габариты, большую энергоемкость, но маленький диапазон регулирования режима сварки и низкую частоту преобразования. Сделав своими руками сварочный инвертор на тиристорах, вы получите мощный блок питания для необходимых работ. Также это поможет существенно сэкономить вам средства, хотя все равно потребует определенных трудовых и материальных затрат.

Схема тиристорного сварочног инвертора с частотой до 1000гц.
Сварочный инвертор: особенности и функции аппарата
Работа инвертора заключается в том, чтобы преобразовывать переменный сетевой ток в его постоянный высокочастотный аналог.
Это происходит в несколько этапов. К выпрямительному блоку из сети идет ток. Там, после трансформации, напряжение из переменного становится постоянным. А инвертор производит обратное преобразование, то есть поступающее постоянное напряжение снова становится переменным, но с уже более высокой частотой. После этого напряжение понижается трансформатором, через выходной выпрямитель происходит модификация этого параметра в высокочастотное постоянное напряжение.
Конструкция сварочного инвертора и его особенности
Благодаря тому что в конструкции аппарата отсутствуют тяжелые детали, он является очень компактным и легким. В нее входят следующие составляющие:

Устройство простого инвертора с перекрестными связями.
- инвертор;
- сетевой и выходной выпрямители;
- дроссель;
- высокочастотный трансформатор.
Даже начинающие сварщики могут работать с такими аппаратами. Их применяют как в быту, так и в строительной сфере или в автосервисах. Благодаря тому что присутствует регулировка рабочих режимов, варить можно и тонкие, и толстые металлы. А повышенные условия горения дуги и формирования сварного шва дают вам возможность варить сварочными инверторами любые сплавы, черные и цветные металлы, используя все возможные технологии их сварки.
Преимущества использования инвертора
В области сварного оборудования такие аппараты пользуются особым спросом из-за множества своих преимуществ и достоинств. Сделав инвертор своими руками, вы получите:

Устройство сварочного инвертора .
- возможность варить сложные цветные металлы и конструкционные стали;
- защиту от перегревов, колебаний сетевого напряжения, перегрузов по току;
- высокую стабильность сварного тока даже при том, что напряжение может колебаться в сети;
- качественно сформированный шов;
- при сварке практически не будет разбрызгивания;
- горение дуги будет стабилизированным в заданном ключе, даже если наблюдается внешнее неблагоприятное воздействие;
- многие другие полезные в работе функции.
Схемы инвертора своими руками
Взяв за основу то, как строится схема и как управляется сам процесс инверторного преобразования, выделяют несколько видов аппаратов, которые являются самыми распространенными в использовании. Варианты полного моста и полумоста относятся к двум двухтактным схемам, а «косой» мост — к однотактной. Схема полного моста, которую называют двухтактной, работает с двухполярными импульсами. Они подаются на ключевые транзисторы (которые являются парными), а те запирают и открывают электрическую цепь.

Схема инвертора «косой» мост.
Полумостовая схема будет отличаться от предыдущего варианта тем, что потребление тока у нее повышенное. Как ключи выступают транзисторы, работающие по той же двухтактной модели. На каждый из них подается половина входного напряжения сети. Мощность инвертора, в сравнении по току с полным мостом, составляет половину значения. Подобная схема имеет свои преимущества в маломощных устройствах. К тому же можно использовать группу транзисторов, а не один очень мощный.
Последний вариант — «косой» мост. Это инверторы, которые работают по однотактному принципу. Тут вы будете иметь дело с однополярными импульсами. Одновременное открытие транзисторных ключей исключит возможность короткого замыкания. Но среди недостатков этой схемы выделяют подмагничивание магнитопровода трансформатора.
Посмотрите на одну из стандартных схем инвертора. Это конструкция по проекту Ю.Негуляева. Чтобы собрать такой аппарат в домашних условиях, потребуется ваше желание, готовность к работе и необходимая элементная база, которую вы сможете либо найти на радиорынке, либо выпаять из старой бытовой техники.
Инструкция по сборке аппарата

Стандартная схема инвертора по проекту Ю.Негуляева
Возьмите 6-миллиметровую плиту из дюралюминия. Присоедините к ней все отдающие тепло проводники и провода. Учтите, что здесь провод не нужно опоясывать термоизолирующим материалом. Используя старую схему (к примеру, компьютера), вам не придется отдельно искать транзисторы и тиристоры.
Далее подготовьте специальный высокомощный вентилятор (вы можете воспользоваться даже автомобильным радиатором). Он будет обдувать все, включая резонансный дроссель. Не забудьте прижать последний к вашей основе с помощью прокладочного уплотнителя.
Для изготовления самого дроссельного прибора возьмите шесть медных сердечников. Их можно найти на рынке или сделать самому из деталей ненужного старого телевизора. Прижмите диоды к основанию схемы, а потом присоедините к ним стабилизаторы напряжения и изоляционные уплотнители.
Ставя трансформатор, заизолируйте проводниковые пучки с помощью изоленты или фторопластовой полосы. Разведите проводники в разные стороны, чтобы они не контачили и не вызывали сбоев в работе. На полевом транзисторе понадобится провести монтаж силового поля, чтобы продлить работоспособность вашего инвертора. Для этого возьмите медный провод 2-миллиметрового сечения. Залужив его, обмотайте в несколько слоев обычной ниткой. Так вы защитите ваш проводник от разных повреждений и при пайке, и при сварке. Чтобы закрепить монтаж, используйте изолирующие пяточки. Так вы еще и перенесете на них нагрузку с транзисторов.
Дюралюминиевые пластины послужат в качестве своеобразных прокладок для того, чтобы прижать к радиатору транзисторы и тиристоры. Вы можете прикрепить их с помощью небольших винтов.
Позаботьтесь о вторичной обмотке, потому что так у вас будет лучше функционировать вентиляция трансформатора. Выводите ее при необходимости на цилиндры из феррита. Еще одним вариантом может послужить средневолновой приемник питания, а оттуда энергия пойдет к сердечникам и далее по схеме.
Не забудьте и о настройке сварочного инвертора для того, чтобы аппарат функционировал исправно.
moyasvarka.ru
Как сделать сварочный малогабаритный аппарат рассчитанный на любую нагрузку » Полезные самоделки
Думаю, вас заинтересует переносной сварочный аппарат весом всего в 26 кг. Питающее напряжение промышленных сварочных аппаратов 380 В, что не всегда удобно и всегда небезопасно. Главную тяжесть сварочного аппарата составляет трансформатор с Ш-образным сердечником. У лабораторного автотрансформатора /ЛАТР/ сердечник круглый, в виде бублика. Взял два сердечника от ЛАТРов, с внутренней стороны каждого отмотал часть стальной ленты, образующей сердечник, так, что дырка бублика стала больше, и разместил первичную обмотку трансформатора /WI/, как показано на рисунке. Чтобы площадь сечения сердечника не изменилась, перед установкой обмотки снятую часть стальной ленты намотал на внешнюю сторону сердечника-бублика. Провод для первичной и вторичной обмоток я подобрал из расчета, что ток сварки - 80 А, то есть можно варить трехмиллиметровым электродом. Так я получил компактный и довольно легкий сварочный трансформатор.
Puc.1
Вторая задача - добиться плавного регулирования сварочного тока, для чего нужно иметь возможность менять вторичное напряжение. Это особено важно, когда сварщик работает далеко от питающей сети и ему желательно поднять напряжение, чтобы скомпенсировать потери в длинных проводах. В сварочных аппаратах, выпускаемых промышленностью, напряжение регулируется грубо, ступенчато, переключением обмоток. Свой я снабдил схемой выпрямления напряжения, построенной на тиристорах /см. схему/. Для надежности взял тиристоры на рабочий ток, вдвое превышающий ток сварочного аппарата. На выходе аппарата получил выпрямленное регулируемое напряжение до 50 В. Выходные данные аппарата позволили использовать его и для зарядки аккумуляторов. Если выходные клеммы присоединить к аккумулятору, он поможет завести автомобиль. Поскольку аппарат легко переносить, им можно пользоваться и как источником постоянного тока, если где-то вдали от питающей сети потребуется паяльник или другой инструмент с напряжением ниже 50 В. Размеры аппарата 400х220х220 мм, каркас сварен из алюминиевых уголков 20х20 мм, панели алюминиевые толщиной 2,5 - 3 мм. В верхней, нижней и передней высверлены отверстия для вентиляции. К боковой стенке приварена полочка, на которой установлены тиристоры. Их радиаторы отделены от стенки и каркаса изолирующими втулками
Рис. 2
Трансформатор можно выполнить и на другом железе, например, типа ШЛ. Но тогда увеличится объем сердечника трансформатора, а с ним и всего аппарата, да и магнитные характеристики будут хуже. При намотке вторичной обмотки трансформатора не забудьте охватить ею оба кольца сердечника, иначе не получите на выходе аппарата желаемого напряжения 50 В. На схеме точками обозначено, где начало обмоток. Очень важна правильная фазировка вторичной и управляющей обмоток. Если захотите расширить диапазон регулирования напряжения, поставьте конденсатор типа МБГО в 10 мкф на 160 В. На схеме не показан автомат со стороны питающего напряжения 220 В. Он необходим и для включения-выключения аппарата, и для защиты от перегрева. У меня был под рукой автомат АП-50 с тепловым расцепителем на 40 А. Можно поставить любой другой автомат, лишь бы он подходил по параметрам. Если необходимо варить часто, то во избежание неприятностей купите счетчик на 40 А. Замечу, что при токе сварки 80 А /трехмиллиметровый электрод/ из сети потребляется ток не более 20 ампер. В этом режиме аппарат может работать длительное время..При сварке электродами большего диаметра время сварки придется сократить. Так, если потребуется варить пяти-миллиметровым электродом, то, израсходовав два электрода, почувствуете, что аппарат перегрелся, а это крайне нежелательно". Примечания к рисунку и схеме На два круглых сердечника с диаметром отверстия 80 мм намотана первичная обмотка W1 двумя участками по 240 витков, провод ПЭТВ-2 диаметром 1,6 мм. Вторичная обмотка W2 выполнена из профильного провода ПЭТВП сечением 20 мм. Мотается сначала 24 витка, потом еще 24, и затем участки соединяются последовательно. Обмотка управления W3 наматывается на любое из двух колец сердечника проводом ПЭВ-2 диаметром 0,35 мм. Мотать лучше всего сразу двумя проводами, а сделав 24 витка, соединить два участка последовательно. Электрическая схема сварочного аппарата: R1 - нерегулируемое сопротивление 10 Ом, 10 Вт, R2 - регулируемое сопротивление 1-2ком, 10Вт. VD1,2 - диоды Д226, VD3,4 - тиристоры Т160. S - пакетный выключатель на ток до 50 А. W1, W2, W3 - обмотки трансформатора. V - вольтметр. Конденсатор С - 0,5 мкф, 160 В.
www.freeseller.ru
Сварочный инвертор на тиристорах самодельный: изготовление оборудования
Самодельный сварочный инвертор изготавливают, используя транзисторы и тиристоры. Простые устройства на транзисторах не обладают достаточной надежностью. Аналоги с тиристорами способны выдерживать замыкания выхода до срабатывания предохранителя (при отсутствии повреждений). Инвертор на тиристорах в процессе работы нагревается меньше, чем сварочный инвертор на транзисторах. Плюс самодельных устройств — простая конструкция и общедоступность необходимых деталей и материалов.

Схема инверторного сварочного источника.
Инструкция по изготовлению инструмента
Предварительно специалисты советуют ознакомиться со схемой оборудования. Одна из главных деталей — дюралюминиевая плита 6 мм, к которой необходимо присоединить проводники с проводами (без теплоизоляции), отдающие тепло. Чтобы собрать сварочный инвертор на тиристорах, вам понадобятся следующие инструменты и материалы:
- радиатор от автомобиля;
- провода;
- уплотнители;
- диоды;
- плита из дюралюминия.
Радиатор от автомобиля будет выполнять функцию вентилятора, обдувая дроссель и диоды. Дроссель изготавливается из 6 медных сердечников и прижимается к основанию с помощью уплотнителя. Диоды необходимо прижать к основанию схемы сварочного инвертора, присоединив стабилизаторы и уплотнители.

Таблица требуемых технических характеристик для сварочного инвертора.
Потребуется трансформатор с сечением в 2 мм и отсутствием изоляции. Допускается использование изолированного кабеля. В проводниковом пучке 4 провода. Изоляционные материалы — изолента или фторопластовая лента. Между слоями изоляции необходимо оставлять промежуток (для охлаждения трансформатора).
Проводники требуется разводить в стороны, чтобы сварочный инвертор функционировал без сбоев. Затем выполняется монтаж силового моста на транзисторе. Используют медный провод с сечением в 2 мм. Его необходимо обмотать 2-3 слоями нитей для шитья. Проводник фиксируют изолирующими пяточками, на которые переносится нагрузка с транзисторов. Самодельный сварочный инвертор, изготовленный по этой схеме, способен длительное время работать без перебоев.
Изготовление подобного оборудования по схеме Негуляева требует прижимания транзисторов к радиатору. Их устанавливают при помощи пластин из дюралюминия и фиксируют небольшими винтиками. Силовые мосты, обдуваемые вентиляторами, изолируют, чтобы не требовалось присоединения транзисторов к мостам и радиатору. Специалисты рекомендуют учитывать резонансное напряжение. Вторичная обмотка (при необходимости) выводится на приемник питания или на цилиндры. Энергия от приемника поступает к сердечникам.
Импульсное оборудование

Инструменты для изготовления сварочного инвентора.
Изготовление оборудования высокой мощности требует обмотки по всей ширине каркаса (для повышения устойчивости трансформатора к воздействию внешних сил и перепадов напряжения). Чтобы собрать данный аппарат, потребуются:
- уплотнители;
- преобразователь;
- медная жестянка;
- нож;
- изолента.
Необходимо сделать несколько слоев вторичной обмотки устройства, а дроссель — намотать на ферритный сердечник.
Охлаждение аппарата будет производиться при помощи радиатора от компьютера, который соответствует производимому оборудованию по уровню потребления электроэнергии и мощности.
Использовать для генератора алюминиевые провода нежелательно из-за их неустойчивости к колебаниям переменного тока.
Работа агрегата зависит от следующих показателей:
- толщина используемого провода;
- использование переменного или постоянного тока;
- пропускаемая способность от 30 до 160 А.
Настроить самодельный аппарат для сварки можно с помощью профессионалов или самостоятельно. Генератор необходимо подключить к сети. Блок начнет издавать громкие звуки при передаче тока. Резистор необходимо замкнуть, подключив реле, после зарядки конденсаторов. Пропускаемую способность определяют с помощью мультиметра. Прибор требуется переключить в режим амперметра и определить периодичность поступления импульсов. Показатель должен быть равен 44%.
Генератор проверяется на оптроне и усилителе. Среднее значение амплитуды для маломощных аппаратов — 15 В. Затем необходимо проверить сборку силового моста, подавая на устройство питание в 16 В. На холостом ходу фиксируется преобразование до 100 мА. Замеры не будут точными, если не выполнить указанные рекомендации.
Работу генератора проверяют осциллографом. Исходящие от обмоток импульсы должны совпадать. Управление трансформатором выполняется с помощью контроля конденсаторов. Необходимо увеличить пропускной уровень до 200 В, подключить инвертор к осциллографу и следить за формой поступающего сигнала, исходящего от коллектора эмиттера.
moyasvarka.ru
Самый простой сварочный инвертор своими руками из доступных деталей
28 сентября 2015
Просмотров: 6343
Инвертор сварочный своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.

Для изготовления прибора необходимо запастись всеми необходимыми деталями и комплектующими.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным при эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулировки и стабилизации сварочного тока позволяют с легкостью работать даже новичкам.
Выбор конструкции инвертора

В качестве корпуса можно использовать старый компьютерный блок.
Компоновка самодельного сварочного инвертора неоригинальна и похожа на большинство остальных конструкций. Большинство деталей может быть заменено на аналоги. Определять размеры устройства и начинать изготовление корпуса нужно при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). При наличии алюминиевой шины толщиной 2-4 мм и шириной более 30 мм их можно изготовить самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали необходимо расположить на плоской поверхности, просмотреть возможности соединения по принципиальной схеме.
Затем определить место установки вентилятора, чтобы горячий воздух от одних деталей не нагревал другие. При затруднительной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров небольшая, вес также незначительный, надежность всего устройства значительно повысится.
Самые габаритные и тяжелые детали — трансформатор и дроссель для сглаживания пульсаций. Их желательно расположить в центре или симметрично по краям, чтобы их вес не перетягивал устройство в одну сторону. Работать с устройством, надетым на плечо и постоянно сползающим в одну сторону во время сварки, крайне неудобно.
При удовлетворительном расположении всех деталей нужно определить размеры днища устройства и вырезать его из имеющегося в наличии материала. Материал должен быть неэлектропроводящим, обычно используются гетинакс, стеклотекстолит. При отсутствии данных материалов можно использовать дерево, обработанное средствами от возгорания и для защиты от влаги. Последний вариант в каком-то плане имеет свои преимущества. Для крепления деталей можно использовать шурупы, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Электрическая схема инвертора
Все инверторы имеют сходную блок-схему:

Блок схема инвертора.
- входной диодный мост, преобразующий переменное напряжение сети в постоянное;
- преобразователь постоянного напряжения в переменное высокой частоты;
- устройство понижения напряжения высокой частоты до рабочего;
- преобразователь в постоянное напряжение с фильтром для сглаживания пульсаций.
Выбранная для самодельного изготовления схема устроена по классическому способу. Основой схемы является косой мост, который обеспечивает наилучшие характеристики работы при максимальной простоте и такой стоимости. Управление силовой схемой выполняется контроллером TL494. Контрольные функции и регулировку тока сварки осуществляет микроконтроллер PIC16F628. Защита устройства от перегрева также реализована через него. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки устройства с различным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтного оборудования выполнен на ШИМ-контроллере TNY264.
Принципиальная схема, несмотря на большое количество элементов, изготавливается довольно просто. Вся система управления выполнена на нескольких платах:
- плата силовых элементов, два варианта;
- выпрямитель;
- две платы управления.
На плате силовых элементов установлены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измерительное сопротивление. Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора.

Для инверторного аппарата необходима плата силового управления.
На плате выпрямителей установлены элементы мостов, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменения параметров от температуры (термисторы).
На платах силового управления расположены схемы:
- ШИМ-контроллер с элементами развязки на оптронах;
- цифровой индикатор с кнопками управления;
- элементы блока питания;
- микроконтроллер.
Перед сборкой плат дорожки для установки силовых элементов необходимо усилить медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Понадобятся шесть трансформаторов типа ТВС110ПЦ15.У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:

Трансформаторы можно позаимствовать у старого телевизора.
- средняя длина магнитной линии kp=182 мм;
- размеры окна S0=6,2 см2;
- сечение магнитопровода Sм=11,7 см2;
- коэрцитивная сила Hc=12 А/м;
- остаточная магнитная индукция Bг=0,1 Тл;
- магнитная индукция Bs=0,45 Тл (если H=800 А/м), Bm=0,33 Тл (если H=100 А/м и t=60° С).
Сечение и количество витков обмоток необходимо рассчитать, исходя из максимально допустимого рабочего тока для устройства.
Обмотки необходимо располагать по всей ширине окна для снижения непроизводительных потерь.
В качестве материала для обмоток можно использовать медную фольгу или литцендрат нужного сечения для устранения скин-эффекта. Изолирующим материалом между слоями и обмотками могут быть вощеная бумага, лакоткань, ФУМ лента.
При необходимости контроля сварочного тока можно изготовить токовый трансформатор. Для его изготовления понадобятся два кольца типа К30х18х7. На них нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности подключения однофазный инвертор можно переделать на трехфазный.
При подключении к однофазной сети (вилка включается в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.
http:
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети желательно использовать розетку 3p + N + E (три фазных провода, нулевой и заземляющий). Устройство можно встроить в инвертор или изготовить в виде отдельного блока. Изготовление в виде отдельного блока оптимально при работе на одном месте. При частых перемещениях носить два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так сложно. При недостатке опыта всегда можно проконсультироваться у специалистов.
В результате можно получить отличное устройство с дополнительными функциями, отсутствующими у инверторов промышленного изготовления.
http:
Ремонт устройства, изготовленного своими руками, не создаст особых проблем, а использование в работе инструмента будет приносить удовольствие.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
 Загрузка...
Загрузка... Похожие статьи
masterinstrumenta.ru
СВАРОЧНЫЙ АППАРАТ
СВАРОЧНЫЙ АППАРАТ
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного "бублика". Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.

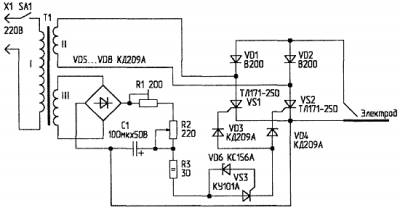
Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:

Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30 В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной - можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.




В качестве основания выбрал кусок винипласта, куда прикрутил сами тиристоры ТС160 с радиаторами. Так как мощных диодов под рукой не оказалось, пришлось два тиристора заставить выполнять их функцию.





Она так-же крепится на общее основание. Для ввода сети 220 В использованы клеммы, входное напряжение со сварочного трансформатора подаётся на тиристоры через винты М12. Снимаем постоянный сварочный ток с таких-же винтов.

Сварочный аппарат собран, пришло время испытаний. Подаём на регулятор переменку с тора и меряем напряжение на выходе - оно почти не меняется. И не должно, так как для точного контроля вольтажа нужна хотя-бы небольшая нагрузка. Ей может быть простая лампа накаливания на 127 (или 220 В). Вот теперь и без всяких тестеров видно изменение яркости накала лампы, в зависимости от положения движка резистора-регулятора.

Вот и понятно, зачем по схеме указан второй подстроечный резистор - он ограничивает максимальное значение тока, что подаётся на формирователь импульсов. Без него выходной уже от половины движка достигает предельно возможного значения, что делает регулировку недостаточно плавной.

Для правильной настройки диапазона изменения тока, надо основной регулятор вывести на максимум тока (минимум сопротивления), а подстроечным (100 Ом) постепенно снижать сопротивление, пока дальнейшее его уменьшение не приведёт к увеличению сварочного тока. Зафиксировать этот момент.


Теперь сами испытания, так сказать по железу. Как и было задумано, ток нормально регулируется от нуля до максимума, однако на выходе не постоянка, а скорее импульсный постоянный ток. Короче электрод постоянного тока как не варил, так и не варит как следует.

Придётся добавлять блок конденсаторов. Для этого нашлось 5 штук отличных электролитов на 2200 мкФ 100 В. Соединив их с помощью двух медных полосок параллельно, получил вот такую батарею.

Проводим опять испытания - электрод постоянного тока вроде начал варить, но обнаружился нехороший дефект: в момент касания электрода, происходит микровзрыв и прилипание - это разряжаются конденсаторы. Очевидно без дросселя не обойтись.

И тут удача не оставила нас с преподавателем - в каптёрке нашёлся просто отличный дроссель ДР-1С, намотанный медной шиной 2х4 мм по Ш-железу и имеющий вес 16 кг.


Совсем другое дело! Теперь залипания почти нет и электрод постоянного тока варит плавно и качественно. А в момент контакта идёт не микровзрыв, а типа лёгкое шипение. Короче все довольны - учитель отличным сварочным аппаратом, а я избавлением от забивания головы архимутным предметом, не имеющим никакого отношения к электронике:)
Форум по сварочным аппаратам
Поделитесь полезной информацией с друзьями:
elwo.ru
СВАРОЧНЫЙ АППАРАТ - Всякая всячина - Схемы разных устройств - Схемы
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного "бублика". Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, расчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6мм), то и значение тока должно быть пропорционально изменено.

Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:
Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной - можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.


В качестве основания выбрал кусок винипласта, куда прикрутил сами тиристоры ТС160 с радиаторами. Так как мощных диодов под рукой не оказалось, пришлось два тиристора заставить выполнять их функцию.


Она так-же крепится на общее основание. Для ввода сети 220В использованы клеммы, входное напряжение со сварочного трансформатора подаётся на тиристоры через винты М12. Снимаем постоянный сварочный ток с таких-же винтов.

Сварочный аппарат собран, пришло время испытаний. Подаём на регулятор переменку с тора и меряем напряжение на выходе - оно почти не меняется. И не должно, так как для точного контроля вольтажа нужна хотя-бы небольшая нагрузка. Ей может быть простая лампа накаливания на 127 (или 220В). Вот теперь и без всяких тестеров видно изменение яркости накала лампы, в зависимости от положения движка резистора-регулятора.

Вот и понятно, зачем по схеме указан второй подстроечный резистор - он ограничивает максимальное значение тока, что подаётся на формирователь импульсов. Без него выходной уже от половины движка достигает предельно возможного значения, что делает регулировку недостаточно плавной.
Для правильной настройки диапазона изменения тока, надо основной регулятор вывести на максимум тока (минимум сопротивления), а подстроечным (100 Ом) постепенно снижать сопротивление, пока дальнейшее его уменьшение не приведёт к увеличению сварочного тока. Зфиксировать этот момент.

Теперь сами испытания, так сказать по железу. Как и было задумано, ток нормально регулируется от нуля до максимума, однако на выходе не постоянка, а скорее импульсный постоянный ток. Короче электрод постоянного тока как не варил, так и не варит как следует.

Придётся добавлять блок конденсаторов. Для этого нашлось 5 штук отличных электролитов на 2200мкФ 100В. Соединив их с помощью двух медных полосок паралельно, получил вот такую батарею.

Проводим опять испытания - электрод постоянного тока вроде начал варить, но обнаружился нехороший дефект: в момент касания электрода, происходит микровзрыв и прилипание - это разряжаются конденсаторы. Очевидно без дросселя не обойтись.

И тут удача не оставила нас с преподавателем - в коптёрке нашёлся просто отличный дроссель ДР-1С, намотанный медной шиной 2х4мм по Ш-железу и имеющий вес 16кг.


Совсем другое дело! Теперь залипания почти нет и электрод постоянного тока варит плавно и качественно. А в момент контакта идёт не микровзрыв, а типа лёгкое шипение. Короче все довольны - учитель отличным сварочным аппаратом, а я избавлением от забивания головы архимутным предметом, не имеющим никакого отношения к электронике:)
http://elwo.ru/publ/svarochnyj_apparat/1-1-0-465
radioklon.ucoz.ua










